
Abstract
Droplet-based microfluidics exhibit numerous benefits leading to relevant innovations and many applications in various fields. The precise handling of droplets in capillaries, including droplet formation, manipulation, and separation, is essential for successful operation. Only a few reports are known concerning the separation of segmented flows, particularly the continuous separation of droplets, which is of high interest regarding the control of biochemical and chemical reactions or other applications where the contact time of the involved phases is crucial. Here, the separation must be flexible and adjusted to different flow parameters, such as the surface tension, the volumetric flow rates, and their ratios. This contribution presents two novel open-source approaches based on additive manufacturing and mechanical deforming for continuous liquid–liquid separation under various flow conditions. The Laplace pressure is the driving force for the separation, which is adjusted to the flow conditions by adapting the distance of pinning points provided by the design of the devices. Details of the device design and experimental setup are shown along with limitations to promote further development and to increase availability for researchers. With the right parameters, sophisticated separations can be realized by inexpensive laboratory equipment and simple control of them. It was found that the distance between the pinning points needs to enlarged for increasing volumetric flow rates and reduced for higher viscosities of the continuous phase respectively higher amounts of the dispersed phase. The open source approach of this article expands the exploration space in addition to commercially available phase separators only available to a selected group of people.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Microfluidic devices were reported on for the first time in the 1980s and have been relevant in various industrial and scientific fields ever since [1]. One major application in miniaturized equipment is segmented flows of two or more immiscible fluids. As surface forces dominate in these dimensions, segmented flow patterns can be formed with a certain regularity [2, 3]. As a consequence, specific flow characteristics such as the droplet length, droplet size, droplet volume, and interfacial area can be precisely controlled, which affects transport phenomena [4,5,6]. Another benefit is that process-relevant conditions, such as the heat flux, residence time, and composition of reaction mixtures, etc., can be granted [7, 8]. The continuous separation of segmented flows into continuous fluid streams is crucial and hence of special interest, when performing (i) reaction routes, which must be conducted in various steps with different reagents involved, or in which subsequent or reverse reactions can occur [9, 10]; (ii) screening, where the composition of single droplets is critical [11, 12]; and (iii) purification such as multistage extraction, where it is necessary to separate a target component from a carrier liquid [13]. However, most separation devices either do not work continuously or are not suitable for varying process conditions. Gravity-based separation techniques such as mixer-settler concepts or liquid–liquid coalescers exploit the density difference of the involved phases, which is an economical, but time-consuming way, which is also not applicable for residence time-depending applications [14]. A common approach for the separation of segmented flows are wettability-based splitters, which feature a hydrophilic and a hydrophobic outlet. In dependency on the wettability the flow is separated into its single components [15]. Membranes or porous capillaries pursue the approach of squeezing only one of the involved fluids through its openings to form the single-phase streams [10, 16,17,18,19]. However, the successful application of these depends on the backpressure of the system, which is hard to control in microfluidics. High-viscosity compounds, the residence time within the separation distance, and fouling are further challenges, which need to be considered. Other major drawbacks are that commercially available phase separation devices are expensive and that the design of a suitable self-fabricated phase separator is a complex endeavor from scratch. Both aspects limit the further development and accessibility of microfluidics devices to rather prosperous research institutions and labs, and experts in microstructure engineering, respectively. To open a door for any interested party, this paper reports two different low-cost and fast-fabricated devices for continuous liquid–liquid phase separation, which use the Laplace pressure as a driving force [20]. Recently several 3D printing technologies have been utilized for the fabrication of microfluidic devices in a broad range. Especially stereolithography is a popular choice for the fabrication of microfluidics as it features high resolution and material diversity. This fabrication method offers not only monolithic and integrated designs but modular and adaptive applications that can be assembled with fluidic connections. The most recent advances include three-dimensional micro mixers and micro extractors, droplet generators, pumps and valves, and even biochemical and clinical applications like point-of-care applications and organs on chips [21,22,23]. Unlike formation and manipulation [24], the separation of droplets based on 3D printed devices is not particularly well represented in literature.
In prior research, the utility of a core-annular liquid–liquid phase separator was elucidated, characterized by the insertion of a stretchable helix wire at its core. This arrangement is instrumental in perpetually propelling the carrier phase and integrating the discrete phase through the modulation of interfacial pressure. A distinctive advantage of this separator is its wire gaps, which are substantially larger than the pores present in separators based on capillary and membrane technologies, enabling the efficient separation of solid-bearing and high-viscosity fluid streams [25,26,27,28,29].
This paper reports the design theory of two different devices for continuous liquid–liquid separation, an open-source automation technique, and the range in which the devices ensure efficient phase separation. The used substance system is deionized water (DI water) as the dispersed phase in polydimethylsiloxane (PDMS) as the continuous phase. Both devices have a modular design so that they can be easily connected to laboratory tubing in a plug-and-play manner. The flow guidance of both devices can be seen in Fig. 1.

