
Abstract
Tool wear is a key factor affecting many aspects of metal cutting machining, including surface quality, machining efficiency and tool life. As machining continues to evolve towards intelligence, hot spots and trends in tool wear-related research are also changing. However, in the current research on tool wear, there are still no recognized most effective tool wear suppression methods, signals are easily disturbed, low efficiency of signal processing methods and poor model generalization ability, etc. Therefore, a comprehensive summary and outlook of tool wear-related research is urgently needed, on the basis of which it is important to predict the hot spots and trends in tool wear research. In this paper, the current state of research on tool wear is systematically described from three aspects: tool wear mechanism, online monitoring and RUL (remaining useful life) prediction, and the shortcomings of tool wear-related research are pointed out. After an in-depth discussion, this paper also foresees the development trends of tool wear related research: (1) tool wear suppression research based on new technologies; (2) online monitoring and RUL prediction technology based on the fusion of data, features and pattern recognition; (3) intelligent, self-learning and self-regulating intelligent machining equipment that integrates multiple objectives (e.g. tool wear, chatter and remaining bearing life, etc.); (4) based on big data, the application of data-driven algorithms in tool wear mechanism, online monitoring and RUL prediction.
Article highlights
-
The research hotspots and shortcomings of tool wear mechanism, online monitoring and residual life prediction are comprehensively summarized.
-
Propose using magnetic field assisted cutting to suppress tool wear, three fusion technologies of data, feature and pattern recognition to optimize tool wear monitoring and RUL prediction performance.
-
The integration of 5G technology and signal processing technology will greatly improve the real-time performance of online monitoring and RUL prediction.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
With the sustained development of industry 4.0 and intelligent manufacturing, the demand for advanced manufacturing technology and advanced machining processes is increasing in practice. While in the pursuit of higher machining quality and efficiency, tool wear is ever present and affects the entire machining process. Tool wear has a direct impact on the surface quality of the workpiece, while tool breakage can cause machine downtime and reduce machining efficiency. Studies have shown that the time lost to machining discontinuities caused by tool breakage accounts for 20% of total downtime [1].
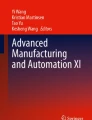
At present, in the process of industrial production, the tool condition monitoring mostly depends on the experience of workers [2]. By identifying chip color [3, 4], processing noise and measuring tool surface wear [5] it can decide whether to grind or change tools. Although some machine tools display the cutting power of machine tools in real time, different batches of workpiece and different cutting parameters lead to different power thresholds, and machine tool power values can only be used as reference. In order to ensure the processing quality, workers often adopt a conservative tool change strategy, which leads to waste and increase the processing cost [6]. Therefore, it is imperative to study the mechanism and cause of tool wear and build an accurate and effective tool wear on-line monitoring system and RUL (Remaining Useful Life) prediction system. In the past decade, the number of papers published and cited on the research of tool wear related technologies has been on the rise, as shown in Fig. 1.

The research trend of tool wear
At present, the research on tool wear includes tool wear mechanism, online monitoring and RUL prediction. The mechanism of tool wear includes abrasive wear, diffusion wear, oxidation wear, fatigue wear, etc. The purpose of this paper is to deeply understand the cause and process of tool wear, and then design the corresponding tool wear suppression strategy. In order to improve tool wear, currently commonly used methods include adding coating on tool surface [7, 8], optimizing cutting parameters [9,10,11], and adopting different processing technologies [12,13,14,15]. As can be seen from the following text, different tool wear suppression methods have their advantages and disadvantages, but coating method, optimization of cutting parameters has been widely used.
Research in the tool wear monitoring and prediction of tool RUL has been carried out for decades. Many state-of-the-art condition-based maintenance (CBM) approaches have been proposed for machinery diagnosis and prognosis. Typically, those methods sought to recommend maintenance decisions based on comprehensive analysis of event and monitoring data from built-in information systems or various sensors installed on the target machine. Event data usually includes discrete events happening on the target machine based on manual entries, for example, manual installation, scheduled maintenance, abrupt breakdown, etc. [16] Monitoring and prediction data usually adopt signals related to tool wear collected by sensors, such as sound signal [17,18,19],cutting force signal [20] etc. Through the analysis and processing of the signal, the relevant characteristics are extracted, and then the established model [21,22,23,24] is used to identify the wear state, and the prediction results of the tool wear state and RUL are obtained, and the results are fed back to the machine tool. However, the accuracy of signal acquisition is affected by many factors, including the position of sensors, the state of machine tools, the influence of external environment and so on. Because of the single signal, the precision of tool wear monitoring and RUL prediction cannot meet the requirements.
There are many excellent review papers on tool wear. However, these papers do not systematically summarize the development status of tool wear related research. For example, Si et al. [25] only summarizes the part about pattern recognition in RUL prediction, and does not introduce the tool wear monitoring part. In addition, advances in sensor technology and signal processing technology, such as wireless instrument milling system with embedded PVDF sensor [26] and variational modal decomposition (VMD), have made progress for tool wear monitoring, which has not been proposed in the literature. In addition, new machining technologies have strongly promoted the development of tool wear suppression field, such as two-dimensional ultrasonic vibration machining [14], three-dimensional ultrasonic vibration machining [27],magnetic field assisted machining [12] etc., which are rarely mentioned in review papers. Therefore, it is necessary to comprehensively summarize the research on tool wear.
Since the research of tool wear is mainly focused on the tool wear mechanism, online monitoring and residual life prediction, this paper will review the three aspects. First, the introduction part briefly introduces the current status of tool wear research and some problems that arise. The second section focuses on the mechanism of tool wear. The third section shows the online monitoring part of tool wear, and the prediction part of tool RUL introduced in the fourth section. Research framework of tool wear problem is shown in Fig. 2. The framework diagram of the paper is shown in Fig. 3. At the end of the paper, the existing problems and the future development trend are put forward.


The paper frame diagram
2 Tool wear mechanism
In metal working, for tools used in the metal forming process, the life of the tool is usually related to the increase in roughness of the final product and to the workpiece material transferred to the tool surface. Wear during metal forming is the result of relative sliding between the tool and the workpiece. The relative movement between the tool and the workpiece generates intense friction and high cutting temperatures, resulting in severe wear. Common types of tool wear are rake face wear, flank wear and boundary wear etc.
2.1 Factors influencing tool wear
There are many factors that affect tool wear, Zhongde et al. [9] in the study of diamond tool wear mechanism found that the tool wear rate increases with the increase of spindle speed; slowly decreases with the increase of feed speed; linear decreasing trend with the increase of feed depth; with the increase of feed amount, the trend of first down will then rise, and the wear rate is the largest when the feed amount is 5.6 mm. Yang et al. [10] in the process of machining titanium alloy with cemented carbide tools, the effects of milling speed, feed, milling width and milling depth on tool wear were measured respectively, and it was found that milling speed had the greatest effect on tool wear, feed and milling width were second, and milling depth had the least effect. Thornton et al. [11] in cutting mild steel with diamond tools found that when the cutting speed reaches a critical value, severe tool wear would occur when the cutting speed reached the critical value. When the cutting speed is 30 m/s, the cutting temperature is 50 twice as high as at 11 m/s.
Furthermore, it is clear from the above that adjusting machining parameters can effectively control tool wear, however, the choice of parameters varies from tool to tool for machining different materials. Therefore, the optimal parameter selection is crucial in the study of the effect of machining parameters on tool wear.
Changes in gas pressure can also have an effect on tool wear. Thornton et al. [11] investigated the effect on tool wear under different air pressure conditions and the experimental results showed that reducing the atmospheric pressure to 0.1 torr at high cutting speeds (11 m/s) would increase tool wear, at low atmospheric pressure (0.1 torr) a cutting speed of 0.16 m/s would reduce tool wear, and at a cutting speed of 30 m/s low atmospheric pressure (0.1 torr) would have wear was not affected. Subsequently, the Japanese scholar Tanaka et al. [30] investigated the effect of oxygen partial pressure on the wear of diamond tools. It was found that above 1000 K, the wear rate increased with increasing temperature and decreased with increasing atmospheric oxygen partial pressure. At around 900 K, the tool wear rate decreases and increases with increasing oxygen partial pressure.
The effect of tool surface coating on tool performance is also more significant, Ali Akhavan Farid et al. [7] research the effect of uncoated, TiAIN and AITiN coated tools on tool life during boring was investigated. Tavares et al. [8] based on strip-drawing experiments and VN, CrN/TiN and TiAlN coated tools, verified that a smooth coating do not necessarily lead to good tribological behavior. It was found that the initial roughness of the VN coating was high and the hardness was low, but during the cutting process, the oxidation of the VN coating formed a lubricious oxide and the high material transfer due to the high initial roughness resulted in a relatively low and smooth friction coefficient for the VN coated tool. The CrN/TiN coating tool also forms a lubricious oxide layer with less material transfer than the VN coating, but it is more frictionally stable in the experiment than the VN coating and has the best machining performance due to its higher hardness on the machined surface quality. The worst performer in the experiments was the TiAlN coated tool, which had the smoothest surface, graphs of friction versus sliding distance for individual strips revealed that for TiAlN coating the strip often stuck to the tool during drawing. This phenomenon was much less visible for VN and CrN + TiN coatings. The SEM images showed that the regions of material transfer appeared less adhered to the tool surface, as well as less compacted, deformed and spread, i.e., they formed relatively peaky protuberances on the tool surface, which increased friction and eventually led to galling. After the tests the coating was not oxidized.
