
Abstract
In this study, the proposed experimental and second-order model for the cutting forces were developed through several parameters, including cutting speed, feed rate, depth of cut, and two varying content of SiCp. Cutting force model was developed and optimized through RSM and compared for two different percentages of components SiCp/Al 45% and SiCp/Al 50%. ANOVA is used for Quantitative evaluation, the main effects plot along with the evaluation using different graphs and plots including residual analysis, contour plots, and desirability functions for cutting forces optimization. It provides the finding for choosing proper parameters for the machining process. The plots show that during increment with depth of cut in proportion with feed rate are able to cause increments in cutting forces. Higher cutting speed shows a positive response in both the weight percentage of SiCp by reducing the cutting force because of higher cutting speed increases. A very fractional increasing trend of cutting force was observed with increasing SiCp weight percentages. Both of the methods such as experiment and model-predicted results of SiCp/Al MMC materials were thoroughly evaluated for analyzing cutting forces of SiCp/Al 45%, and SiCp/Al 50%, as well as calculated the error percentages also found in an acceptable range with minimal error percentages.
Article Highlights
-
This study focuses on the effect of cutting parameters as well as different percentage of SiC particles on the cutting forces, while comparing the results of both SiC particles such as SiCp/Al 45%, and SiCp/Al 50% the result shows that there isn’t fractional amount of impact on the cutting force with nominal increasing percentages of SiC particles.
-
Cutting speed in machining process of SiCp/Al shows positive response in reducing the cutting forces, however, increasing amount of depth of cut followed by increasing feed rate creates fluctuations in cutting force and thus increases the cutting force in the cutting process.
-
The developed RSM mathematical model which is based on the box Behnken design show excellent competence for predicting and suggesting the machining parameters for both SiCp/Al 45%, and SiCp/Al 50% and the RSM mathematical model is feasible for optimization of the machining process with good agreement to experimental values.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Metal matrix composite materials came into existence in the mid to late 1970, and rapidly its demands increased in engineering industries [1, 2]. MMCs possess excellent comprehensive properties such as corrosion resistance, small thermal expansion coefficient, and impact resistance, thermal and electrical conductivity [3, 4]. Applications of MMCs are increasing due to low cost, ease to process with engineering reliability, good toughness, and plasticity. The main applications of MMCs are electronic package, structural, military appliance, aerospace, and automotive part manufacturing industries [5, 6] Among the particle reinforced composite, the reinforcement is the major factor, while the matrix is mostly used to transfer the load and develop the processability of the composite. The most generally used particle reinforcement is SiC, Al2O3 with Aluminum metal, Magnesium, and Titanium as matrix phases. The reinforced particle diameter spacing and volume fraction define the strength of particle reinforced composite material [7, 8]. SiCp/Al displays excellent mechanical properties and some fine physical properties. The microstructure of SiCp/Al material is complicated due to the presence of SiC reinforced particles, and the interface exists in the exact point between matrix and reinforcement. SiCp/Al composite material is the most famous particle reinforcement because of silicon carbide particles, which provide more strength and increase the mechanical and physical characteristics [9, 10]
The particle reinforced phase possesses a large part for strengthening the matrix but also creates the hindrance in the machining process so that the machining behavior of the MMCs is dissimilar from the other metal materials. The cutting process of metal matrix composite is a difficult and hard task because the conventional cutting tools are unable to operate normally. Machining process MMCs show many difficulties due to various issues such as tool wear, surface roughness as well as abnormal cutting force patterns on different varieties of cutting parameters [11, 12]. Therefore it is essential to thoroughly analyze and formulate the cutting process to ensure the machining characteristics for the particle reinforced metal matrix composite with two different percentages of SiC particles such as SiC45% and SiC 50wt%, in order to understand the machining behavior on cutting force trend the influence of cutting parameters and SiC wt percentages.
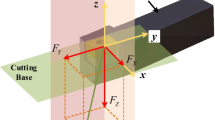
In the machining process with employing cutting parameters the force generated which is used for plastic deformation in material therefore material removal phenomena occur and produce different patterns of chips. Cutting force trends in the machining process play a vital role to observe and understand the cutting process. Furthermore, to understand the process there is a need to focus on three different kinds of cutting forces such as feed force, tangential and radial component generated during machining, it is due to friction, extrusion and shear phenomena of the cutting tool at workpiece [13,14,15]. Despite the cutting parameters cutting angle of the tool seriously influence the machining and process as well as cutting force as presented in [16, 17].
Pramanik et al. [18, 19] developed a mechanical model for calculating the cutting force during the machining process of MMC. The cutting process of 20% volume of SiC/6061Al was carried out for material removal rate and deformation mechanism with a polycrystalline diamond (PCD tool). Reinforcing particles distracts the residual stress of the machined surface and therefore it is mainly found compressive stress. Teti et al. [20] prepared a detailed evaluation of the cutting process of metal matrix composite materials. The previous studies described the limitation in machining operation of reinforced metal matrix composite materials, due to serious wear of cutting tools and also discussed the cutting force and their patterns. the effects of, feed, depth of cut, cutting speed, lubrication and chip formation on the cutting process as well as cutting force and surface quality were also discussed. Similarly, it is also noted by [21] that the relationship among tool wear during SiC reinforced aluminum MMC turning and the cutting force of PCD tools. Calculated the tool wear and cutting forces with relation to cutting time and other machining parameters, Tool wear observed at larger cutting speed and cutting force influenced by the depth of cut and feed rate. Furthermore the [22] and [23] also have noted similarities in their research about cutting force and tool wear, the machining operation observed by the different phenomena’s that has depicted that the more feed and depth of cut has a major effect on the cutting force as well as the risk of tool wear.