a) Principle sketch of the flow guidance during continuous liquid–liquid phase separation inside a 3D printed perforated capillary and b) helix wire separator. The device can be connected to the laboratory equipment by the printed threads. The segmented flow is entering the device from the designated side and flows along the capillary until the separation distance (close up) is reached. The non-wetting, aqueous phase (colored) stays inside the capillary and forms a single-phase stream, leaving the capillary opposite of the inlet. The wetting, organic phase is drained in radial direction through the perforated capillary
Materials & methods
3D printed device
One of the liquid–liquid phase separating devices in the scope of this work is a 3D printed capillary. To separate the continuous and the dispersed phase from each other the device features a distance of 10 mm, where the capillary is perforated. A total of eight openings are arranged over this distance, whereas four of them are located on opposite sides of the capillary with an equal distance to each other. These openings have the form of a parallelogram with an edge length of 50 µm in its resting state. This shape was chosen after iterative trial and error, as it is dimensionally stable and is not damaged, when stretching or compressing the device in axial direction. Further, the geometric shape stays constant during deformation so that the distance between pinning points for the liquids that actively affects the separation performance changes as the only influencing variable of the device. The stretching and compressing of the device is essential to make it suitable for several flow conditions and material systems. During deformation, the distance between the pinning points is increased or decreased in dependency on the present fluid flow. The continuous phase leaves the capillary through the openings to the desired outlet. As a result, the dispersed phase coalesces and forms a single liquid flow inside the capillary, leaving via the other outlet. The phase separation can efficiently be performed in a certain operation window. If the gap between the pinning points at certain flow conditions is not inside this range, either the dispersed phase leaves through the openings as well and contaminates the continuous phase or vice versa; the continuous phase cannot drain through the openings and no single liquid flow inside the capillary is obtained. When the gap width of the device is not within the operation window, it is accordingly stretched or compressed. The 3D-printed device comes with two threads, one for the inlet and one for the outlet with an inner diameter of 1.6 mm to fit to common polytetrafluoroethylene (PTFE) laboratory tubes. With the CAD-files that are available in the Supplementary Information, the separation device can be easily adapted to different laboratory periphery, flow conditions, or material systems.
For the setup of the continuous phase separator, different parts of the device were fabricated with different 3D printable materials based on purposes. They can be separated into the adjustable capillary, which is used for phase separation, a collecting device for the continuous phase leaving the capillary, and tough parts, which are used for the motor drive unit. All 3D printed parts are fabricated using a Form 3 + (Formlabs, Somerville, Massachusetts, USA), which is equipped with a 250 mW laser with a laser spot size of 85 µm and a resolution of 25 µm in the XY plane for the given materials. While the collecting device and the motor drive unit are not prone to small deviations during the printing process, the precision of the phase separator, especially inside the separation distance is crucial. To obtain the most accurate results it needs to be ensured that the gaps of the phase separator are placed horizontally on the building plate, as this orientation features the maximum resolution of the printer. The X- and Y-axes correction factors are set to 1 and the laser intensity is 20 mJ cm−2.
While the material choice for the collecting device is due to ensure optical observation (Clear v4 resin, Formlabs, Somerville, Massachusetts, USA), only, the material of the phase separator and the motor drive unit are of greater importance. The Though 1500 v1 resin (Formlabs, Somerville, Massachusetts, USA), which is used for the motor drive unit features a tensile strength of 61.2 MPa and a bending modulus of 2.2 GPa so that the components can withstand mechanical stress without being deformed. To make the separation device suitable for unsteady flow conditions, it is essential that the device and hence, the gap size of the separation distance can be stretched and compressed in dependency on the present fluid flow. The Flexible 80A v1 resin (Formlabs, Somerville, Massachusetts, USA) features a tensile strength of 8.9 MPa and a strain of 6.3 MPa is needed to obtain a 100% change in length. The resin is the ideal choice as it must be stretched and compressed, but without resulting in a permanent deformation.
After the different components have been successfully printed some post-processing steps need to be performed to ensure optimum quality of the device. Since the motor drive unit and the collecting device only have a subordinate effect on the separation, they are only rinsed for 20 min with isopropyl alcohol (IPA) (Sigma-Aldrich, St. Louis, Missouri, USA) using Formlabs FormWash (Formlabs, Somerville, Massachusetts, USA) and afterward treated with FormCure (Formlabs, Somerville, Massachusetts, USA).
The phase separator itself undergoes a more complex cleaning procedure. After rinsing, it is cleared from the supporting structures, and the remaining artifacts are removed using a scalpel. After the first cleaning, liquid resin residues can still be found inside the gaps and the capillary of the phase separator due to present capillary forces. To get rid of the remaining uncured resin the device is connected to a syringe and rinsed three times with 5 mL IPA from each side. Next, padded dental floss (Oral-B, Northwich, Cheshire, England) is used to remove further resin mechanically. The last step, before the treatment with FormCure, is to expose the phase separator to an ultrasonic bath (Elmasonic S30 H, Elmasonic, Singen, Germany) at 37 kHz and 320 W at 30 °C for another 10 min and dry it with pressurized air. After the last step, the gaps become visible. The manufacturer's specifications for the respective material were used for the FormCure.
