
Abstract
Birch tar is the earliest adhesive produced by Neanderthals in the European Palaeolithic. Experimental studies have proposed a number of aceramic (i.e. without the use of ceramics) birch tar–making techniques, but to date, no archaeological evidence for any of these techniques has been brought forward. The likelihood of one of those methods being actually used in the Stone Age may be investigated by evaluating the method’s complexity, efficiency and the performance of the tar obtained. In this study, we experimentally produce birch tar with four common experimental aceramic techniques. These tars are tested for their mechanical properties using lap-shear tests. We found that tar made with the aboveground condensation method is strongest in terms of its adhesive strength. The tar also shows the most consistent behaviour throughout our test series. The weakest adhesive was observed in tar made with an underground (i.e. oxygen-depleted) technique resembling double-pot distillation (raised structure). Two supplementary methods yielded intermediate values: the recently proposed cobble-groove method produces tar with plastic behaviour. Tar made with another underground technique (pit roll) is almost as strong as condensation method tar. This study adds to our understanding of adhesive performance of birch tar made with different aceramic techniques. It also allows understanding the potential use of one method instead of another.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
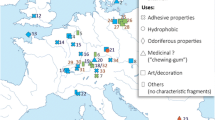
The earliest artefacts identified as being birch tar date to the European Middle Palaeolithic (Grünberg et al., 1999; Mazza et al., 2006; Niekus et al., 2019). Three of the five Middle Palaeolithic birch tar pieces are associated with periods where cultural contact between Neanderthals and Homo sapiens is a possibility, but the discovery of the 200 ka-year-old Campitello piece (Mazza et al. 2006) clearly documents that Neanderthals already made birch tar in the absence of a potential influence by Homo sapiens. It was proposed that birch tar was also used during the European Upper Palaeolithic (Dinnis et al., 2009), but evidence that the reported adhesives are birch tar is still inconclusive. From the Mesolithic on, birch tar was frequently used throughout Europe (e.g. Aveling and Heron, 1998; Yates et al., 2015), and especially in the Neolithic and Iron Age, hundreds of birch tar artefacts are known (see, for example: Hayek et al., 1990; Courel et al., 2018; Urem-Kotsou et al., 2018; Rageot et al., 2021). The methods used to make these artefacts are still unknown. Historic sources describe ceramic production methods such as single- or double-pot distillation, where birch bark is heated in one ceramic container, and tar is either collected in the same container or in a connected pot (see Kurzweil and Todtenhaupt, 1991). Unfortunately, there is little archaeological evidence of ceramic birch tar production techniques during the Neolithic to the Iron Age. Only one ceramic vessel with a perforated base and chemically identified birch tar residues points towards the use of double-pot distillation during the Early Bronze Age (Jakucs and Sándorné Kovács, 2012). Other authors claim the earliest ceramic birch tar production to date to the Neolithic of China (Rao et al., 2019), although the described ceramics do not show clear characteristic evidence for any one of the known techniques. We must therefore admit that aceramic (i.e. without the use of ceramics) techniques might have been used in the Neolithic. In earlier periods, during the Palaeolithic and Mesolithic, aceramic techniques are even the only possible interpretation of how birch tar was made. Unfortunately, the use of aceramic production techniques is not likely to be recognised by archaeologists because most of the known techniques are unlikely to have produced visible traces in the archaeological record. Recent studies therefore focused on experimental archaeology to solve the question of which aceramic production methods may have been used (Pawlik, 2004; Osipowicz, 2005; Groom et al., 2013; Kozowyk et al., 2017b; Schenck and Groom, 2018; Schmidt et al., 2019; Koch and Schmidt, 2022). The likelihood of one method being used over another was previously argued for/against based on the efficiency (Niekus et al., 2019; Blessing and Schmidt, 2021) or complexity of different methods. Schmidt et al. (2019), for example, propose that simpler methods are more likely to have been discovered accidently. The performance of tar making methods has also been investigated in the past. Schmidt et al. (2021) compared the adhesive strength of tar made with the aboveground condensation method (i.e. birch bark is burned beside tilted flat river cobbles) with tar made with the underground raised structure method (Osipowicz, 2005; Groom et al., 2013; Kozowyk et al., 2017b; Schenck and Groom, 2018). The raised structure is a method similar to ceramic double-pot distillation. We refer to it as an underground technique here because bark is covered with earth and/or clay, and the process does not take place in open-air conditions (also see: Schmidt 2021). There are, however, other aceramic tar–making methods. A variation of the condensation method is a semi-open-air technique recently proposed by Koch and Schmidt (2022): the cobble-groove condensation method. For this technique, a groove lined with cobbles is filled with bark strips that are burned. Several other experimental studies produced birch tar with another underground method: the pit roll (Kozowyk et al., 2017b). For this technique, a bark roll is buried in a pit, and hot embers are placed on top of the roll. These four methods — condensation method, cobble-groove, pit roll and raised structure — constitute the techniques that are most often found in the current literature on aceramic birch tar making.