After a thorough analysis of literature, it revealed that the cutting tool experiences a variety of wear mechanisms while cutting the particle reinforced metal matrix composite. There wear mechanisms include such as abrasive wear, adhesive, edge breakage and scratches left by produced chips on the front face of the tool [24, 25]. Such wear mechanisms were found consistently, which is mainly due to the brittleness of the SiC particles present in the SiCp/Al MMC. The weight of SiC particles containing major influencing factors in the turning process of composite material the major factor including cutting force, tool wear, machining vibration, and surface roughness have noted in different studies. The machinability carried out Aluminum based metal matrix composite depicts that the wear of polycrystalline diamond tools increases with increasing SiC percentages during machining 10 and 20% content of SiC particle in MMCs. Tool wear is greatly influenced by the weight percent of SiC particles it predicted in results that with the increase of the reinforcement ratio, the tool wear amount increases, and the tool wear amount of 20% SiC particle reinforcement ratio is higher than 10% SiC particle reinforcement ratio [26]. A similar study performed for measuring the respective influence of different percentages of SiC particle on cutting force while machining of SiCp/Al composites, the cutting experiments along with different volume fraction of SiC particles executed by [27, 28].
As a representative of ultra-high-strength SiC aluminum alloy, it has the characteristics of ultra-high strength, specific stiffness and hardness, and the plastic deformation during machining processing is more severe. The tool wear is more serious, and the processing quality is severe, and it is difficult-to-process materials [29]. For the cutting of difficult-to-machine materials, there are still many difficulties, especially for the precise requirements of demand for difficult-to-machine materials, the deformation during the cutting process is difficult to control, resulting in severe surface quality of cutting process, and there is still Larger residual stress. Therefore, the researches on cutting of difficult-to-machine materials are particularly important. Since there is more cutting heat during the cutting process, the temperature in the cutting zone is higher, which leads to cutting to a certain extent [30, 31].
Response surface methodology considered an effective tool for modeling and optimization of responses, RSM was utilized by several researchers to measure and optimize the modeling process of different factors such cutting force tool wear and surface roughness in the machining process of SiCp based metal matrix composite materials [32, 33]. There is very few study on the machining process of high percentage of SiCp/Al based composite machining process and their comparsion on the basis of SiC weight percentages. Therefore it is essential to thoroughly analyze and formulate the cutting process to ensure the mach ining characteristics for the particle reinforced metal matrix composite with two different percentages of SiC particles such as SiC45% and SiC 50%, to understand the machining influence of cutting parameters and SiC wt percentagesbehavior on cutting force trend.
In this paper box-Behnken design method is employed. The purpose of this study is to explore the impact of the process parameters such as cutting speed, feed rate, and depth of cut and SiC hard particles material on machining behavior. Main effect, Contours plots developed for analyzing the impact of cutting parameters on forces in the machining process. The resemblance between the predicted and experimental data of the developed model for both SiCp/Al45 and 50% were compared and checked. Finally, the cutting force calculated the error percentages for SiCp/Al 45 and 50%, was also being analyzed and found in acceptable range. The organized structure of the paper is presented as, first section provide the introduction to subject and related worked, in second section experimental condition, method and materials are defined, in third section the result and discussion of experiments along with modeling and optimization of machining process is comprehensively defined. In final section the comparison of experiment results and RSM developed model of cutting forces of SiCp/Al 45 and 50% are discussed, and in the end conclusions and future works are drawn on the basis of this study.
2 Design of experimental methods and materials
2.1 Experimental conditions and methods
This study is conducted to observe the cutting force behavior with different weight percentages of SiCp/Al composite material with different chosen machining parameters. In this paper, design 3 factors, 4 levels of orthogonal experiments, orthogonal table selection \(L_{{16}} \left( {3^{4} } \right)\). Orthogonal cutting parameters are shown below in the Tables 3, 4. There are two kind of parameters design for two different tools such as carbide tool.
In this experiment the dry turning environment was used for cutting SiCp/Al composite, for measuring three way force the gauge namely Kistler 9257B desktop dynamic strain gauge was used to record the forces, which possesses the 5000 N maximum range. Parameters of cutting tool wear was chosen up to 3 mm of flank wear for the carbide cutting tools which is according to the rules of ISO 3685 (ISO, 1993). The custom made T type clamp is used for mounting the dynamometer with the tool holders [34, 35].
The processing parameters for turning the workpiece in this operation are shown in Table 1. However, the experimental setup for turning operations on SiCp/Al is shown in Fig. 1.

