
Abstract
One of the tasks of this paper is to explain the cause-and-effect relationship of the influence of operating parameters on the wear of the wheel-rail system where fatigue processes are initiated. In this way, learning about and defining the nature of the phenomenon, makes it possible to determine the reliability of component operation. The aim of this study was to determine the influence of operational parameters on tribological properties of the rolling-rail contact representing the wheel-rail association in real operating conditions. Determining the form of wear on the basis of laboratory tests carried out on an Amsler-type wear testing machine in the wheel-roller system makes it possible to determine the nature of changes occurring as a result of cyclic interaction of normal and tangential forces on the surface of the tested material, without the need for long-term and costly observation of the tested object in normal operation. Quantitative metallographic analysis of the morphology of wear debris was used to determine the intensity of surface wear. Determination of the influence of operational parameters on the stereological characteristics of wear debris makes it possible to predict the regenerative grinding of rails in service in the track and allows practical application by the sections of operation and diagnosis of the railway system.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Wear in the wheel-rail system is an extremely complex and difficult process to analyse. The constant change and overlapping of different factors in a very short time make wear difficult to interpret. Thanks to the laboratory tests carried out on the Amsler test stand in the wheel-rail system in a wheel-rail contact, it was possible to determine the mechanism and intensity of wear depending on the rolling material, the road profile and the constraints existing on the railway track, i.e. load, sliding and speed, as well as atmospheric conditions.
Current studies (Zakharov and Zharov 2002; Donzella et al. 2011a) have been carried out in a partial way considering the influence of slips, selected pressures or speeds on the wear of the rolling-slip association and the RCF (rolling contact fatigue) condition, which do not allow for a comprehensive analysis. The influence of the type of rolling stock, the different value of sliding taking into account the track profile (most common) or the different speed depending on the restrictions introduced or the intended use were not taken into account. The paper (Gallardo-Hernandez and Lewis 2008) describes studies to determine the values of normal and tangential stresses and the results of tribological tests on a railway wheel. The contact stress values (Table 4) are consistent with the results reported in the paper (645–882 MPa) (Clayton 1995).
In papers (Zhong et al. 2011; Hiroyuki et al. 2011), laboratory tests in dry contact with a slip of 2.5–25% or 0.06% at an assumed speed value of 500 min–1 were described. Tests in the presence of a lubricating medium were described in papers, in which the slip was correctly mapped to operating conditions (0.5–5%). In contrast, the authors did not carry out tribological tests taking into account the effect of speed, as they proposed a constant value of 400 min–1.
More extreme conditions were proposed by the authors of the paper (Clayton 1995; Dayot and A. Saulot n, C. Godeau, Y. Berthier 2012) in which the speed was between 160–300 km/h with a load of 16,000–25,000 N and a wheel diameter of 0.75–1.25 m. A lower velocity results in a greater depth of plastic deformation than is the case at higher velocities. Analysing the effect of the loads, it was found that fatigue cracks appeared at the lower value (16000 N/wheel), while for the higher velocity, a tendency to develop cracks of greater length was revealed, which were particularly dangerous because they tended to propagate cracks in depth.
The presence of a lubricating medium in the wheel-rail contact during curve travel is undoubtedly an important operational factor that alters the mechanism and intensity of wear. A study on a real-world object was described, in which the presence of a lubricant (oil spray on the wheels) led to twice as much wear (Mazzù et al. 2024). However, the presence of water on the rolling surface of the rail, which would significantly alter the wear mechanism, was not taken into account.
According to the Central Statistical Office (GUS Poland statement), the presence of water in the rolling-rail contact in Poland is 130 days, i.e. from April to October there is rainfall, i.e. the annual precipitation is between 500–700 mm, which can be calculated as approximately 500–700 L per m2 (GUS 2022). In most of Europe (Table 1), the annual rainfall is 300–800 mm (300–800 L per m2).
The presence of water on the rolling surface of the railway rails during the winter season, which is formed from melted snow, should also be noted. Thus, the number of days when water is deposited on the rail surface increases, which has an extremely significant impact on the phenomena and durability of the wheel-rail contact.
One of the main tribological properties is the coefficient of friction. In a wheel-rail contact, these values range from 0.3 to 0.6, depending on the values of the operational factors (Garnham and Davis 2011).