The effect of different cooling methods on tool life also varies, with Bohao et al. [31] compared conventional cooling with liquid nitrogen cooling for tool wear. Under conventional cooling, the front face of the tool rubbed against the chip and the rear face against the workpiece surface, resulting in severe oxidative and adhesive wear, while under liquid nitrogen cooling, the tool mainly wore by adhesive wear, and the wear was significantly less than conventional cooling.
2.2 Tool wear mechanisms
Common tool wear mechanisms include abrasive wear, adhesive wear, diffuse wear and chemical wear. The wear mechanism varies under different machining conditions and Rebecka et al. [32] in their experiments with uncoated carbide tools cutting Ti6Al4V, they found that the interaction between the workpiece and the material resulted in the diffusion of cobalt and carbon outwards. The diffused cobalt combined with partial WC dissolution reduced grain bonding in the crescent pits and the outward diffused carbon spread throughout the cutting area to form a layer of residual metal W. The workpiece produced β-Ti, TiC and TiCo2 as a result of the wear mechanism. the adhering titanium alloy was in the α phase, but the eventual diffusion dissolution of the W layer stabilized the adjacent titanium in the β phase. Outward carbon diffusion reacts with the titanium to form TiC near the interface. Titanium also diffuses through the W layer into the Co-bonded layer to form intermetallic TiCo2. Complex interactions lead to the formation of TiC and Co3W between the W layer and the original WC, the authors concluded that this metal compound formed through complex interactions could act as a protective layer for the tool, thereby increasing tool life. Qianxi et al. [33] studied AlTiN coated tools with different AlTiN ratios for cutting 304 stainless steel and found that tool wear was dominated by crescent pits, followed by rear tool face wear and some chemical wear was also found. It was also found that too high an aluminum content (more than 67%) reduced the hardness value from 37 to 25GPa and reduced tool life. Zhang et al. [34] in a study of the tool wear mechanism of PCBN tools in powder metallurgical steel boring, it is found that when the CBN content is 95% and the chamfer edge width is 0.1 mm, the tool wear mechanism was diffusion, bonding, abrasive grain, and groove wear, when tool performance was optimal and at 0.05 mm chamfer edge width, bonding occurred on the front face of the tool and at 0.1 mm bonding occurred on crescent pits wear.
Henrik et al. [35] In exploring the wear mechanism of PCBN tools machining AISI 316L, it was concluded that crescent pits wear has the greatest influence on the machining process. Liang et al. [36] investigated the front and rear tool face wear mechanisms during TC4 grinding by looking at the wear morphology and chemical composition. The results showed that the front tool face wear was caused by adhesive wear and diffuse wear. The rear tool face wear is caused by abrasive wear and adhesive wear, where the tool structure and strength are destroyed due to edge deformation and fracture. If the rear tool face wears by more than 0.2 mm, the surface quality of the workpiece deteriorates. Hoier et al. [37] investigated the relationship between tool wear and 316 L austenitic stainless steel in a turning experiment. It was found that the wear of the rear tool face steadily increased during the turning process, reaching a maximum wear area after 5 min of high speed cutting and 15 min of low speed cutting, and the main mechanism of tool wear was diffusion wear. The Fig. 4 shows the common form of tool wear mechanisms.

Common form of tool wear mechanism [38]
2.3 Tool wear suppression
Tool wear during machining can seriously affect workpiece surface quality and machining efficiency. Therefore, the study of tool wear suppression is particularly important.
Zhang et al. [12] proposed an electric field assisted machining method from the chemical perspective of diamond graphitization. The device enhances the surface potential of the workpiece by inductive charging or conductive charging to make it strong enough to inhibit chemical reactions, which can extend the life of diamond tools and reduce the chemical wear rate. In 1976, Arnold et al. [39] found that the presence of phosphorus and nitrogen in the workpiece had a good inhibiting effect on the graphitization of diamond tools. Subsequently. Brinksmeier et al. [40] used ionic nitriding to create a chemical bond between the carbon atoms of the diamond tool and the iron of the workpiece in order to prevent the carbon atoms from reacting with the iron. The experimental results showed that this scheme could inhibit graphitic wear of diamond tools well, and the wear width of the rear tool face after 500 m was reduced from 36 μm to less than 4 μm, and the surface roughness could reach 8–12 nm. Saito et al. [41] proposed a new nitriding method, called electron beam excited plasma (EBEP) nitriding, and compared it with ion nitriding and gas nitriding carbonization, showing the best PV values using the EBEP method. Lee et al. [42] concluded that the more unpaired electrons, the more likely it is to lead to graphitization of the diamond tool, so they injected gallium ions into the diamond tool and cut ferrous metal 50 m. The surface roughness of the workpiece could reach 9.3 nm, and there was almost no wear on the diamond tool after cutting 350 m.
Zheng et al. [13] in their study of the effect of vibration-assisted micro-milling on tool life, it was found that with increasing vibration frequency, tool adhesive wear and mechanical wear could be effectively reduced and tool life extended. Jinshi et al. [14] investigated a new method to suppress tool wear using multi-axis ultrasonic vibration, and the sharpening effect was derived and investigated through molecular dynamics and cutting experiments, as well as geometric methods. By tilting the vibration trajectory surface, the two dimensional ultrasonic system is able to generate additional vibrational degrees of freedom relative to the workpiece surface, achieving the goal of tool wear inhibition. Xiangyu et al. [43] based on conventional ultrasonic vibration cutting (UVC) as well as elliptical ultrasonic vibration cutting (EUVC), a high speed ultrasonic vibration cutting (HUVC) is proposed. When the cutting speed is much higher than the cutting critical speed of UVC and EUVC, the tool of HUVC method can still achieve the separation under certain conditions. The method can improve tool life by 1.5 to 3.0 times. Tang, Huang et al. [15, 44,45,46] also studied ultrasonic vibration cutting and achieved a better effect of inhibiting tool wear.
3 Summary
This section reviews tool wear research in terms of the factors influencing tool wear, the mechanism of tool wear and tool wear suppression.
Firstly, the factors influencing tool wear are described, including tool geometry, coating material thickness and coating composition, which all affect tool wear. Among the tool wear mechanisms, different cutting conditions can have an important influence on the wear mechanism, with the most important factor influencing the tool wear mechanism being the high cutting temperatures caused by high cutting speeds. Finally, tool wear suppression methods, electric field assisted machining methods, ultrasonic vibration assisted cutting, surface modification, and the addition of coatings are presented.
The methods currently used to suppress tool wear have their own advantages and disadvantages, for example, the most important cause of diamond tool wear is that the diamond will react chemically with the workpiece material and graphitize, the nitrogen-based coating can be used to directly eliminate the reaction, but the application of the coating will reduce the diamond tool hardness and affect the machining accuracy. Surface modification techniques and methods such as electric field assisted machining have rarely been applied in other tool wear suppression studies. Therefore, more in-depth research is needed on tool wear inhibition methods.
4 Tool wear monitoring
Tool wear monitoring can be divided into direct and indirect monitoring. Direct measurements include the optical image method, the contact resistance method and the radiometric method. Among these, the optical image method was the first method used to detect the wear state of a tool, which uses the difference in light reflectance between the worn surface of the rear tool face after cutting and the unworn rear tool face to characterize tool wear parameters. Oguamanam et al. [47] and Lanzetta et al. [48] Kurada et al. [49] showed that cutting fluids and chips can seriously affect the accuracy of the optical image method. Therefore, this method can only be used after the tool has been dismantled.
The contact resistance method uses the continuous wear of the tool, the gradual increase in the contact area between the tool and the workpiece and the decreasing resistance of the connection to monitor tool wear by changes in current. However, this method has significant limitations. Cook et al. [50] point out that cutting forces also affect the change in resistance, leading to a large uncertainty in the measurement results, which cannot be applied in practice.
The principle of the radioactive method is to place a small amount of radioactive material at the cutting edge of the tool. As the process progresses, the radioactive material is gradually transferred into the chip. The tool wear state can be obtained by periodically measuring the radioactive intensity of the chip, but this method is too complex, requires several measurements of the radioactive intensity, and the radioactive material is harmful to humans, so it cannot be used in practical production.
Therefore, although the direct measurement method can directly reflect the tool wear state, it requires a stoppage to detect the tool, destroys the machining continuity, has no real-time monitoring function and the measurement results are also affected by cutting fluid, lighting and chips. Therefore, this method is no longer adapted to the current development trend and is not very researchable. Therefore, this paper will focus on the progress of indirect monitoring technology research. As shown in the Fig. 5, indirect monitoring technology mainly consists of signal acquisition, signal processing and feature extraction, classification and decision-making processes.

Flow chart of tool wear monitoring [51]
The indirect measurement method uses the effect of the state of the tool when it is worn or about to break on different working parameters. The various signals reflecting tool wear and breakage are collected by means of sensors and the mapping between them and tool wear is analyzed to obtain the tool wear state. The indirect measurement method enables the tool to be monitored while it is cutting. It does not affect the machining process. With the development of signal processing technology and pattern recognition technology, this method has become a mainstream method and has achieved good result.
