
Abstract
Welding-related loss of strength, especially in the case of fatigue, significantly reduces the range of applications for high-strength fine-grained structural steels. In order to counteract this situation, the aim of the work is to increase the strength of welded joints made of high-strength fine-grained structural steels by using coated welding consumables. This is described using the example of a titanium coating for quasi-static and abrupt dynamic load and fatigue. The thermomechanical rolled fine-grained structural steel S700MC is used as the base material, using a welding filler of the same type. MAG welding was used to produce the fillet welds on a T-joint. In addition to tensile tests at four different load speeds up to 2 m/s, the results of fatigue tests are presented. In addition, the microstructure of the weld seams is examined by metallographic methods and the scanning electron microscope. A comparison with two joints from an unmodified variant and another steel grade with comparable properties (S690QL) serves to classify the results. It is shown that the use of modified filler metals has a significant influence on the overall strength of the welded joint due to the rounding of the weld toe. Thus, the fatigue strength can be increased by around 50%. In addition, the strength under sudden dynamic load can be increased by 10%.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In order to fully utilize the properties of high-strength steels, it is essential to achieve their strength properties under different types of loads (quasi-static, suddenly dynamic and cyclic fatigue), including integrally in the area surrounding welds. This is usually not given by the thermal effects of the welding processes. Notches caused by welding in particular have a negative influence on the properties here. The aim of the investigations carried out is to reduce this negative effect of welding-related notches. For this purpose, the composition, the welding process and the surface tension of the melt are positively influenced in MAG welding by means of a surface coating on the filler metal.
Currently, in arc welding, various possibilities are currently used to influence the weld seam characteristics. These are, among others, the modification of the viscosity of the melt and the arc characteristics through the use of different shielding gases [1, 2], and modern welding process controls [3, 4]. The use of nanoparticles on the welding filler surface is also currently being investigated for the modification of the weld metal properties and the arc [5]. Besides the application of nanoparticles on the filler surface, a complete surface coating on the filler surface can be applied by magnetron sputtering to influence the surface tension and flowability of the melt as well as the mechanical properties of the weld metal and the arc [6, 7].
An effective way to reduce the effect of welds on fatigue strength is to soften the notch at the weld toe between weld metal and base metal [8].
This strategy is used, for example, in TIG dressing or in the application of higher-frequency hammering techniques in addition to the introduction of residual stresses [9].
By surface coating the filler with magnetron sputtering, the surface tension of the melt and the arc characteristics could be significantly modified [6]. This effect is now to be exploited to achieve a targeted increase in the strength of welded joints. In preliminary investigations [10], it was shown that titanium as a coating element has the greatest influence on the surface tension of the weld pool. Due to its good ionizability, titanium ensures a longer arc and reduces the surface tension of the weld pool. The addition of the titanium into a solid wire should not have the same effect, due to lowered participation in the arc plasma. It was shown that a flatter and wider penetration behavior can be achieved using these effects [11, 12].
The effects of titanium on the microstructure have been studied and published in various papers, f.e. [13]. Seo et al. show that the formation of acicular ferrite can be significantly increase by the addition of small amounts of titanium. Furthermore, they show that these additions on the microstructure have a strong impact on the mechanical properties of the weld metal; especially, the toughness can be raised up to 50J Charpy Energy at − 60 °C using an addition of 0.06 wt% of titanium in the filler. The maximum Ti-content that was studied had been 0.091 wt%. In this study, the Ti-content was increased way above 0.75 wt%. Furthermore, the microstructural changes of the weld metal caused by the surface coating are described.
The comparison of the integral joint properties using the novel modified Ti-coated filler metal with welded joints using unmodified filler metal and a second base material compares the achieved joint strength with the state of the art and concludes the work.
2 Experimental and peripheral conditions
In the following, the sample preparation, specimen extraction as well as the boundary conditions on the examination side are described.
2.1 Base materials
The base materials used for the study are a water-quenched and tempered fine-grained structural steel (S690QL), state of the art, and a thermomechanical rolled fine-grained structural steel (S700MC). Both materials were used in previous studies [6, 12].
The chemical composition of the two base materials is shown in Table 1(a).
These two materials differ in the carbon, manganese and chromium content. The mechanical properties comply with standard specifications as shown in Table 1(b). Due to the used sizes of the steel sheets, the toughness has not been considered.
2.2 Modification of filler material
The filler wire was coated in an industrial coating plant, normally used for tools as shown in Fig. 1. The filler metal was wrapped around an existing cage-like structure and then coated by magnetron-assisted sputtering as shown in Fig. 1, like shown in preliminary studies [6, 10, 11]. It was shown in these preliminary studies that the filler metal can be coated almost uniformly around the entire circumference. A coating thickness of initially 10 µm of titanium was conducted. The coating thickness was measured in a cross section of the wire. The 10 µm will add around 2 wt% of titanium into the weld metal if no dilution or burn-off takes place. The calculation is shown in [7].