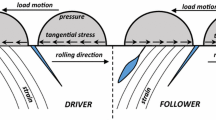
The final factor affecting the wear of the wheel-rail system is the phenomenon of fatigue crack propagation as a result of the spreading action of the fluid (Fig. 1). This process is closely related to the so-called fluid closure effect in the gap, which occurs when the wheel is rolled through the contact area (Halamaa 2011; Kvarda et al. 2021). Fluid closure results in a short-circuiting effect of the crack edges, forced by the contact load, with the crack walls inside the crack opening up (pitting). During the development of fatigue cracks, curing by pitting and embrittlement following dispersion curing after pitting occurring in the material immediately above the crack face follow in succession (Al-Juboori et al. 2019). This leads to the formation of cracks with critical lengths for the loads acting in the tribological system. The rate of development and the critical crack length are a function of the material properties and primarily depend on operational factors [Halamaa 2011, Zhou et al. 2023].

Cracks on the rolling surface caused by high-speed train traffic: a surface cracks, b grid of cracks, c pit after removal of flake
The effects of operational factors on the tribological node at the rolling-sliding contact lead to wear and the formation of wear debris. This is all the more important as, in an era of increasing interest in methods of early damage detection and determination, in addition to strength tests and chemical composition, quantitative metallographic evaluation of flake wear debris makes it possible to find cause-and-effect relationships between the stereological features of the particles under study and operational parameters. Assessment of the technical condition of an object (i.e. the wheel-rail system) on the basis of features makes it possible, consequently, to predict the service life of the friction node under consideration. Skilful use of methods for studying the products of wear and tear during service life can have an impact on increasing safety (Zhang et al. 2023).
According to the dislocation theory of defects, stress concentrators are clusters of dislocations formed when obstacles are encountered. These clusters give rise to micropores, which grow and merge leading to the formation of wear products. The separation of the particles itself occurs under the action of tangential forces.
According to the flake theory of wear, in the sliding friction process, the maximum accumulation of dislocations occurs at a certain distance from the surface. Large accumulations of dislocations result in the formation of micro-slots, which merge by growth. This leads to the formation of gaps located parallel to the friction surface. When the gaps reach a critical length, the material separates in the form of a flake (Roylance et al. 2000; Hu et al. 2020).
It is assumed that when the edge of the fracture closes (Fig. 2), there is fluid between the fracture walls below the edge, which has entered the fracture from the external contact surface. When the crack is closed, there is a high fluid pressure inside the crack, which acts on the crack walls causing the crack to enlarge (Olofsson et al. 2019). The formation and development of damage on the surface and just below it of the components working in the rolling-sliding contact depends, on the one hand, on the load and stress level in the most stressed area of the rail and, on the other hand, on the properties of the material of which the rail is made, and above all on its strength in this area (Fig. 3). Stress levels are influenced not only by external factors, but also by the inherent stress state, the topography of the rolling surface of the rail, any geometrical and structural notches (including discontinuities) that cause stress concentration (Freisinger et al. 2024; Zhou et al. 2023; Wang et al. 2023).

Wear model according to Suh's flake wear theory (Fleming and Suh 1997)

View of the worn surface a and scheme presented effect of the fluid closing in the gap b
The present study is aimed at determining the basic tribological properties, i.e. the dependence of wear and friction coefficient and stereological features of wear products on selected operating factors of the wheel-rail system (load, sliding, velocity, water (Freisinger et al. 2024)), which are the main causes of fatigue and contact wear in the rolling-rail contact. The development of diagnostic levels on the basis of quantitative metallographic analysis will make it possible to determine the type of wear mechanism depending on the operating conditions. Constant monitoring of wear and damage is essential in the normal operation of railway rails.
The aim of this study was to determine the influence of operational parameters on the tribological properties of a rolling-sliding contact representing a wheel-rail association in real operating conditions. Determining the form of wear on the basis of laboratory tests conducted on an Amsler stand wear testing machine makes it possible to determine the nature of changes occurring as a result of cyclic interaction of normal and tangential forces on the surface of the tested material, without the need for long-term and costly observation of the tested object in normal operation. Laboratory tests reflected the most significant operating parameters, occurring in the real object, affecting the durability of the wheel-rail contact (Zhang et al. 2022). For this purpose, a dimensional analysis reproducing the actual conditions prevailing at this critical point was used. A special feature of laboratory testing is that it is more possible to control the direct influence of a single selected factor than is the case in real conditions.
