
Abstract
The removal of molten aluminum from Hall–Heroult cells is known as the tapping process. Metal produced in the aluminum electrolytic cell is removed by vacuum using a crucible through a tapping tube. The purpose of metal tapping is to keep the metal volume at the optimum production level. It is possible that a certain amount of bath is entrained with metal when the metal is siphoned into the crucible. One of the challenges faced by aluminum smelters is the high volume of dross processed in the cast house plant as a result of bath tapped with metal from the reduction cells. The aim of this review is to discuss previous aluminum tapping models and trends in technology developments with the aim of improving the tapping operation. The advantages and limitations of existing model studies are also discussed in the context of electrolytic bath carried over with liquid metal during tapping from the reduction cell. A fundamental approach of the quality of tapping flows is also proposed for further investigation.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Aluminum is produced industrially by the Hall–Heroult process [1, 2], named after its inventors Charles Martin Hall and Paul Louis Toussaint Heroult. The so-called aluminum twins present a bunch of similarities: they were born the same year, they died the same year and they filed their patents the same year, 1886 [3, 4]. The classic Hall–Heroult aluminum electrolysis process consists of electrochemical decomposition of alumina dissolved in sodium-cryolite based electrolyte (Na3AlF6) known as bath at 950–970 °C. This process is governed by Faraday’s law of electrolysis. Under the influence of direct amperage and low voltage current the liquid aluminum collects at the cathode while the oxygen reacts exothermically with anodic carbon to form carbon monoxide and dioxide gases [5]. The main reaction taking place in the cell can be expressed by the carbothermic reaction of alumina (\(Al_{2} O_{3}\)) by the following equation:
The carbon is supplied to the reaction by consuming pre-baked anode blocks made of mixture of coke, pitch and recycled anode butts [6]. The process is carried out in large thermally insulated pots known as reduction cells as shown in Fig. 1 [1].

Front-view of a prebaked electrolytic cell [2]
Inside the electrolytic cell, liquid aluminium and cryolite bath are separated into immiscible layers, about 20 cm thick, by the relatively small density difference (metal 2270 g/cm3 and bath 2070 g/cm3). That is why the electrolyte (bath) always floats on top of the molten aluminium (metal phase). In an operating cell there are electromagnetic forces known as Lorentz forces. They are responsible for metal and bath flow as well as the metal–bath interface [7]. The metal/bath interface is not totally flat in aluminum electrolytic cells. In the previous review, a fixed horizontal position of the metal/bath interface was considered [8]. Because if the metal/bath interface is flat Lorentz forces are zero [5].
In industrial cell, the electrolyte composition is typically close to 80% cryolite (Na3AlF6), 10–12% aluminum fluoride (\(AlF_{3}\)), 2–4% alumina (\(Al_{2} O_{3}\)) and 4–7% calcium fluoride \(CaF_{3}\) on a weight basis [9, 10].
To retain optimum operation conditions, the metal product is periodically tapped out of the cell at regular intervals, either by draining the cathode or by siphoning. This review is about the latter tapping option. The tapping operation is conducted on a batch-wise basis while the production of aluminum in each cell is continuous [11]. Successful tapping ensures stability of aluminum reduction cell operation which is necessary for high productivity [12]. However, a large volume of metal is always left in the cell to minimize the effects of the tapping on the cell’s electrical balance. In the past molten aluminum was removed by breaking a hole in the cell wall, allowing the metal to pour out. This was hot and dangerous work. Modern methods made use of compressed air to siphon molten aluminum into a receptacle known as a crucible [13]. The latter technology is the focus of this review. The mass of metal to be siphoned is pre-determined in accordance with standard operating procedures and will depend on the production levels of the electrolytic cell. Typically the tapping crucible is designed with a capacity sufficient to permit tapping of three or four cells and thus the metal from the cell is mixed in the tapping crucible. If sufficient care is not taken, the electrolyte (bath) may be withdrawn along with the aluminum metal into the tapping crucible [12, 14]. In some instances the entrapment of the cryolite bath in liquid aluminium is unavoidable, and its amount depends on the skills of the operator and the level of aluminium in the cell [15]. In modern cells, the quantity of bath entrained with the molten aluminum varies between 10 and 40 kg/t. An extraction of the molten aluminum from the cells without entraining the electrolytic bath is a difficult operation [14]. Whiteley [13] argued that the bath carryover could be minimized by strict adherence to tapping standard operating procedures, which ensured that the sludge (or undissolved alumina) is pushed away before the tapping commences; that the vacuum is not applied until the tapping pipe tip (or spout) is at the optimal location. There is no data available on this matter, some researchers and operators identified the optimal location of the spout in the region between the interface and the cathode [14, 16]. However tapping remains something of an art where the tapper tries to see the small difference in appearance between bath and metal during tapping. Bath tapped with metal impacts negatively on the downstream process (casting) by increasing the volume of dross and operational costs. The more electrolytic bath is sucked with metal, the more the tapping tube and the crucible will be soiled [17].