To validate the printer´s accuracy, the phase separator was examined using a micro-Computed Tomography scanner (Skyscan 1275, Bruker. Billerica, Massachusetts, USA). The scan was performed with an X-ray source voltage of 30 kV and a current intensity of 200 µA at a resolution of 7 µm per pixel. The evaluation has shown that the mean gap width of the device is 54 µm and the channel width is 1.54 mm in its resting shape.
The most important prerequisite for successful phase separation is a difference in the wetting behavior of both involved phases. The dispersed phase must feature a high contact angle and thus be non-wetting or only partly wetting, while the continuous phase must be perfectly wetting. Since the Flexible 80A resin, which is used for the phase separator itself and hence is in contact with the fluids is rather hydrophilic with a contact angle of 81° (surrounding media is air), it is essential to perform a surface treatment so that the material becomes hydrophobic. For this purpose, a liquid phase silanization was performed, which is based on the results of [30] and was adapted in this work for Formlabs Flexible 80A as another UV-sensitive resin. The microfluidic device was stored for 30 min inside a threaded laboratory bottle containing a solution of 10 vol.-% (tridecafluoro-1,1,2,2-tetrahydrooctyl-) trichlorosilane (Thermoscientific, Kandel, Germany) in FC-40 (Sigma-Aldrich, St. Louis, Missouri, USA) at room temperature. During the process, it needs to be ensured that the whole channel is filled with the solution. The silane reacts with the polymer and oxidizes its keto groups, so that a covalent bond is the result. The device is then rinsed with a 95 vol.-% ethanol (Sigma-Aldrich, St. Louis, Missouri, USA) in DI water solution to remove unreacted silane. As a last step, the treated device is dried with nitrogen. As a result, the contact angle of DI water at the surface of the resin was increased to 112°.

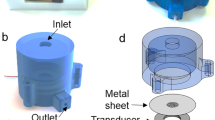
a) Principle sketch on how the device is arranged and how the in-house developed sensor is integrated. b) Rendering of the assembled device. The device consists of the perforated capillary, the collecting device, and the motor drive unit. All parts of the assembled device are labeled accordingly. c) Photograph of the assembled device in the laboratory without periphery
Helix wire device
One of the presented phase separators is comprised of a helix wire made from 316 stainless steel, measuring 40 mm in length, 1.4 mm in inner diameter, and with a wire diameter of 0.15 mm. This helix wire, positioned centrally in the separator, facilitates slug flow and is enveloped by air. The helix wires are capable of being stretched to 59 mm, thereby creating varying wire gap sizes. These gaps in the elastic helix wire can be fine-tuned from 50 µm to approximately 100 µm by altering their overlap with the adjoining tubing. The droplet stream, comprising both the aqueous and the organic phases, enters this helix wire. The organic phase, which is typically serving as a carrier liquid and characterized by a lower interfacial tension, preferentially wets the wire and is then dropped off, diminishing the spacing between the aqueous droplets and causing their accumulation within the helix wire. These accumulated aqueous droplets eventually converge into a continuous cylindrical stream, radially surrounded by air and directed toward the outlet. This separation process initiates within the initial few millimeters of the helix wire, with the remainder of the wire providing structural support to ensure thorough separation. Comprehensive elucidation and schematics are accessible in references [25, 29].
Automation
The assembled 3D printed device is shown in Fig. 2. (i) The separation distance of the phase separator is jacketed by the collecting device. Parafilm (Sigma-Aldrich, St. Louis, Missouri, USA) is used for sealing between the separator and the collecting device as well as between the two components of the collecting device itself, which are connected with four M1 screws. The stepper motor (5 V, HOTO 9600) and a threaded rod (M4, 0.7 mm incline) which is used for power transmission during the stretching and compressing processes are fixated at the bottom side of the motor drive unit. The phase separator itself is positioned at the top side. The motor drive unit is mounted on an aluminum profile to ensure the device is not bending during application. The inlet of the phase separator is connected via PTFE tubes to a co-flow setup, which is used for segmented flow formation. VIT FIT syringe pumps (LAMBDA Laborgeräte, Zurich, Switzerland) are used for fluid supply. Both outlets are connected via PTFE tubes to an empty threaded laboratory bottle, each. The connection between the microfluidic device and the tubes is realized by printed threads and associated IDEX fittings (IDEX HS, Wertheim, Germany). The connection points also serve as adhesion points for power transmission during motor rotation. (ii) The upstream segment of the helix wire phase separator is linked to a T-junction droplet/slug flow generator, which guarantees consistent droplet formation. Both involved fluids are propelled toward the droplet/slug flow generator via a syringe pump (NE-300 Just Infusion™, New Era Pump Systems, Inc., USA), utilizing PTFE tubing. The transparency of the PTFE tubing is advantageous for observing the droplets. The slug mixture is then introduced into the helix wire phase separator, whereas the inlet tube (inner diameter: 1.00 mm; wall thickness: 0.29 mm; length: 700 mm) and the outlet tube (inner diameter: 1.58 mm; wall thickness: 0.8 mm; length: 700 mm) are chosen in such a way, that the fluidic resistance due to length and cross-sectional area reduction is minimized. These tubes are directly connected with 1/4 '' nuts and ferrules to a custom-made aluminum connector. To effectuate the separation of the organic phase from a continuous two-phase stream, a stainless-steel helix wire with 50–100 µm gaps is positioned at the core and encircled by an open-air environment.