Experimental setup
2.2 Workpiece materials
The experimental work consisted of turning Aluminum-based Metal Matrix Composite with Carbide tools. The workpiece material is SiCp/Al composites consist of two components with a SiC volume fraction of 50% and 45% and a particle size of 10 μm and rest of the other percentage of aluminum alloy, which is manufactured with the stir casting process. The properties of SiCp/Al are range from Brinell Hardness (HB) 85–105, density (g/cm3) 28–29, elastic modulus (GPa) 150–155, Thermal expansion coefficient (× 10–6/°C). The workpiece with 50% SiCp is a round bar, diameter 80 mm, length 80 mm, the result of wire cutting processing; cutting experiments need to remove the outer layer of oxide. 2nd component is consists of 45% SiCp is a round bar, 48.2 mm, 98.9 mm of diameter and length respectively. SiCp/Al Metal Matrix Composites was chosen in this study due to its relatively low machinability anticipating larger differentiation in quality characteristics when machining difficult-to-machine work materials [36].
2.3 Response surface methodology
RSM is a combination of mathematical methods and statistical methods. Modification analysis and optimization of multivariate influence of responses, using RSM to establish continuous variable surfaces, evaluate the factors and interactions of response, and determine the best level range. In general, RSM obtains certain data by designing a reasonable test, and uses a multivariate regression equation to fit the functional relationship between factors and responses, to seek the optimal process parameters by analyzing the regression equation, thereby solving multivariate optimization Question, the second order of analytical process parameters.
The response surface model is in the form of a response value and its variable number; it is a constant and it is a linear parameter coefficient. Expressed in the secondary equation to use RSM, the data obtained by the test is quasi-proposed to obtain a secondary model. Each of the response coefficient analysis through ANOVA, which can be discriminate through model fitting compare to the experimental data, and its significance with the factor [37].
RSM was used to model the machining cutting force factors of \({F}_{x}\) and, \({F}_{z}\) with carbide cutting tool during turning of SiCp/Al 45% and SiCp/Al 50% to obtain an analysis of the machinability performance. Quantitative form in the RSM approach can be measured as the correlation with variable and chosen response:
where Y is the desired function and F is the response function f, vc, and ap, is the feed rate, cutting speed, depth of cut respectively. The quadratic model of Y can be written as follows:
where \(a_{o}\). are constant, \(a_{{i~,}} a_{{ii}}\). and \(a_{{ij}}\) shows coefficient of linear, quadratic, and the cross product terms. \(X_{i}\) Represents to vaaes related to machining parameters.
2.4 Desirability function optimization
In Desirability functions optimization is the optimizer which searches for an arrangement of input variables, those variables are used to jointly optimize a set of responses by satisfying the requirements of each response in the set [38]. The goal of the function is to optimize response. The optimization of sets usually consists of two phenomena, either to minimize the response or maximize it. It is also a weighted geometric mean of single expected value of each response.
Desirability functions optimization are predicting and optimizing the response for obtaining the optimal combination of desired parameters through obtaining a single response expectation value, for this function the expected values of each reaction meter from 0 to 1 desired scale and called least ideal to most ideal [39]. Combine a single expected value to obtain the desired values for the expected composite. Maximize the integrated expectation value to determine the optimal input variable setting. In this study, different reactions need to minimize cutting force to be analyzed, and the goal is to minimize these two factors. Though, mixing of one or more targets is optimized through numerical optimization, where potential objectives can be minimal, maximum, range and accurate values.
It is expected that in the desired function, the settings of each optimized value in the function optimization, which is set according to the requirements and demands of the response, furthermore every response has a response optimized regression equation, and an optimization map of the respective response is generated within the range of 0 to 1.
3 Results and discussion
3.1 Cutting force experimental data of SiCp/Al 45% and 50%
Although different parameters used to consider while machining difficult to cut materials such as SiCp/Al MMCs but the cutting parameters, tool cutting angle and tool material seriously influence the cutting process as well as cutting force. The effect of the workpiece material SiC content percentage deviation will produce a heavy influence on the cutting force. Therefore, the machining of the particle reinforced metal matrix composite with two different percentages of SiC particles such as SiC/Al 45 and SiC/Al 50% were performed in order to understand the machining behavior on cutting force trend the influence of cutting parameters and SiC wt percentages. The Factors of cutting forces such as (\({F}_{x}\), \({F}_{z}\)) of SiCp/Al 45 and 50%wt are modeled and compared with different cutting parameters in the turning process using RSM.
In this experimental study there are three cutting variables used which were divided into four levels and other factors of SiC % as mentioned in the Table 1 and Table 2. This study is based on influence of three cutting parameters on both content of SiC % and their comparison in order to better understand the impact of cutting parameters and content of SiC % on the cutting forces and machinability of difficult to cut materials SiCp/Al. See Table 1 for the process parameters of turning SiCp/Al workpieces with this process. The detailed experimental data is presented in Table 2.
3.2 Effect of machining parameters on cutting force
In recent years, in order to improve the machining quality of SiCp / Al and reduce the processing cost, the influence of cutting conditions on the cutting force was studied by several researchers. The research focuses on different machining processes, such as turning [41] and [42], milling [43], etc. it is reported by different studies in [21, 44]. In MMCs machining process BUE is also one kind of problem, This phenomenon can also make the material in the turning process easier to remove under reducing cutting forces [44]. The changing trend of cutting force during the cutting of SiCp/Al composites mainly depends on the concentration, volume and size of SIC particles [45]. Subramanian et al. [46] Used RSM to measure and observe the effect of cutting parameters on cutting force in cutting process of LM6/SiCp-MMC materials. During the machining process, while increase in the contact area between the workpiece and the tool as described in [44], that the greater the feed rate increment the greater is the cutting force. The increase in the feed rate causes fluctuations in the cutting force in material removal process; it is due to the coefficient of friction between the workpiece and the cutting edge of the tool.
This is due to the increase in the coefficient of friction between the workpiece and the tool cutting edge, which causes increments in cutting forces [38, 47]. While measuring the impact on cutting force during changing content of SiC% in SiCp/Al-MMC found in several studies that the type of matrix material and volume fraction possess much impact on cutting force, but not by the reinforcement. However, reinforcement type can affect the cutting edge, which ultimately leads to fluctuations in the cutting force [48, 49].
3.2.1 Quantitative assessment of cutting force of SiCp/Al 45% using ANOVA
The table shows the analysis of variance of the cutting force response \({F}_{x}\), and \({F}_{z}\) to the SiCp/Al 45% turning process. Studies based on the above variables show that the increase in cutting force is the result of the increase in cutting depth with the increase in feed, and the increasing trend of cutting speed is conducive to cutting force [21, 41]. Similarly, the F statistic gives similar information, and the ratio of cutting depth is more significant, along with the increasing cutting speed and feed rate. Value of P in RSM model possesses the significant importance for cutting speed and feed rate.
In the analysis of variance, the accuracy of all mathematical models of cutting force response exceeds the 95% confidence level, so it can be seen that this model is most suitable for predicting the response [50]. Table 3 and Table 4 respectively give the variance analysis table of different cutting force response. For \({F}_{x}\) the value of R-square and R-square (adj) is obtained, for example, R-sq 99.3% R-sq(adj) 98.26; for \({F}_{z}\) =R-sq 99.2 and R-sq(adj) 97.99 are obtained. All measured coefficients, R-sq and R-sq (adj) are very close to 1, which is in line with the accuracy of the established mathematical model. The entity R-squared amount is called the coefficient of determination and is further used to observe the competence of RSM model. The closer the R-square is to 1, the better the fit between the developed model and acquired data. The R-squared values show the adequacy of developed mathematical model [43, 51].
3.2.2 Assessment of parameters through main effects plots for SiCp/Al 45%
According to chosen parameters for the study including cutting speed, feed rate, and cutting depth, the main effect diagrams were developed to understand the cutting force of \({F}_{x}\), and \({F}_{z}\) of SiCp/Al 45%. It can be seen from Figs. 2 and 3 that during cutting of SiCp/Al workpiece, cutting force was found increasing with the increase of the cutting depth, and with the increase of the feed rate. It can be seen from the generated graphs that the cutting speed is not the major impacting factor; it doesn’t have any negative effect on cutting force, however, the lower cutting force occurrences are seen at upper cutting speed in turning of SiCp/Al.