A few researchers have attempted to investigate the metal tapping flow using different tools and techniques. Their findings are discussed in this review. Chen et al. [18] for example simulated the aluminum metal tapping flow using computational fluid dynamics method. They focused on the stress surface generated on the cathode with liquid metal flow inside the tapping tube. Their calculated results showed that the averaged surface stress on the cathode was a function of the averaged velocity inside the tapping pipe. However, bath entrainment could not be observed by two-dimensional simulation. Therefore, the development of a three dimensional computational model of tapping flows was deemed necessary. The fast mode of tapping results in bath pick up in the crucible. Goutiere and Dupuis [19] carried out a physical modelling study of bath aspiration during tapping of aluminum from the electrolytic cell to develop an understanding of mechanisms responsible for bath entrainment. They identified the following three mechanisms responsible for bath tapping during tapping:
-
The aspiration is initiated by the formation of chaotic vortices on the side of the tapping tube.
-
Interfacial deformation takes place and stabilizes at the rear of the tube.
-
The tapping mass flow rate and the tapping tube are key parameters.
It has been found that a further problem during withdrawal of metal was that the amount of entrained electrolyte bath varied widely from cell to cell. This may be caused by factors including variability of metal depths, location of frozen electrolyte and the presence of undissolved clumps of alumina beneath the metal layer known as sludges [20]. Walker [16] studied the visualization of aluminum metal flows using a full-scale physical model at various tapping tube tips. He found that the entrainment of large amount of bath occurred only at low metal heights in three flow regimes. He concluded that increasing the flow velocity in the pipe caused entrainment of the electrolyte above the interface. Goutiere [21] patented an apparatus and method for tapping metal. He observed that by including an enlarged wall portion at the suction end of the siphon, the formation of vortices could be disrupted or displaced during metal tapping. These vortices could be responsible for the aspiration of molten electrolyte from the molten electrolyte/metal interface during tapping. Thus, he concluded that the enlarged wall portion appeared to hinder the aspiration of the electrolyte into the metal. On the other hand, video monitoring of the metal stream inside the crucible had been tested and promised to improve the observation of the flow through the window in the crucible but results were not satisfactory for industrial application [22]. This was because quantitative determination of the bath contamination entrained with the metal were difficult on the basis of one-sided view, and completely obscured view of the metal stream [23]. An automated regulator system had been developed and patented by the Electricity Charpente Lifting (ECL) services, that allowed the control and the regulation of aluminum sucked from the pot with control loop. This has been proved to be effective in reducing the bath by 50% 1 year after the technology has been integrated at Sohar aluminum [17]. The most promising method to reduce bath carryover was found to be the limitation of mass flow of tapped aluminum, provided that proper operating methods are followed [22]. According to Goutiere and Dupuis [19], an increase of the tapping mass flow rate enhanced the deformation of metal/electrolytic bath interface and as a result bath aspiration increased. However much research had been done about the modeling of the aluminum reduction process [11, 22, 24, 25]. In this review are discussed previous aluminum tapping models and trends in technology developments with the aim of improving the tapping operation. The advantages and limitations of existing model studies are also discussed in the context of electrolytic bath carried over with liquid metal during tapping from the reduction cell. A fundamental approach of the quality of tapping flows is also proposed for further investigation.
