
Abstract
In this paper, we present a laser etching and drilling technique for thin glass materials based on the use of finite-energy pulsed Bessel beams orthogonally impinging on the sample surface. Thanks to the elongated focal zone of the quasi-non-diffractive beam, the laser processing can be performed without scanning the beam position along the thickness of the transparent material sample, but simply moving the sample in the plane orthogonal to the beam. We first present the results of single-shot glass microfabrication performed to identify the optimal laser parameters needed for an efficient internal material ablation. We then describe the micromachining technique used for etching the dielectric material at glass–air interfaces and for generating, without chemical etching, through-holes in thin glasses.
Similar content being viewed by others

1 Introduction
Ultrafast pulsed laser systems are widely applied in many scientific and industrial fields, especially for the forever growing industrial demand for quality and fast processing of transparent materials and micrometer scale high-quality devices [1]. Though conventional methods such as diamond drilling, water jet drilling and micro-sand blasting are still applicable [2], the limitations due to the production of cracks, low fabrication rates and aspect ratios make the applications of ultrafast laser processing much more promising.
The microfabrication of dielectric materials with ultrashort high-intensity laser pulses relies on the strong nonlinear absorption process of energy, enabling a structural modification such as a refractive index change or the creation of voids and ablations inside the material, with high precision. Indeed, the advantage of using femtosecond or picosecond laser sources lies in the ability to deposit energy into the material before thermal diffusion occurs, resulting in the reduction in heat-affected zones [3].
Micro-hole drilling and cutting in transparent materials have played an important role in the field of micromechanics, microelectronics, microphotonics and microbiology, especially for microfluidics devices. For micro-hole drilling, the current fabrication method still heavily relies on photolithography techniques, which require advanced facilities and numerous processing steps. They are often limited in material type and geometry. The diameters of the holes remain large and with taper or with irregular inner walls. On the other hand, although ultrashort pulsed laser sources (in the picosecond or femtosecond regime) have recently found great interest for material processing and microdrilling, focused Gaussian pulses also lead to taper profiles and unwanted channel distortions, in addition to a difficult independent manipulation of the diameter and depth of the channels or holes to be fabricated.
Ultrafast laser material processing has undergone an important improvement with the development of non-diffracting beams. These beams enable overcoming many of the difficulties usually encountered with standard Gaussian beam focusing in materials [4]. In particular, finite-energy Bessel beams (BB) [5] have been the object of intense research and applications in different fields. Thanks to their self-reconstruction property, their elongated focal zone (orders of magnitude longer than the Rayleigh range of a Gaussian beam focused down to the same core dimension) and the capacity of maintaining a smooth longitudinal fluence profile under both linear propagation and nonlinear propagation [6], BB have been used in micromanipulation [7], microscopy [8], micro- and nanostructuring [9,10,11,12,13,14,15,16] and cutting [17,18,19,20] of transparent materials.
In this paper, we have investigated the optimal laser conditions and Bessel beam parameters for etching glass samples at air/material interfaces and for drilling in multiple shots micrometer size (down to 50 μm) through-micro-holes in 150–200-μm-thin glass samples with high precision and aspect ratio till 1:4. These holes almost taperless can have a good sidewall verticality and regularity, without micro-cracks on the surface, which is ideal to match the requirements of many industrial applications (such as interposers with through-glass vias technology). To this end, we have implemented a glass machining process based on the combination of non-diffractive Bessel beams with the trepanning technique, which allows extreme finesse of micromachining, avoiding undesirable thermal effects and formation of heat-affected zones, which in more standard techniques compromise the mechanical stability by seeding micro-crack propagation. Here, we present the results obtained in BK7 (borosilicate glass) and in AF32 glass, the latter being a material with low coefficient of thermal expansion (low CTE). We show the possibility to have a space between the holes of 10 μm, which allows a further decrease in the dimensions of a potential chip if compared to through silicon vias [21]. Moreover, the 3D microfabrication performed without moving the sample along the beam propagation direction allows us to relax the mechanical constraints of typical production line currently in place with alternative techniques.
2 Experimental setup
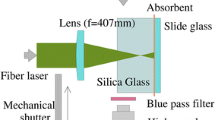
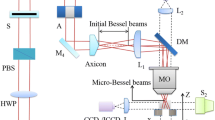
Finite-energy Bessel beams have here been used to drill in one-step through-holes of different shapes in thin glasses, without the need of chemical etching, in contrast to previous work. In particular, chemical etching was used together with BB processing for the generation of microcapillars [22]. Our experiments have been mainly performed by means of a 20-Hz Ti:sapphire laser system (Amplitude Technologies) delivering 40-fs transform-limited pulses at 800-nm wavelength. In a second phase of the experiment, a Pharos laser (Light conversion) delivering 200-fs transform-limited pulses at 1030-nm wavelength and working at 12-kHz repetition range could be used. In both cases, by detuning the laser compressor the pulse could be stretched and the pulse duration adjusted in the picosecond range, for an efficient high aspect ratio bulk modification with Bessel beams [13]. The output laser Gaussian beam was spatially filtered and reduced in size before impinging on an axicon (base angle 1°) for the generation of a Bessel beam with two different geometries: The BB was demagnified by a suitable telescopic system constituted by a lens (with focal length of 300 mm in one case and then of 200 mm in a second case) and a 0.45 N.A. 20× optical microscope objective just before the sample. It was eventually featured at the sample position by a 15° or a 12° cone angle in the two cases, corresponding to a central core size in the range of 1–1.5 μm and a Bessel zone (non-diffractive length) of about 200 μm or 300 μm, respectively (full width at half maximum); these beam features were characterized in air before the micromachining process by means of an imaging system. During the laser writing, a real-time imaging of the (back-illuminated) sample surfaces was also performed onto a CCD camera, allowing also to carefully adjust the relative positioning of the BB focal length with respect to the glass sample (note that this length increases by refraction in glass), for the optimization of the beam interaction along the whole sample thickness (see Fig. 1). In particular, the BB was positioned in such a way that the Bessel zone was symmetrically distributed along the sample thickness, i.e., with the maximal intensity in the middle of the sample.