Neanderthals used fire from 400 to 300 ka onwards (Roebroeks and Villa, 2011). The first evidence of fire use for adhesive making dates to 200 ka (Mazza et al. 2006). However, to this date, no archaeological features could be linked to birch tar production. Schenk and Groom (2018) comment on the similarity between the black sediment features left over after their experiments with underground methods and some of the known flat combustion features found in Neanderthal contexts (referring to Mallol et al. 2013; but also see: Vallverdú et al. 2012). However, techniques involving cobbles are more likely to leave artefacts in the archaeological record. If cobbles covered with tar were to be discovered in an archaeological context, it could be argued that they were used for the condensation or the cobble-groove condensation method. For the latter, an even stronger indicator might be if cobbles were found in situ aligned in a groove or similar structure (for a possible, though ambiguously described, structure from the Neolithic see: Keller-Tarnuzzer, 1946). The similarity of the cobbles used in experimental studies with the cobbles that were discovered at the Middle Palaeolithic site Inden-Altdorf in Germany (Pawlik 2004; Pawlik and Thissen 2011) has previously been discussed (Koch and Schmidt 2021), but the residues on the archaeological cobbles have not yet been chemically identified as birch tar. Thus, the techniques we use for our experiments may be supported by the archaeological record in the future, providing a plausible hypothesis for interpreting Stone Age birch tar.
In this study, we test the strength and elasticity of tars made with these four techniques. For this, we experimentally produced birch tar with all four techniques and conducted lap-shear tests with the resulting tars. The results of our study allow a better understanding and the comparison of the performance of tars made with the different techniques.
Materials and Methods
Birch Tar Production
For our mechanical tests, we produced birch tar made with four different aceramic methods. The first technique, the raised structure technique, is based on the works of several authors (Groom et al., 2013; Kozowyk et al., 2017b; Schenck and Groom, 2018; Schmidt et al., 2021). It consists of what could be called an aceramic double-pot technique. Of all the tested methods, the raised structure requires the most steps to be performed to produce tar: a small pit is dug, into which a receptacle (e.g. shell, eggshell or birch bark container) is placed (Fig. 1d). A grid made of twigs is placed on top of this pit, and a roll of birch bark is placed upright on it. An earthen dome is then built around the bark roll to create an oven-like structure. A fire is lit around this dome and tar drips into the receptacle. This technique can be expected to require less temperature control than the pit roll technique because excessive temperatures in the upper chamber do not destroy tar collected in the colder lower pit. It has previously been argued that tar made with double-pot distillation might require further cooking to thicken it and make it more usable (Schenk and Groom 2018). A recent study has shown that cooking time has an effect on the adhesive properties of tar (Schmidt et al. 2022a). For our experiments, we decided to let the raised structure cool overnight to let the tar thicken naturally. We chose to use fresh bark for our raised structure experiments because lap-shear tests were already conducted with raised structure tar made with dead bark (Schmidt et al. 2021). This allows comparing our data with previously published data. The second method, the pit roll method, is based on previous experiments conducted by Kozowyk et al. (2017b). It consists of placing a roll of birch bark in a small pit that is then covered with embers (Fig. 1c). The heat from the embers chars the bark roll, and tar drips into a receptacle at the bottom of the pit. At first glance, the pit roll might be interpreted as being similar to single-pot distillation. The formation condition of tar in single-pot-like techniques has recently been found to be restricted to a narrow temperature interval between 350 °C and 400 °C (Koch and Schmidt, 2021). However, the temperature at the bottom of the pit is significantly lower than at the top of the bark roll, as shown by Kozowyk et al. (2017b), meaning that the pit roll might actually be closer to double-pot distillation than to single-pot