
Abstract
Optics with high-precision height and slope are increasingly desired in numerous industrial fields. For instance, Kirkpatrick–Baez (KB) mirrors play an important role in synchrotron X-ray applications. A KB system is composed of two aspherical, grazing-incidence mirrors used to focus an X-ray beam. The fabrication of KB mirrors is challenging due to the aspherical departure of the mirror surfaces from base geometries and the high-quality requirements for slope and height residuals. In this paper, we present the process of manufacturing an elliptical cylinder KB mirror using our in-house-developed ion beam figuring (IBF) and metrology technologies. First, the key aspects of figuring and finishing processes with IBF are illustrated in detail. The effect of positioning error on the convergence of the residual slope error is highlighted and compensated. Finally, inspection and cross-validation using different metrology instruments are performed and used as the final validation of the mirror. Results confirm that relative to the requested off-axis ellipse, the mirror has achieved 0.15-µrad root mean square (RMS) and 0.36-nm RMS residual slope and height errors, respectively, while maintaining the initial 0.3-nm RMS microroughness.
Highlights
-
Demonstrated our in-house developed, high-performance Kirkpatrick–Baez mirror manufacturing solution.
-
Highlighted the key factors and strategies in achieving stringent mirror design specifications.
-
Achieved excellent slope error (0.15 µrad RMS), height error (0.36 nm RMS), and microroughness (0.3 nm RMS).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
With the rapid development of precision technologies, high-precision optics has drastically become in demand for various cutting-edge applications, such as in telescopes for space exploration [1, 2], optics in extreme ultraviolet (EVU) lithography [3, 4], and X-ray mirrors for synchrotron radiation [5, 6]. Stringent requirements on height-and-slope errors have been specified for the requested optical components. A typical example of such optics is Kirkpatrick–Baez (KB) mirrors, which have been widely used in synchrotron applications to focus X-ray beams due to their achromaticity and excellent focusing capability. As shown in Fig. 1, a KB mirror system contains two elliptical–cylindrical mirrors: the horizontal focusing mirror (HFM) and vertical focusing mirror\CEnote{AUTHOR: As per journal guidelines, please note that it not necessary to capitalize these terms; these were set to lowercase} (VFM), horizontally and vertically focusing the incoming X-ray beam, respectively. Surface profiles of KB mirrors often need to reach excellent height (< 0.5-nm root mean square (RMS)), slope (< 0.2-µrad RMS), and microroughness (≤ 0.3-nm RMS). Combined with aspherical departures from base geometries, these requirements make the fabrication of KB mirrors meeting the design specifications challenging. Advanced computer-controlled optical surfacing (CCOS) and dedicated metrology techniques are thus necessary.