PVD system for coating the wire electrodes [11]
2.3 Welding and specimen geometry
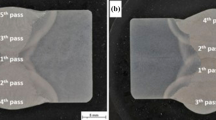
For determination of the properties of the joint as well as for determination of the influences on the microstructure, double-sided fillet welds at a T-joint were carried out using gas-shielded metal arc welding. The final welding specimen is shown in Fig. 2. A mixture of argon (82%) and carbon dioxide (18%) was used as shielding gas.

Welded specimen
The welding parameters correspond to those listed in Table 2. The interpass temperature was held below 75 °C between the welding pass on each side. This ensures the avoidance of effects due to different interpass temperature. A full penetration has not been achieved.
After the welding was completed the welding tests, the specimens were cut, and the final specimen shape was achieved by milling and grinding. The sample geometry used is shown in Figs. 3 and 4.

Flat-shaped specimen

T-shaped specimen
Two different sample geometries were then taken from the double-sided fillet welds at the T-joint to determine the mechanical properties of the joint. The flat tensile specimen as shown in Fig. 3 is used to determine the properties in the tensile test and to determine the S–N-curves under the normal stress hypothesis.
The T-Probe for the investigation of the behavior under consideration of local notch stresses is shown in Fig. 4.
In addition to the samples for the investigation of the mechanical properties, samples were taken for cross sections in the middle of the weld seams.
2.4 Hardness measurements
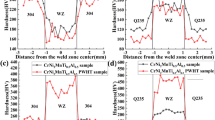
In the cross section, at least three hardness measurements according to the standard procedure for Hardness after Vickers HV0.2 were carried out in the middle of the weld seam. The stated values are mean values of at least 5 measurements.
2.5 Microstructural analysis
To evaluate the microstructure, images of the microstructure were taken using a scanning electron microscope and an incident light microscope after metallographic preparation and etching with Nital, Klemm I or LePera [14, 15].
2.6 Quasi-static and high-speed tensile test
A high-speed tensile test bench from Zwick with a maximum tensile force of 150 kN and a maximum loading speed of 20 m/s was used to carry out the tests described below. The sample is pulled by a hydraulically accelerated cylinder. At higher load speeds, there is no control of the speed of the pulling device during the test, but only a control of the pulling speed at the start of the test as shown in Fig. 5.

Test setup high-speed tensile tests
A high-speed camera is used to record the specimen elongation as shown in Fig. 5. By spraying a stochastically distributed high-contrast speckle pattern onto the specimens, the local elongations of the specimens can be calculated using suitable software, as shown in Fig. 5. For the determination of the mechanical properties and sudden dynamic loads, three different loading speeds (0.02 m/s, 0.2 m/s and 2 m/s) have been chosen. The corresponding strain rates are (0.57 1/s, 5.7 1/s and 57 1/s).
Furthermore, tensile tests according to DIN EN ISO 6892-1 were carried out to determine the quasi-static mechanical characteristic values which are shown in Table 1b. For each loading speed and for the quasi static tests, the given values are the mean values of 3 samples.
2.7 S–N-curves
The investigations of the behavior of the connection under cyclic loading were carried out on a resonance testing machine of the type Rumul Testronik 110 kN. Two fundamentally different specimen geometries were investigated. These differ significantly in the respective load types and ranges.
The T-sample is loaded by bending as shown in Fig. 6. This causes a local tensile load in the seam transition area in the area of a metallurgical and geometric notch. The load case of the flat tensile specimen corresponds to a tensile load over the entire specimen cross section, and thus, the cyclic strength of a combination of heat-affected zone and base material is investigated.

Load types in cyclic tests
The tests were carried out with a stress ratio of R = 0.1. In order to limit the test duration to a measure which can be carried out over time, the tests were initially carried out with a fatigue limit of 2 × 106 oscillation cycles as shown in Fig. 7. These tests for determining the short-time strength are standardized in DIN EN 50100 “Performance and evaluation of cyclic tests with constant load amplitude for metallic material samples and components”.