a Example of BB formation by means of an axicon (conical lens) and recorded transverse intensity beam profile at the sample position; b scheme of the relative positioning of the Bessel zone with respect to the sample
3 Results and discussion
We started to study the interaction of the BB with the glass bulk in single shot. To this end, the Bessel beam was injected orthogonally to the surface of a glass sample of BK7 with thickness 150 μm and close to a polished lateral surface. The optical microscope images of the sample side allowed us to highlight the conditions for which traces of efficient internal bulk ablation could be obtained. A preliminary study as function of the pulse duration and of the pulse energy was performed. Figure 2 highlights the single-shot generation of elongated channel-like microstructures across the whole sample thickness obtained in the picosecond regime [13]. We can notice that for a given energy value, longer pulse durations allow to obtain a stronger internal modification along the whole thickness of the material.

Microchannels obtained by single-shot BB machining with a pulse duration of 1 ps (a), 3 ps (b) and 6 ps (c) for different pulse energies. The BB cone angle was in this case 15°
Indeed, as already observed [13, 23], the picosecond BB laser writing regime being characterized by electron avalanche ionization during the radiation–matter interaction process allows to have a strong energy deposition along the plasma channel generated during the BB nonlinear propagation. Note that for a pulse duration of 6 ps for instance and energies greater than 40 μJ, the single-shot microstructures are irregular and present traces of internal damage and cracks in addition to a simple refractive index modification. The observation of the sample with the phase-contrast microscope (Fig. 3) allows us to highlight (white) regions internal to the microstructures corresponding to negative refractive index change, thus indicating the possibility to obtain material rarefaction or even voids inside the microchannels. Following these observations and the drilling tests that followed after this study, the criterion for working in an optimal regime for the etching of glass–air interfaces including also preexisting apertures, or for the direct drilling of through-holes in the glass material (in both cases without any chemical etching), has been to choose a pulse duration and a pulse energy in such a way to preliminary obtain in single-shot elongated damages such as those illustrated in Fig. 3. These conditions turned out to be the best for obtaining the optimal results (and sufficient damage) in the micromachining applications described in the following.