Vertical focusing mirror (VFM) and horizontal focusing mirror (HFM) in a Kirkpatrick–Baez (KB) system
Ion beam figuring (IBF) is one of the ultraprecision CCOS techniques. It removes material from an optical surface at the atomic level by physical sputtering and has many advantages over conventional CCOS processes, such as being highly deterministic, having stable tool influence functions (TIFs), and not producing mechanical load force, minimal surface or subsurface damage, and edge effects. In the past decade, IBF techniques dedicated to synchrotron X-ray mirror fabrication have been greatly advanced in several directions, system design [7, 8], dwell time optimization [9,10,11,12,13], slope-oriented or hybrid height-and-slope–figuring models [6, 14, 15], and process parameter optimization [16]. All of these efforts were directed toward achieving high figuring accuracy and fast convergence to the target surface height-and-slope profiles. The feasibility of manufacturing flat [11, 12, 17] and aspheric [6, 18, 19] mirror surfaces with IBF to quality height (≤ 1-nm RMS) and slope (≤ 0.25-µrad RMS) errors was demonstrated, proving that IBF is an effective CCOS technique for the development of X-ray KB mirrors.
In addition to a high-performance IBF system, dedicated slope and height metrology systems are mandatory tools to measure such high-precision, grazing-incidence KB mirrors. Slope-measuring instruments include the widely used long trace profiler [20] and Nanometer Optical Component Measuring Machine (NOM) [21]. With slightly different configurations from the NOM, the Nanoaccuracy Surface Profiler (NSP) was developed [22] and advanced [23, 24] and is now able to reach < 0.05-µrad RMS measurement repeatability. Since the evolution of the fourth-generation synchrotron light sources, height metrology has become a necessity in the characterization of synchrotron X-ray mirrors. Interferometry is the most widely adopted height-measuring technology. However, a grazing-incidence KB mirror is longer in its tangential dimension (100 mm to 1 m) than its sagittal dimension (10–40 mm). Hence, stitching interferometry (SI) techniques [25,26,27,28,29] have been developed to extend the interferometer field of view and avoid grazing-incidence interferometry options. The measurement repeatability can reach < 0.5-nm RMS for flat and “shallow” curved surfaces [28, 29]. Microscopic SI has also been applied to inspect middle-to-high-frequency errors [26, 30].
Although several leading companies, such as JTEC [5] and Zeiss [18], established and successfully deployed their own optical fabrication procedures for X-ray mirror fabrication in synchrotron radiation facilities worldwide, they kept the underlying methods and strategies as their intellectual properties unavailable to the public. Thus, we started our research of manufacturing diffraction-limited KB mirrors in early 2018 to develop an entire procedure that can contribute to the communities of optical fabrication and metrology. In the past 4 years, we have successfully established the effective fabrication and metrology solutions demonstrated in Fig. 2.

In-house established optical fabrication and metrology solution: a fabrication with the ion beam figuring (IBF) system is guided by b metrology from the stitching interferometry (SI) platform. c The result is inspected and cross-validated across different instruments with a wide range of spatial frequencies, including the nanoaccuracy surface profiler (NSP), the SI platform, and the Zygo NewView white-light interferometer
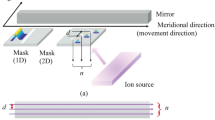
As shown in Fig. 2a, nanofabrication is achieved using an in-house-developed IBF system, which is equipped with a KDC 10 ion source system from Kaufman & Robinson (ionsources.com). An SI platform based on a Zygo Fizeau interferometer Fig. 2b) is built to provide the necessary surface shape feedback to IBF processes. Finally, the fabricated mirrors are inspected by NSP, SI, and Zygo NewView white-light interferometer to guarantee that the slope, height, and roughness specifications are achieved in a wide range of spatial frequencies (Fig. 2c). In this study, we demonstrate the entire procedure of manufacturing a high-quality HFM in a KB geometry using the system described in Fig. 2 combined with the advanced IBF and metrology techniques reviewed above. In particular, the figuring and finishing processes using IBF are illustrated, including prefabrication considerations, dwell time optimizer selection, and dynamic performance control of the feed drive system. The effect of positioning on the convergence to the target residual slope error is then highlighted, and the source of the positioning error is identified and compensated. Finally, inspection and cross-validation among different metrology instruments are performed. We illustrate how to align and compare the measurements obtained from slope and height measuring systems. Through these efforts, an HFM with a 150 × 20 mm clear aperture (CA) is fabricated with 0.15-µrad RMS and 0.36-nm RMS residual slope and height errors, respectively. The initial 0.3-nm microroughness is retained. The result verifies the effectiveness of our established KB mirror manufacturing solution.
The rest of the paper is organized as follows. Specifications of the HFM and our prefabrication considerations are detailed in Sect. 2, \CEnote{AUTHOR: Please check if journal styling allows numbered sections}followed by the illustration of the figuring processes with IBF in Sect. 3. The finishing process and the effect of the positioning error on the slope convergence are described in Sect. 4. The final inspection procedure is demonstrated in Sect. 5, and the conclusion and future directions are summarized in Sect. 6.
2 Specifications and Base Geometry
As shown in Fig. 3 and specified in Table 1, the HFM was requested for one National Synchrotron Light Source II beamline.