For the continuous automation, both devices work the same way. To keep the explanation of its working principle as comprehensive as possible, it is supposed that the phase separation is running with a segmented liquid–liquid flow entering the inlet. The working principle of the automation can be seen in Fig. 3. To enable the controllability of the separation performance both outlets pass through an in-house developed multi-purpose sensor [31], which is capable of distinguishing whether multi-phase flow or single-phase flow is present in each outlet tube. (i) In case the phase separation is sufficiently running and both outlets detect single-phase flows, both sensors generate constant and time-independent output signals. (ii) If there is a contamination detected in the outlet stream of the dispersed phase, the separator is stretched by a counterclockwise rotation of the motor drive until a specified separation efficiency of 0.95 is met for the present flow conditions and (iii) vice versa. To minimize the reaction time of the system, the two sensors are connected after a minimum distance of 50 mm downstream of the microfluidic device so that the fluids pass by the sensors and the current state is processed as quickly as possible.

a) Overview of the Arduino code, which is performed to guide the devices into a state of efficient phase separation for the given flow conditions. b) The electric circuit of the Arduino which is used for the communication, (i) the actuator is basically the motor which is connected to a threaded rod, which is used to enlarge or compress the gap width within the separation distance of the devices, (ii) the sensor consists of one LED emitting visual light with a peak at 620–640 nm and two opposing LDRs, one for each outlet channel of the continuous and the dispersed phase. If the phase separation is not within the desired operating window, this is detected by either one of the sensors. The Arduino then triggers the actuator, accordingly
For the communication with the stepper motor and to process the output signals of the sensors, an Arduino UNO microcontroller board was used (Arduino, Hannover, Germany), so that the phase separator can be run autonomously without the aid of a connected computer. The stepper motor is connected to a driver (STSPIN220, Pololu, Las Vegas, Nevada, USA) so that a resolution of 1.4 µm per revolution is enabled. The stepper motor rotates at 40 rpm. The sensors consist of a light emitting diode (LED) with a peak wavelength of 620–640 nm and an opposing light-dependent resistor (LDR) each, which are clamped to the PTFE tubes for online measurement. As the refractive index of DI water (1.333) differs from the one of PDMS (1.404), both outlets can be observed whether the outlet flow is single-phase or multi-phase, even when no contrast agent is added. The light absorption at the given wavelength follows Lambert–Beer’s law, which depends on the initial light intensity, a material-specific extinction coefficient, and the layer height of the fluid flow. The measured values are split by a threshold and are progressed as Boolean variables, whereas PDMS is assigned a value of 0 and DI water is assigned a value of 1 for the dispersed phase outlet and vice versa for the continuous phase outlet. In case one phase is detected inside the outlet stream of the other phase, this is logged into the data file. When the criterion is not met, the microcontroller adapts the gap width accordingly via motor rotation and the running variable is reset to start a new measurement at a new gap width, which enables continuous process monitoring. This procedure is repeated until a separation efficiency of at least 0.95 is obtained. The performance of the phase separation \(\varepsilon\) is quantified by the time-dependent mean of both Boolean values of the signals at both outlets σconti and σdisp as given in the following equations:
When the value for ε is low, this indicates a high fluctuation in the respective outlet signal. Considering the difference of the signals \(\Delta \varepsilon ={\varepsilon }_{\text{disp}} - {\varepsilon }_{\text{conti}}\) a high positive value of \(\Delta \varepsilon\) indicates that too much of the dispersed phase is passing through the capillary gap and that the gap width needs to be reduced. Vice versa, a high negative value indicates that the continuous phase is not completely drained. The absolute value \(\left|\Delta \varepsilon \right|\) is further used to regulate the motor rotation since a high value signifies a large discrepancy from the ideal state and only one of both contaminations can occur at a time. When getting close to the operating window, the response time of the motor is enlarged and the total rotation distance is decreased accordingly to prevent overshooting. The operating window is designated to be at 0.95 so that the system is more robust and is not over-controlled.
When running an experiment, the system undergoes a homing procedure, so that the phase separator is in its resting shape, neither stretched nor compressed. All stretching and compression states are then related to this position and the gap width is tracked accordingly. In case the separation efficiency is smaller than the threshold, it is updated with a frequency of 50 Hz for five seconds to ensure fast convergence. The code for the gap width adjustment and performance tracking keeps running through the state of sufficient separation in case of any disturbances, which cause the system to react.
Substance system
The substance system that is used to evaluate the performance of the continuous separation presented in this work is DI-water dispersed in PDMS (Quax, Otzberg, Germany) as the continuous phase. A variety of PDMS was used to investigate the influence of the viscosity of the continuous phase which is known to affect the flow behavior of the segmented flow and hence the continuous flow separation. There are IDs assigned to the PDMS, representing its viscosity and hence the chain length of the PDMS polymers. The investigated PDMS variations are listed in Table 1 below. The properties are valid for 20 °C and the surface tension γ is always stated about DI water. DI water itself has a density ρ of 998 kg m−3 and a dynamic viscosity µ of 1 mPas at 20 °C.