2 Metal tapping principle
A tapping operation consists in drawing liquid metal from the electrolytic cell and filling a crucible with a predefined mass of metal as shown in Fig. 2. The tapping operation can be broken down in four different steps [22].

Principle of aluminium tapping operation
Step 1 The tapping tube is placed into the electrolytic cell at the right depth in the metal phase. Typically in operation practice, the tapping tip is inserted in the metal layer 2 cm above the cathode surface. The tapping tube tip must not be too deep or above the metal surface where the bath is for two main reasons [17]: In the first case, an excessive speed can be observed due to the reduced liquid flow cross section and consequently an erosion of the cathode. This excessive speed could lead also to powerful vortex resulting in more bath entrainment. In the second case, the electrolyte (bath) will be sucked by vortex effect.
Step 2 Vacuum generation: A vacuum is generated into the ladle by connecting the air ejector to the compressed air supply fitted on the cell in order to draw the molten aluminum through the pipe.
Step 3 Metal tapping: The purpose of metal tapping is to draw swiftly an accurate amount (or mass) of liquid aluminium as pure as possible for casting reasons. The main parameter to consider during this operation is the mass flow of liquid aluminium which depends on tapping pipe design and conditions, vacuum intensity and ladle temperature.
Step 4 End of tapping: Tapping is stopped after a prescribed amount of metal has been sucked according to production schedule for two main reasons:
-
To avoid bath entrainment when the ladle is moved if the metal is still flowing in the pipe.
-
To comply with operator schedule.
In general, tapping is stopped when the compressed air supply is switched off. Once each crucible is filled with molten aluminum, it is transported from the reduction potrooms to holding furnaces in the casthouse department from where it is cast into finished products in the form of ingots or billets [12]. Typically the metal composition from the potroom would be as shown in Table 1.
The conventional tapping operation consists of drilling, tapping and plugging steps for the blast furnace and electric furnace [26]. Electric arc furnaces are titled on roller blocks. Typically the furnace is first tilted in the direction of the slag door to withdraw the slag. The metal tapping is then followed by the opposite tilting action. The disadvantage of this method is that in the tilted position of the furnace, the electrodes must be switched off [27]. The benefits of metal siphoning over conventional transfer are the following (http://majoreng.com.au/products/metals):
-
Safer molten transfer practices.
-
Reduction of metal loss of around 75% of dross made due to hot metal transferring operation.
-
Automated vacuum control system.
-
Low residual of aluminium remaining in transfer crucibles.
Transferring molten aluminium by siphoning has been found to virtually eliminate dross (or aluminium oxide) generation and consequential melt loss [28].
3 Physical and numerical models
Some models and techniques have been developed in recent years to study the flow of liquid metal from the reduction cell to the ladle crucible such as physical models, numerical models and video monitoring technology to name a few. Due to the extremely high temperature and corrosive environments, it is extremely difficult to observe the actual processes taking place in industrial cells. Thus physical models are crucial for the design and validation of numerical models [24]. Physical models utilize small or full-scale models of the reduction cell. Small models are suitable in the laboratory for economic reasons, whereas equally-sized models are utilized in industry [29]. The model and the real system (prototype) should be geometrically and dynamically similar. Dynamic similarity exists between the model and the prototype if the ratios of the forces acting at the corresponding points are the same in magnitude. The dynamic similarity that is mostly taken into account when modelling the melt flow is the dimensionless Froude number \(\left({N_{Fr}} \right)\). This is the main parameter controlling the flow of liquid–liquid interface [1]. Froude similarity around the tapping tube is achieved if the following equation is satisfied [19, 29]:
where \(\rho\) is the density of the heavier fluid (aluminium or water), \(\Delta \rho\) is the density difference of the fluids, \(V_{m}\) is the velocity of the fluid in the model, \(V_{p}\) is the velocity of the fluid in the prototype, g is the acceleration due to gravity, \(D_{m}\) is the characteristic diameter of the model and \(D_{p}\) is the characteristic diameter of the prototype.