Schematic of the geometry of the HFM
In the rest of this section, the specifications of the HFM are given, followed by the illustration of our base geometry planning before the fabrication.
2.1 Specifications of the HFM
The specifications of the HFM are given in Table 1. The material is Si or SiO2 with a 150 × 20-mm CA. As shown in Fig. 3, the surface shape in the CA is an off-axis ellipse in the tangential dimension with the following geometry: Source distance, p = 14,315.1 mm, image distance, q = 2575.8 mm, and grazing angle, θ = 1.25°. The sagittal shape is plane, with a radius of curvature (ROC) > 10 km. The maximum tangential and sagittal residual slope errors are 0.2 and 0.5-µrad RMS, respectively, and the residual height error should be less than 2-nm RMS. The microroughness should be less than or equal to 0.3-nm RMS.
The tangential profile of the HFM ellipse is illustrated in Fig. 4a. The total slope range (Fig. 4b) is 0.8 mrad, and the ROC varies from 207.3 to 193.0 m (Fig. 4c), indicating that this mirror can be reliably measured by the instruments introduced in Fig. 3.

a Height, b slope, and c ROC ranges of the HFM ellipse
2.2 Base Geometry
IBF is a high-precision figuring method. Its removal rate is lower than that of coarse-level CCOS techniques. Thus, IBF is suitable to be applied at the final figuring stage, where the mirror surface is already close to the target shape. The decisive factor of the fabrication of a KB mirror is the aspheric departure from its best-fit base geometry because it is easier to fabricate than an aspheric surface, and the target removal amount is relatively small [18]. In addition, base mirrors produced by full-aperture lapping, grinding, pitch polishing, and smoothing generally have excellent waviness and roughness (< 0.3-nm RMS). Given that IBF only corrects form errors without destroying high-frequency components [11, 12], the roughness specification given in Table 1 is already attained during the production of the base mirror.
The base geometry for an ellipse is a circle. To find the best-fit circle for the target ellipse, we fitted the ellipse height profile given in Fig. 4a by minimizing the average removal from the fitted circle to the target ellipse, defined as
where R and (cx, cz) are the radius and center coordinates of the circle, respectively, zs is the fitted circle, ze is the target ellipse, and N is the number of elements in x. The results are the best-fit radius, Ropt, and the center coordinates \(\left( {c_{x}^{{{\text{opt}}}} ,c_{z}^{{{\text{opt}}}} } \right)\) of the circle shown in Fig. 5, where Ropt = 200.10 m brings the minimized average removal of 0.051 µm.

Best-fit circle to the target ellipse with Ropt = 200.10 m and the average removal of 0.051 µm
According to these calculations, the ideal base geometry for the HFM is a circular cylinder mirror. However, considering that cylinders are harder and more expensive to fabricate than spheres and may not fulfill the roughness requirement, we selected a spherical mirror with Ropt = 200.10 m as our base geometry, even though the removal amount would be slightly larger than expected. The details of the specifications sent to the base mirror vendor are summarized in Table 2.
3 Figuring of the HFM
The base mirror we received from the vendor is shown in Fig. 6a. Considering that its actual radius R = 198.452 m is within ± 1% of Ropt, we accepted this base mirror. The target HFM mirror (Fig. 6b) was generated by extruding the ellipse profile in Fig. 4a along the y-direction. As calculated in Fig. 6c, the initial height error from the spherical mirror to the HFM is 93.25-nm RMS. As shown in Fig. 6d, e, the slope errors in the x- and y-directions, respectively, are generated by the sliding window method [6, 29] with a window size of 2 mm. This technique guarantees that the slope errors converted from the height error measured with SI coincide with the NSP measurements [6]. In the rest of this section, the strategies adopted to correct these height-and-slope errors to meet the final specifications are detailed.