distillation. The pit roll and raised structure techniques take place underground, in an oxygen-depleted environment. The two other techniques considered here take place in open-air, or semi open-air environments, and rely on tar being condensed on stone surfaces (this has been demonstrated to also happen with plant materials other than birch bark, see: Schmidt et al. 2016; Schmidt et al. 2022b). We conducted the condensation method, proposed by Schmidt et al. (2019), and the cobble-groove condensation method, proposed by Koch and Schmidt (2022). The condensation method may be one of the simplest tar-making techniques. It consists of burning birch bark beside slightly tilted smooth river cobbles. Tar condenses onto these cobbles and can then be scraped off the stones using a flint tool (Fig. 1a). Our experiments with the condensation method were conducted outside at a temperature of 15–17 °C. For the fourth technique, the cobble-groove method, a shallow groove is dug and lined with flat and smooth river cobbles. Strips of birch bark are placed in the cobble-groove and covered with more cobbles (Fig. 1b). As in the condensation method, tar condenses onto the wall and top cobbles. The outside temperature at the time of the cobble groove experiment was 7–8 °C. No temperature control (during the experiment) is necessary for the condensation method and cobble-groove. Our pit roll, raised structure and cobble-groove tar samples were each obtained in a single experimental run of these methods. Our condensation method tar was obtained in two separate experimental runs (conducted in equal conditions) and mixed together to provide a large-enough sample for mechanical tests. Details of our experimental tar production are given in Table 1.

Schematic drawings and photographs of the four aceramic birch tar production methods tested in this study. a Condensation method, b cobble-groove condensation method, c pit roll method, and d raised structure. 1 = bark; 2 = cobbles; 3 = tar; 4 = embers
Protocol and Instrumentation
We performed lap-shear tests similar to those conducted in previous studies, which aimed to assess the mechanical properties of other tars and resins used as adhesive materials in the Stone Age (Kozowyk et al., 2017a; Schmidt et al., 2019, 2021). Tests were conducted with an Instron 4502 universal test machine with kardanic suspended tensile grips (see Fig. 2a for an illustration of the experimental set up). The laps were made of laser-cut aluminium sheets measuring 100 × 25.4 × 1.44 mm. The grip surfaces on each lap measured 12.7 × 25.4 mm and were abraded using 100 grit sand paper. Tests were repeated ten times for each tar sample, using ten separate pairs of aluminium laps. Bond thickness was measured as the thickness of the two laps bonded together by the tar sample minus the thickness of the two clean aluminium laps. To standardise and facilitate the application of tar for lap-shear tests, samples were applied to the bonding area of two laps while these were placed on a heating plate held at ~ 50 °C. Each two laps were then bonded together using manual force (by the same person). Temperature during the experiments was 22 °C. The force during these tests was measured in N and the displacement of the laps in mm. After reaching a preload of 5 N, laps were pulled apart with a speed of 1 mm/min.

a Schematic drawing of lap-shear tests, showing two tar-bonded aluminium laps held by the tensile grips and photographs of two pairs of laps after the tests; b bonded with tar made with the pit roll technique and c the raised structure. When ruptured, the pit roll sample b experienced catastrophic failure and the raised structure sample c experienced creeping behaviour
To interpret and compare these tests in terms of the materials’ behaviours, force and displacement data were converted to stress in MPa and elongation strain in %. From the obtained curves, the shear stress τ(yield) (i.e. the moment at which the curve deviates from the tangent of the elastic zone where stress increases linearly), the maximum shear stress τu (i.e. the highest stress applied to the material before the curve declines) and the shear modulus G were calculated. τ(yield) corresponds to the strength at which the tars do not behave elastically anymore and begin to deform. G was calculated as the linear best fit of the elastic zone in a slightly modified stress/strain diagram that reports stress over shear strain (displacement/bond thickness).