The other dimensionless number that can be considered for the dynamic similarity inside the tapping pipe is the Reynolds number. High Reynolds number of 89,800 was noted in previous water models of the aluminum tapping process by Walker [16]. Thus the flow was found to be turbulent inside the tapping tube. The condition of dynamic similarity is satisfied in a sized-model if liquid aluminium (metal phase) and water have same kinematic viscosity and surface tension as shown in Table 2 [24]. Water was used as metal phase in previous models (19, 2, 29 and 16). The properties of water at 20 °C are sufficiently similar to those of the liquid aluminium at 970 °C. By selecting equal density difference ratio in the prototype and in the model, the liquid systems will behave similarly with regard to fluid flows [30].
It is not easy to match physical properties of liquid systems of an industrial cell as shown in Table 2. Because the molten metal phase in operational cell has a low viscosity and high surface tension, which is not easily achievable with widely used cold liquids [31]. The oil–water system can be selected to match the density and viscosity as closely as possible using safe and cheap inexpensive room-temperature liquids to fulfill the dynamic similarity [31]. On the other hand, operating variables are easy to match by using a scale factor.
However, liquid aluminum and water have very close kinematic viscosities with similar dynamics rendering water a commonly used physical model of liquid aluminum [32]. Goutiere and Dupuis [19] justified the use of water and canola oil in their simulation as they present the particularity of having nearly the same density ratio and dynamic viscosity as liquid aluminum and electrolytic bath respectively.
It is not easy to match similarity in the bath phase and at the metal/bath interface. Because safety and laboratory conditions restrict the choice of some liquids [16]. The interfacial tension between phases is generally neglected in physical models. In other cases, it may be satisfactory to select a metal phase that gives a proper density ratio between metal and bath [7, 19]. It can be concluded that a compromise has to be found as which properties one has to select or neglect to match the dynamic similarity as close as possible between the model and the prototype.
Computational fluid dynamics method (CFD) can also be used in the study of aluminum metal flow from the reduction pot, and the impact of the tapping tube positioning on the cathode surface can be well analyzed in terms of stress created on the cathode in relation to metal velocity inside the tapping tube. Chen et al. [18] for example simulated the aluminum metal tapping flow using computational fluid dynamics method. They focused on the stress surface on the cathode in relation to liquid metal velocity inside the tapping tube and clearance/metal height ratios. Only a single liquid phase (metal) was considered becasuse the fluid flow was assumed to be a single phase and uniform. The combination of CFD and physical modelling is much more powerful than either used in isolation, because of the complementary nature of the two methods.
CFD has for many years been used in process industries for simulation and optimization of different types of processes. Typical examples include aluminium reduction, blast furnace, tundish, electric arc furnace [18, 33]. The motivation being that the steady improvement in the speed of computers has led to the emergence of computational fluid dynamics by providing a cost effective means of simulating real flows [34]. Computer based simulation e.g. CFD may sometimes be the only research tool considering the hostile environment (high temperature and corrosive salt bath) that restricts direct observation of aluminium metal flow. Therefore, numerical simulations are the most feasible way to understand the metal flow and metal heaving, and the reasons for interface stability [35]. However, the limitations of numerical methods are due to the limited storage capacity and computing speed of the computers actually available. These limitations will persist to such an extent that a number of practically important flows can only be investigated reliably by experimental methods. But also for experimental methods not all quantities of interest can always be determined from fluid mechanics stand point. When experimental data are taken into account to verify analytical or numerical results, it is relevant that only experimental data that can be classified as having sufficient precision are used for reliable comparisons [36]. Numerical experiments carried out in parallel with physical experiments can sometimes be used to help interpret such physical experiments, and to ascertain the phenomenological aspect of the experiments [37]. CFD is based on the fundamental governing equations of fluid dynamics namely, continuity; momentum and energy equations. There are based on three fundamental physical principles.
-
1.