main effect plot of \({F}_{x}\) for SiCp/Al 45% [40]

main effect plot of \({F}_{z}\) for SiCp/Al 45% [40]
3.2.3 Evaluation through contour plots for SiCp/Al 45%
When the 45% SiCp/Al and other multiphase composite materials are turned through the cemented carbide tool, they are in interaction with the brittle particles in the material, resulting in wear and force changes. Based on the existing models of RSM shown in Eq: 3 and Eq: 4 that these models are developed according to experimental observations for understanding the impact of specified factors on cutting force. Figure 6 reveals a clear statistical data, that is, as the cutting speed increases, the cutting force decreases at lower amount of depth of cut. This is because the increase in cutting speed generates temperature in the cutting zone, which is caused by the increase in temperature. The heat softens the material, so that chips are easily formed, as well as the cutting force is reduced [50]. In order to understand the case of depth of cut, as considering with the increase of the depth of cut and the increase of the feed rate, as shown in Fig. 4, the trend of the cutting force has a great increase. However, similar [21, 46] in SiCp composites In the process of material processing, it is usually noticed that the cutting force increases with the increase of the cutting depth, and then the feed, while the cutting force decreases with the increase of the cutting speed. Taking the maximum cutting depth of 1.5 mm as the holding value in each direction, the curves of cutting forces \({F}_{x}\) and \({F}_{z}\) show the same increase as shown in Figs. 5 and 9, respectively. in the case of maintaining the cutting speed of the machining process for revealing the effect of cutting speed, the feed rate and cutting depth for cutting force generation, outcome of the cutting process reveal that the cutting force decreases with the increase in cutting speed and the decrease in cutting depth, followed by the \({F}_{x}\) and the cutting force. The feed amount in the \({F}_{x}\) direction is shown in Figs. 6 and Fz direction shown in Figs. 7 and 8. Subramanian et al. also reported this phenomenon, that is, the more the increment in feed rate, produces more fluctuation in the cutting force, it is due to the fact that the contact area between the workpiece and the tool increases in cutting process [44, 45]. The \({F}_{x}\),and \({F}_{z}\) cutting forces of the SiCp/Al45% alloy were measured and compared with the experimental data. The results data are consistent and values error is small, as shown in Fig. 20.

Cutting force \({F}_{x}\) vs f, and ap [40]

Cutting force \({F}_{x}\) vs f, and vc [40]

Cutting force \({F}_{x}\) vs ap and vc [40]

Cutting force \({F}_{\mathrm{z}}\) vs ap and f [40]

Cutting force \({F}_{\mathrm{z}}\) vs ap and vc, [40]

Cutting force \({F}_{\mathrm{z}}\) vs f, and vc, [40]
3.2.4 Quantitative assessment of Cutting force of SiCp/Al 50% using ANOVA
Cutting force response \({F}_{x}\) and \({F}_{z}\) were modeled through analysis of variance for SiCp/Al 50% workpiece material in experimental cutting process of turning machine, predicted models are mentioned in Tables 5 and 6. Studies based on the above variables show that the increase in cutting force is due to the increase in cutting depth with the increase in feed rate, but there is a tendency to increase. The increase in cutting speed is conducive to the increase in cutting force, as shown in [45, 46] findings. The higher the cutting speed, the lower the cutting force. This is feasible because the increase of the cutting temperature, while tool and workpiece contact in metal cutting zone, result in soften workpiece material and ease to machine [46]. Similarly, the F statistic gives relevant information, the ratio of cutting depth is significant, and then it is dragged down by cutting speed and feed rate. p value in predicted model is key factor showing the importance of cutting speed and feed rate.
In the analysis of variance, the accuracy of all mathematical models of cutting force response is greater than the 95% confidence level, so the RSM predicted model showing more feasible estimate capabilities for cutting force response. Tables 5 and 6 show the variance analysis of different cutting force responses, such as \({F}_{x}\) and \({F}_{z}\) at SiCp/Al50%. Find the value of R-squared and R-squared (adj) of \({F}_{x}\), such as R-sq 99.49% R-sq(adj) 98.72; \({F}_{z}\) such as R-sq 97.77, R-sq(adj) 94.43. Calculated coefficients of R-sq and R-sq (adj) found precise to the value of 1, which satisfies accuracy of established mathematical model.
R-squared quantity is called the coefficient of determination and is used to observe the adequacy of the model. R-squared number near to 1 gives the more accurate prediction and fitting of model, which shows that RSM developed model indicates the degree of acceptability [42].
3.2.5 Assessment of parameters through main effects plots for SiCp/Al 50%
The main effects diagram plays a vital role in understanding the individual effects of parameters. The main effect diagram of SiCp/Al 50% shows the relationship between the cutting force of \({F}_{x}\), and \({F}_{z}\) in Figs. 10 and 11 with cutting speed, feed rate and cutting depth. main effects diagram possess the vertical and horizontal lines for representing the effect of parameters, for measuring effect it reveals that vertical line in graph has a higher influence on the response, however, horizontal line of the graph possess little effect. The results show that in the process of composite turning, cutting parameters such as depth of cut have impact at cutting force, while in the case of feed rate; it possesses small or insignificant effect. Some studies of the researchers detected the major effect of depth of cut on cutting force, followed by feed rate [21, 44]. It is depicted from the results about force of \({F}_{z}\) possesses increasing phenomena due to the increasing values of feed rate parameters and depth of cut along with cutting speed have certain effects as well.

main effect plot \({F}_{x}\) cutting force SiCp/Al 50%

main effect plot \({F}_{z}\) cutting force SiCp/Al 50%
3.2.6 Assessment of interactive effect through contour plots for SiCp/Al 50%
In the processing of large-volume SiCp/Al50% cutting force are changes greatly due to contact with the SiC hard particles. Current formed RSM models of Tables 5 and 6, which are developed on the basis of obtained experimental data, which is used to measure the influence of the specified factors at cutting force. Cutting force \({F}_{x}\) and \({F}_{z}\) is analyzed by drawing contour plots, and the predicted cutting force of \({F}_{x}\) and \({F}_{z}\) is calculated by regression Eq. 5 and regression Eq. 6. All results are basically in line with the obtained experimental data., The error percentage is small, as shown in Fig. 20. Figure 12 depicted that cutting force will decrease while reducing the depth of cut and increasing some amount of cutting force, it is due to increment of cutting speed produces the temperature in the cutting zone, which ultimately leads to thermal softening. Make chips easier to form, so the cutting force will be reduced [52]. As the depth of cut increases and the feed rate increases, the cutting force tends to increase greatly, as shown in Figs. 13 and 17. However, in the turning process of SiCp/Al, it is usually noticed that the cutting force increases with the increase of the cutting depth, and then the feed phenomenon occurs. In the \({F}_{x}\) and \({F}_{z}\) cutting force directions, when the maximum cutting depth is 1.5 mm as the holding value, the data provided by the contour plots possess the same facts which are revealed in Figs. 14 and 16.