2 Test procedure
The laboratory tests reflected the most relevant operating parameters, occurring in the real object, affecting the durability of the wheel-rail contact. For this purpose, a dimensional analysis was used to represent the actual conditions prevailing at this critical point. A special feature of laboratory testing is that it is more possible to control the direct influence of a single selected factor than is the case in real conditions. The core of tribological research is laboratory testing on an Amsler-type machine in a roll-to-roll contact. During tribological testing, mass loss was measured in a cyclic way (at specific time intervals). In this way, mass loss was recorded without leading to a significant increase in temperature at the point of contact of the cooperating elements.
2.1 Description of the research object
The bench tests were carried out on an Amsler-type wear testing machine containing a tribological node operating in the rolling-slipping contact, in a roll-to-roll arrangement. The bench tests were carried out in the rolling-slip contact under dry friction conditions. Amsler’s bench (Fig. 4) is a roll-to-roll friction junction device, where both the sample and the counter-sample are rollers. As a result of the rotational movement of the rollers with a common contact area, the phenomenon of surface fatigue or abrasive/adhesive wear of the material (depending on the slip value) can be observed. The rollers were mounted on two rotating rollers.

Laboratory stand—a, kinematic pair b
2.2 Discussion of working conditions
On the above-mentioned stand, tests were carried out on currently manufactured and used three rail steels under various operational conditions. The operating factors were chosen to reflect typical operating conditions existing on railway tracks. Three types of rail steel were used in the tests, i.e. perlitic steel without and after heat treatment and bainitic steel in both dry and wet contact. Quantitative and qualitative metallographic studies of wear products detaching from the rolling surface were carried out. Profiographometric studies of wear products and selected surfaces after cooperation were also performed. Following the proposed studies, an in-depth analysis was carried out and final conclusions were formulated. The final conclusions were divided according to their nature, i.e. cognitive conclusions, utilitarian (useful) conclusions and developmental (prospective) conclusions.
Based on a literature review and our own research, it was determined that operational parameters significantly affecting the durability of railway tracks are load, slip, and speed. Table 2 compiles typical operational conditions found on a selected track section and their representation in the laboratory setup.
The testing conditions in the laboratory setup are similar to those occurring in real objects, relying on data drawn from a selected section of the railway track. Comparative tests of rail steels were conducted on an Amsler laboratory stand in accordance with the PN-H-04332:1982 recommendations. Tribological tests were performed in a rolling-sliding contact under dry friction conditions with three repetitions, and the result (weight loss and friction coefficient) represented the mean value. Rollers with a diameter of 38 mm were made from the tested steels, and they interacted with the counter-sample, also in the form of a roller. Despite the fact that in operational conditions, railway tracks interact, for example, with B6 steel (with a pearlitic microstructure and ferrite precipitations along grain boundaries) used for railway wheel rims, in the laboratory test, 100Cr6 steel was used as the counter-sample. It has a microstructure composed of carbides in a martensitic matrix with high hardness – 62 HRC. This steel was chosen due to its common use as a counter-sample material in tribological studies, allowing for a comparison of obtained results with literature data and minimizing the influence of counter-sample wear on the test sample.
The analysis of measurement results based on the Hartley's plan (Table 3) involves calculating coefficients of a second-degree polynomial, verifying their significance, and checking the adequacy of the polynomial. The polynomial coefficients are calculated according to the general principles of the least squares method, applying matrix calculus (normal equations) with electronic computation techniques taken into account (Table 4).
Tribological tests were carried out on the basis of an established experimental plan. The experimental plan required the determination of the limiting values of the input quantities for which measurements of the output quantities are carried out. On the basis of the experimental plan, which assumed three levels of the controlled factor, i.e. minimum indicated by “−1”, central “0” and maximum “ + 1”, measurements of the values of the output quantities were carried out. The obtained measurement results were repeated three times and then subjected to statistical analysis as a basis for substantive analysis. The results of a correct experimental plan are output quantities called result factors (wear or friction coefficient).