Mass is conserved.
-
2.
Momentum is conserved (Newton’s second law).
-
3.
Energy is conserved.
In order to simulate the behaviour of the fluid flow in the system, the set of governing equations must be solved simultaneously [29, 37]. For incompressible fluids, Navier–Stokes equations of motion and continuity equation are solved simultaneously under given boundary conditions. However, since the Navier–Stokes equations are non-linear, it is difficult to solve them analytically. With the progress of computers, it has become possible to solve flow problems numerically [34]. There are amenable to fine-gridded computer modelling. It is now possible to achieve approximate but realistic, CFD results for a wide variety of complex two and three-dimensional viscous flows [38].
where \(\rho\) is the density of the fluid, \(V\) the velocity component of the fluid and \(\mu\) is the dynamic viscosity, \(F\) is the body external force other than gravity. In aluminium process the external force is represented by electromagnetic force known as Lorentz Force.
One of the methods that can be used to track the interface between liquid phases is the Volume of Fluid method (VOF) or Eulerian method. It is a fixed-grid interface (volume) tracking method. The interface is reconstructed based on the volume fraction of the fluid and is not explicitly defined [39]. This method is designed for two immiscible fluids where the position of the interface between the fluids is of interest. The materials present in multiphase flow are often identified as belonging to primary or secondary phase. The primary phase is defined as the continuous phase. The secondary phase is the material that is distributed throughout the primary phase [40]. In this method single set of momentum equations is shared by fluids, and the volume fraction of each fluid is tracked throughout the domain. A liquid fraction (or phase indicator) variable F is defined on Eulerian grid. If F = 1the grid cell is completely in liquid phase, F = 0 if the cell is empty [41]. For this two-fluid system, the fluid properties (\(\rho,\,F)\) are calculated with fluid volume fraction weighted averaging :
Where the subscripts 1 and 2 denote the primary phase and the secondary phase respectively and F is the fluid volume fraction.
To track the interface, an advection equation for the indicator function is solved. In order to obtain a sharp interface the discretisation of the indicator function is crucial [1].
The main advantage of the Eulerian method is the good accuracy in the calculation of the field variables due to its fixed grid. The main disadvantages of the method are the difficulty in calculating the position of the interface accurately, and the possible smearing of boundary information. However, this method has been effectively promising to be broadly approved by commercial CFD codes such as Flow-3D, Ansys CFX and Ansys Fluent for multi-fluid simulation [42]. Considering the fact that it helps to enhance the computational efficiency and its extension from 2D simulation to 3D is trivial.
4 Optical technique and automated regulator system technology
Another technique that one can make use of to visualize the tapping flows is a camera video system to monitor melts inside the crucible. The CSIRO Light Metals Flagship has developed a prototype with the aim of monitoring aluminum metal during tapping from the reduction cell into a tapping crucible. The advantage of this technique is that it allows the operator to view the metal stream entering the tapping crucible. The stream is observed through a peephole or via larger window in the crucible lid. However, the drawback of this technique is that the quantitative determination of the bath contamination entrained with metal stream proved to be difficult on the basis of a one sided view, and sometimes completely obscured view of the metal stream alone [23]. To alleviate this optical inconvenience, and given the difficulty to provide manually the fine adjustment in vacuum to maintain an ideal metal flow rate; an automated regulator system can be used to allow the control and the regulation system of molten aluminum sucked by means of control loops. The regulator system was designed and tested by ECL to maintain the flow rate of metal to reach the target flow rate. The system comprises a control unit and by means of loops control and signal processing in PLC adjusts the supply of compressed air through a valve. This technique is proved to be effective in reducing the electrolytic bath suction by 50% [17]. According to previous studies the most effective method to reduce bath carryover can be the limitation or monitoring of mass flow of tapped metal. This is alleged that the high the mass flow rate of tapped metal, the greater the chance of bath entrainment. The merit