Cutting force \({F}_{x}\) vs ap and vc

Cutting force \({F}_{x}\) vs f, and ap

Cutting force \({F}_{x}\) vs f, and vc
However, while maintaining the cutting speed, the influence of cutting speed on feed speed and cutting depth is revealed as shown in Figs. 12 and 15, This kind of cutting force processing phenomenon has also been found in the work of other researchers, such as [42] [53], and [47]. It is pointed out that in the literature that the cutting force revealed higher trend while increase of the cutting depth, tailed by feed rate [46].

Cutting force \({F}_{z}\) vs ap and vc

Cutting force \({F}_{z}\) vs f, and vc
3.3 Cutting Forces optimization using desirability function
3.3.1 Cutting forces optimization of SiCp/Al 45%
The changing trend of cutting force during turning of SiCp/Al possesses a major influence on the machinability characteristics in metal cutting process. Cutting force is the main influencing factor observed during machining. A significant analysis of the cutting force of different cutting parameter combinations along with the content of SiC % in composite materials shows that cutting force is significant, and there is evidence about correspondence of cutting forces with the selection of cutting parameters for turning process. Due to SiCp/Al hardness, shape, type, content, and size distribution of the reinforcement have significant influence on cutting force trend. For difficult to cut material cutting area will undergo strong elasto-plastic deformation due friction and extrusion during material removal method. It is evident that such deformation is due to the impact of cutting forces, which is the most basic process in material removal method during machining [54, 55] .

Cutting force \({F}_{z}\) vs ap and f
Figure 18 shows the cutting force optimization diagrams of \({F}_{x}\) and \({F}_{z}\) SiCp/Al 45%, the purpose is to minimize the cutting force. The lower limit is similar to the target value, 79.98 N and 311.8 N, respectively. For the optimization chart for minimizing the cutting force, the recommended cutting speed vc = 6.283 m/min, f = is 0.01 mm/rev, and ap = 0.2 mm. The optimized feasibility value (d) is 0.9576. The predicted response of cutting force \({F}_{x}\) and \({F}_{z}\) SiCp/Al 45% are 79.5160 N and 89.1095 N, respectively. The regression equations for the \({F}_{x}\) and \({F}_{z}\) SiCp/Al45% response optimizer graphs are given below.

Optimization Plots of Cutting Force \({F}_{x}\) and \({F}_{z}\) SiCp/Al 45%
Regression Equation for \({F}_{x}\) and \({F}_{z}\) SiCp/Al 45%
3.3.2 Cutting forces optimization of SiCp/Al 50%
In Fig. 19, the optimized graphs of \({F}_{x}\) and \({F}_{z}\) direction of cutting forces for SiCp/Al50% are given. The goal is to minimize the cutting force. The lower limit and the target value are similar, 68.5 N and the upper limit 420.5 N respectively. For the optimization chart for minimizing the cutting force, the recommended cutting speed(vc) 6.283 m/min, feed rate(f) 0.0165 mm/rev and cutting depth (ap) 0.2 mm. However, desirability of (d) optimization is indicated at 0.9573. Predicted response of cutting force \({F}_{x}\) and \({F}_{z}\) SiCp/Al50% are 68.157 and 285.187 N, respectively. The cutting parameters of the two materials are similar as well as cemented carbide tools. When comparing the two cutting force optimization diagrams of \({F}_{x}\) and \({F}_{z}\) SiCp/Al 45% and 50%, it can be seen that there is not much difference in the recommended optimal cutting parameters except that the feed rate is slightly higher than SiCp/Al45%. The resetting of other parameters, such as high and low cutting parameters, is similar. The regression equations that provided the response optimization curve of \({F}_{x}\) and \({F}_{z}\) SiCp/Al 50% are shown below.

Optimization Plots of Cutting Force \({F}_{x}\) and \({F}_{z}\) SiCp/Al 50%
Regression Equation of \({F}_{x}\) and \({F}_{z}\) SiCp/Al 50%
3.4 Integrity of cutting force models of SiCp/Al 45% and 50%wt using residual analysis
The residual diagrams are given below, which is one of the important tools for analyzing and understanding the applicability of the response in the developed model. It has significant role in assessing the completeness of the model and plays a key role [56]. The residual cutting force of SiCp/Al45% and SiCp/Al50% composite materials is carried out. Figures 20 and 21 respectively show the residual graphs of cutting forces \({F}_{x}\) and \({F}_{z}\) when SiCp/Al is 45%. Figures 22 and 23 are drawn to depict residual graphs for \({F}_{x}\) and \({F}_{z}\) directions of the cutting forces for SiCp/Al 50%. The cutting force arrival response curve has four types: normal probability graph, residual error fitting graph, residual error histogram, and residual error observation sequence graph.