In order to determine the forces acting under laboratory conditions in relation to real-world conditions in the wheel-rail system, the theory of similarity was employed, utilizing the following formula and assuming geometric similarity of the considered friction nodes:
where:
P’ i P – load under laboratory conditions and in a real object N,
R’ i R – equivalent radius under laboratory conditions and in a real object m,
L’ i L – contact length under laboratory conditions and in a real object m.
According to the operating conditions on the PKP tracks, the load for a passenger car is 62,500 N/wheel, while for an empty and loaded freight car, it is 20,000 N/wheel and 100,000 N/wheel, respectively. This determines the magnitude of forces and, consequently, the stresses occurring in the rolling-sliding contact in the friction node. By comparing the compressive stresses generated in the contact zone during the rolling-sliding friction of two interacting elements, both in a real-world and laboratory setting, it is possible to closely approximate the conditions prevailing in both friction zone (Table 4).
The PN-82/H-04332 standard specifies the conduct of tests in both unlubricated and lubricated contact, aiming to reflect real-world conditions on the track. Dry friction is commonly employed in the tests due to the ease of controlling the controlled factors. Untreated pearlitic steel is the standard material used for railway tracks. A series of studies have been conducted to determine the primary directions of wear formation and the friction coefficient.
On the basis of the literature analysis and our own research (Tables 2 and 4), it was concluded that the operating parameters with a significant impact on the durability of the railway rail are load, slippage and speed. The choice of minimum and maximum values was determined by the conditions on the selected track section. The minimum load level reflects the passage of an empty goods train, while the maximum level reflects the passage of a fully loaded goods train. The minimum value of slip occurs when the train is running on a straight section of track and the maximum on a curve combined with a gradient and/or an incline. The speeds are defined by the restrictions on the track section.
3 Results
Laboratory studies constitute a crucial element in understanding and assessing the wear process occurring in rolling-sliding contact, depending on operational factors such as load (in N), sliding (as a percentage), and speed (rotation speed in 1/min). A distinctive feature of laboratory research is the greater ability to directly control the impact of a selected factor compared to real-world conditions.
3.1 Tribological Tests
Comprehensive tribological studies were conducted on three types of rail steels: untreated, heat-treated, and bainitic steel, in dry and wet contact. The experiments were based on a polyselection D-optimal experimental design according to Hartley with triple repetition. The research results underwent thorough correction to confirm the main trends in the formation of the analyzed functions (Figs. 5–7).

The relationship between mass loss and friction coefficient in rolling-sliding contact after tribological testing under load during passenger train: a dry contact, b wet contact; under various sliding conditions and rotation speeds
Figure 5 shows an increase in wear as the load increases in the dry contact (798–1476 mg), while in the wet contact the increase dominated in the initial phase( 297–342 mg), to decrease slightly at the maximum load value (335 mg). The load may already be so high that water deposited in the cracks of the irregularities acts on the surface by increasing pressure in the form of an elastohydrodynamic wedge. The coefficient of friction in both cases increases with increasing load.
In dry contact, an increase in the load of the railway rolling stock results in an increase in wear intensity (798–1476 mg) and friction coefficient values (0.53–0.66). The most critical event is the passage of a loaded (freight) train at high speed on a straight section, as it increases the wear intensity. The passage of a fully loaded freight train on a curve at a low speed also leads to increased wear (Fig. 6).

Dependence of weight loss and coefficient of friction in a rolling-sliding contact after a tribological test with load during the passage of a goods train loaded to the maximum: a in dry contact, b in wet contact under different sliding conditions and rolling speed
The most concerning signals during tribological testing reflecting the passage of a passenger or freight train on a straight section at maximum speed. The wear value is close to the maximum wear value, which may lead to the occurrence of fatigue damage on the friction surface (Fig. 7).

The relationship between mass loss and friction coefficient in rolling-sliding contact after a tribological test corresponding to a train passage at rotation speed: a, c minimum in dry contact, b, d maximum in wet contact; under different load and sliding conditions
3.2 Metallographic examination
Samples after the Amsler tribological test were subjected to microscopic examinations to elucidate wear mechanisms and observe differences in dry contact. Differences in the wear process were observed on the friction surfaces of the samples after the tests, indicating a change in the wear mechanism under the same operational parameters, i.e., load, sliding, and speed (Figs. 8–12).