Zoomed microchannels of Fig. 2c [corresponding to the pulse energy of 57 μJ (left) and 64 μJ (right)] observed with a phase-contrast microscope
Non-diffracting beams such as Airy beams were already used in [24] for the curved machining and etching of silicon. In our case, the first etching tests were performed on glass by initially positioning the Bessel beam focal line outside the glass sample, then progressively shifting the latter in the (x, y) plane in such a way to make the intense core, distributed along the non-diffracting zone, laterally interacting with the glass-air interface. The etching was performed along a line (parallel to the side of the sample), for instance, of 100-μm length in the y direction, repeating the operation progressively deeper inside the sample (the latter was progressively shifted along x, line after line). The result is a lateral superficial ablation with a desired dimension depending on the number of passes of the beam along the writing line and in depth along x. These microfabrication tests have been realized with parameters chosen on the basis of the previous results illustrated in Fig. 2, keeping the BB cone angle equal to 15° and initially varying the pulse duration between 1 ps and 6 ps. When increasing the pulse duration, we have also increased the pulse energy in such a way to guarantee in all cases a similar peak intensity of the Bessel core (of about 1013 W/cm2). An example of a clean lateral etching of a 150-μm BK7 glass sample performed by BB laser machining with the Ti:sapphire source is reported in Fig. 4. The sample translation speed was optimized to have the best results along the whole sample thickness. This corresponded to having single BB shots and thus single elongated interaction zones, along the sample depth equally spaced (both in x and in y) by 0.5 μm.

Example of lateral ablation of a 150-μm-thick BK7 glass sample. BB parameters used: pulse energy E = 50 μJ, pulse duration τ = 6 ps and micromachining step (i.e., distance between elongated interaction zones) 0.5 μm. Bottom view (a), lateral view (b) and (c) top view of the sample observed with an optical microscope
In general, the complete length of the BB focus line can be used for processing a transparent material when there is sufficient overlap between neighboring pulsed micro-Bessel beam interaction zones. While the Bessel zone length corresponding to the first laser pulse is usually inside a material which has not yet been processed, any further Bessel zone length associated with a successive pulse falls partly into one or more pulsed micro-Bessel beam interaction zones. This has allowed us to extend this etching technique for the enlargement or reshaping of preexisting apertures. For instance, if we distribute the BB interaction zones along concentric circles around a fixed central point of a preexisting aperture and the circles formed by the writing trajectories progressively increase in radius after each single pass, then it is possible to generate circular holes within the glass material. A minimum achievable size of the through-holes depends on the sample thickness and on the geometrical parameters of the BB. An example of a “polished” through-hole obtained by means of the BB laser etching technique described here is shown in Fig. 5. Note that the initial aperture featured by superficial cracks was preliminary obtained by strongly focusing onto the sample with a 50-mm focal length lens, 8 mJ, 200-fs Gaussian laser pulses from the Ti:sapphire laser, for a time duration of about 10 s.

Example of BB laser etching of a preexisting bad quality aperture (a) in a 150-μm BK7 glass sample. Optical microscope images. Bottom view (b) and top view (c) of the final etched hole. Pulse duration 6 ps and energy per pulse 60 μJ
Alternative examples of trajectory types comprise ellipse-like shapes, circle-like shapes, spiral-like shapes, or triangular, rectangular, or generally arbitrary shapes that preferably allow processing trajectory sections that extend next to each other in a sequence, with a well-defined separation of the interaction zones.
Figure 6 illustrates two other examples of particular apertures realized from preexisting irregular holes.