Residual plot of the cutting force \({F}_{x}\) forSiCp/Al 45% [40]

Residual plot of the cutting force \({F}_{z}\) for SiCp/Al 45% [40]

Residual plot of the cutting force \({F}_{x}\) for SiCp/Al 50%

Residual plot of the cutting force \({F}_{z}\) for SiCp/Al 50%
The cutting force residual graphs given in this article are all normally distributed, and data set of all four plots are clear, the deformation cannot be seen, increase and decrease phenomena are recognizable. In residual plots the majority of the experimental values are seen in straight lines, which shows that the normal assumption of are applied quiet well [57]. Assumption for the constant variance are also in fitted quite well for data points in residual plots and fitted plots here, which are illustrated in randomly distributed manner [58]. It is also evident that the left side of histogram possesses some distortions but it is very minor. The cutting force residual diagrams given in this article are all normal distributions and the four sets of data can be seen.
3.5 Comparison of experiment values and predicted values of cutting force for SiCp/Al 45 and 50%
Through the comparative investigation of cutting force fluctuation for the SiCp/Al 45% vs SiCp/Al 50%, it was seen that the Cutting force is dependent on the cutting parameters and % of SiC particles as it increases the cutting force increases, while SiCp % decreases cutting force trend seen reduced.
In machining process while the cutting forces increments are seen because of increasing depth of cut which ultimately increases the cutting area of tool workpiece in cutting zone, which also improves the material removal process. Experiments have observed that in machining process of SiC particles higher amount of depth of cut in combined with increasing feed rate produces the more cutting forces as mentioned in [18, 59] Furthermore it is seen in different experimental studies that the more amount of cutting speed at subsequently amount of reduced depth of cut in result cutting forces decreases. As the cutting forces are changes, resulting in broken chips and formed cutting edges. When the feed rate changes cutting forces found in linearly fluctuated [60].
Data collected from the machining Experiments have thoroughly observed, and compared with the SiCp% shown in Table 7, higher cutting depth and larger feed have a greater impact. In order to analyzing the alteration of the cutting force, the cutting force difference between SiCp/Al 45% and SiCp/Al 50% is very small under a similar combination of cutting parameters of the same cemented carbide tool. A similar finding is also reported in [61]. The phenomenon of cutting force in metal matrix composites is a very complicated process because it depends to a large extent on the properties and structure of the matrix, reinforcement and their interfaces. The different researcher is evident that in SiCp/Al machining process, the cutting force is dependent on the % of SiC particles as it increases the cutting force increases, as stated in comparisons SiCp/Al 45 and SiCp/Al 50% between Figs. 24 and 25 while SiCp % decreases cutting force trend seen reduced [62]. The results of the developed RSM model for both SiCp/Al 45 and SiCp/Al 50% were found in good agreement with experimental results the precise error% calculated are given in Fig. 26, which are in the acceptable range.

Comparisons of Experiment values and Predicted values of Cutting force of \({F}_{x}\), of SiCp/Al 45% and 50%

Comparisons of Experiment values and Predicted values of Cutting force of \({F}_{z}\) of SiCp/Al 45% and 50%