of the automated regulator technique is that this is effective in regulating the mass flow rate to some extent. This presents so many advantages such as maximization of productivity without compromising quality (bath entrainment). The less the bath is siphoned, the less the tapping tube is soiled or blocked, the easier the metal is processed in casthouse. Goutiere and Dupuis [19] argued that an increase of mass flow rate enhanced the deformation of metal/electrolyte bath interface resulting in increased bath aspiration. The disadvantage of the latter technique is the challenge to find an optimal mass flow rate target applicable to all cells. Because the metal/bath height ratio differs from cell to cell. It is therefore of importance to associate the latter technique with other aforementioned methods. Physical models for example can give insights into the mechanisms responsible for bath entrainment while exploring key parameters such as tapping mass flow rate and tapping tube positioning. The entrainment of bath occurrence can be explored at various heights in various flow regimes. Walker [16] conducted some tests on water model, where the electrolytic bath and the metal were simulated by immiscible canola oil and water. In his study, the two immiscible liquid layers were quiescent. By inserting a hollow pipe below the interface between liquids and withdrawing the denser liquid. He observed that increasing the flow velocity in the hollow pipe caused the interface to be drawn downwards resulting in the entrainment of the lighter liquid. Walker [16] proposed increasing the interior cross-section of the bore of the pipe placed within the metal, generally expanding the normal cross circular cross-section bore to an elongated elliptical shape. This was intended to reduce the metal flow velocity as it enters the bore in the pipe to reduce the tendency to draw the electrolyte into the pipe. However, the disadvantage of this technique is that it requires an enlarged opening in the tapping pipe which is more difficult to use industrially [14]. An improved technology was patented by Goutiere [14] that provides an apparatus for tapping metal from below a layer of less dense liquid which reduces the entrainment of the electrolytic bath into the metal. The apparatus comprises a pipe having a first end and second end opposite the first end. The pipe has an enlarged wall portion proximate the second end. During tapping the enlarged wall portion traverses the electrolyte/metal interface and defines an obstacle to limit entrainment of the electrolyte into the pipe. He observed that by including an enlarged wall portion at the suction end of the siphon, the formation of vortices could be disrupted or displaced during metal tapping. These vortices could be responsible for the aspiration of molten electrolyte from the molten electrolyte/metal interface during tapping [19].
In Table 3 the performance of the new apparatus is compared to the conventional tapping data.
In comparing results obtained with both kinds of tapping pipes, it was noted that for a tapping mass flow rate varying between 10 and 15 kg/s, the mass of residue has decreased in using the new tapping pipe. There is a reduction of between 25 and 33% in the quantity of the electrolyte carry-over during tapping. The latter technology can be combined with the regulator system tested by Bouchard et al. [17] in order to improve the reduction of electrolyte entrainment with tapped metal. Findings from both physical and numerical models may be useful in understanding the flow patterns during tapping.
5 New fundamental approach
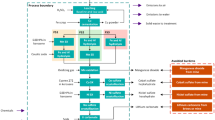
Because neither the automatic regulator system nor the new apparatus technology could suppress completely the electrolytic bath entrainment, it was relevant to fine-tune the metal/bath ratios in the physical and numerical models to match the metal flow rate target to be used by the regulator system as shown in the Fig. 3. Because of the complexity of the metal flow fields, the following assumptions can be made.

Fundamental approach of metal tapping flow
-
The metal flow field is incompressible, and only steady-state situation is considered.
-
The liquid metal is isothermal, and any effect of the temperature gradient on the movement is ignored.
-
The movement and influence of any undissolved alumina particles existing in the bath is ignored.
-
The metal flow is turbulent and there is no chemical reaction between liquid phases.
-
The interface between aluminium and metal is flat and Lorentz forces are zero [5].
The advantage of this method is that the optimal metal flow rate will be predefined by the metal/bath ratio specific to each cell and the electrolytic bath entrainment can be significantly reduced and efficiently predictable.