The surface of samples from the steel used for rails after the tribological test in: a dry contact, b wet contact
As a result of the tribological tests, wear debris detaching during friction from the rolling-sliding association were obtained. Once the products were collected, they were quantitatively and statistically analysed and computer acquisition was performed (Fig. 9). The analysis allows the wear process to be quickly identified and the wear rate of the tribological system to be assessed. During the study, weight loss and observation of the surface of the samples were systematically measured and wear products were collected.

View of flake wear debris: a wear debris example obtained from real object – wheel-rail system, b, wear debris, c metallographic specimen of wear debris obtained from laboratory stand
Carrying out a quantitative metallographic evaluation of the flaky wear products made it possible to determine the distribution of the studied particles and to determine their density function. Based on the histograms of the distribution of geometric features, the average diameter of the flake wear debris was determined. It is extremely difficult to carry out a quantitative metallographic analysis of wear debris on the basis of the area or parameter, based on the above-mentioned stereological features. On this basis, it will be possible to infer the nature and type of wear and tear, which will make it possible to improve safety in train operations (Fig. 10, 11). The determination of diagnostic levels made it possible to classify the wear mechanism according to the dimension of the wear debris.

Histogram of the wear debris geometrical parameters and their density functions

Dependence of the mean diameter of the flaky wear debris in the rolling-sliding contact after the tribological test with the load during the passage of: a, c passenger train, b, d maximally loaded goods train; under different sliding conditions and rolling speed
At the dry contact, an increase in rolling stock loading also increases the wear intensity (798–1476 mg) and the friction coefficient value (0.53–0.66). Comparing the dry and wet contact, there was a high agreement with the results obtained empirically on the real object, the wear also decreased more than twice (798–297 mg) for an unloaded goods train and more than four times for a maximally loaded goods train (1476–335 mg). With a light load, the effect of water squeezing into the gap is less and thus the pressure in the gap is lower. At high loading, the pressure is high enough to cause damage to the surface layer of the rail. In addition, the lower velocity results in a longer contact time between the two mating surfaces, which contributes to the perpetuation of the fatigue gap dislodgement effect and the enlargement of RCF damage. The presence of a lubricating medium in the form of water on both straight section and and in the curve, reduces the wear value by more than 2–4 times. This does not change the fact that the passage of a train in a curve in a lubricated contact at low speed can lead to the appearance of RCF-type damage.
In a dry contact, the most dangerous event is the passage of a loaded (freight) train at high speed on a straight section, as it increases the intensity of wear. The passage of a loaded goods train in a curve at low speed also leads to an increase in wear. In the wet, straight section, the passage of an unloaded freight or passenger train can lead to an intensification of the wear process. The situation is similar when a train passes through a curve. As the train load increases, the value of wear decreases slightly, but the value of the friction coefficient increases and no RCF damage appears on the running surface of the rails.As the speed increases, the wear value decreases in both the dry and wet contact, this is due to the formation of an elastohydrodynamic film of negligible thickness. The effect of speed on the wear mechanism is significant, as it changes the value of the wear intensity. A high wear value was also observed in the wet contact reflecting the passage of an unladen passenger or goods train at a low value of the friction coefficient. Under such conditions, the wear intensity is not very high and may lead to the occurrence of surface fatigue of the rolling surface.
The most worrying signals come from a tribological test reflecting the passage of a passenger or goods train on a straight section at maximum speed. The wear value is close to the maximum wear value. This can lead to the appearance of fatigue damage on the friction surface. The mass loss of the rolls after heat treatment and without changes parabolically with increasing slip reaching a maximum at γ = 2.6%, which is almost seven times greater than at 0.3%. The reason for such an association behaviour is, among other things, the increase in temperature at the interface between the two cooperating elements (from 22 °C to 47 °C, measured by the contact method). The increase in temperature changes the wear mechanism and the appearance of the friction surface, where colour changes and numerous collapses appear. An increase in slip causes an increase in frictional force, breaking of frictional bonds and a shift in the point of onset of plastic deformation towards the surface.