Comparisons of Error Percentages of Cutting force of \({F}_{x}\), and \({F}_{z}\) of SiCp/Al 45% and 50%
4 Conclusions
In this paper, an experimental relationship for predicting cutting force during turning of SiCp/Al metal matrix composites is established. This experiment uses cemented carbide tools for cutting. The response surface method based on box-Behnken design is an effective modeling and optimization tool, which is employed in this paper. This relationship can effectively predict the cutting force of SiCp/Al 45% and SiCp/Al 50% MMCs parts at the 95% confidence level.
-
The SiCp/Al 45% cutting force and SiCp/Al 50% cutting force were modeled and optimized. It was found that as the cutting depth increases in combine with the feed rate than in impact the cutting force increases. The higher the cutting speed, the smaller the cutting force, and in both workpiece percentage of SiCp. This is because the higher the cutting speed, the higher the temperature in the cutting zone, and the softer the material to the machine.
-
While considering the effect of increasing amount of SiC particles on cutting forces, it is found that there wasn’t a higher effect of increasing percentage SiC particles on cutting forces, but there is a very fractional increasing impact on the cutting forces with increasing SiC particles percentage. However, there is a more impact cutting parameters on increasing the cutting force such as depth of cut and feed rate.
-
The value of (d) desirability of optimization value of the minimum cutting force optimization diagram suggests that the vc = 6.283 m/min, f = 0.01 mm/rev and ap = 0.2 mm The optimized expected value (d) is 0.9576. The predicted responses of cutting force and \({F}_{z}\) SiCp/Al45% are 79.516, and 89.10950. In order to minimize the cutting force of SiCp/Al, the 50% recommended cutting speed is vc = 6.283 m/min, the f = 0.0165 mm/rev, the ap = 0.2 mm, and the optimal feasibility value is 0.95760. Predicted response of cutting force \(F_{x}\)., and \(F_{z}\) SiCp/Al50% are 68.157 and 285.187 N, respectively.
-
While comparing both cutting forces optimization plots for \(F_{x}\), and \(F_{z}\) SiCp/Al 45 and 50% it is seen that there is no much difference in suggesting optimal cutting parameters except the feed rate which slightly higher for SiCp/Al 50% as compare to SiCp/Al 45% reset of other parameters such as high and low cutting parameters are comparable.
-
Limitation of this work, in order to understand deeply the effect of SiC particles on cutting forces, there should be considering more test samples of the SiC particle with different volume percentages. Therefore the limitation of this research work is in perspective of considering only two volume percentages of SiCp/Al.
-
Future research work and directions, for future research work of turning process of SiCp/Al metal matrix composites, the research should focus on more samples of workpiece with different percentages of SiC particles to understand comprehensively their effect on cutting forces. Furthermore there is need to consider different choice of cutting parameters for analyzing and understand the influence SiCp hard particles on cutting forces and machining performance.
Data availability
Experimental data used to support the findings of this study are available from the authors upon request.
References
Alaneme KK, Okotete EA, Fajemisin AV, Bodunrin MO (2019) Applicability of metallic reinforcements for mechanical performance enhancement in metal matrix composites: a review. Arab J Basic Appl Sci 26:311–330
Hakami F, Pramanik A, Basak AK (2017) Tool wear and surface quality of metal matrix composites due to machining: a review. Proc Inst Mech Eng Part B J Eng Manuf 231:739–752
Rajak DK, Pagar DD, Kumar R, Pruncu CI (2019) Recent progress of reinforcement materials: a comprehensive overview of composite materials. J Mater Res Technol 8:6354–6374
Laghari RA, Li J, Laghari AA, Wang S (2020) A review on application of soft computing techniques in machining of particle reinforcement metal matrix composites. Arch Comput Methods Eng 27:1363–1377
Srivastava AK, Dixit AR, Tiwari S (2018) A review on the intensification of metal matrix composites and its nonconventional machining. IEEE J Sel Top Quantum Electron 25:213–228
Paulo Davim J (2012) Drilling of metal matrix composites. Mach Met Matrix Compos. https://doi.org/10.1007/978-0-85729-938-3
Ax M, Akj P (2017) Machinability of hybrid metal matrix composite - a review. Procedia Eng 174:1110–1118
Yadav RN, Porwal RK, Ramkumar J (2020) Experimental modeling of EDMed aluminum metal metrix composite a review. Springer, Singapore, pp 511–518
Li J, Laghari RA (2019) A review on machining and optimization of particle-reinforced metal matrix composites. Int J Adv Manuf Technol 100:2929–2943
Alpas AT, Bhattacharya S, Hutchings IM (2017) Wear of particulate metal matrix composites. In: Comprehensive Composite Materials II. pp 137–172. https://doi.org/10.1016/B978-0-12-803581-8.09965-3
Niu Z, Cheng K (2020) Improved dynamic cutting force modelling in micro milling of metal matrix composites Part I: theoretical model and simulations. Proc Inst Mech Eng Part C J Mech Eng Sci 234:1733–1745
Wang Y, Liao W, Yang K, Chen W, Liu T (2019) Investigation on cutting mechanism of SiC p /Al composites in precision turning. Int J Adv Manuf Technol 100:963–972
Kishawy HA (2012) Turning processes for metal matrix composites. In: Hocheng H (ed) Woodhead Publishing Series in Composites Science and Engineering. Mach. Technol. Compos. Mater. Woodhead Publishing, pp 3–16. https://doi.org/10.1533/9780857095145.1.3
Tansel IN, Arkan TT, Bao WY, Mahendrakar N, Shisler B, Smith D, McCool M (2000) Tool wear estimation in micro-machining. Part I: tool usage-cutting force relationship. Int J Mach Tools Manuf 40:599–608
Sekhar R, Singh TP (2015) Mechanisms in turning of metal matrix composites: a review. J Mater Res Technol 4:197–207
Wan M, Li SE, Yuan H, Zhang WH (2019) Cutting force modelling in machining of fiber-reinforced polymer matrix composites (PMCs): a review. Compos Part A Appl Sci Manuf 117:34–55
Pérez H, Vizán A, Hernandez JC, Guzmán M (2007) Estimation of cutting forces in micromilling through the determination of specific cutting pressures. J Mater Process Technol 190:18–22
Pramanik A, Zhang LC, Arsecularatne JA (2006) Prediction of cutting forces in machining of metal matrix composites. Int J Mach Tools Manuf 46:1795–1803
Pramanik A, Zhang LC, Arsecularatne JA (2008) Machining of metal matrix composites: effect of ceramic particles on residual stress, surface roughness and chip formation. Int J Mach Tools Manuf 48:1613–1625
Teti R (2002) Machining of composite materials. CIRP Ann - Manuf Technol 51:611–634
Paulo Davim J, Monteiro Baptista A (2000) Relationship between cutting force and PCD cutting tool wear in machining silicon carbide reinforced aluminum. J Mater Process Technol 103:417–423
Tomac N, Tannessen K, Rasch FO (1992) Machinability of particulate aluminium matrix composites. CIRP Ann - Manuf Technol 41:55–58
Tonshoff HK, Karpuschewski B (1999) Manufacturing of magnesium by turning and burnishing operations. In: Adv. Techology Plast. Vol. 1, Ecol. Manuf. Proc. 6th ICTP pp 607–612
Davim JP (2002) Diamond tool performance in machining metal – matrix composites. J Mater Process Technol 128:100–105
Dabade UA, Joshi SS (2009) Analysis of chip formation mechanism in machining of Al/SiCp metal matrix composites. J Mater Process Technol 209:4704–4710
Kannan S, Kishawy HA, Deiab I (2009) Cutting forces and TEM analysis of the generated surface during machining metal matrix composites. J Mater Process Technol 209:2260–2269