4.1 Signal acquisition
Currently, the signals are mainly acquired by force sensors, acceleration sensors, eddy current sensors, acoustic emission sensors, microphones and other devices. The force signal is the preferred signal for online tool wear monitoring as it best reflects changes in tool condition. Lubis.et al. [20] found that tool wear causes changes in cutting forces. The cutting force signal is more sensitive to tool wear than other signals. However, the installation of the force sensor is very demanding in practice. Different installation methods have a significant impact on the measurement results and the force sensor is very expensive, which can significantly increase the machining costs.
The motor current signal and power signal are also very reliable. When the cutting force changes, the spindle motor current and output power will also change, and the tool wear status can be obtained by analyzing the changes in motor current and output power. Wu [52] based on the current signal, wavelet decomposition is used to decompose and extract features, and then a feature filtering method is used to classify the sensitive features to obtain the tool wear status. Masahiro Uekita 53 combined motor current and power signals with acoustic emission signals, projected the two signals onto a two-dimensional map, and implemented online monitoring of tool wear using a split line approach. The current detection method is simple, low cost and less destructive to the system. However, it has the disadvantage that it is not very sensitive and subtle tool condition changes its not monitored, especially in the case of small tools, its detection rate is low.
During the machining process, the interaction between the tool and the workpiece will make noise. Using the microphone to collect the machining noise can also analyze the tool wear. F-Huda [17] uses a microphone to record the sound data of tool wear during machining. The resulting sound signal is then analyzed in the time–frequency domain using wavelet transform. The results show that the acoustic signal in the time–frequency domain significantly increases in amplitude under the wear condition. Pan [18] Tool wear monitoring was implemented based on cutting sound signal analysis and processing. It was found that the cutting speed has the greatest influence on the cutting sound signal, while the depth of cut and feed have the least influence. However, it only studied the identification of the tool wear state, which has not yet reached the requirement of real-time tool wear monitoring. Moreover, the range of cutting parameters chosen is small and difficult to adapt to the complex working conditions of actual production. The use of microphones for acoustic signal acquisition is cheap and simple to install, while not affecting the stiffness of the system. However, the microphone acquires a complex signal, which creates a large workload for post-processing. The Fig. 6 shows the process of tool wear monitoring based on acoustic signals.

Tool wear monitoring process based on sound signal [19]
In addition to the above signals, Zhang [54] extracted time-domain-frequency-domain features from vibration signals and obtained an average accuracy of 99.1% in a multiscale principal element modal. Bhuiyan [55]. found that the amplitude of the AE signal became larger with increasing tool wear as the material removal speed increased. In addition, cutting temperature and surface roughness can also be used as tool wear monitoring signals. The Table 1 shows the principles, advantages and disadvantages of the various signals.
Single sensors can be flawed to varying degrees, making online monitoring accuracy often less than ideal. Therefore, multi-sensor fusion techniques have been proposed by some scholars. Dimla [57] The dynamic and static forces of the cutting process were decomposed and combined with vibration signals to build a tool wear status monitoring system, and through signal analysis, it was found that the measurement results had a higher accuracy compared to a single sensor. Figure 7a shows the structure of the multi-sensor fusion system, and (b) shows the flow chart of the multi-sensor fusion.
Silva et al. [58] fusion of cutting power signals with AE signals and combination of probabilistic neural networks successfully implemented tool wear monitoring during machining. Heng et al. [59] fused vibration signals, cutting force signals and acoustic emission signals to build a tool RUL model, which has the advantage of improving the prediction accuracy by at least 4% compared with single signal methods.
Multi-signal fusion technology can effectively improve tool wear monitoring accuracy, but the number of sensors needs to be studied, too many sensors will increase production costs and maintenance costs, the machine tool will also become more modified, making machining uncertainties increase, and too many sensors will cause a greater burden on the signal processing system, causing information processing blockages, reducing the system real-time. Too few sensors will not meet the monitoring accuracy requirements. Therefore, the selection of the number and type of sensors is particularly important for the performance of multi-sensor fusion systems.

a Structure model of multi-sensor fusion system [60] b Flow chart of multi-sensor fusion
4.2 Signal processing and feature extraction
The signals collected by the sensors contain signals related to the tool wear state, but also inevitably contain signals from environmental noise and changes in tool parameters. Therefore, it is necessary to decompose the collected signals and extract the highly sensitive signals to replace the original signals in order to finally monitor tool wear. Currently the commonly used signal processing methods are time-domain, frequency-domain and time–frequency-domain methods. The Table 2 shows the signal processing methods and their characteristics.
Time domain analysis, also known as waveform analysis, is the direct raw sequence analysis of the acquired machining signals. Using time domain analysis, the characteristic parameters of the tool wear state during machining can be effectively obtained. The Table 3 shows the commonly used time domain characteristic parameters and their calculation formulas.
Duo et al. [61] analyzed the predictive power of time-domain statistical features of internal and external signals on tool wear. The most sensitive signals to tool wear were also identified from the time domain features based on an automatic learning algorithm and the predictive power of the method was demonstrated experimentally. Time domain analysis is very widely used, but the drawbacks of time domain analysis are also obvious. During actual machining, the dynamic characteristics of the tool and workpiece can lead to non-linear and non-smooth signals. It is therefore difficult to use a limited number of parameters for stable monitoring of changing machining conditions, and the time domain method is easily disturbed by external signals, resulting in misjudgment of the tool wear state.
Frequency domain analysis, also known as spectrum analysis, uses the frequency characteristics of signals to express the dynamic characteristics of linear systems, using the frequency characteristics of signal analysis method to make up for the shortcomings of time domain analysis. As the basis of frequency domain analysis, the frequency and amplitude of each data point are extracted as eigenvalues. Fast Fourier transform (FFT) is widely used in milling tool wear determination. Jiang [62] The FFT is used to extract features from the vibration signal in the time domain to the frequency domain. Alexandre et al. [63] analyzed the acoustic emission signal in the frequency domain, selected the best frequency band, and processed the frequency band and input it into the fuzzy system to realize the online monitoring of tool wear. Klaic et al. [64] used FFT to transform the vibration signal from time domain to frequency domain, and then selected the best bandwidth sample from the transformed signal power spectrum as the tool wear characteristic value. Frequency domain analysis expresses the steady-state characteristics of the system along with the transient characteristics; it can be a good solution for systems that are difficult to start from physical laws.
When it comes to signal processing, the FFT does not express information about the frequency of a signal at a given moment in time in the frequency spectrum. Furthermore, Fourier analysis essentially uses a set of sine basis functions or cosine basis functions to approximate the signal [65], the sine and cosine functions are both long periodic functions with no wires. Therefore, for non-smooth signals, they cannot be approximated effectively. In practice, however, most signals are non-stationary. In recent years, time–frequency domain analysis has been proposed by some scholars and become a research hotspot. In online tool wear monitoring, the commonly used time–frequency analysis methods are wavelet transform, empirical modal decomposition, variational modal decomposition and various algorithms. Table 4 for the commonly used time–frequency domain features calculation formula.
As the most widely used time–frequency analysis method, wavelet transform was first proposed by French engineer J. Morlet in 1974. The wavelet transform has a good decomposition function for the low frequency part of the signal, but the effect is not good for the high frequency part, so the wavelet transform cannot completely meet the requirements of real-time monitoring. In addition, it is also difficult to select the optimal wavelet base and signal decomposition layers, and the selection of these parameters will affect the feature extraction results [66]. In addition, the selection of these parameters can affect the feature extraction results. For this reason, the concept of wavelet packet transform is proposed, which allows the decomposition of both high and low frequency parts of the acquired signal.
Kong et al. [67] proposed a comprehensive method combining wavelet packet decomposition, least squares support vector machine and gravity search algorithm to monitor tool wear in machining process. Firstly, the cutting force signal is divided into several sub-bands by wavelet packet decomposition, and the mean square value of wavelet packet coefficient in each sub-band is extracted as the monitoring characteristic value. Then, the gravity search algorithm least square support vector machine model is constructed by using the extracted wavelet domain features. Compared with feedforward neural network, classification and regression tree and linear discriminant analysis, this method has better prediction accuracy. However, the prediction accuracy of large sample data is still lacking. Xu et al. [68] used wavelet packet transform to analyze the tool wear state by extracting the specially defined static and dynamic components from the resultant force of cutting force and torque conversion, workpiece material, spindle speed, tool diameter and feed rate as the eigenvalue training network. Ao et al. [69] used wavelet packet decomposition method to extract features from non-stationary current signals. The key features were selected by identifying the wear progress under Fisher criterion, and the possibility of tool failure and RUL were evaluated by logistic regression combined with autoregressive moving average model. Good experimental results are obtained.