Results
Averaged values of the shear modulus G, shear strength τ(yield) and maximum shear stress τu of each method are listed in Table 2 (values obtained from all lap-shear test are listed in Supplementary table S1). The four tar samples yielded each a very distinct behaviour during testing, some failing catastrophically (i.e. sudden rupture of the bond, see Fig. 2b), others showing creeping behaviour (i.e. plastic deformation of the tar, see Fig. 2c). Figure 3 shows the stress/strain curves of the ten lap-shear tests for each tar-making method. Cobble-groove, condensation method and raised structure tars show similar behaviours throughout their ten stress/strain curves. Catastrophic failure occurred in all condensation method tests (Fig. 3d). Condensation method tar is also more than twice as strong as tar made with the cobble-groove and the raised structure in terms of its τ(yield) (1.04 ± 0.14 MPa) and τu (1.90 ± 0.17 MPa). Two of the condensation method tests show a creep deformation (they still result in a catastrophic failure). Pit roll tar (Fig. 3a) was the second strongest bond with τ(yield) = 0.80 ± 0.24 MPa and τu = 1.48 ± 0.34 MPa. Almost half of the pit roll tests showed a creeping behaviour before either failing catastrophically or by plastic deformation. Figure 3b shows that cobble-groove tar behaves plastically with a progressive loss of strength towards the end of each test. It is stronger than tar made with the raised structure (τ(yield) = 0.53 ± 0.05 MPa and τu = 0.92 ± 0.12 MPa). Raised structure tar is the weakest of all tested tars with τ(yield) = 0.35± 0.07 MPa and τu = 0.75 ± 0.23 MPa. Creep deformation and the progressive loss of strength can be seen in all tests of raised structure tar (Fig. 3c). Thus, the maximum strengths of tars vary over all production techniques by a factor of ~ 2.5. The raised structure tar has a comparable G (0.65 ± 0.14 GPa) as condensation method tar (G = 0.63 ± 0.08 GPa) and cobble-groove tar (G = 0.59 ± 0.09 GPa). Pit roll tar has a slightly lower shear modulus with G = 0.45 ± 0.07 GPa. The comparison of the mean values of τ(yield) and τu measured on tars made with the four methods is shown in Fig. 4.

Stress/strain curves of the ten runs of lap-shear tests conducted with tars made with each of the aceramic techniques

Mean values of the shear strength τ(yield) and the maximum shear stress τ(u). Error bars represent 1 sigma standard deviation: CGCM cobble-groove condensation method, CM condensation method, RS raised structure, and PR pit roll
The results of an ANOVA test confirm that significant performance differences exist between tars made with the four production methods in terms of their strengths (for τu and τ(yield)). This is not the case for shear modulus G. Post hoc Tukey HSD tests identify that the difference between raised structure and condensation method tars is significant; that the difference between condensation tar and tar made with the cobble grove is significant and that the difference between raised structure and pit roll tars is significant (Table 3). In other words, raised structure and cobble-groove tars displayed significantly lower performance values in our lap-shear tests than condensation and pit roll tars, in terms of their strengths.
Discussion
Observations Made During Lap-Shear Tests
One of the raised structure tar samples reached its maximum shear stress (τu = 1.798 MPa) after multiple stages of strength decrease (see raised structure [8] in Table S1 of the supplementary material). This test produced the most elevated τu value for the raised structure tar, and the corresponding stress/strain curve shows three stages of strength loss during the experiment (Fig. 3c). This type of behaviour was only observed once during our experiments and cannot be interpreted here. One possible reason might have been that one of the laps loosened from its grip during the tests. This sample’s τu value is still significant but its τ(yield) and G values might be erroneous.
We also observed variability within tars made with underground structures and open-air methods. Pit roll tar shows the most variable behaviour. Raised structure tar showed a narrower range of variance.