The volumetric flow rate ratio of both involved phases is defined as given in the following equation.
As mentioned earlier, because of the surface treatment of the 3D printed phase separator, the contact angle of DI water with the capillary material is 112°, when air is the surrounding medium. The contact angle of PDMS under the same conditions stays unaffected so that the continuous phase is absolutely wetting the printed material.
Results & discussion
Since small fluctuations in technical applications cannot be excluded, an operating window was determined in which a separation efficiency of 0.95 can be guaranteed under the given circumstances. The investigated parameters are the volumetric ratio of both phases, the total volumetric flow rate, and the viscosity of the continuous phase. The corresponding Laplace pressure is calculated in the following equation and is also given at the second Y-axes in the diagrams in addition to the gap widths.
Where \({p}_{\text{PDMS}}\) and \({p}_{\text{water}}\) are the liquid pressure of the inside and outside, respectively, of the droplet; \(\gamma\) is the surface tension or interfacial tension; \(\theta\) is the contact angle; \(\varphi\) is the angle between the interface contact line and the Y-axis; \(x\) is approximately equal to the gap width. \({R}_{\text{w}}\) is the inner radius of the wire and \({r}_{\text{w}}\) is the wire diameter in the helix wire device. As \(\gamma\), \(\theta\), and \({r}_{\text{w}}\) are material properties that vary for each application, the available design parameters are \(x\) and \(\varphi\), which must be determined experimentally. A detailed description and diagrams can be found in [25, 29, 32].
To investigate the impact of the phase ratio between the continuous phase and the dispersed phase on the separation performance, the phase ratio was varied between 0.1 and 1, while the volumetric flow rate was kept constant at 1 mL min−1 and with a constant viscosity of the continuous phase of 1 mPas (Fig. 4 b)). For an increasing phase ratio, and hence a higher amount of DI water, the gap size that is needed for a successful phase separation follows a decreasing trend. This is due to the fact, that the residence time within the separation distance stays the same as the volumetric flow rate is kept constant, but there is less liquid to drain out of the phase separator. The necessary Laplace pressure is increasing with an increasing amount of the dispersed phase and is between 600–2,800 Pa. The gap width must be varied in a range between 9–62 µm for a successful phase separation for the given variation of the phase ratio. As consequence of the trend of the operating window, it can be concluded that with an increasing amount of the dispersed phase, the system is more robust to variations of the phase ratio for a set gap width. Vice versa, the operating window for an effective separation becomes smaller in case of a higher amount of the continuous phase. Since at a smaller phase ratio, there are smaller droplets of the dispersed phase and hence a smaller volume on which present capillary forces act the system is more prone to deviations to the current state. To form a single-phase flow of the dispersed phase inside the perforated channel at low phase ratios, the gaps must be of a certain size, so that there is enough space to drain the continuous phase at the given flow rate and setup. If the gaps are smaller than that, there is not enough space for the liquid to leave the capillary in the desired period. So for this flow conditions, the needed gap width is rather large so that capillary forces are small and there is enough space to drain the continuous liquid phase. The gap width decreases asymptotically, which leads to the assumption that there is a certain minimum gap width which is needed for successful flow separation, in case of very high phase ratios. This minimum gap width also depends on the volumetric flow rate and hence residence time of the fluids inside the separation distance.

a) Close-up photograph of a running phase separation within the operating window at \({\dot{V}}_{\text{total}}\) = 3 mL min−1, \(\varphi\) = 0.33, and \({\mu }_\mathrm{conti}\) = 1 mPas in an unassembled view for better visibility. Fluid flow is from top left to bottom right. In b) – d) the gap width and the appropriate Laplace pressure are plotted over the volumetric flow rate ratio (b), the total volumetric flow rate (c), and the viscosity of the continuous phase (d). The shaded area represents the operating range, where a separation efficiency of 0.95 can be ensured. The type of contamination when not inside the operating window is given in each diagram accordingly
Figure 4 c) shows that the needed gap width for successful phase separation scales proportional to the total volumetric flow rate. In consequence, a larger gap width is needed to separate a segmented flow with a constant flow rate ratio of 0.33 and a continuous phase viscosity of 1 mPas, when the total volumetric flow is increased from 1–5 mL min−1. This is because the residence time within the separation distance is decreasing and the relative degree of opening needs to be rescaled so that the same amount of liquid can drain in a shorter period. The smallest gap width, which is capable of separating the two liquids, is 33 µm for a volumetric flow rate of 1 mL min−1 and the largest gap width required is 81 µm at 5 mL min−1. The corresponding Laplace pressure varies between 450–1,100 Pa. The width of the operating window and the robustness stay quite constant as both, the upper and the lower limit for successful phase separation, are scaling the same way. Even though there is a linear trend in the total volumetric flow rate, it is assumed that the gap width has a lower limit for small volumetric flow rates. However, the upper limit of the gap width will most likely depend on the slug length of the dispersed phase and hence rather on the volumetric flow rate ratio than on the total volumetric flow rate. Nevertheless, to sufficiently separate the two liquids the setup could be varied to suit both cases where changing the gap width is not an option as it is technically limited; (i) for decreasing flow rates an additional back pressure control could be installed to further increase the Laplace pressure, and (ii) for increasing flow rates, the length of the perforated part of the capillary could be increased or several devices could be connected in series so that there is a larger area of openings to drain the continuous phase. Both could be used to capture a wider range of flow rates.