Empirical modal decomposition is an adaptive method for analyzing nonlinear, non-smooth signals that can decompose a complex signal function into a complete and orthogonal set of components, that is the intrinsic modal function [66]. Guan et al. [70] used EMD to decompose the tool wear signal, and selected the intrinsic mode function containing the main information through the correlation coefficient and variance contribution rate. Then, the Hilbert yellow transform was applied to the main intrinsic modal functions. The Hilbert time–frequency spectrum and Hilbert edge spectrum are obtained using the Hilbert yellow transform. Finally, the amplitude domain indices are extracted from the Hilbert edge spectrum and a tool wear state identification feature vector is constructed. Xu et al. [71] proposed a combined EMD HHT to analyze the cutting force, vibration acceleration (AC) and acoustic emission (AE) signals during the milling process. Based on the analysis of the feasibility of the adopted signals, the signals were decomposed using EMD and then ANOVA was performed after calculating the energy of each eigenmode function (IMF) component. Finally, HHT was applied to the sensitive IMF components containing the main tool wear information to obtain the Hilbert marginal spectrum of the signal, which reflects the variation of the signal amplitude with frequency. Mohamed et al. [72] proposed a hybrid method based on a combination of wavelet multi-resolution analysis (WMRA) and EMD to analyze machining signals. The average power and energy are used as the main scalar indicators to optimize the evaluation of centralized methods for cutting speed, feed rate and depth of cut. The method is more accurate than when applied alone.
EMD, as an adaptive time–frequency analysis method, can effectively handle non-linear and non-smooth signals, but is in fact prone to modal confusion. To address this shortcoming, Shi et al. [73] proposed an EEMD filter reconstruction method based on the correlation between the cutting force signal and entropy, using friction coefficient and average power theory to characterize the tool wear state using the reconstruction and cutting force signal. Xu et al. [74] proposed a method based on a combination of ensemble modal decomposition (EEMD) and support vector machines. The EEMD method is used to decompose the original non-smooth signal into several smooth intrinsic mode functions (IMFs). The energy of these different bands of signals changes when the tool undergoes wear. Therefore, by calculating the EEMD energy and energy entropy of the different signals, the tool wear state can be determined.
Variational Modal Decomposition (VMD) is a new signal processing method that has emerged in recent years. As an adaptive and completely non-recursive modal decomposition and signal processing method, it overcomes the problem that EMD algorithms are prone to modal confusion. He et al. [75] Considering the non-smooth signal generated during tool wear, the monitoring signal is analyzed and the correlation dimension of the sensitive components is extracted to form the eigenvalues using VMD to achieve tool wear monitoring. Yuan et al. [76] based on the excellent performance of the VMD algorithm in handling non-stationary signals, a feature extraction method using variational modal decomposition was proposed to monitor the tool wear status under different cutting conditions. As an emerging signal processing technique, VMD has been widely used, but the number of decomposition layers and how to choose the penalty factor need to be studied in depth.
4.3 Pattern recognition
Pattern recognition for tool wear is the process of bringing the extracted features into a pre-built model to establish a mapping relationship between the feature values and the tool wear state, thus achieving the purpose of discerning the real-time tool wear state. Commonly used pattern recognition methods are: artificial neural networks, support vector machines, hidden Markov models, deep learning, etc.
As a typical artificial neural network, BP neural network has the ability to handle arbitrary complex pattern classification and excellent multi-dimensional function mapping ability, which solves the heterogeneous problems that cannot be solved by simple perceptron. However, the limitations of BP neural networks are also obvious, such as slow learning speed, the need for multiple calculations to converge, and the lack of theoretical guidance on the number of neurons. In response, Meng et al. [21] combined the BP neural network with the GSA algorithm and used the GSA algorithm to optimize the weights and thresholds to establish a GSA-BP neural network model, which greatly improved the prediction accuracy of the modal. Dong et al. [77] proposed a tool wear online monitoring system based on the combination of discrete wavelet transform, genetic algorithm and BP neural network. Firstly, DWT was used to extract the approximation of spindle power signal, and then, the model was trained with the extracted approximation, spindle speed and milling depth as samples. By optimizing the threshold and weights of the BP neural network through genetic algorithm, the model can be monitored with an accuracy of 100%.
Support vector machines (SVMs) were developed from the generalized portrait algorithm and were first proposed by Soviet scientists Vladimir N. Vapnik and Alexander Y. Lerner in 1963 [78], since then, SVMs have initially developed and become part of a unified learning theory that encompasses hard-margin linear SVMs, non-linear SVMs, soft-margin non-linear SVMs and so on. Support vector machines have simple rules, are easy to learn and have good non-linear fitting capabilities, making them a very good method for studying tool wear states.
Zhang et al. [22] using machining parameters as input and tool back face wear as output, a milling tool wear model was developed using a least squares support vector machine, and the predicted performance of the model was analyzed by using different adjustment parameters and data orthogonalization. Liao et al. [79] combined support vector machines and genetic algorithms to establish a non-linear mapping relationship based on the relationship between milling force signal samples and the degree of tool wear. The machining signal was first extracted using wavelet decomposition, and then sensitive features highly correlated with the tool wear status were selected using GA. The SVM parameters were then optimized using the GWO algorithm to improve the model prediction accuracy. Alajmi et al. [80] used a Bayesian optimized regression support vector machine for determining tool wear under various machining parameters. Chen et al. [81] proposed a prediction model for drill wear identification based on the adaptive particle swarm optimization (APSO) algorithm and the least squares support vector machine (LS-SVM) algorithm. Kong et al. [82] proposed a WOA-SVM model integrating Support Vector Machine (SVM) and Whale Optimization Algorithm (WOA) for accurate estimation of tool wear of titanium alloy Ti-6Al-4 V end mills under variable cutting conditions. Support vector machines also have limitations and there is still much scope for research in the processing of large amounts of data, the handling of multi-classification problems and the selection of kernel functions.
Since its creation in 70th last century, the hidden Markov Model has been used in various fields such as computer text recognition, mobile communication technology, bio-information technology and fault diagnosis technology. The Fig. 8 shows a monitoring system based on the hidden Markov model.

Hidden Markov model monitoring system [83]
Zhang et al. [23] proposed a SSAE-PHMM model based on Hidden Markov Model. Firstly, a DT that can reflect the real state of the tool is established, and the tool wear state is predicted by visual display and analysis in the virtual space; secondly, a tool wear state recognition model based on SSAE-PHMM is established, which can adaptively complete the time-domain feature extraction. And for each tool wear state, multiple HMM models are combined into one PHMM model to achieve accurate recognition of tool wear states. Hidden Markov models are capable of modelling non-smooth physical processes, but most studies have been carried out under fixed cutting conditions. To address this problem, Li et al. [84] proposed an improved HMM to construct a risk model to describe the time-varying and conditional adaptive state transfer probabilities, and a multilayer perceptron (MLP) was used to approximate the non-linear function and calculate the observation probabilities. The state transfer probabilities and observation probabilities are then combined to estimate the tool wear state using a forward algorithm. Jiang [85] in studying the continuous hidden Markov model, it was found that it has the structural deficiency of being difficult to handle multi-channel communication problems, and then proposed to optimize the model using a coupled hidden Markov model.
In addition to the above methods, Zhao et al. [28] combined random forest and principal component analysis models to establish a non-linear mapping relationship between spindle motor current and tool wear under different machining conditions, effectively solving the sample imbalance problem. Wu et al. [24] proposed a random forest-based tool wear prediction model, which has better performance compared with feedforward neural networks and support vector regression. The structure of the random forest evaluator is shown in Fig. 9. Martinez et al. [86] proposed a new tool wear classification method based on signal imaging, deep learning and big data. By combining these two techniques, the method is able to process the raw data directly, avoiding the use of statistical pre-processing or filtering methods. He et al. [87] proposed a BP neural network and stacked sparse autoencoder model based on BP neural networks and used an improved loss function with sparse and weight penalty terms to enhance the robustness and generalization of the stacked sparse autoencoder model.

Random forest estimator structure [28]
4.4 Summary
This section describes the process of tool wear monitoring from three aspects: data acquisition, signal processing and feature extraction, and pattern recognition. The direct measurement method is no longer suitable for the development trend because it cannot achieve real-time monitoring. This paper therefore focuses on indirect monitoring and systematically describes the commonly used monitoring signals, signal processing techniques and pattern recognition methods from the perspective of the monitoring process.
In the signal acquisition phase, commonly used signals include cutting force signals.
Host current and power signals, acoustic emission signals, sound signals, etc.. From the current research progress, the use of individual signals does not fully handle the complex situations that arise during processing. Therefore, multi-sensor fusion will become the future development direction.
The second describes the signal processing and feature extraction. The signal processing method is to extract the signal feature values by time domain, frequency domain and time–frequency domain methods. This part is the key to realizing online monitoring of tool wear, and the quality of the extracted feature values will directly affect the monitoring accuracy, so the feature extraction stage is the core of the whole monitoring process. In addition, in the process of pattern recognition, due to the complexity of the processing process, most of the current models are not quite ideal in terms of generalization ability and accuracy.
5 Tool RUL prediction
The tool RUL is defined as "the length from the current time to the end of the service life" [88], which can be identified as \({l}_{k}={t}_{Eol}-{t}_{k}\), where \({t}_{Eol}\) is the cut-off time, \({t}_{k}\) is the current time, \({l}_{k}\) is the RUL at the current time [89].
RUL prediction is the prediction of the time remaining before the machine loses its motion capacity based on condition monitoring signals [89], the prediction process is shown in the Fig. 10. Tool RUL can be divided into two categories: (1) RUL based on tool availability, (2) RUL based on machining quality judgement, either by the time taken from the tool not being started to be used until it is damaged, or by the time taken from the start of machining until the product machining quality deteriorates is. Depending on the classification method. Tool RUL predictions can be divided into those based on physical models and those based on data-driven predictions.