The condensation method and the cobble-groove rely on the same principle: the condensation of tar onto cobbles from burning birch bark. However, the difference between semi open-air (cobble-groove) or fully open-air (condensation method) environments appears to be sufficient for inducing a significant difference in the mechanical properties of the tars — condensation method tar is stronger and more brittle, cobble-groove tar is more plastic.
Comparison of Our Data with Previous Birch Tar Lap-Shear Tests
There is one study that also aimed at comparing the performance of birch tar made with different aceramic production techniques. Schmidt et al. (2021) compared tar made with the condensation method and tar made with three different versions of the raised structure. Two of their raised structure experiments differed in that one was let to cool for 20 h overnight, and the other was stopped after 5 h when the fire had burned out. The comparison of our values with theirs might be slightly offset, as they used wooden laps and we aluminium laps. However, this offset is only minimal, as shown by a recent comparison of wooden and aluminium laps for birch tar lap-shear testing (Schmidt et al. 2022a). This study found aluminium laps to produce slightly higher overall strength values than wooden laps, suggesting that an offset of 30% (for τ(yield)) or 15% (for τu) should be applied when comparing values produced with both types of lap materials. Although the comparison was done using birch tar made with a modern version of the double-pot technique (using metal containers), a similar offset should be expected for birch tar made with other techniques. The highest mean shear stress value in Schmidt et al. (2021) was obtained from condensation method tar (τu = 1.14 ± 0. 13 MPa; τ(yield) = 0.86 ± 0.10 MPa; SDs as calculated from Table 1 in Schmidt et al. 2021). The values we obtained for condensation method tar are even slightly higher (τu = 1.90 ± 0.17 and τ(yield) = 1.04 ± 0.14 MPa). Our values for raised structure tar are best compared to the 20-h-raised structure tar of Schmidt et al. (2021), as we also allowed our raised structure to cool down over night. In our study, these values represent the lowest of all our tests (τu = 0.75 ± 0.23 MPa and τ(yield) = 0.35 ± 0.07 MPa). Schmidt et al. (2021) observed an increase of tar performance after letting their raised structure cool down over night (τu = 0.95 ± 0.13 MPa and τ(yield) = 0.7 ± 0.11 MPa) as opposed to their raised structure opened after 5 h (τu = 0.417 ± 0.1 MPa and τ(yield) = 0.28 ± 0.07 MPa). We also note that Schmidt et al. (2021) performed their experiments using dry bark collected from dead trees and performed their lap-shear tests using wooden laps. If we add the offset of 30% (for τ(yield)) or 15% (for τu) as suggested by Schmidt et al. (2022a), in order to compare our aluminium to their wooden lap-shear tests, the following values are obtained. Schmidt et al.’s raised structure (left to cool down) could be expected to yield values τu = 1.09 MPa and of τ(yield) = 0.91 MPa if they were conducted with aluminium laps. Our comparison with their results therefore shows that using dry bark may increase the tar’s maximum shear stress by 0.34 MPa and the shear strength by 0.56 MPa. This means that our raised structure values must be regarded as relatively low as compared to other similar experiments with the raised structure. However, it is not clear whether these differences are due to using fresh bark or whether they simply result from the intrinsic heterogeneity of tars made with the raised structure method. As shown in Schmidt et al. (2021), variations of the parameters applied during experimentations lead to tars that are highly variable in terms of the mechanical behaviours. The maximum shear stress and shear strength observed for our cobble-groove tar (τu = 0.92 ± 0.12 MPa and τ(yield) = 0.53 ± 0.05 MPa) is similar to their 20-h-raised structure tar, but potentially lower if the offset is real. Our pit roll tests also show lower mean shear strength (τ(yield) = 0.80 ± 0.24 MPa), although much higher maximum shear stress was observed on pit roll tar (τu = 1.48 ± 0.34 MPa).