Another property of the involved fluids that shows an influence on the efficiency of the phase separation process is the viscosity of the continuous phase. The viscosity is no parameter that should vary when running the separation of two liquids, but it shows the flexibility and adaptability of the presented device to various substance systems. During the experiments the viscosity of the PDMS was varied between 1, 5, and 50 mPas, while the total volumetric flow rate was constant at 1 mL min−1 and the volumetric flow rate ratio was 0.33 (Fig. 4 d)). It could be shown, that a smaller gap width is needed when the separation is performed on a substance system with increasing viscosity of the continuous phase. As laminar flow prevails in microfluidics, the pressure loss inside the capillary rises for increased viscosity as the Reynolds number increases. As a result, higher energy input is needed to induce fluid flow inside the capillary and to force the continuous phase to leave the perforated channel. When the gap width is decreased, higher capillary forces act on the continuous phase and the flow velocity in this orifice is increased, which enables it to successfully drain the continuous phase. As can be seen in the diagram, a minimum gap width is approached, where surface forces dominate capillary forces and the drainage of the continuous phase cannot technically be realized. As can be derived from the operating window, the phase separation at a small gap width is more robust for changing viscosity, if the viscosity is high enough. On the other hand, the width of the operating window becomes smaller for a decreasing viscosity and larger gap widths. At low viscosities the pressure loss is low and the wetting of the continuous phase might be enough to ensure fluid flow outside the perforated channel. As a result, the gap width in this case is rather dependent on the slug length of the dispersed phase.
In the context of the helix wire device's performance, the phase ratio between the continuous phase and the dispersed phase was set at 0.33, facilitating an investigation into the correlation between the device's gap width and the overall flow rate within the defined operating window. Our findings indicate that complete separation is achievable at total flow rates below 4 mL min−1 when the gap width is maintained within a range of 50–100 µm (Fig. 5a)). Exceeding a flow rate of 4 mL min−1 results in a biphasic separation efficiency falling below 0.95, yet efficiency consistently remains above 0.8, as demonstrated in Fig. 5b). It is pertinent to mention that the gap width of 100 µm is not the operational limit for fluid manipulation but rather reflects the maximum gap width explored in this experiment. With the introduction of appropriate fixtures, it is anticipated that complete biphasic separation could be achieved at larger gap widths. However, it should be noted that as the gap width increases, the Laplace pressure decreases, leading to a slight reduction in the range of total flow rates at which complete biphasic separation can be maintained.

a) Correlation between gap width and flow rate on separation efficiency in a helix wire device. At a phase ratio of 0.33, separation remains effective below 4 mL min−1 for 50–100 µm gaps. (b) The photo of collected PDMS oil and dyed water at outlets c) the assembled setup for continuous liquid–liquid separation using the helix wire device
Upon further comparison of the operating windows between the 3D-printed device and the helix wire device, significant differences in the operational capabilities of the two separators become apparent. The complete separation window of the 3D-printed device is notably influenced by the gap size and the total flow rate. As the total flow rate increases, a larger gap width is required to expel the PDMS liquid. Conversely, the helix wire device's separation efficiency is unaffected by variations in gap width; complete separation is achievable as long as the total flow rate remains below 4 mL min−1. These disparities can be attributed to three main factors: (1) Material differences, where the 3D printed device employs photopolymer resin and the helix wire device utilizes stainless steel as the microstructure material, leading to significant differences in contact angles with PDMS-stainless steel exhibits a smaller contact angle, indicating better wettability. (2) The gap design of the 3D printed device is diamond-shaped, as opposed to the elongated gap width of the helix wire device. This results in more microstructures forming two-phase interfaces with the water-PDMS mixture, making the separation efficiency more sensitive to changes in gap width and flow rate. (3) The structure of the helix wire device has been observed in relevant studies to produce secondary flows resembling vortices at the phase contact [33, 34]. Such flow patterns may introduce instability, thus limiting the helix wire device's ability to maintain complete separation at higher flow rates.
Conclusions & outlook
The two presented phase separators are a viable alternative to common phase separation techniques and devices. Although the utilization of perforated channels and the wetting behavior of the construction material is well known, the continuous adaptation of the distance between pinning points and, hence, the prevailing Laplace pressure as a driving force is an innovative approach. Especially in case of varying or fluctuating process conditions, the capability of the system to maintain a sufficient phase separation is beneficial. Both variants are open-source-based and consist of low-cost components, which increases the availability to a broad and further growing community. A complete separation of an organic and an aqueous phase could be achieved for flow rates between 1 and 5 mL min−1 from a preliminary feasibility check.