The RUL prediction process of the tool [90]
5.1 RUL prediction based on physical models
Predicting tool RUL based on physical models is the process of developing mathematical models through fault diagnosis or damage principles to describe the remaining useful life of machinery [91], the physical model parameters are related to material properties and stress levels, which are usually determined by using specific experiments, finite element analysis or other suitable techniques [89].
The Paris-Erdogan (PE) model is one of the most widely used models for mechanical RUL prediction and was first proposed by Paris et al. [92] was first proposed as a method to describe crack growth. As research has progressed, the model has been refined in a number of ways [93,94,95,96], Wang et al. [97] transformed the PE model into an empirical model for predicting mechanical RUL, which is usually expressed as a series of permanent ordinary differential equations or partial differential equations. Liao [98] and Sun et al. [99] enhanced the PE model into a state-space model and applied it to tool RUL prediction. In addition, Yang et al. [100] described the creep evolution of a turbine using Norton's law and combined the Kalman filter (KF) and particle filter (PF) to predict the tool RUL.
In addition to the physical models mentioned above, there are other methods based on physical models, such as the Archard model proposed by John F. Archard, which is used to predict future changes in tool wear values. The remaining tool life can be expressed as
where W: wear depth; P: interface pressure; V: relative sliding velocity; H: material hardness; time t, K, a, b and c are correction factors. This method is used to determine the remaining tool life by predicting the rate of tool wear over time.
Physical models are developed with a full understanding of the failure mechanism and a valid estimation of the model parameters, and are effective in predicting RUL, but in practice machining processes are often influenced by a variety of factors, such as shear stresses and thermal influences when cutting workpieces. Therefore, the physical model-based approach is only suitable for predicting RUL for simple mechanical systems or processes, and for complex machining conditions, the physical model-based approach to predicting RUL is subject to large errors.
5.2 Data-driven tool RUL prediction based on
The data-driven approach derives models from online and offline historical measurements from artificial intelligence techniques without the need for quantitative mathematical models. The data-driven approach does not need to take into account the physical processes of tool wear and extracts information related to tool life directly from sensor signals. Compared to methods based on physical models, data-driven methods are easier to collect data than building accurate physical models [97]. The main data-driven RUL prediction methods based on data are neural networks, support vector machines and deep learning. Figure 11 shows the tool wear prediction based on data-driven techniques.
BP neural networks have also been used in RUL prediction. Cong et al. [101] proposed to use the evolutionary thinking algorithm (MEA) to optimize the BP neural network for the random assignment of initial weights and thresholds in the traditional BP neural network. Zhang et al. [102] Wavelet analysis and Pearson correlation coefficient (PCC) were used to analyze the monitoring signals and select key features, and then a fuzzy neural network was used to achieve the RUL prediction.
In the support vector machine based method for predicting tool RUL, Yang et al. [103] proposed a least squares support vector machine based tool wear prediction model, which used the leave-one-out method to adjust the least squares support vector machine regularization factor and radial basis function kernel parameters to enhance the global search capability. Brezak et al. [104] proposed a tool wear prediction model based on two modules: classification and prediction. The prediction module consists of a support vector machine non-linear algorithm and the classification module is designed by a fuzzy logic concept, which can improve the robustness of the module by using fuzzy logic decisions without the limitation of the number of tool wear features. In response to the problem that traditional support vector machines are prone to complex algorithms and low efficiency, Shan et al. [105] used the MF-DFA method to noise reduce the acoustic emission signal and extract the features, combined with multiple fractal detrended fluctuation analysis and least squares support vector machine to construct a tool RUL prediction model, which has higher prediction accuracy compared with the traditional SVM performed.

Tool wear prediction process based on data-driven technology [106]
With the development of deep learning technology, deep learning techniques have been gradually applied to the study of tool RUL prediction. Similar to neural networks, the principle of deep learning is also based on multiple hidden layers, which are gradually expressed from low latitude features to high latitude abstraction [107]. Guofeng et al. [108] based on the principles of noise reduction self-encoder (DAE) and hybrid trend particle filtering (HTPF), using trending features as particle filtering observations and parameter optimization through improved particle filtering algorithms. The process enables automatic selection of feature values related to tool wear, and this method of combining multiple state equations can be used to characterize tool wear trends with stochastic properties compared to a single state equation. Wang [109] extracted tool wear eigenvalues using time–frequency analysis and the principle of restricted Boltzmann machines, and implemented automatic assessment of tool wear and RUL based on machine vision, deep learning methods and improved long and short term memory networks. Zhang et al. [110] proposed a multi-state diagnostic and predictive tool wear state model based on deep belief networks, used cost-sensitive deep belief networks to deal with the problem of unbalanced tool state prediction data, and then applied an appropriate degradation model to predict the remaining tool life. Zhao et al. [111] designed a deep learning network model based on convolutional bidirectional long short-term memory network (CBLSTM) using CNN to extract robust and information-rich local features from the original signal and introduce them into a bidirectional LSTM based on stacking, fully connected layers and linear regression layers to encode the time series for tool RUL prediction.
Deep learning techniques have the advantage of automatically extracting data features and avoiding errors caused by human selection of features. However, research into deep learning to predict the RUL of tools is still in its infancy and more research in this area is needed.
In addition to the above methods, Wu et al. [112] proposed a multi-sensor information fusion system for online prediction. The system includes sensor signal pre-processing based on an integrated empirical modal decomposition method, statistical feature extraction based on time and frequency domain analysis, optimal feature selection based on Pearson's correlation coefficient, and a RUL prediction model based on feature fusion with an adaptive network fuzzy inference system. As shown in Fig. 12. Chen et al. [113] used finite element simulation technology to simulate the bonded wear, diffuse wear and abrasive wear of a carbide tool in cutting titanium alloy and established a finite element model to predict the RUL of the tool, solving the problems of cutting temperature and smooth surface treatment of the tool, and finally verified the accuracy of the simulation results through experiment. Yen et al. [114] used De-form software to predict the wear of the front and rear tool faces during cutting. Bao Yang et al. [115] based on the tool wear mechanism, and Simulink software was used to simulate the wear of the rear face of the tool, to obtain the wear band curve and predict the variation of the length of the wear band of the rear face of the tool with time. Li [56] used the autoregressive moving average model to predict the obtained time series monitoring results, which eliminated the systematic error in the monitoring results and improved the prediction accuracy of the model.

The prediction model of Pearson correlation coefficient based on fuzzy neural network [112]
6 Summary
This section describes the classification of tool RUL prediction methods from two aspects of physical model and data-driven. Methods based on physical model include empirical formula, PE model, Archard model, etc. However, physical model is only applicable to simple machining conditions and single cutting parameters, not suitable for complex machining conditions. Therefore, residual life prediction method based on physical model is not widely used.
Data-driven methods have become the mainstream of RUL prediction research because of their strong learning ability and easy data collection. In addition, deep learning network, support vector machine, fuzzy logic, hidden Markov model are also widely used in RUL prediction. However, single neural network can not achieve double advantages in training speed and prediction accuracy. Therefore, the optimization of network model and multi-model fusion are expected to become the research direction in the next stage.
7 Summary and outlook
7.1 Summary
Tool wear is inevitable in the process of machining, and it is also the most basic fault in metal processing. At present, the research topics of tool wear mainly focus on tool wear mechanism, tool wear monitoring and RUL prediction. The final purpose of the research on tool wear mechanism is to study the methods to suppress tool wear. At present, it is considered that the more effective methods to suppress tool wear are coating method, ultrasonic vibration assisted cutting, ultra-low temperature assisted cutting, surface modification, etc.
The use of coated materials makes the tool life significantly longer than that of uncoated tools. Coating tools can improve tool hardness, but not all tools are suitable for the use of coating, such as diamond tools, because the coating is lower than diamond hardness, so diamond hardness advantage will be reduced, thus affecting the machining accuracy. At present, more than 50% of the cutting tools on the market are coated. However, substrate material, coating thickness, coating material selection and the proportion of each element will be a hot topic in coating research.
Ultrasonic vibration-assisted cutting is considered to be the most promising method of inhibiting tool wear, which can increase tool life by several times or even tens of times, but its biggest problem is low machining efficiency, which is only applicable to small parts machining. Ultra-low temperature assisted machining can effectively inhibit tool wear, but the low temperature will deform the workpiece and affect machining accuracy. Therefor this method is not suitable for precision machining. Surface modification techniques reduce the chemical activity of the metal material by chemically heat treating the metal surface (carburizing, nitriding, metalizing), thus reducing the chemical reaction of the tool to the machined surface and the chip, and thus increasing tool life. However, the efficiency of surface modification is an important issue. Therefore, there is a need to continuously develop new materials and try different combinations to improve the efficiency of surface modification in machining processes.
And the problems currently faced in online tool wear monitoring and RUL prediction are as follows.
(1) Direct monitoring in tool wear monitoring has been gradually phased out by the general environment due to the need to suspend the machining process, which affects the machining continuity and reduces the machining efficiency. Indirect monitoring of the monitoring signals used in each other have advantages and disadvantages, the use of signal sensors is susceptible to interference by the installation position, cutting fluid and other factors, such as cutting force signal is the most direct, but the acquisition equipment is expensive, acoustic emission signal and sound signal used in the equipment is simple, but the installation position and other requirements are higher. Therefore, the current use of a single sensor to monitor tool wear status is mostly at the experimental stage and cannot be fully adapted to the complex environment in actual machining.