The samples after the tribological test on the Amsler test stand were subjected to microscopic examination in order to clarify the wear mechanisms and observe the differences in the dry and wet contact. On the friction surface of the samples after the tests, differences in the wear process were observed, which show a change in the wear mechanism at the same operating parameters, i.e. load, sliding and speed. The cracks that appear in the wet contact lead to jagged upward-sloping flakes on the surface. This is in contrast to dry contact surfaces, where there is no wear in the form of pearl-like flaking of wear products from the friction surface. The wet contact friction surface has many irregularities, into which water can additionally penetrate, contributing to further crack propagation due to the fluid confining effect of the joint. The water pressure is so great that it causes the crack to become fractured, leading to the appearance of increasingly large pits on the surface.
The condition of a machine usually cannot be determined from a single (only one) quantitative metallographic analysis of the wear process. Although an experienced user of this technique can draw conclusions from the size of the wear products—large chunks, for example, undoubtedly demonstrate significant fatigue of the material. It would be extremely convenient if the 'absolute' size of wear products could give a definitive answer about the degree of wear of a machine/system. However, this is only possible on the basis of extensive experience based on an analysis of change trends, either on the same or a similar type of system.
On the basis of the studies carried out on the average diameter of wear products, diagnostic levels can be proposed using quantitative metallographic evaluation of the rolling/slipping association depending on the operating conditions, defining ranges of safe operation (Table 5).
In order to compare and explain the wear mechanisms of the rails tested in the real objects and the rollers used for the laboratory tests, metallographic tests were carried out on samples taken from them in selected sections of the rails and rollers in the surface layer and in the core (Fig. 12).

View of the rolling surface and metallographic specimens: a—rolling surface of the railway rail, b—rolling surface of the roller after cooperation, c—un-etched cross-sectional view of the surface layer of the rail, d—etched cross-sectional view of the surface layer of the roller
From the metallographic examination of the surface layer of the rail after operation, it was found that cracks formed at a certain depth and propagate parallel along the rolling direction (Fig. 12). As the subsurface crack increases, the cracking can reach a critical value, after which the material product can be detached. Analysing the surface layer of the roller after the co-operation carried out in laboratory tests, it was found that the wear mechanism follows the same pattern as during operation in real track conditions. Furthermore, the rolling surface of the rail is very similar to that obtained on the laboratory stand.
4 Conclusion
On the basis of the tribological and metallographic studies carried out, it was concluded that:
-
1.
Destruction of the surface layer in a rolling-sliding association takes the form of a delamination wear mechanism in the form of flaky wear products.
-
2.
The detaching wear products have a shape and dimension that depends on material and operational factors affecting their formation and propagation process.
-
1.
The dimension and shape of wear products are a reflection of the condition of the surface layer, as a result of an efficient system for collecting and identifying wear products and the condition of the friction surface, the technical condition of the object can be successfully monitored.
-
2.
In a dry contact, there is a relationship between wear and friction coefficient, leading to an increase in wear intensity or a change in the wear mechanism.
-
3.
In wet contact, there is an inverse correlation of wear and coefficient of friction, leading to the appearance of RCF damage on the rolling surface.
-
4.
In wet straight section contact, the wear mechanism changes for maximum values of speed and load, which can lead to the appearance of fatigue/contact damage.
-
5.
At minimum speed, wear is much more severe (high chance of fatigue wear) than at higher speeds, which is dictated by the formation of a lubricating medium layer between the mating surfaces (so-called elastohydrodynamic wedge).
-
6.
It is advisable to make a mobile device to monitor the condition of the surface layer, taking into account the diagnostic criteria proposed in the paper. Performing additional tests with the above-mentioned device is a fast, non-invasive and inexpensive solution to complement the ultrasonic and magnetic tests in order to make the right decision about the technical condition of the tested object.
Data availability
No datasets were generated or analysed during the current study.