Dabade UA, Joshi SS, Balasubramaniam R, Bhanuprasad VV (2007) Surface finish and integrity of machined surfaces on Al/SiCp composites. J Mater Process Technol 192–193:166–174
Muthukrishnan N, Davim JP (2011) An investigation of the effect of work piece reinforcing percentage on the machinability of Al-SiC metal matrix composites. J Mech Eng Res 3:15–24
Kılıçkap E, Çakır O, Aksoy M, İnan A (2005) Study of tool wear and surface roughness in machining of homogenised SiC-p reinforced aluminium metal matrix composite. J Mater Process Technol 164–165:862–867
Laghari RA, Munish Kumar Gupta JL (2020) Evolutionary algorithm for the prediction and optimization of SiCp/Al metal matrix composite machining. J Prod Syst Manuf Sci 2:59–69
Laghari RA, Li J, Yongxiang W (2020) Study of machining process of sicp/al particle reinforced metal matrix composite using finite element analysis and experimental verification. Materials (Basel) 13:1–39
Laghari RA, Li J, Xie Z, Wang S-Q (2018) Modeling and optimization of tool wear and surface roughness in turning of Al/SiCp using response surface methodology. 3D Res 9(4):1–13
Joardar H, Das NS, Sutradhar G, Singh S (2014) Application of response surface methodology for determining cutting force model in turning of LM6/SiCP metal matrix composite. Meas J Int Meas Confed. https://doi.org/10.1016/j.measurement.2013.09.023
Astakhov VP (2004) The assessment of cutting tool wear. Int J Mach Tools Manuf 44:637–647
Laghari RA, Li J, Laghari AA, Mia M, Wang S, Aibo WKKP (2019) Carbide tool life prediction and modeling in SiCp/Al turning process via artificial neural network approach. In IOP Conference Series: Materials Science and Engineering, vol 600, No. 1, p. 012022. IOP Publishing
Ling Z, Luo L, Dodd B (1994) Experimental study on the formation of shear bands and effect of microstructure in Al-2124/SiCp composites under dynamic compression. J Phys IV JP. https://doi.org/10.1051/jp4:1994870
Tebassi H, Yallese MA, Meddour I, Girardin F, Mabrouki T (2017) On the modeling of surface roughness and cutting force when turning of inconel 718 using artificial neural network and response surface methodology: accuracy and beneft. Period Polytech Mech Eng 61:1–11
Shoba C, Ramanaiah N, Nageswara Rao D (2015) Effect of reinforcement on the cutting forces while machining metal matrix composites–an experimental approach. Eng Sci Technol an Int J 18:658–663
Minitab Inc. (2010) Meet Minitab Release 16.1.0 for Windows; Minitab Inc.: State College, PA, USA, 2010
Laghari RA, Li J, Mia M (2020) Effects of turning parameters and parametric optimization of the cutting forces in machining SiCp/Al 45 wt% composite. Metals (Basel) 10:840
Zahia H, Athmane YM, Lakhdar B, Tarek M (2015) On the application of response surface methodology for predicting and optimizing surface roughness and cutting forces in hard turning by PVD coated insert. Int J Ind Eng Comput 6:267–284
Bouacha K, Yallese MA, Mabrouki T, Rigal JF (2010) Statistical analysis of surface roughness and cutting forces using response surface methodology in hard turning of AISI 52100 bearing steel with CBN tool. Int J Refract Met Hard Mater 28:349–361
Jeyakumar S, Marimuthu K, Ramachandran T (2013) Prediction of cutting force, tool wear and surface roughness of Al6061/SiC composite for end milling operations using RSM. J Mech Sci Technol 27:2813–2822
De Lima JG, De Ávila RF, Abrão AM (2007) Turning of hardened AISI 4340 steel using coated carbide inserts. Proc Inst Mech Eng Part B J Eng Manuf 221:1359–1366
Yousefi R, Kouchakzadeh MA, Rahiminasab J, Kadivar MA (2011) The influence of SiC particles on tool wear in machining of Al/SiC metal matrix composites produced by powder extrusion. Adv Mater Res 325:393–399
Muthusamy Subramanian AV, Nachimuthu MDG, Cinnasamy V (2017) Assessment of cutting force and surface roughness in LM6/SiCp using response surface methodology. J Appl Res Technol 15:283–296
Wang J, Zuo J, Shang Z, Fan X (2019) Modeling of cutting force prediction in machining high-volume SiCp/Al composites. Appl Math Model 70:1–17
Morin E, Masounave J, Laufer EE (1995) Effect of drill wear on cutting forces in the drilling of metal-matrix composites. Wear 184:11–16
Kannan S, Kishawy HA (2008) Effect of tool wear progression on cutting forces and surface quality during cutting metal matrix composites. Int J Mach Mach Mater 3:241
Jensen WA (2017) Response surface methodology process and product optimization using designed experiments. J Qual Technol. 49:186–188
Mandal N, Doloi B, Mondal B, Das R (2011) Optimization of flank wear using Zirconia Toughened Alumina (ZTA) cutting tool: Taguchi method and Regression analysis. Measurement 44:2149–2155
Shin YC, Dandekar C (2012) Mechanics and modeling of chip formation in machining of MMC. Mach Met Matrix Compos. https://doi.org/10.1007/978-0-85729-938-3_1
Srinivasan A, Arunachalam RM, Ramesh S, Senthilkumaar JS (2012) Machining performance study on metal matrix composites-a response surface methodology approach. Am J Appl Sci 9:478–483
Fnides B, Yallese MA, Mabrouki T, Rigal J (2011) Application of response surface methodology for determining cutting force model in turning hardened AISI H11 hot work tool steel. Sadhana - Acad Proc Eng Sci 36:109
Suresh P, Marimuthu K, Ranganathan S, Rajmohan T (2014) Optimization of machining parameters in turning of Al-SiC-Gr hybrid metal matrix composites using grey-fuzzy algorithm. Trans Nonferrous Met Soc China 24:2805–2814
Mia M, Khan MA, Dhar NR (2017) Study of surface roughness and cutting forces using ANN, RSM, and ANOVA in turning of Ti-6Al-4V under cryogenic jets applied at flank and rake faces of coated WC tool. Int J Adv Manuf Technol 93:975–991
Mia M, Razi MH, Ahmad I, Mostafa R, Rahman SMS, Ahmed DH, Dey PR, Dhar NR (2017) Effect of time-controlled MQL pulsing on surface roughness in hard turning by statistical analysis and artificial neural network. Int J Adv Manuf Technol 91:3211–3223
Mia M, Bashir M Al, Dhar NR (2016) Effects of cutting parameters and machining environments on surface roughness in hard turning using design of experiment. In: AIP conference proceedings, vol 1754, No. 1, p 060012. AIP Publishing LLC
Chintada S, Dora SP, Prathipati R (2019) Investigations on the machinability of Al/SiC/RHA hybrid metal matrix composites. SILICON 11:2907–2918
Muguthu JN, Dong G, Ikua BW (2015) Optimization of machining parameters influencing machinability of Al2124SiCp (45%wt) metal matrix composite. J Compos Mater 49:217–229
Dabade UA, Sonawane HA, Joshi SS (2010) Cutting forces and surface roughness in machining Al/SiCp composites of varying composition. Mach Sci Technol 14:258–279
Wu Q, Xu W, Zhang L (2019) Machining of particulate-reinforced metal matrix composites an investigation into the chip formation and subsurface damage. J Mater Process Technol 274:116315
Acknowledgements
The authors would like to thank the Z.Y. Xie, L.H. Kong and S.Q. Wang at Harbin Institute of Technology for their help and support in the experiments.
Author information
Authors and Affiliations
Contributions
R.A.L (Methodology: Lead; Resources: Supporting; Software: Lead; Writing – original draft: Lead; Writing – review & editing: Equal) and J.L (Conceptualization: Supporting; Supervision: Equal; Writing – review & editing: Equal).
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Human or animal rights
This work doesn’t have any studies concerning to human or animal topics.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Laghari, R.A., Li, J. Modeling and optimization of cutting forces and effect of turning parameters on SiCp/Al 45% vs SiCp/Al 50% metal matrix composites: a comparative study. SN Appl. Sci. 3, 706 (2021). https://doi.org/10.1007/s42452-021-04689-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-021-04689-z