(2) Traditional signal processing methods are all empirical methods for processing signals. The basic method is to monitor or predict by processing the monitoring signal accordingly, extracting the feature values, and then using the constructed model for identification purposes. However, their efficiency is low, and there is still a large distance between them and the requirements of real-time monitoring, and the theoretical value is greater than the practical value.
(3) Most scholars in the study of online tool wear monitoring and RUL prediction process will be the experimental process of cutting factors and cutting conditions to simplify, or even use a single cut condition to study, obviously, using this method to obtain the model is only applicable to its special environment, if the cutting conditions change, then the tool wear monitoring and RUL prediction accuracy will be serious deviation, or even cannot achieve experimental purposes.
7.2 Outlook
Tool wear condition monitoring and residual life prediction provide a reliable basis for machining and maintenance processes. With the advent of the information age and the demand for high precision technology, the machining model is gradually developing towards flexibility, lean and networked, which places higher demands on existing tool wear research. According to the existing research progress, there are still a large number of problems and challenges in theory and practical engineering that need to be overcome by researchers. The following are possible future directions in the field of tool wear.
(1) Research on tool wear suppression based on new technology.
For tool wear inhibition research, the main focus is currently on cutting parameter optimization and cutting fluid assisted cooling. The use of other new technologies is still relatively one-sided. For example, magnetic field-assisted cutting programs.
In a magnetic field assisted cutting scheme, the chemical reaction between the tool and the workpiece depends not only on the enthalpy change but also on the entropy of the system. If there are no unpaired electrons in the particles, the total magnetic moment of the system is 0, and if unpaired electrons are present, the total magnetic moment is not 0. Under the action of a magnetic field, the unpaired electrons change their spin state, which leads to a change in the entropy of the system, affecting the rate of the chemical reaction and even changing the direction of the chemical reaction. As a result, the occurrence of chemical wear of the tool can be fundamentally inhibited.
Magnetic field assisted cutting solutions are currently being used in the cutting of titanium alloys. Magnetic field assisted solutions can easily be combined with other auxiliary cutting solutions and have a bright future as a clean energy source for tool wear suppression research.
(2) Online monitoring and RUL prediction technology based on three-level fusion of data, features and pattern recognition.
In addition to the requirement for real-time tool wear monitoring and prediction, accuracy is not to be overlooked. Due to the complexity of machining, the analysis of tool wear status by virtue of a single signal is often not robust, and the simultaneous acquisition of multiple signals and fusion of multiple features will compensate for this.
At present, there is no recognized and most effective method for online tool wear monitoring and RUL prediction. However, the drawbacks of single sensors are becoming apparent. In recent years, multi-sensor fusion technology has been widely used in the field of intelligent machining. Multi-sensor fusion technology will synchronize the acquisition of multiple signals reflecting the machining state, making up for the disadvantages of a single sensor collecting single data and making the signal acquisition more accurate.
In terms of feature selection, a single signal feature is not sufficient to express the signal state, and multiple feature fusions can both validate each other and improve the robustness of monitoring and RUL prediction, greatly improving the correlation between the tool wear state and the selected features.
Common tool wear monitoring and prediction models are not able to achieve both accuracy and efficiency, and the requirements for real-time tool wear monitoring and prediction place higher demands on model training time, the ability to handle large sample sizes and prediction accuracy. Therefore, it will be crucial to integrate multiple pattern recognition algorithms to complement each other's strengths and make full use of the advantages of each model in the monitoring and prediction process.
In addition, the simultaneous fusion of signals, features and pattern recognition algorithms, bridging the intrinsic links between each signal and each pattern recognition algorithm, will enable the advantages of multi-sensor fusion and multi-pattern recognition algorithm fusion to be fully exploited, with far-reaching implications for online tool wear monitoring and RUL prediction.
(3) Intelligent, self-learning, self-regulating machining equipment that integrates multiple objectives (such as tool wear, chatter and remaining bearing life).
The problems affecting workpiece quality and machining efficiency include not only tool wear, but also machining chatter and spindle bearing wear.
The intelligent processing equipment has self-learning ability, so that the processing equipment can evaluate the problems of existing processing behaviors in the process of continuous operation, automatically modify the processing parameters and constantly improve the system, so that the equipment becomes more perfect in continuous learning. It is of great significance to improve tool life, workpiece surface quality, machining efficiency and reduce machining cost.
In addition, as can be seen from the intelligent spindle prototype and workflow shown in Fig. 13, intelligent spindle integrates perception, decision making and execution, which has a significant impact on improving processing efficiency and quality. With the development of technology, the intelligent spindle will develop towards the direction of diversified diagnosis range, quantitative diagnosis form, high decision timeliness and integration with manufacturing big data. Combined with more advanced CNC machine tool system, will make CNC machine tool more intelligent, greatly improve the processing efficiency and processing quality.

aSmart spindle system structure and workflow; b Smart spindle prototype [116]
(4) Application of data-driven algorithm in tool wear mechanism, online monitoring and RUL prediction under big data background.
On the basis of big data technology, the tool wear mechanism is fused with data-driven algorithm, and the judgment of tool wear mechanism is realized by using methods such as photographing and identifying pictures, which will save a lot of time and save complicated detection links in the research process of tool wear mechanism.
In addition, the use of big data platform of the advantages of large capacity data storage and deep learning algorithm to learn the characteristics of the inherent law of large amounts of data in the database, and then combined with the corresponding hardware and software, build a big data and deep learning technology based on data collection and analysis of the library, the tool wear monitoring system would make the process more intelligent and facilitation. Therefore, data-driven algorithms will have a wide application prospect.
With the arrival of THE 5G era, the application of 5G technology is becoming more and more mature and has been put into practical application (unmanned driving). By combining 5G technology and multi-sensor fusion technology, signals can be obtained comprehensively, analyzed and processed quickly and transmitted to the decision-making system, so as to achieve the purpose of rapid decision-making. The signal processing and feature extraction technology in the process of tool wear on-line monitoring and RUL prediction is combined with the decision method of unmanned driving technology to achieve fast, accurate and efficient tool wear processing.
In addition, 5G technology is featured with high speed, low latency and large connections. Rely on big data, establish tool wear database. The database requires the experimental data between different cutters-workpiece materials and fixtures; It is required to collect a wide range of data, which has strong robustness and updating ability. On this basis, a perfect tool wear monitoring and prediction training model is established. Through continuous training and updating in the application of the model, make it more perfect. Offline training model, online prediction and update.