The designated plug-and-play connection system via tube fittings enables both devices to be connected to conventional laboratory equipment and existing processes. In the case of more complex systems or systems of higher flow rates, the devices can be connected in series or parallel as well. The installed program to access the data and to control the separation performance is comprehensive also for non-professionals and the intended separation efficiency can be adapted to specific needs for a wide variety of applications in the field of flow chemistry. The material diversity that comes with the design and fabrication techniques can be extended to meet individual requirements. Another promising approach is the manipulation of material properties by coating 3D printable materials to make them particularly suitable for many different specific tasks in microfluidics. These characteristics along with a wider range of flow rates will be investigated in the next experimental campaigns.
References
Nguyen N-T (2004) Mikrofluidik. Vieweg+Teubner Verlag, Wiesbaden. https://doi.org/10.1007/978-3-322-80069-5
Korczyk PM, van Steijn V, Blonski S, Zaremba D, Beattie DA, Garstecki P (2019) Accounting for corner flow unifies the understanding of droplet formation in microfluidic channels. Nat Commun 10(1):1–9. https://doi.org/10.1038/s41467-019-10505-5
Jovanović J, Rebrov EV, Nijhuis TA, Kreutzer MT, Hessel V, Schouten JC (2012) Liquid-liquid flow in a capillary microreactor: Hydrodynamic flow patterns and extraction performance. Ind Eng Chem Res 1(2):1015–1026. https://doi.org/10.1021/ie200715m
Schuler J, Neuendorf LM, Petersen K, Kockmann N (2021) Micro-computed tomography for the 3D time-resolved investigation of monodisperse droplet generation in a co-flow setup. AIChE J 67(2):1–13. https://doi.org/10.1002/aic.17111
Alexovič M, Horstkotte B, Solich P, Sabo J (2016) Automation of static and dynamic non-dispersive liquid phase microextraction. Part 1: Approaches based on extractant drop-, plug-, film- and microflow-formation. Anal Chim Acta 906:22–40. https://doi.org/10.1016/j.aca.2015.11.038
Alexovič M, Horstkotte B, Solich P, Sabo J (2016) Automation of static and dynamic non-dispersive liquid phase microextraction. Part 2: Approaches based on impregnated membranes and porous supports. Anal Chim Acta 907:18–30. https://doi.org/10.1016/j.aca.2015.11.046
Frede TA, Maier MC, Kockmann N, Gruber-Woelfler H (2022) Advances in Continuous Flow Calorimetry. Org Process Res Dev 26(2):267–277. https://doi.org/10.1021/acs.oprd.1c00437. (American Chemical Society)
Song H, Chen DL, Ismagilov RF (2006) Reactions in droplets in microfluidic channels. Angew Chem Int Ed 45(44):7336–7356. https://doi.org/10.1002/anie.200601554
Noël T, Kuhn S, Musacchio AJ, Jensen KF, Buchwald SL (2011) Suzuki-miyaura cross-coupling reactions in flow: Multistep synthesis enabled by a microfluidic extraction. Angew Chem Int Ed 50(26):5943–5946. https://doi.org/10.1002/anie.201101480
Cervera-Padrell AE, Morthensen ST, Lewandowski DJ, Skovby T, Kiil S, Gernaey KV (2012) Continuous hydrolysis and liquid-liquid phase separation of an active pharmaceutical ingredient intermediate using a miniscale hydrophobic membrane separator. Org Process Res Dev 16(5):888–900. https://doi.org/10.1021/op200242s
Dinter R, Willems S, Hachem M, Streltsova Y, Brunschweiger A, Kockmann N (2023) Development of a two-phase flow reaction system for DNA-encoded amide coupling. React Chem Eng 8(6):1334–1340. https://doi.org/10.1039/d3re00020f
Gioiello A, Piccinno A, Lozza AM, Cerra B (2020) The Medicinal Chemistry in the Era of Machines and Automation: Recent Advansces in Continuous Flow Technology”. J Med Chem 63(13):6624–6647. https://doi.org/10.1021/acs.jmedchem.9b01956. (American Chemical Society)
Kurt SK, VuralGürsel I, Hessel V, Nigam KDP, Kockmann N (2016) Liquid-liquid extraction system with microstructured coiled flow inverter and other capillary setups for single-stage extraction applications. Chem Eng J 284:764–777. https://doi.org/10.1016/j.cej.2015.08.099
Poulsen CE, Wootton RCR, Wolff A, Demello AJ, Elvira KS (2015) A Microfluidic Platform for the Rapid Determination of Distribution Coefficients by Gravity-Assisted Droplet-Based Liquid-Liquid Extraction. Anal Chem 87(12):6265–6270. https://doi.org/10.1021/acs.analchem.5b01061
Holbach A, Kockmann N (2013) Counter-current arrangement of microfluidic liquid-liquid droplet flow contactors. Green Processing and Synthesis 2(2):157–167. https://doi.org/10.1515/gps-2013-0006