a The base mirror received from the vendor has the R = 199.452. b The 2D horizontal focusing mirror map is generated by extruding the ellipse profile in the x-direction along the y-direction. c The initial height error from a–b is 93.25-nm RMS. The slope errors calculated from c are d 3.12-µrad RMS in the x-direction and e 28.56-µrad RMS in the y-direction
3.1 TIF Extraction and Initial Calibration
Following the method proposed by NTG GmbH [31], we applied diaphragms with different sizes in front of the ion source to obtain different TIFs. As shown in Fig. 7a, we introduced a flat reference mirror to obtain the TIF and calibrated the coordinate correspondence between the IBF system and the SI platform.

a The ion beam footprints are bombarded on a reference mirror. The TIFs for the 5- and 1-mm diaphragm are extracted as b and c, respectively. VRR refers to the volumetric removal rate
The ion beam footprints with 5- and 1-mm diaphragms were bombarded onto the reference mirror surface, from which two TIFs were extracted from these footprints by fitting them with multiple superposed Gaussian functions [31]. The 5-mm diaphragm resulted in the TIF shown in Fig. 7b. The full width at half maximum (FWHM) of this TIF is 4.72 mm, which is close to the diaphragm size. Similarly, the FWHM of the TIF for the 1-mm diaphragm is 0.89 mm, as shown in Fig. 7c. From this point, we refer to the TIFs in Fig. 7b, c as 5-mm TIF and 1-mm TIF, respectively.
The coordinate correspondence was constructed by examining the fitted centers of these footprints. These center coordinates in the SI coordinate system correspond to their encoder positions in the IBF coordinate system. The reference mirror should be installed under the same geometrical constraints as the HFM on both the SI and IBF systems. As highlighted in Sect. 4, positioning repeatability is important when the residual slope error in the tangential dimension is challenging.
3.2 Figuring of the HFM with the 5-mm TIF
Coarse figuring of the HFM was performed using the 5-mm TIF because it has a larger volumetric removal rate than the 1-mm TIF.
3.2.1 Height-Base Figuring with Tool Mark Control
3.2.1.1 Dwell Time Optimization
Considering that the height-and-slope errors are far from the specifications, we initially adopted the height-based figuring model for simplicity. In particular, the Universal Dwell time Optimization (UDO) algorithm with a raster tool path scanning along the x-direction was employed due to its excellent accuracy and robustness [12]. Figure 8 demonstrates the estimation by applying UDO to the height error shown in Fig. 7c. A total of 203.45 min (Fig. 8a) is required to reduce the height error from 93.25 to 1.14-nm RMS (Fig. 8b).

a A total of 203.46 min is required to achieve the b 1.14-nm RMS residual height error
3.2.1.2 Tool Marks Control
Considering that this estimated residual height error is below the specification (i.e., 2-nm RMS), we accepted this dwell time. However, such long (> 3 h) dwell time should be separated into multiple cycles to keep the linearity of the ion beam removal [32]. Therefore, the dwell time in Fig. 8a was divided into ten cycles. Between every two consecutive cycles, at least 1 h of cooldown time was introduced by blowing argon in the chamber. Owing to the flexibility of UDO, the dwell points of the ten cycles were randomized in the y-direction (i.e., the stepping) to reduce the periodic tool marks left on the mirror surface.
3.2.1.3 Dwell Time Implementation
The dwell time of the first cycle is given in Fig. 9a as an example, where the total dwell time is 19.1 min. Proper implementation of the dwell time is crucial for deterministic figuring. In general, discrete dwell time is converted to continuous varying velocities before sending to the feed drive system of IBF to reduce dynamic stressing [33]. Our feed drive controller supports the position–velocity–time (PVT) control mode, which describes the motion between every two consecutive points using a third-order polynomial. This mode achieves smoother velocity control compared with the conventional constant acceleration mode [33]. Using the novel PVT-based scheduler [34], the velocity map shown in Fig. 9b was calculated from Fig. 9a and sent to the IBF system.