Coating thickness determination on the titanium-modified welding wire electrode
3 Results and classification
The results of the investigations are presented below.
3.1 Coating thickness after coating on the modified welding wire electrode
In the cross section of the surface-coated wire as shown in Fig. 16, the coating on the wire electrode is visible and has a thickness of 10 µm.
Beside the coating, a very fine-grained microstructure of the wire can be seen.
3.1.1 Chemical composition of the modified weld metal
The chemical composition of the weld metal produced using the titanium-modified wire electrode is shown in Table 3. The EDX analyses of the weld metal of a fillet weld have been carried out as a surface analysis in order to determine the influences of mixing with the base material.
It was shown that the titanium content in the weld metal could be increased to 1.14 wt % by modification. The calculation of the desired element content in the pure weld metal, without taking mixing and losses due to burn-off into account, resulted in a content of 1.92%. This means that 0.78% by weight are “lost” due to dilution and burn-off of the titanium. The calculation of the possible additional entry into the weld seam was carried out according to [7].
Figure 8 shows the penetration of the weld seam. From this, the dilution can be calculated. In the present case, this is 21%.

Dilution
The burn-off of oxygen affine elements in welding is commonly known especially for manganese.
3.2 Classification of microstructural change by filler metal modification
Figure 9 shows the cross section of the fillet weld of S700MC including the heat-affected zone. The typical microstructure of a weld seam can be observed and is shown in detail in Fig. 12.

Fillet Weld S700MC incl. HAZ
In addition to macroscopic grains, low-alloy high-strength steels usually also contain microphases. These phases are known as MA constituents (martensite austenite phases) [16,17,18]. The size and number of these microphases can be determined by various etching methods. One method is etching with methods from LePera or Klemm [14, 15]. During etching, austenite and martensite remain bright and ferrite gets a brownish or bluish color depending on the morphology [15].
Due to the modification of the filler—and the associated change in the chemical composition of the weld metal—significant differences in the structural morphology can be observed in comparison between Fig. 10 (modified) and Fig. 12 (unmodified).

Structure of the weld metal of the Ti-modified filler metal (etching with Nital)
In detail, Fig. 10 shows the structure of the weld metal made of Ti-modified filler metal using Nital as etchant. Fine precipitates are visible over the entire weld. Grain boundaries are not pronounced and not recognizable.
The etching according to Klemm-I as shown in Fig. 11 shows a ferritic–bainitic microstructure with possible MA constituents formed on the former austenite grain boundaries.

Structure of the weld metal of the Ti-modified filler metal (etching after Klemm-I)
In addition, large areas of the same phase morphology are visible, which are also pronounced beyond the primary austenite grain boundaries.
The unmodified weld metal shows large areas of acicular ferrite (AF) and some grain boundary ferrite. Compared to other microstructural morphologies, the AF has an increased toughness due to the chaotic structure [19] as shown in Fig. 12. This microstructure is typical for the used weld metal.

Microstructure of the weld metal of the unmodified filler metal to S700M (LePera etching)
In summary, it can be said that the modification of the filler metal triggers significant changes in the microstructure of the weld metal.
3.2.1 Distribution of additional titanium
In addition to the effects of the additional titanium on the microstructure morphology, the retention of the titanium in the microstructure is of great interest, since it can be inferred from this the mechanisms influencing the microstructure. Figure 13 shows the microstructure of the weld metal etched with Nital using the modified filler metal. In comparison with Fig. 10, Fig. 13 exhibits an increased etching time to visualize the prior austenite grain boundaries. Various precipitates are visible on the primary austenite grain boundaries. In general, the formation of titanium carbide or titanium carbonitrides can be anticipated by the high affinity of carbon to titanium.

Microstructure of the weld metal of the Ti-modified filler metal (etching with Nital) and EDX element distribution for titanium
Due to the large number of titanium carbides, the proportion of carbon dissolved in the steel probably decreases significantly. In order to prove that the precipitates are titanium-rich, elemental distribution images were taken with the aid of EDX analysis in the SEM. When looking at the same microstructure area under the optical as well as the scanning electron microscope, as shown in Fig. 13, the precipitates have clearly increased titanium contents (green).
If the precipitates are titanium carbides and the carbon content in the remaining microstructure is significantly reduced as a result, the conversion behavior changes significantly. The lower number of carbon atoms leads to a less pronounced lattice in the bainite as shown in Fig. 14. The titanium carbides can also be seen. In summary, it can be said that the modification has a significant influence on the microstructure of the weld metal. In the following, the mechanical properties of the joint and the weld metal are further described. It is therefore assumed that the modified filler can be used despite its different weld metal structures.