References
Al-Juboori A et al (2019) Evolution of rail surface degradation in the tunnel: the role of water on squat growth under service conditions. Eng Fract Mech 209:32–47
Clayton P (1995) Predicting the wear of rails on curves from laboratory data. Wear 181–183:11–19
Dayot C, A. Saulot n, C. Godeau, Y. Berthier. (2012) Tribological behaviour of pearlitic and Bainitic steel grades under various sliding conditions. Tribol Int 46(2012):128–136
Donzella G, Faccoli M, Mazz A, Petrogalli C, Roberti R (2011a) Progressive damage assessment in the near-surface layer of railway wheel–rail couple under cyclic contact. Wear 271:408–416
Donzella G, Faccoli M, Mazzů A, Petrogalli C, Roberti R (2011b) Progressive damage assessment in the near-surface layer of railway wheel–rail couple under cyclic contact. Wear 271:408–416
Fleming JR, Suh NP (1977) Mechanics of crack propagation in delamination wear. Wear 44:39–56
Freisinger M, Fellner S, Gammer C, Riedl H, Hahn R (2024) Stratified surface layers affecting crack propagation in wheel-rail contacts. Tribol Int 192:109319
Gallardo-Hernandez EA, Lewis R (2008) Twin disc assessment of wheel/rail adhesion. Wear 265:1309–1316
Garnham JE, Davis CL (2011) Estimation of wheel/rail adhesion coefficient under wet condition with measured boundary friction coefficient and real contact area. Wear 271:32–39
GUS. Statistical analyses. Environment 2022. Available 30.12.2023. https://stat.gov.pl/files/gfx/portalinformacyjny/pl/defaultaktualnosci/5484/1/23/1/ochrona_srodowiska_2022.pdf
Halamaa R (2011) Rostislav Fajkoˇs b, Petr Matuˇsekb, Petra Babkovac, Frantiˇsek Fojtik a, Leo Vaclavek: Contact defects initiation in railroad wheels – experience, experiments and modelling. Wear 271:174–185
Hiroyuki M, Satohb Y, Kanematsub Y, Iwafuchib K (2011) On-site investigation and analysis of flaking damage leading to rail break. Wear 271:168–173
Hu Y, Zhou L, Ding HH et al (2020) Investigation on wear and rolling contact fatigue of wheel-rail materials under various wheel/rail hardness ratio and creepage conditions. Tribol Int 143:106091
Kvarda D, Galas R, Omasta M, Shi LB, Ding HH, Wang WJ, Krupka I, Hartl M (2021) Asperity-based model for prediction of traction in water-contaminated wheel-rail contact. Tribol Int 157:106900
Mazzù A, Battini D, Zani N (2024) Computational assessment of ratcheting in rail-wheel contact with solid contaminant. Wear 546–547:205346
Olofsson U, Lewis R, Harmon M (2019) Tribology of the WheelRail Contact from. Handbook of Railway Vehicle Dynamics CRC Press. NY
Roylance BJ, Williams JA, Dwyer-Joyce R (2000) View all authors and affiliations wear debris and associated wear phenomena—fundamental research and practice proceedings of the institution of mechanical engineers. Part J: J Eng Tribol 241(1):79
Wang W, Li S, Ding H, Lin Q, Galas R, Omasta M, Meli E, Guo J, Liu Q (2023) Wheel/rail adhesion and damage under different contact conditions and application parameters of friction modifier. Wear 523:204870
Zakharov S, Zharov I (2002) Simulation of mutual wheel/rail wear. Wear 253:100–106
Zhang SY, Liu QY, Wang WJ, Spiryagin M, Lin Q, Ding HH, Wu Q, Zhou ZR (2022) Implications of water medium for the evolution of rolling contact fatigue under rail surface defect conditions. Tribol Int 175:107870
Zhang SY, Ding HH, Lin Q, Liu QY, Spiryagin M, Wu Q, Wang WJ, Zhou ZR (2023) Experimental study on wheel-rail rolling contact fatigue damage starting from surface defects under various operational conditions. Tribol Int 181:108324
Zhong W, Hu JJ, Shen P, Wang CY, Lius QY (2011) Experimental investigation between rolling contact fatigue and wear of high-speed and heavy-haul railway and selection of rail material. Wear 271:2485–2493
Zhou X, Li S, Wang J, Wang K, Jing L (2023) Fatigue crack growth in wheel-rail rolling-sliding contact: a perspective of elastic-plastic fracture mechanics criterion. Wear 530–531:205069
Funding
Silesian University of Technology.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by Henryk Bąkowski. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
John, A., Bąkowski, H. & Śleziak, B. The evaluation of wear processes of the rolling-sliding contact by means of flake wear debris in dry and wet contact. Multiscale and Multidiscip. Model. Exp. and Des. (2024). https://doi.org/10.1007/s41939-024-00570-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41939-024-00570-9