a Dwell time map for the first cycle. b Velocity map calculated from the dwell time with the PVT scheduler
3.2.1.4 Height-Based Figuring Results
The HFM was measured after ten IBF cycles. The residual height-and-slope errors were measured with the SI platform. A residual height of less than 2-nm RMS was obtained, and the residual slope errors were still above the specifications (Fig. 10). Therefore, we decided to adopt the advanced hybrid height-and-slope-based method [6] to reduce the slope errors without changing the TIF because the residual slope error in the y-direction was still far from the specification.

Measured residual height and slope errors after the height-based figuring with the 5-mm TIF
3.2.2 Hybrid Height-and-Slope Figuring
The hybrid height-and-slope figuring model was proposed to consider height-and-slope convergences in the dwell time optimization. It provides good residual height-and-slope estimations by exploiting the full removal capability of a TIF [6]. This method was employed on the residual height-and-slope errors shown in Fig. 10. The final figuring result using the 5-mm TIF is given in Fig. 11, where the residual height error was further reduced to 0.79-nm RMS, and the residual slope error in the y-direction was 0.41-µrad RMS, which was smaller than the specified 0.5-µrad RMS. However, the residual slope in the x-direction was reduced by only 0.02 µrad and was still larger than 0.2 µrad. By closely examining the repetitive patterns along the x-direction, we found that the period of these stripes was about 5 mm, which was close to the FWHM of the 5-mm TIF. Thus, we confirmed that we had reached the removal limit of the 5-mm TIF. Further improvement in the slope error in the x-direction would require relatively small TIFs.

Measured residual height and slope errors after the hybrid height-and-slope figuring with the 5-mm TIF
4 Finishing of the HFM
As shown in Fig. 11, only the residual slope error in the x-direction was still beyond the specification after figuring with the 5-mm TIF. In the rest of this section, we will demonstrate how this error was addressed with the 1-mm TIF and highlight the critical influence of positioning accuracy on slope convergence.
4.1 Finishing with 1-mm TIF
Dwell time optimization of the 1-mm TIF finishing was performed using the Robust Iterative Surface Extension (RISE) algorithm instead of UDO because the 1-mm TIF requires dense dwell points that are too computationally expensive for UDO. RISE relies on fast Fourier transform to perform deconvolution, so it is more efficient than UDO. The only drawback of RISE is that it does not support randomized dwell points to control the tool marks. However, the HFM was already close to the target shape in the finishing phase. Hence, the total dwell time would be short, and the process would not leave serious tool marks.
Figure 12 shows the residual height-and-slope errors after finishing with the 1-mm pinhole. The height and slope in the y-direction were further improved. Meanwhile, the slope in the x-direction was reduced only by 0.04 µrad and was still larger than the specification. This finding indicated the existence of positioning errors along the x-axis that were large enough to affect the corresponding slope convergence.

Measured residual height and slope errors after the first finishing with the 1-mm TIF
4.2 Identification and Compensation of the Positioning Error
The positioning error was identified by closely examining the difference between the estimated removal, ze(x, y), and the measured removal, zm(x, y) [16]. According to the convolutional figuring model,
where t(ξi, ηj) is the dwell time at (ξi, ηj). If the positioning error in the x-direction is Δξi, then the estimation becomes
The estimated and measured slope removals in the x-direction, zxm(x, y) and zxa(x, y), were converted from zm(x, y) and za(x, y), respectively. We varied Δξi from − 1 to 1 mm and calculated the RMS of the difference between the measured and actual removals. The resulting Δξi—RMS curves are shown in Fig. 13a, from which two key aspects are highlighted.