SEM of the modified weld metal
3.2.2 Hardness of the modified filler weld metal
The hardness in the weld metal of the modified filler metal was 275HV0.2. This is comparable with the unmodified weld metal. The hardness in the weld metal of the unmodified filler was 270HV0.2. The difference in hardness is in the range of the occurring scatter of hardness in weld metals.
3.2.3 Notch at the weld toe
As shown in Fig. 15, the notch at the interface between the weld metal and the base material is much softer. This should, as described at the beginning, lead to an increase in fatigue strength in particular and to a general integral strength of the welded joint. This is shown below.

Notch at the weld toe a unmodified filler b modified filler
3.2.4 Properties under quasi-static load
The properties of the joint under static load should preferably reach the strength of the base material. As shown in Table 4, the joint using the modified filler metal meets this condition and achieves a yield strength of at least 725 MPa. The elongation behavior with an elongation at break of approx. 10% also indicates a tough material failure. But it cannot be compared to the elongation of the sheet material due to the hindered elongation and the integral character of the measurement using the shown fillet weld specimen shown in Fig. 3. The joint with the modified filler material is right in the middle of the yield strength.
3.2.5 Mechanical properties under fatigue load
To validate the properties of the joint under cyclic load, samples were taken from the test specimens welded using the modified filler material as described above. These were tested for their technical fatigue strength in accordance with the nominal stress concept and the notch stress concept.
The nominal stress concept resulted in the S–N-curve shown in Fig. 16. The technical fatigue strength (FAT-level) is 333 MPa for the nominal stress concept.

S-N-curve according to the nominal stress concept for modified filler
For the notch stress concept, the S–N-curve shown in Fig. 19 was obtained. This has a technical fatigue strength of approx. 250 MPa at a stress ratio of R = 0.1 at two million load cycles.
In comparison with the S–N-curves of the unmodified specimens and the determined technical fatigue strengths, the welded joint produced with modified filler shows significantly improved behavior under cyclic load in fatigue tests as shown in Figs. 17 and 18.

FAT classes for tensile specimens of different material combinations (nominal stress)

FAT classes for T-samples of different material combinations (Notch stress)
In all cases, the fracture occurs on the weld toe in the notch and propagates through the HAZ to full fracture.
Exemplary the S–N-curves for the nominal stress and the notch stress concept are given below.
Figure 19 shows the S–N-curve for the conducted fatigue tests according to the nominal stress concept and with modification of the filler with the survival probability of 50% (Pü50%) and 95% (Pü95%). Figure 20 shows the S–N-curve for the tests for the modified filler and the notch stress concept accordingly.

S-N-curve according to the notch stress concept for T specimens with modified filler