Implications of Our Findings for Our Understanding of Palaeolithic Adhesive Technologies
Our results show that there is a significant difference of adhesive strength between some of our tars. We also observed a difference in the tars’ rupture behaviour. Condensation method and the pit roll tars are strong adhesives that can withstand high forces. But they rupture abruptly when too much force is applied. Neanderthals hunted larger game (Villa and Soriano 2010). Killing larger animals may necessitate strong impact forces. If stone tips were hafted onto wooden spears, the adhesive used for this purpose would need to be strong to remain intact upon impact (be it close-range hunting or throwing from a distance). Other examples have shown the need of intentional dislodging of projectiles during hunting (Bradfield 2015), which would make an adhesive that fails catastrophically at lower loads more suitable. Lap-shear tests provide a good base of comparison between the general adhesive strength and rupture behaviour. However, the pulling forces that occur during lap-shear tests might not be entirely equivalent to impact forces that occur during, for example, the killing of large game or hunting with projectiles. Another problem with such reasoning is that so far, Middle Palaeolithic birch tar has not yet been identified for the actual purpose of hafting. The 5 known archaeological pieces rather suggest that tar was used as a handle/grip on stone tools. The tools could have been used for butchering activities or the manufacture of wooden tools. Scraping or cutting activities would require an adhesive that can withstand long and repetitive movements. For these purposes, an adhesive that does not fail catastrophically but stays elastic over a longer period of time might be more suitable. Birch tar made with the raised structure, and the cobble groove would likely be sufficient for this. Only future finds of new Palaeolithic birch tar artefacts may shed light on whether and how the tar was used for hafting by Neanderthals.
Conclusion
Our study shows that different aceramic birch tar production techniques produce tar with different mechanical properties. These differences are the tar’s strength and elasticity. Our study does not solve the question of which aceramic method was used by Neanderthals and modern humans in the European Middle Palaeolithic, Mesolithic and Neolithic. However, it does highlight the fact that it was possible to obtain specific material properties by choosing one method over another. Tars that rupture by catastrophic failure might have been more adapted for hafting of stone implements that were supposed to break off upon impact. Tars with a more elastic and creeping rupture behaviour might have been more useful for repeated tool use, such as for the hafting of scrapers. Depending on the desired adhesive properties, different production techniques require skill, effort and time investment.
Data Availability
This declaration is not applicable.
References
Aveling, E., & Heron, C. (1998). Identification of birch bark tar at the Mesolithic site of Star Carr. Ancient Biomolecules, 2, 69–80.
Blessing, M. A., & Schmidt, P. (2021). On the efficiency of Palaeolithic birch tar making. Journal of Archaeological Science: Reports, 38, 103096.
Bradfield, J. (2015). Identifying bone-tipped arrow types in the archaeological record of Southern Africa: the contribution of use-trace studies. Journal of African Archaeology, 13, 135–147.
Courel, B., Schaeffer, P., Féliu, C., Thomas, Y., & Adam, P. (2018). Birch bark tar and jewellery: the case study of a necklace from the Iron Age (Eckwersheim, NE France). Journal of Archaeological Science: Reports, 20, 72–79.
Dinnis, R., Pawlik, A., & Gaillard, C. (2009). Bladelet Cores as weapon tips, Hafting residue identification and micro-wear analysis of three carinated burins from the late Aurignacian of les Vachons. Journal of Archaeological Science, 36, 1922–1934.
Grünberg, J., Graetsch, H., Baumer, U., & Koller, J. (1999). Untersuchung der mittelpaläolithischen “Harzreste” von Königsaue. Ldkr.Aschersleben-Staßfurt. Jahresschrift für mitteldeutsche Vorgeschichte, 81, 7–38.
Groom, P., Schenck, T., & Pedersen, G. M. (2013). Experimental explorations into the aceramic dry distillation of Betula pubescens (downy birch) bark tar. Archaeological and Anthropological Sciences, 10, 47–58.
Hayek, E. W. H., Krenmayr, P., & Lohninger, H. (1990). Identification of archaeological and recent wood tar pitches using gas chromatography/mass spectrometry and pattern recognition. Analytical Chemistry, 62, 2038–2043.
Jakucs, J., & Sándorné Kovács, J. (2012). Északkelet-magyarországi és északnyugat-romániai középső neolit festett kerámiák festékanyagának azonosítása Fourier-transzformációs Infravörös Spektrofotometriai (FTIR) módszerrel. Környezet – Ember – Kultúra: Az alkalmazott természettudományok és a régészet párbeszéde, 307–316.