References
Min H, Xiuli L, Houzheng X (2012) Monitoring method and experimental system for tool wear fault of high-end CNC machine tools [J]. J Beijing Information Sci Technol Univ (Nat Sci Ed) 27(01):16–21
Sikorska JZ, Hodkiewicz M, Ma L (2011) Prognostic modelling options for remaining useful life estimation by industry[J]. Mech Syst Signal Process 25:1803–1836
Chen SH, Luo ZR (2020) Study of using cutting chip color to the tool wear prediction[J]. Int J Adv Manuf Technol 109:823–839
Lin CJ, Jhang JY, Chen SH (2022) Tool wear prediction using a hybrid of tool chip image and evolutionary fuzzy neural network[J]. Int J Adv Manuf Technol 118:921–936
Zhang S, Li JF (2010) Tool wear criterion, tool life, and surface roughness during high-speed end milling Ti-6Al-4V alloy[J]. J Zhejiang Univ Sci A 11:587–595
Barreiro J, Castejon M, Alegre E et al (2008) Use of descriptors based on moments from digital images for tool wear monitoring[J]. Int J Mach Tools Manuf 48:1005–1013
Farid AA, Sharif S, Idris MH (2021) Performance and wear mechanisms of uncoated, TiAlN, and AlTiN-coated carbide tools in high-speed drilling of Al-Si alloy[J]. Int J Adv Manuf Technol 113(9–10):2671–2684
Tavares AF, Lopes APO, Mesquita EA et al (2021) Effect of transfer layers on friction and wear mechanisms in strip drawing tests of commercially coated forming tools[J]. Wear 476:203733
Zhongde S, Fuxian Z (2018) Tool Wear Mechanism and Prediction Model of Sand Milling with PCD Tool [J]. Chin J Mech Eng 54(17):124–132
Yang X (2013) Study on wear and surface integrity of titanium alloy milling tool [D] Tianjin University
Thornton AG, Wilks J (1978) Clean surface reactions between diamond and steel[J]. Nature 274:792–793
Zhang G (2007) Method for extending diamond tool life in diamond machining of materials that chemically react with diamond[J]. US
Zheng L, Chen W, Huo D (2020) Investigation on the tool wear suppression mechanism in non-resonant vibration-assisted micro milling[J]. Micromachines 11(4):380
Jinshi W, Fengzhou F, Xiaodong Z et al (2021) Investigation on controlling diamond tool edge and wear by ultrasonic vibration[J]. Applied Acoustics 176(2):107896
Tang Q, Yin S, Chen F et al (2018) New technology for cutting ferrous metal with diamond tools[J]. Diamond Related Materials 88:32–42
Zhang JL, Zeng YK, Starly B (2021) Recurrent neural networks with long term temporal dependencies in machine tool wear diagnosis and prognosis[J]. Sn Appl Sci 3,442. https://doi.org/10.1007/s42452-021-04427-5
Huda F, Karjuni K, Rusli M (2020) Cutting tool wear analysis using sound signal and simple microphone[J]. IOP Conf Series Mater Sci Eng 830:042028
Pan X (2006) Basic research on tool condition monitoring technology based on cutting sound signal [M] Nanjing University of Aeronautics and Astronautics
Liu MK, Tseng Y, Tran MQ (2019) Tool wear monitoring and prediction based on sound signal[J]. Int J Adv Manuf Technol 103(9-12):3361–3373
Lubis S, Sobron L, Rosehan et al (2020) Tool wear analysis of coated carbide tools on cutting force in machining process of AISI 4140 Steel[J]. IOP Conf Series Mater Sci Eng 852(1):012083
Xiangfei M, Jingjie Z, Guangchun X et al (2021) Tool wear prediction in milling based on a GSA-BP model with a multisensor fusion method[J]. Int J Adv Manuf Technol 114(11-12):3793–3802
Zhang C, Zhang HY (2016) Modelling and prediction of tool wear using LS-SVM in milling operation[J]. Int J Comput Integr Manuf 29:76–91
Zhang XY, Liu LL, Wan X et al (2021) Tool wear online monitoring method based on DT and SSAE-PHMM[J]. J Comput Information Sci Eng 21(3):034501
Wu DZ, Jennings C, Terpenny J et al (2017) A comparative study on machine learning algorithms for smart manufacturing: tool wear prediction using random forests[J]. J Manuf Sci Eng Transactions Asme 139(7):071018
Si XS, Wang WB, Hu CH et al (2011) Remaining useful life estimation - a review on the statistical data driven approaches[J]. Eur J Oper Res 213:1–14
Luo M, Luo H, Axinte D et al (2018) A wireless instrumented milling cutter system with embedded PVDF sensors[J]. Mech Syst Signal Process 110:556–568
Yan LT, Zhang XR, Li HY et al (2022) Machinability improvement in three-dimensional (3D) ultrasonic vibration assisted diamond wire sawing of SiC[J]. Ceram Int 48:8051–8068
Zhao S, Huang Y, Wang H et al (2017) Tool wear evaluation based on random forest and principal component analysis [J]. J Mech Eng 53:181–189
Liu X, Liu Q, Yue C et al (2018) Intelligent technology in cutting process [J]. J Mech Eng 54:45–61
Tanaka H, Shimada S, Ikawa N et al (2001) Wear mechanism of diamond cutting tool in machining of steel[J]. Key Eng Mater 196:69–78
Bohao L, Haizhu Z (2016) Effect of liquid nitrogen cooling on machinability of high strength stainless steel [J]. Aerospace Manuf Technol 04:9–12
Rebecka L, Filip L, Rachid MS et al (2021) Performance and wear mechanisms of uncoated cemented carbide cutting tools in Ti6Al4V machining[J]. Wear 477:203824
Qianxi H, M PJ, Joern K et al (2021) Study of wear performance and tribological characterization of AlTiN PVD coatings with different Al/Ti ratios during ultra-high speed turning of stainless steel 304[J]. Int J Refact Metals Hard Mater 96:105488
Zhang R, Lv D, Wang Y (2021) Wear performance and mechanisms of PCBN tools in boring of powder metallurgy steels[J]. Int J Adv Manuf Technol 114(11-12):3605–3614
Henrik P, Filip L, Luiz F et al (2021) Wear mechanisms of PcBN tools when machining AISI 316L[J]. Ceram Int 47(22):31894–31906
Liang X, Liu Z (2018) Tool wear behaviors and corresponding machined surface topography during high-speed machining of Ti-6Al-4V with fine grain tools[J]. Tribol Int 121:321–332
Hoier P, Malakizadi A, Friebe S et al (2019) Microstructural variations in 316L austenitic stainless steel and their influence on tool wear in machining[J]. Wear 428:315–327
Wang J, Zhang G, Chen N et al. (2021) A review of tool wear mechanism and suppression method in diamond turning of ferrous materials[J]. Int J Adv Manuf Technol 113(11–12):3027–3055
Arnold JB, Morris TO, Sladky RE et al (1976) Machinability studies of infrared window materials and metals[J]. Optics Photon 93:96–103
Brinksmeier E, Gläbe R, Osmer J (2006) Ultra-precision diamond cutting of steel molds[J]. CIRP Annal Manuf Technol 55(1):551–554
Saito H, Jung H, Shamoto E et al (2020) Suppression of tool damage in ultraprecision diamond machining of stainless steel by applying electron-beam-excited plasma nitriding[J]. Precision Eng 63:126–136
Lee YJ, Hao L, LüDER J et al (2019) Micromachining of ferrous metal with an ion implanted diamond cutting tool[J]. Carbon 152:598–608
Xiangyu Z, Zhuo S, Deyuan Z et al (2017) Feasibility study on high-speed ultrasonic vibration cutting of titanium alloys [J]. Chin J Mech Eng 53(19):120–127
Huang S, Liu X, Chen FZ et al (2016) Diamond-cutting ferrous metals assisted by cold plasma and ultrasonic elliptical vibration[J]. Int J Adv Manuf Technol 85(1-4):673–681
Zhang X, Deng H, Liu K (2019) Oxygen-shielded ultrasonic vibration cutting to suppress the chemical wear of diamond tools[J]. CIRP Annal Manuf Technol 68(1):69–72
Wang J, Fang F, Yan G et al (2019) Study on Diamond Cutting of Ion Implanted Tungsten Carbide With and Without Ultrasonic Vibration[J]. Nanomanuf Metrol 2(3):177–185
Oguamanam DCD, Raafat H, Taboun SM (1994) A machine vision system for wear monitoring and breakage detection of single-point cutting tools[J]. Pergamon 26(3):575–598
Lanzetta M (2001) A new flexible high-resolution vision sensor for tool condition monitoring[J]. J Mate Process Tech 119(1-3):73–82
Kurada S, Bradley C (1997) A review of machine vision sensors for tool condition monitoring[J]. Computers Industry 34(1):55–72
Mustafa K, Haci S (2021) Investigation of signal behaviors for sensor fusion with tool condition monitoring system in turning[J]. Measurement 173:108582
Jingchao G, Anhai Li (2019) Research progress of tool wear condition monitoring technology [J]. Tool Technol 53(05):3–13
Wu Y (2017) Research on lathe tool condition monitoring technology based on current analysis method [D]. Southwest Jiaotong University
(2017) Tool condition monitoring for form milling of large parts by combining spindle motor current and acoustic emission signals[J] Int J Adv Manuf Technol 89: 1–11
Zhang Y (2016) Research on tool wear state monitoring based on multi-scale principal component analysis [D] Tianjin University
Bhuiyan M, Choudhury IA, Dahari M et al (2016) Application of acoustic emission sensor to investigate the frequency of tool wear and plastic deformation in tool condition monitoring[J]. Measurement 92:208–217
Li W (2013) Research on key technologies for monitoring and prediction of turning and milling tool wear state [D]. Southwest Jiaotong University
Dimla DE, Lister PM (2000) On-line metal cutting tool condition monitoring[J]. Int J Mach Tools Manuf 40:739–768
Silva R, Silva M, Hassui A (2016) A probabilistic neural network applied in monitoring tool wear in the end milling operation via acoustic emission and cutting power signals[J]. Mach Sci Technol 20:386–405
Heng L, Zukun Ye, Wenbin Z et al (2021) Online monitoring of tool wear based on decision-level fusion of multi-sensor information [J]. J Ordnance Eng 42(09):2024–2031
Gao H (2005) Research on intelligent monitoring technology of tool wear during cutting process [M] Southwest Jiaotong University
Duo A, Basagoiti R, Arrazola PJ et al (2019) The capacity of statistical features extracted from multiple signals to predict tool wear in the drilling process[J]. Int J Adv Manuf Technol 102(5-8):2133-2146
Jiang L (2016) Signal feature extraction and tool status monitoring in high-speed precision milling [M] Hefei University of Technology