Yield strength as a function of load speed
3.2.6 Properties under sudden dynamic loads
The properties of the joint produced under a sudden dynamic load can be estimated from the yield strength. Here, too, the yield strength of the joint using the modified filler meets the requirement for reaching the base material yield strength. This is independent of the loading speed. Even the increase in the yield strength with increasing loading speed shown in Fig. 20 can be expected, due to this behavior is typical for ferritic steels. The joint with unmodified filler exhibits a yield strength dip by 0.02 m/s loading speed. This dip is not present in the curve for the joint with the modified filler material. Overall, this leads to an increase in strength for the joint using Ti-modified filler of around 10%. As assumed, this effect can be explained. This effect can be attributed to the reduction in notch sharpness. This influence has already been described for unwelded steels [20].
4 Conclusion
The presented results show two different things:
-
1.
The results show that the fatigue strength of the welded base materials differs, although they have the same yield strength. Due to the use of the thermomechanical rolled S700MC, the fatigue strength can be raised of a minimum of 35%.
-
2.
A Ti-surface coating in a solid filler for GMA welding can have a significant influence on the weld metal microstructure and the performance of a joint under different load types:
-
a.
For quasi static loads, there is no difference in the achievable overall joint strength.
-
b.
For fatigue, the increase due to a softened notch at the weld toe, an increase in the fatigue strength of about 50% can be achieved.
-
c.
For crash-like sudden dynamic loads, an increase in the yield strength of 10% can be obtained.
-
d.
Due to the addition of titanium into the weld metal, the microstructure could be changed.
-
a.
The results show overall that the use of surface-coated filler in gas metal arc welding can have a significant influence on the mechanical properties of a joint and its microstructure.
References
Anttila S, Porter D (2014) Influence of shielding gases on grain refinement in welds of stabilized 21% Cr ferritic stainless steel. Weld World 58:805
Mvola B, Kah P (2017) Effects of shielding gas control: welded joint properties in GMAW process optimization. Adv Manuf Technol 88:2369
Stützer J, Totzauer T, Wittig B, Zinke M, Jüttner S (2019) GMAW cold wire technology for adjusting the ferrite–austenite ratio of wire and arc additive manufactured duplex stainless steel components. Metals 9:564. https://doi.org/10.3390/met9050564
Schaupp T, Rhode M, Yahyaoui H et al (2019) Influence of heat control on hydrogen distribution in high-strength multi-layer welds with narrow groove. Weld World 63:607
Vimalraj C, Kah P, Layus P et al (2019) High-strength steel S960QC welded with rare earth nanoparticle coated filler wire. Int J Adv Manuf Technol 102:105
Wesling V, Schram A, Müller T, Treutler K (2016) Influencing the arc and the mechanical properties of the weld metal in GMA-welding processes by additive elements on the wire electrode surface. In: IOP conference series: materials science and engineering
Gehling T, Treutler K, Wesling V (2019) Targeted influence on the weld strength of high-strength fine-grain structural steels in the GMA welding process through functionalized weld material surfaces. Weld World
Jármai K, Pahlke H, Farkas (2014) Cost savings using different post-welding treatments on an I-beam subject to fatigue load. Weld World 691
Pedersen M, Mouritsen O, Hansen M et al (2010) Comparison of post-weld treatment of high-strength steel welded joints in medium cycle fatigue. Weld World R208
Wesling K, Treutler, Gehling T (2018) Influence on the weld strength of high-strength fine-grained structural steels by thin-film-coated GMA welding electrodes. In: IOP conference series: materials science and engineering 373
Treutler K, Schram A, Wesling V (2017) Beeinflussung des MSG-Schweißprozesses und der Eigenschaften des Schweißgutes durch Zusatzelemente auf der Drahtoberfläche, In: DVS-Berichte Band 320 36. Assistentenseminar Füge- und Schweißtechnik, Düsseldorf, DVS Media GmbH, pp 27-32
Treutler K (2019) Schweißen von Leichtbaurahmenkonstruktionen: funktionale Werkstoffauswahl und Schweißzusatzwerkstoffmodifikation, Clausthal-Zellerfeld, Dissertation, TU Clausthal: https://doi.org/10.21268/20190612-0
Seo JS, Seo K, Kim HJ et al (2014) Effect of titanium content on weld microstructure and mechanical properties of bainitic GMA welds. Weld World 58:893–901. https://doi.org/10.1007/s40194-014-0168-1
Angeli J, Kneissl A, Füreder E. Ätzen für die Phasencharaktisierung von niedriglegierten, hochfesten Mehrphasenstählen. Praktische Metallografie 53:489–504
LePera F (1980) Improved etching techniques to emphasize martensite and bainite in high-strength dual-phase steel. JOM 32:38–39
l Yin, Wang J, Chen X, Lui C, Siddiquee A, Wang G, Yao Y (2018) Microstructures and their distribution within HAZ of X80 pipline steel welded using hybrid laser-MIG welding. Weld World 62:721–727
Soliman MA (2008) Phase transformations and mechanical properties of new austenite-stabilised bainite steels (Dissertation). Clausthal-Zellerfeld. Pieper
Suikkanen P (2009) Development and processing of low carbon bainitic steels, C, 340th edn. Acta Universitatis Ouluensis, Oulu
Loder D, Michelic S, Bernhard C (2016) Systematische Untersuchung der Azikularferritbildung in Sthählen, Berg- und Hüttenmännische Monatshefte, pp 315–320
Stael von Holstein J, Bick T, Treutler K, Wesling V (2019) Impact of notch geometry on dynamic strength of materials. Mater Test
Acknowledgements
The presented works were developed in the context of K. Treutlers doctoral thesis [12] under the supervision of Prof. Dr.-Ing. Volker Wesling.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interests within this work.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Treutler, K., Wesling, V. Usage of Ti-surface-modified filler material to increase the joint strength of High-Strength Low Alloyed (HSLA) steels under different load types. SN Appl. Sci. 2, 2137 (2020). https://doi.org/10.1007/s42452-020-03884-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-020-03884-8