Keller-Tarnuzzer, K. (1946). Neolithikum. Jahrbuch der Schweizerischen Gesellschaft für Urgeschichte, 37, 34–45.
Koch, T. J., & Schmidt, P. (2022). A new method for birch tar making with materials available in the Stone Age. Scientific Reports, 12, 413.
Koch, T. J., & Schmidt, P. (2021). The formation conditions of birch tar in oxygen-depleted environments. Archaeological and Anthropological Sciences, 13, 92.
Kozowyk, P., Poulis, J. A., & Langejans, G. H. J. (2017a). Laboratory strength testing of pine wood and birch bark adhesives: a first study of the material properties of pitch. Journal of Archaeological Science: Reports, 13, 49–59.
Kozowyk, P., Soressi, M., Pomstra, D., & Langejans, G. (2017b). Experimental methods for the Palaeolithic dry distillation of birch bark: implications for the origin and development of Neandertal adhesive technology OPEN. Scientific Reports, 7, 8033.
Kurzweil, A., & Todtenhaupt, D. (1991). Technologie der Holzteergewinnung. Acta praehistorica et archaeologica, 23, 63–91.
Mallol, C., Hernández, C. M., Cabanes, D., Sistiaga, A., Machado, J., Rodríguez, Á., Pérez, L., & Galván, B. (2013). The black layer of Middle Palaeolithic combustion structures. Interpretation and archaeostratigraphic implications. Journal of Archaeological Science, 40, 2515–2537.
Mazza, P., Martini, F., Sala, B., Magi, M., Colombini, M., Giachi, G., Landucci, F., Lemorini, C., Modugno, F., & Ribechini, E. (2006). A new Palaeolithic discovery: tar-hafted stone tools in a European Mid-Pleistocene bone-bearing bed. Journal of Archaeological Science, 33, 1310–1318.
Niekus, M. J. L. T., Kozowyk, P. R. B., Langejans, G. H. J., Ngan-Tillard, D., van Keulen, H., van der Plicht, J., Cohen, K. M., van Wingerden, W., van Os, B., Smit, B. I., Amkreutz, L. W. S. W., Johansen, L., Verbaas, A., & Dusseldorp, G. L. (2019). Middle Paleolithic complex technology and a Neandertal tar-backed tool from the Dutch North Sea. Proceedings of the National Academy of Sciences, 116, 22081–22087.
Osipowicz, G. (2005). A method of wood tar production, without the use of ceramics. Reconstr. Exp. Archaeology EuroREA, 2, 11–17.
Pawlik, A. (2004). Identification of hafting traces and residues by scanning electron microscopy and energy-dispersive analysis of X-rays. In E. A. Walker, F. Wenban-Smith, & F. Healy (Eds.), Lithics in Action: Papers from the conference Lithic Studies in the Year 2000 (pp. 169–179). Oxbow Books.Patrick
Pawlik, A., & Thissen, J. (2011). The ‘Palaeolithic Prospection in the Inde Valley’ project. E&G Quaternary Science Journal, 60, 66–77.
Rageot, M., Lepère, C., Henry, A., Binder, D., Davtian, G., Filippi, J.-J., Fernandez, X., Guilaine, J., Jallet, F., Radi, G., Thirault, E., Terradas, X., & Regert, M. (2021). Management systems of adhesive materials throughout the Neolithic in the North-West Mediterranean. Journal of Archaeological Science, 126, 105309.
Rao, H., Wang, Q., Ren, X., Zhang, Z., Huang, W., Yuan, Q., Jiang, X., & Yang, Y. (2019). Earliest use of birch bark tar in Northwest China: evidence from organic residues in prehistoric pottery at the Changning site. Vegetation History and Archaeobotany, 28, 199–207.
Roebroeks, W., & Villa, P. (2011). On the earliest evidence for habitual use of fire in Europe. Proceedings of the National Academy of Sciences, 108, 5209–5214.
Schenck, T., & Groom, P. (2018). The aceramic production of Betula pubescens (downy birch) bark tar using simple raised structures. A viable Neanderthal technique? Archaeological and Anthropological Sciences, 10, 19–29.