Positioning error versus the RMSs of the difference between the estimated removal and the measured removal a before and b after the compensation
First, the smallest RMS of height and slope was obtained at Δξi = − 0.6 mm, which indicates that the positioning error measured with the SI was − 0.6 mm. Meanwhile, the positioning error had a negligible (< 0.01-nm RMS) effect on the height removal but caused a slope removal error close to the specification, i.e., 0.2 µrad. Through this analysis, we confirmed this positioning error and shifted our dwell positions by Δξi = − 0.6 mm.
The final finishing result with the positioning error compensation is demonstrated in Figs. 13b and 14, where the smallest residual errors were achieved at Δξi = 0 mm and all the residual height-and-slope errors have achieved the specifications. Finally, we stopped our manufacturing process and began to inspect the fabricated HFM.

Measured residual height and slope errors after the positioning error compensation
5 Inspection and Cross-Validation
The HFM was inspected using the instruments shown in Fig. 2c. The height measurements obtained from SI were first cross-validated with the slopes measured with NSP, followed by the roughness and power spectral density (PSD) investigation using the NewView white-light interferometer.
5.1 Cross-Validation Between SI and NSP
NSP [24, 35] measures 1D slope profiles. As shown in Fig. 15, we measured the center line along the x-direction of the finished HFM with NSP and obtained a 0.16-µrad RMS residual slope error. To validate the SI measurements, we applied a 2-mm sliding window to scan across the height map shown in Fig. 14 to mimic NSP profiling, as mentioned in Sect. 2. The resulting residual slope error was 0.15 µrad. Therefore, we concluded from Fig. 15 that the slope measurements from SI and NSP coincided with each other.

Cross-validation between the SI and NSP measurements. The data coincide with each other
5.2 Roughness and PSD
Roughness was measured by a Zygo NewView white-light interferometer with a 20 × objective. The field of view (FOV) was 0.53 × 0.71 mm with a lateral resolution of 1.1 µm. As shown in Fig. 16, the roughness at four different positions in the CA of the HFM before and after IBF was not affected by the IBF and remained at the 0.3-nm RMS level.

Roughness of the HFM surface unaffected by IBF
Finally, the integrated PSD along the x-direction measured with the SI, the NewView with 2.5 × objective (with FOV of 4.24 × 5.65 mm), and the NewView of 20 × objective is demonstrated in Fig. 17. Each individual 1D integrated PSD segment was obtained by averaging their 2D counterparts along the y-direction. As shown in Fig. 17, IBF only corrected the low-frequency form errors without destroying the high-frequency components. At this point, we confirmed that the fabrication of this HFM mirror was completed, and the specifications were achieved.