Optical microscope top view of particular through-apertures realized in a 150-μm-thick BK7 glass sample, by means of the BB etching technique. Pulse duration 6 ps and energy per pulse 60 μJ
Our BB laser micromachining technique has been further extended to the direct generation of through-micro-holes in a non-processed sample. In fact, by considering the same laser beam parameters as those used for the etching and sufficient pulse energy to induce strong damage inside the bulk along the whole BB interaction zone, we have demonstrated the possibility to drill apertures in the dielectric material. As before, the laser processing technique was based on the partial superposition of neighboring BB focal lines (i.e., interaction zones in the material), with trajectories that can be concentric or spiraling for instance, in other words, a combination of BB machining and trepanning technique. The experiment was performed on 150-μm-thick BK7 samples and on 200-μm-thick AF32 glass samples, using for the latter both the Ti:sapphire laser and the Pharos laser. The advantage of using the latter source was the faster repetition rate (15 kHz) enabling a faster processing time. Note that in the AF32 case (thicker and with much lower CTE than the BK7 glass), the best results were obtained for the same pulse duration than the BK7 case, but a higher energy per pulse (140 μJ at the sample position, reachable with the Ti:sapphire laser source) also due to the different BB configuration (12° cone angle and thus a distribution of the pulse energy along a longer Bessel non-diffracting zone). With these parameters, circular micro-holes (with arbitrary dimensions, down to 50 μm) could be drilled in a single trepanning (spiraling trajectories) processing pass (see, for instance, Fig. 7d). We mention that the smaller amount of available energy delivered by the high repetition rate Pharos laser allowed us to drill similar holes by repeating the trepanning process three times. Note that in case of sufficient available amount of energy and when working in the kHz regime (12 kHz), such a hole can be drilled in one pass in 3 s. The best aspect ratio achieved was 1:4, and this value is limited by the finite damage spot produced on the sample surfaces by the BB after each impinging shot; the superficial damage extension depending in fact both on the core beam dimensions and on the minimum number of spiraling or circular writing trajectories needed to “dig” sufficiently the bulk before the complete extrusion of the material from the central part. Figure 7 illustrates the progressive hole formation in an AF32 glass sample, as the number of writing rounds increases, confirming the possibility to drill a through-hole in glass without the need of a preexisting aperture.

Lateral views taken with an optical microscope of the drilling micromachining process performed close to a lateral side of the AF32 glass sample. The first three images correspond to three progressive machining experiments: In a, only 20 circular writing trajectories (rounds) were applied, and in b, c, the machining was performed for 30 and 40 writing rounds, respectively. Only in c, a through-hole was generated as shown in the corresponding top view and bottom view of (d), at top and bottom, respectively. The BB cone angle in this experiment was 12°, and the hole shown here was obtained using the Ti:sapphire source. The scale bar is the same for all images
Finally, we tested the possibility to closely space the through-holes that can be generated, without breaking the sample. An example of this test is shown in Fig. 8 where we report two sets of circular and square holes performed in the AF32 glass sample, with the BB micromachining technique, without any chemical etching, by means of the Pharos laser. The images have been recorded with an optical microscope after having put the sample in an ultrasonic bath for the removal of residual particles deposited around the hole entrance and exit. No cracks nor micro-cracks appeared after this operation. The use of a high repetition rate laser system is reflected in the presence of a slightly higher tapering at the top and bottom of the holes due to some additional thermal effects at the sample surfaces during the laser material interaction. The high quality of the apertures is evident, especially at the top, while the bottom side still presents some irregularities. The possibility to optimize the rear side quality is currently under investigation.