Schmidt, P. (2021). Steak tournedos or beef Wellington: an attempt to understand the meaning of Stone Age transformative techniques. Humanities and Social Sciences Communications, 8, 280.
Schmidt, P., February, E., & Bretzke, K., Gurlet, L. B. (2017) Temperingresidue on heat-treated silcrete: an experimental perspective and a potential analytical protocol. Journal of Archaeological Science: Reports, 15, 611–619.
Schmidt, P., Blessing, M., Rageot, M., Iovita, R., Pfleging, J., Nickel, K. G., Righetti, L., & Tennie, C. (2019). Birch tar production does not prove Neanderthal behavioral complexity. Proceedings of the National Academy of Sciences, 116, 17707–17711.
Schmidt, P., Blessing, M. A., Koch, T. J., & Nickel, K. G. (2021). On the performance of birch tar made with different techniques. Heritage Science, 9, 140.
Schmidt, P., Koch, T. J., Berthold, C., Lauxmann, F., & Nickel, K. G. (2022a). The evolution of strength, elasticity and rupture behaviour of birch tar made with ‘double-pot’ techniques during tar cooking. Archaeometry, 1– 14.
Schmidt, P., Koch, T. J., & February, E. (2022b). Archaeological adhesives made from Podocarpus document innovative potential in the African Middle Stone Age. Proceedings of the National Academy of Sciences, 119, e2209592119.
Urem-Kotsou, D., Mitkidou, S., Dimitrakoudi, E., Kokkinos, N., & Ntinou, M. (2018). Following their tears: Production and use of plant exudates in the Neolithic of North Aegean and the Balkans. Quaternary International, 496, 68–79.
Vallverdú, J., Alonso, S., Bargalló, A., Bartrolí, R., Campeny, G., Carrancho, Á., Expósito, I., Fontanals, M., Gabucio, J., Gómez, B., Prats, J. M., Sañudo, P., Solé, À., Vilalta, J., & Carbonell, E. (2012). Combustion structures of archaeological level O and mousterian activity areas with use of fire at the Abric Romaní rockshelter (NE Iberian Peninsula). The Neanderthal Home: spatial and social behaviours, 247, 313–324.
Villa, P., & Soriano, S. (2010). Hunting weapons of Neanderthals and early modern humans in South Africa: similarities and differences. Journal of Anthropological Research, 66, 5–38.
Yates, A. B., Smith, A. M., Bertuch, F., Gehlen, B., Gramsch, B., Heinen, M., Joannes-Boyau, R., Scheffers, A., Parr, J., & Pawlik, A. (2015). Radiocarbon-dating adhesive and wooden residues from stone tools by Accelerator Mass Spectrometry (AMS): challenges and insights encountered in a case study. Journal of Archaeological Science, 61, 45–58.
Acknowledgements
We thank C. Berthold, K. Nickel, A. Flicker, and F. Lauxmann for their assistance with carrying out these experiments and Tübingen University’s CCA-BW for providing access to the instruments. We also thank three anonymous reviewers for their suggestions.
Funding
Open Access funding enabled and organized by Projekt DEAL. PS received funding from the Deutsche Forschungsgemeinschaft (DFG) (grant number SCHM 3275/3-1).
Author information
Authors and Affiliations
Contributions
TJK conceptualised the research. TJK and PS conducted the research. TJK wrote the manuscript. All the authors reviewed the manuscript. TJK has additional affiliations with the Université Côte d’Azur, CEPAM, CRNS, Nice, France and YEAR Centre/PalaeoHub, Department of Archaeology, University of York, York, UK, which were not involved in this project and are therefore not listed in this document.
Corresponding author
Ethics declarations
Ethical Approval
This declaration is not applicable.
Competing Interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Koch, T.J., Schmidt, P. Adhesive Strength and Rupture Behaviour of Birch Tars Made with Different Stone Age Methods. J Paleo Arch 6, 8 (2023). https://doi.org/10.1007/s41982-023-00135-1
Accepted:
Published:
DOI: https://doi.org/10.1007/s41982-023-00135-1