Bannock JH, Phillips TW, Nightingale AM, Demello JC (2013) Microscale separation of immiscible liquids using a porous capillary. Anal Methods 5(19):4991–4998. https://doi.org/10.1039/c3ay41251b
Harvie AJ, Herrington JO, Demello JC (2019) An improved liquid-liquid separator based on an optically monitored porous capillary. React Chem Eng 4(9):1579–1588. https://doi.org/10.1039/c9re00144a
Yang L, Weeranoppanant N, Jensen KF (2017) Characterization and Modeling of the Operating Curves of Membrane Microseparators. Ind Eng Chem Res 56(42):12184–12191. https://doi.org/10.1021/acs.iecr.7b03207
Ładosz A, Rudolf von Rohr P (2017) Design rules for microscale capillary phase separators. Microfluid Nanofluid 21(9):1-16. https://doi.org/10.1007/s10404-017-1982-8
Berthier J, Loe-Mie F, Tran V-M, Schoumacker S, Mittler F, Marchand G, Sarrut N (2009) On the pinning of interfaces on micropillar edges. J Colloid Interface Sci 338(1):296–303. https://doi.org/10.1016/j.jcis.2009.06.007
Nielsen AV, Beauchamp MJ, Nordin GP, Woolley AT (2020) 3D printed microfluidics. Annu Rev Anal Chem 13:45–65. https://doi.org/10.1146/annurev-anchem-091619
Su R, Wang F, McAlpine MC (2023) 3D printed microfluidics: advances in strategies, integration, and applications. Lab on a Chip 23(5):1279–1299. https://doi.org/10.1039/d2lc01177h. (Royal Society of Chemistry)
Griffin K, Pappasv (2023) 3D printed microfluidics for bioanalysis: a review of recent advancements and applications. TrAC 158:116892. https://doi.org/10.1016/j.trac.2022.116892
Aladese AD, Jeong HH (2021) Recent Developments in 3D Printing of Droplet-Based Microfluidics. Biochip J 15(4):313–333. https://doi.org/10.1007/s13206-021-00032-1. (SpringerOpen)
Wang X-L, Ni C-H, Chang J-W, Chiang Y-Y (2022) Continuous low surface tension and high viscosity two phases liquid separation. Sens Actuators B Chem 365:131957
Chen Y-C, Hsueh B-C, Lu G-Y, Chien Y-H, Chiang Y-Y (2024) Continuous High Viscosity Biphasic Liquid Separation. Sep Purif Technol 343:127111
Yu Z-X, Wang X-L, Chang Y-L, Lin C-Y, Chang Y-C, Chiang Y-Y (2021) A core-annular liquid–liquid microextractor for continuous processing. Chem Eng J 405:126677
Lin C-Y, Chen Y-Y, Chen P-Y, Chen M-C, Su T-F, Chiang Y-Y (2021) Scale-out production in core-annular liquid–liquid microextractor. J Flow Chem 11(3):569–577. https://doi.org/10.1007/s41981-021-00153-6
Chang Y-C, Chen Y-J, Chen P-Y, Chen Y-C, Maqbool F, Ho T-Y, Chiang Y-Y (2023) Machine Learning for Two-Phase Flow Separation in a Liquid-Liquid Interface Manipulation Separator. ACS Appl Mater Interfaces 15(9):12473–12484. https://doi.org/10.1021/acsami.2c17291
Catterton MA, Montalbine AN, Pompano RR (2021) Selective Fluorination of the Surface of Polymeric Materials after Stereolithography 3D Printing. Langmuir 37(24):7341–7348. https://doi.org/10.1021/acs.langmuir.1c00625
Höving S, Bobers J, Kockmann N (2022) Open-source multi-purpose sensor for measurements in continuous capillary flow. J Flow Chem 12(2):185–196. https://doi.org/10.1007/s41981-021-00214-w
Berthier J, Tran VM, Mittler F, Sarrut N (2009) The physics of a coflow micro-extractor: Interface stability and optimal extraction length. Sens Actuators A Phys 149(1):56–64. https://doi.org/10.1016/j.sna.2008.10.005
Huang P-R, Lu G-Y, Syu P-Y, Tien W-H, Chien Y-H, Wang W-H, Chiang Y-Y (2023) Enhancing mass transfer efficiency via internal fluid vortex in different helix configurations. MicroTAS, Katowice
Maqbool F, Lu G-Y, Tien W-H, Lo C-W, Chiang Y-Y (2023) Self-mixing at liquid-liquid interface. MicroFIP, Evanston
Acknowledgements
We would like to thank RJL Micro & Analytic, Karlsdorf-Neuthard, Germany, for technical support and training. Our special thanks go to C. Schrömges (Laboratory of Equipment Design, TU Dortmund University, Germany) for valuable advice. We thank members of Ya-Yu Chiang’s and Norbert Kockmann’s group for the useful discussions.
Funding
Open Access funding enabled and organized by Projekt DEAL. This study was financially supported by the Ministry of Science and Technology, Taiwan No. [111–2221-E-002 -204 -MY2] and [111–2628-E-002 -023 -MY3].
The authors would like to thank the German Research Foundation (DFG, [grant number INST 212/397–1]) that granted the Bruker Skyscan 1275.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Oldach, B., Chiang, YY., Ben-Achour, L. et al. Performance of different microfluidic devices in continuous liquid-liquid separation. J Flow Chem (2024). https://doi.org/10.1007/s41981-024-00326-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41981-024-00326-z