Alexandre FA, Lopes WN, Dotto FL et al (2018) Tool condition monitoring of aluminum oxide grinding wheel using AE and fuzzy model[J]. Int J Adv Manuf Technol 96(1-4):67–79
Klaic M, Murat Z, Staroveski T et al (2018) Tool wear monitoring in rock drilling applications using vibration signals[J]. Wear 408:222–227
Chu Y (2013) Research on Lamb wave acquisition method and damage detection system based on optical low coherence [D] Nanjing University of Aeronautics and Astronautics
Zhixue W, Xianli L, Maoyue Li et al (2020) Intelligent monitoring technology for chatter in machining [J]. Chin J Mech Eng 56(24):1–23
Dongdong K, Yongjie C, Ning L (2020) Monitoring tool wear using wavelet package decomposition and a novel gravitational search algorithm–least square support vector machine model[J]. Proc Inst Mech Eng 234(3):822–836
Xu J, Yamada K, Seikiya K et al (2014) Effect of different features to drill-wear prediction with back propagation neural network[J]. Precis Eng 38(4):791–798
Ao Y, Qiao G (2010) Prognostics for drilling process with wavelet packet decomposition[J]. Int J Adv Manuf Technol 50(1-4):47–52
Guan S, Song W, Pang H (2017) Tool wear feature extraction based on hilbert marginal spectrum[J]. IOP Conf Series Mater Sci Eng 230(1):012049
Chuangwen X, Yuzhen C, Huaiyuan L et al (2019) A feature extraction method for the wear of milling tools based on the hilbert marginal spectrum[J]. Mach Sci Technol 23(6):847–868
Babouri MK, Ouelaa N, Djebala A (2016) Experimental study of tool life transition and wear monitoring in turning operation using a hybrid method based on wavelet multi-resolution analysis and empirical mode decomposition[J]. Int J Adv Manuf Technol 82(9–12):2017-2028
Shi X, Wang X, Jiao L et al (2018) A real-time tool failure monitoring system based on cutting force analysis[J]. Springer, London, p 95
Xu C, Chai Y, Li H et al (2018) Estimation the wear state of milling tools using a combined ensemble empirical mode decomposition and support vector machine method [J] J Adv Mech Des Syst Manuf 12(2):18-00166
He Z, Zhou Z, Huang X (2018) Tool wear monitoring based on correlation dimension and correlation vector machine based on variational modal decomposition [J]. Chin J Metrol 39(02):182–186
Jun Y, Libing L, Zeqing Y et al (2020) Tool wear condition monitoring by combining variational mode decomposition and ensemble learning[J]. Sensors 20(21):6113
Dong WH, Guo XL, Hu Y et al (2021) Discrete wavelet transformation and genetic algorithm - back propagation neural network applied in monitoring woodworking tool wear conditions in the milling operation spindle power signals[J]. BioResources 16:2369–2384
Vapnik VN, Lerner AY (1963) Recognition of patterns with help of generalized portraits[J]. Avtomat i Telemekh. 1963:774–780
Liao XP, Zhou G, Zhang ZK et al (2019) Tool wear state recognition based on GWO-SVM with feature selection of genetic algorithm[J]. Int J Adv Manuf Technol 104:1051–1063
Alajmi MS, Almeshal AM (2021) Estimation and Optimization of tool wear in conventional turning of 709M40 alloy steel using support vector machine (SVM) with Bayesian Optimization[J]. Materials 14(14):3773
Chen N, Hao BJ, Guo YL et al (2020) Research on tool wear monitoring in drilling process based on APSO-LS-SVM approach[J]. Int J Adv Manuf Technol 108:2091–2101
Kong DD, Chen YJ, Li N et al (2020) Tool wear estimation in end milling of titanium alloy using NPE and a novel WOA-SVM model[J]. IEEE Trans Instrum Meas 69:5219–5232
Junjie Lv, Jie W, Mei W et al (2010) Research on tool wear condition monitoring based on the combination of SOM and HMM[J]. China Mech Eng 21(13):1531–1535
Li WJ, Liu TS (2019) Time varying and condition adaptive hidden Markov model for tool wear state estimation and remaining useful life prediction in micro-milling[J]. Mech Syst Signal Process 131:689–702
Jiang H (2017) Research on performance degradation evaluation and life prediction of rolling bearing based on hidden markov model [D] Shanghai Jiaotong University
Martinez-Arellano G, Terrazas G, Ratchev S (2019) Tool wear classification using time series imaging and deep learning[J]. Int J Adv Manuf Technol 104:3647–3662
He ZP, Shi TL, Xuan JP et al (2021) Research on tool wear prediction based on temperature signals and deep learning[J]. Wear 478:203902
Si XS, Wang W, Hu CH et al (2011) Remaining useful life estimation – a review on the statistical data driven approaches[J]. Eur J Oper Res 213:1–14
Lei Y, Li N, Guo L et al (2018) Machinery health prognostics: a systematic review from data acquisition to RUL prediction[J]. Mech Syst Signal Process 104:799–834
Li X, Ding Q, Sun J-Q (2018) Remaining useful life estimation in prognostics using deep convolution neural networks[J]. Reliab Eng Syst Safety 172:1–11
Cubillo A, Perinpanayagam S, Esperon-Miguez M (2016) A review of physics-based models in prognostics: application to gears and bearings of rotating machinery[J]. Adv Mech Eg 8(8):1687814016664660
Paris PC, Erdogan FA (1963) Critical analysis of crack propagation laws. Trans ASME J Basic Eng[J]. J Basic Eng, D 85(4): 528–534
Qian Y, Yan R, Gao RX (2017) A multi-time scale approach to remaining useful life prediction in rolling bearing[J]. Mech Syst Signal Process 83:549–567
Chiachio J, Chiachio M, Sankararaman S et al (2015) Condition-based prediction of time-dependent reliability in composites[J]. Reliab Eng Syst Saf 142:134–147
Corbetta M, Sbarufatti C, Manes A et al (2015) Real-time prognosis of crack growth evolution using sequential monte carlo methods and statistical model parameters[J]. IEEE Trans Reliab 64:736–753
Haile MA, Riddick JC, Assefa AH (2016) Robust particle filters for fatigue crack growth estimation in rotorcraft structures[J]. IEEE Trans Reliab 65:1438–1448
Wang J, Gao R X, Yuan Z et al (2018) A joint particle filter and expectation maximization approach to machine condition prognosis[J]. J Intell Manuf 30(2):605–621
Liao L (2013) Discovering prognostic features using genetic programming in remaining useful life prediction[J]. IEEE Transactions Indust Electron 61:2464–2472
Sun J, Zuo H, Wang W et al (2014) Prognostics uncertainty reduction by fusing on-line monitoring data based on a state-space-based degradation model[J]. Mech Syst Signal Process 45:396–407
Yang H, Baraldi P, Maio FD et al (2015) Online performance assessment method for a model-based prognostic approach[J]. IEEE Trans Reliab 65:1–18
Cong J, Qingdong Y, Ran W et al (2021) Tool wear prediction based on MEA optimized BP neural network [J]. J Beijing Information Sci Technol Univ (Nat Sci Ed) 36(3):69–75
Zhang C, Yao X, Zhang J et al (2016) Tool condition monitoring and remaining useful life prognostic based on a wireless sensor in dry milling operations[J] Sensors 16(6):795
Yang SS, Wang SL, Yi LL et al (2016) A novel monitoring method for turning tool wear based on support vector machines[J]. Proc Inst Mech Eng Part B J Eng Manuf 230:1359–1371
Brezak D, Majetic D, Udiljak T et al (2012) Tool wear estimation using an analytic fuzzy classifier and support vector machines[J]. J Intell Manuf 23:797–809
Shan G, Hongyang P, Weijie S et al (2018) Recognition of tool wear state based on MF-DFA feature and LS-SVM algorithm [J]. Chin J Agric Eng 34(14):61–68
Xu X, Wang J, Zhong B et al (2021) Deep learning-based tool wear prediction and its application for machining process using multi-scale feature fusion and channel attention mechanism[J]. Measurement 177:109254
Wen D, Chaoyong Z, Leilei M et al (2020) Support vector machine milling cutter wear prediction model based on deep learning and feature post-processing [J]. Comput Integr Manuf Syst 26(09):2331–2343
Guofeng W, Yi D, Kai Y et al (2019) Tool life prediction based on deep learning and particle filter [J]. J Tianjin Univ (Nat Sci Eng Technol Edition) 52(11):1109–1116
Wang Q (2019) Dynamic evaluation method of CNC machining tool life based on deep learning [D] Nanjing University of Aeronautics and Astronautics
Zhang C, Hong GS, Zhou JH et al (2018) A multi-state diagnosis and prognosis framework with feature learning for tool condition monitoring. arXiv preprint http://arxiv .org/abs/1805.00367.
Zhao R, Yan R, Wang J et al (2017) Learning to monitor machine health with convolutional Bi-directional 77LSTM networks[J] Multidisciplinary Digital Publishing Institute, 17(2):273
Wu J, Su Y, Cheng Y et al (2018) Multi-sensor information fusion for remaining useful life prediction of machining tools by adaptive network based fuzzy inference system[J]. Appl Soft Comput J 68:13–23
Chen Y, Yang S, Fu Y et al (2013) Finite element simulation of tool wear of titanium alloy TC4 high-speed cutting tool [J]. J Aeronaut Astronaut 34(09):2230–2240
Yen YC (2004) Modeling of metal cutting and ball burnishing [electronic resource] : prediction of tool wear and surface properties [M] The Ohio State University.
Baoyang D, Qian B, Gulong L et al (2019) Wear prediction of titanium alloy milling tools based on Simulink feedback method [J]. Chin J Mech Eng 55(11):224–232
Cao H, Zhang X, Chen X The concept and progress of intelligent spindles: a review[J]. Int J Mach Tools Manuf 112:21–52
Funding
This study was funded by Startup Research Fund of Liaoning Petrochemical University (grant number 2021XJJL-005).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declared that they have no conflicts of interest to this work. We declare that we do not have any commercial or associative interest that represents a conflict of interest in connection with the work submitted.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhou, Y., Liu, C., Yu, X. et al. Tool wear mechanism, monitoring and remaining useful life (RUL) technology based on big data: a review. SN Appl. Sci. 4, 232 (2022). https://doi.org/10.1007/s42452-022-05114-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-022-05114-9