6 Conclusion
Metal produced in the aluminum electrolytic cell is removed by vacuum using a crucible through a tapping tube. The purpose of metal tapping is to keep the metal pad at the optimum production level. It is possible that a certain amount of bath is entrained with metal when the metal is siphoned into the crucible. One of the challenges faced by aluminum smelters is the high volume of dross processed in the cast house plant as a result of bath tapped with metal from the reduction cells. The aim of this review was to discuss previous aluminum tapping models and trends in technology developments with the aim of improving the tapping operation. The advantages and limitations of existing model studies were also discussed in the context of electrolytic bath carried over with liquid metal during tapping from the reduction cell. A fundamental approach of the quality of tapping flows was proposed for further consideration. Previous physical and numerical tapping models have been insightful in the study of the mechanisms of the electrolytic bath entrainment during aluminum tapping from the reduction cells. Whilst the regulator system and the new apparatus are emerging technologies for the electrolytic bath reduction. Each of these previous models and technologies has its limitations and advantages. It is of importance to combine all these models to optimize the tapping operation more effectively. In doing so, the reduction of bath carry-over will be maximized.
References
Stefan WJ (2008) Mathematical modeling of Hall–Heroult aluminum reduction cell, Master of Science Thesis, Technical University of Denmark
Grjotheim K, Welch J (1988) Aluminum smelter technology: a pure and applied approach, 2nd edn. Aluminium-Verlag
Laparra M (2012) The aluminum false twins. Charles Martin Hall and Paul Heroult first experiments and technological options. Cahiers d’histoire de l’aluminium 48:84–105
Schmitz C (2006) Handbook of aluminum recycling. Vulkan-Verlag GmbH-Aluminium, pp 19
Kadkhodabeigi M, Saboohi Y (2006) A new model for MHD instabilities in aluminium reduction cells. In: Fifth international conference on CFD in the process industries. CSIRO, Melbourne, Australia
Tessier J (2010) Multivariate statistical analysis of Hall–Heroult reduction cells, investigation and monitoring of factors affecting performance, PhD Thesis, Laval University
Severo DS, Gusberti V, Schneider AF, Pinto ECV et al (2008) Comparison of various methods for modeling the metal–bath interface. In: Light metals. The Minerals, Metals & Materials Society, pp 379–385
Kurenkov A, Thess A, Zikanov O, Segatz M et al (2004) Stability of aluminium reduction cells with mean flow. Magnetohydrodynamics 40(2):203–212
Kvande H (2015) Occurrence and production of aluminium. The lightest metals: science and technology from lithium to calcium. Wiley
Malherbe C, Gilbert B (2013) Direct determination of the NaF/AlF 3 ratio by Raman spectroscopy in NaF–AlF 3–CaF 3 melts at 1000°C. Anal Chem 85:8669–8675
Whiteley PR, Simoneau C (1990) Hot metal handling in the aluminium industry. In: Proceedings of the international symposium on materials handling in Pyrometallurgy, Hamilton, Ontario, August 26–30
Maltais B, Gougerot F, Dumont R (2018) A new crucible skimmer (ALS) for smelter plants-main benefits of experimentation in industrial environment. In: Light metals. The Minerals, Metals & Materials Society, p 787
Whiteley PR (2005) The potroom/casthouse interface. In: Aluminum cast house technology, 9th Australasian conference and exhibition, pp 33–39
Goutiere V, Dupuis C, Gariepy B (2007) Mapping the bath carryover from the cell tapping to casting in smelter operations. In: Aluminum cast house technology, 10th Australasian conference and exhibition. pp 231–238
Sidhu MS (2012) Liquid aluminum corrosion characteristics of cast iron and steel, PhD Thesis, University of Canterbury
Walker LM (1997) Visualization of tapping flows. In: Light metals. The Minerals, Metals & Materials Society, pp 215–219
Bouchard S, Canis PM, Despinasse S et al (2014) Regulation system to improve quality of the metal sucked during tapping operation. In: Light metals. The Minerals, Metals & Materials Society