Images recorded with an optical microscope. Top view (a, b) and bottom view (c, d) of circular and square through-holes realized on a 200-μm-thick AF32 glass sample, with the Pharos laser, by means of the BB micromachining spiraling processing technique. The scale bar is the same for the four images
4 Conclusions
In this work, we have shown the possibility to use non-diffracting Bessel beams to micro-etch or micro-drill in single pass thin glass samples with good precision and quality. In particular, we have implemented a glass machining process based on the combination of Bessel beams with the trepanning technique, which allows a good precision of micromachining, avoiding undesirable thermal effects and formation of heat-affected zones. We recall that nonlinear absorption creates a high-density plasma, so that shock and melting effects are responsible for material modification. The modification is well localized around the focal point of the beam, but the precision and the time needed to create a hole are directly related to the dimension of the focus, thus requiring typically long processing times to create micro-holes. Therefore, Gaussian systems are not ideal when a fast and deep etching, and smooth internal features of the apertures are required. Our BB laser drilling technique can be an alternative in order to combine all the advantages of standard Gaussian techniques with the possibility to etch glass–air interfaces and to create micro-holes with good superficial quality and high aspect ratio, without the need to scan the beam along the sample thickness. We have shown the possibility to have a spacing of 10 μm between the (50 μm sized) micro-holes without any micro-cracks on the surface, making this technique interesting for industrial applications requiring the need of thin interposer chips (especially based on low CTE material) to be used, for instance, in through-glass vias technology.
References
Sibbett W, Lagatsky AA, Brown CTA (2012) Opt Express 20:6989
Hwang DJ, Choi TY, Grigoropoulos CP (2004) J Appl Phys 79:605
Gattass RR, Mazur E (2008) Nat Photonics 2:219
Courvoisier F, Stoian R, Couairon A (2016) Opt Laser Technol 80:125
Durnin J, Miceli JJ Jr, Eberly JH (1987) Phys Rev Lett 58:1499
Polesana P, Franco M, Couairon A, Faccio D, Di Trapani P (2018) Phys Rev A 77:043814
Garces-Chavez V, McGloin D, Melville H, Sibbett W, Dholakia K (2002) Nature 419:145–147
Planchon TA, Gao L, Milkie DE, Davidson MW, Galbraith JA, Betzig E (2011) Nat Methods 8:417
Bhuyan MK, Courvoisier F, Lacourt PA, Jacquot M, Salut R, Furfaro L, Dudley JM (2010) Appl Phys Lett 97:081102
Duocastella M, Arnold CB (2012) Laser Photonics Rev 6:607
Bhuyan MK, Courvoisier F, Phing HS, Jedrkiewicz O, Recchia S, Di Trapani P, Dudley JM (2011) Eur Phys J Spec Top 199:101
Bhuyan MK, Courvoisier F, Lacourt PA, Jacquot M, Furfaro L, Withford MJ, Dudley JM (2010) Opt Express 18:566
Garzillo V, Jukna V, Couairon A, Grigutis R, Di Trapani P, Jedrkiewicz O (2016) J Appl Phys 120:013102
Liu X, Sanner N, Sentis M, Stoian R, Zhao W, Cheng G, Utéza O (2018) Appl Phys A 124:206
Jedrkiewicz O, Kumar S, Sotillo B, Bollani M, Chiappini A, Ferrari M, Ramponi R, Di Trapani P, Eaton SM (2017) Opt Mater Express 7:1962
Kumar S, Eaton SM, Bollani M, Sotillo B, Chiappini A, Ferrari M, Ramponi R, Di Trapani P, Jedrkiewicz O (2018) Sci Rep 8:14021
Bhuyan MK, Jedrkiewicz O, Sabonis V, Mikutis M, Recchia S, Aprea A, Bollani M, Di Trapani P (2015) Appl Phys A 120:443–446
Rapp L, Meyer R, Furfaro L, Billet C, Giust R, Courvoisier F (2017) Opt Express 25:9312
Dudutis J, Stonys R, Račiukaitis J, Gečys P (2018) Procedia CIRP 74:333–338
Meyer R, Froehly L, Giust R, Del Hoyo J, Furfaro L, Billet C, Courvoisier F (2019) Appl Phys Lett 114:201105
Sunohara M, Tokunaga T, Kurihara T, Higashi M (2008) 58th electronic components and technology conference, IEEE, pp 847–852
Yashunin DA, Malkov YuA, Mochalov LA, Stepanov AN (2015) J Appl Phys 118:093106
Lamperti M, Jukna V, Jedrkiewicz O, Di Trapani P, Stoian R, Itina T, Xie C, Courvoisier F, Couairon A (2018) Appl Phys Lett Photonics B 3:120805
Mathis A, Froehly L, Furfaro L, Jacquot M, Dudley JM, Courvoisier F (2013) JEOS:RP 8:13019
Acknowledgements
We thank Technoprobe Spa for the lending of the Pharos laser source (Light conversion).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Jedrkiewicz, O., Valetti, D. & Di Trapani, P. Etching and drilling of through-holes in thin glass by means of picosecond Bessel beams. SN Appl. Sci. 1, 1267 (2019). https://doi.org/10.1007/s42452-019-1328-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-1328-0