Chen JJJ, Xu YS, Chen XD (1999) Numerical simulation of aluminum metal tapping. In: Second international conference on CFD in the minerals and process industries. CSIRO, Melbourne, Australia
Goutiere V, Dupuis CI (2008) Understanding the mechanisms of bath carry-over with Molten aluminum in smelters. In: Light metals. The Minerals, Metals & Materials Society, pp 563–567
Fini MF, Saucy G, Desilets M, Pelletier P et al (2017) Sludge formation in Hall Heroult process: an existing problem. In: Proceedings of 35th international ICSOBA conference, Hamburg, Germany
Goutiere V (2008) An apparatus and method for tapping metal. In: European patent specification. Jouve, Paris (FR), pp 1–8
Desmeules JF, Neron JB, Tremblay M (2016) Design and demonstration of an improved automated pot tapping method and equipment. In: Light metals. The Minerals, Metals & Materials Society, pp 505–508
Death D, Pollard L, Rogers C et al (2007) Prototype video system to monitor metal tapping from an aluminum production cell. In: Aluminum cast house technology, 10th Australasian conference and exhibition. pp 239–246
Solheim A, Johansen T, Rolseth S, Thonstad J (1989) Gas induced bath circulation in Aluminum reduction cells. J Appl Electrochem 19:703–712
Ryan DM (2000) Mathematics in action: two New Zealand case studies. In: Proceedings of the international conference on technology in mathematics education, pp 89–99
Van Beek B, Goff TS, Nel PE, Rex E (2016) An overview of the design, operation, and maintenance practices relating to tap-hole management on a PGM smelting furnace. South Afr Inst Min Metall 116:27–34
Ertl M, Bultena R, Schumacher S (2018) Method for tapping slag and metal from an Electric arc furnace. Patent/EP1861924B1
Locateli J, Liu G (2010) Automated metal siphoning and casthouse energy consumption. Mater Sci Forum 630:61–69
Mabesentsela A, Akdogan G, Bradshaw S (2017) Numerical and physical modelling of Tundish slag entrainment in the steelmaking process. J South Afr Inst Min Metall 117:469–483
Dernedde E (1975) Gas-induced circulation in an aluminum reduction cell. In: Light metals. American Institute of Mining, Metallurgical and Petroleum Engineers, pp 111–132
Yudong L, Yan Y, Tingan Z, Naixing F (2014) Research on the penetration depth in aluminum reduction cell with now type of anode and cathode structures. JOM 66(7):1202–1209
Tzanakis I, Lebon GSB, Eskin DG, Pericleous K (2015) Comparison of cavitation Intensity in water and in molten aluminium using a high temperature cavitometer. J Phys: Conf Ser 656:012120
Kadkhodabeigi M (2011) Modeling of tapping processes in submerged arc furnaces, Thesis for the Degree of Philosophy, Norwegian University of Science and Technology
Nakayama Y (1999) Introduction to fluids mechanics. Tokai University, Tokyo
Hua J, Droste C, Einarsrud KE, Jorgensen R, Giskeodegard NH (2014) Revised benchmark problem for modelling of metal flow and metal heaving in reduction cells. In: Light metals. The Minerals, Metals & Materials Society, MS, Warrendale, pp 691–695
Durst F (2008) Fluid mechanics: introduction to the theories of fluid flows. Springer
John D, Anderson JR (1995) Computational fluid dynamics the basics with applications. McGraw-Hill, Inc., New York
White FM (2011) Fluid mechanics, 7th edn. University of Rhode Island, Kingston
Francois M (1998) A study of the volume of fluid method for moving boundary problems, MSc Thesis, Embry-Riddle University, Florida
Athula AS, Miji CR (2016) CFD modelling of multiphase flow through T junction. Procedia Technol 24:325–331
Hirt CW, Nichols BD (1981) Volume of fluid (VOF) method for the dynamics of free boundaries. J Comput Phys 39:201–225
Edwards WV (2011) Towards a level set reinitialisation method for unstructured grids, PhD Thesis, University of Edinburgh
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Ethical standards
The research to be undertaken does not involve animal experimentation or human participants.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kabezya, K., Hara, T. & Paton, R. A review of primary aluminium tapping models. SN Appl. Sci. 1, 850 (2019). https://doi.org/10.1007/s42452-019-0869-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-0869-6