Integrated PSD before and after IBF of the HFM mirror
6 Conclusions and Future Work
In this study, we demonstrated the manufacturing of KB mirrors with ultraprecision slope and height using our in-house developed procedure. The achieved residual and height errors are 0.15-µrad RMS and 0.36-nm RMS, respectively, which are below the specifications. The fabrication was performed using IBF, and the in-process metrology was conducted with the SI platform. We found that different optimization methods and process parameters, including slope and height error convergence, dwell time implementation, and computational efficiency, should be considered in different situations. We would like to reiterate that positioning errors exert a remarkable influence on slope convergence, especially when the sub-0.2-µrad level of accuracy is expected. This IBF-based procedure would benefit researchers in the communities of synchrotron radiation, optical metrology, and optical fabrication.
The VFM of this KB system requires a CA size of 540 × 8 mm, which exceeds the maximum length limit of our current IBF system. We are currently upgrading the IBF system to handle mirrors with lengths up to 650 mm. In the near future, we will report the progress of our VFM fabrication and investigate the ways to push the limits of slope and height to sub-0.1-µrad RMS and sub-0.3-nm RMS.
Data Availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author upon reasonable request.
References
Ghigo M, Vecchi G, Basso S, Citterio O, Civitani M, Mattaini E et al (2014) Ion figuring of large prototype mirror segments for the E-ELT. Adv Opt Mech Technol Telesc Instrum Int Soc Opt Photon 91510:225–236
Kim D, Choi H, Brendel T, Quach H, Esparza M, Kang H et al (2021) Advances in optical engineering for future telescopes. Opto-Electron Adv 4(6):06210040
Weiser M (2009) Ion beam figuring for lithography optics. Nucl Instrum Methods Phys Res Sect B 267(8–9):1390–1393
Baglin J (2012) Ion beam nanoscale fabrication and lithography: a review. Appl Surf Sci 258(9):4103–4111
Yamauchi K, Mimura H, Matsuyama S, Yumoto H, Kimura T, Takahashi Y et al (2014) Focusing mirror for coherent hard X-rays. In: Jaeschke E, Khan S, Schneider JR, Hastings JB (eds) Synchrotron light sources and free-electron lasers: accelerator physics, instrumentation and science applications. Springer International Publishing, Cham, pp 1–26
Wang T, Huang L, Ke X, Zhu Y, Choi H, Pullen W et al (2023) Hybrid height and slope figuring method for grazing-incidence reflective optics. J Synchrotron Radiat. https://doi.org/10.1107/S160057752201058X
Hand M, Alcock SG, Hillman M, Littlewood R, Moriconi S, Wang H et al (2019) Ion beam figuring and optical metrology system for synchrotron X-ray mirrors. Adv Metrol X-Ray EUV Opt VIII: Int Soc Opt Photon 111090:51–57
Wang T, Huang L, Zhu Y, Vescovi M, Khune D, Kang H et al (2020) Development of a position–velocity–time-modulated two-dimensional ion beam figuring system for synchrotron X-ray mirror fabrication. Appl Opt 59(11):3306–3314
Wang T, Huang L, Vescovi M, Kuhne D, Tayabaly K, Bouet N et al (2019) Study on an effective one-dimensional ion-beam figuring method. Opt Express 27(11):15368–15381. https://doi.org/10.1364/OE.27.015368
Wang T, Huang L, Kang H, Choi H, Kim D, Tayabaly K et al (2020) RIFTA: a robust iterative Fourier transform-based dwell time algorithm for ultra-precision ion beam figuring of synchrotron mirrors. Sci Rep 10(1):1–12
Wang T, Huang L, Choi H, Vescovi M, Kuhne D, Zhu Y et al (2021) RISE: robust iterative surface extension for sub-nanometer X-ray mirror fabrication. Opt Express 29(10):15114–15132
Wang T, Huang L, Vescovi M, Kuhne D, Zhu Y, Negi VS et al (2021) Universal dwell time optimization for deterministic optics fabrication. Opt Express 29(23):38737–38757
Ke X, Wang T, Zhang Z, Huang L, Wang C, Negi VS et al (2022) Multi-tool optimization for computer controlled optical surfacing. Opt Express 30(10):16957–16972
Zhou L, Huang L, Bouet N, Kaznatcheev K, Vescovi M, Dai Y et al (2016) New figuring model based on surface slope profile for grazing-incidence reflective optics. J Synchrotron Radiat 23(5):1087–1090
Li Y, Zhou L (2017) Solution algorithm of dwell time in slope-based figuring model. AOPC 2017: Optoelectron Micro/Nano-Opt—Int Soc Opt Photon 104601:475–482
Wang Y, Hu H, Dai Y, Lin Z, Xue S (2022) Process optimization based on analysis of dynamic and static performance requirements of ion beam figuring machine tools for sub-nanometer figuring. Photonics 9(11):839
Preda I, Vivo A, Demarcq F, Berujon S, Susini J, Ziegler E (2013) Ion beam etching of a flat silicon mirror surface: a study of the shape error evolution. Nucl Instrum Methods Phys Res Sect A 710:98–100
Thiess H, Lasser H, Siewert F (2010) Fabrication of X-ray mirrors for synchrotron applications. Nucl Instrum Methods Phys Res Sect A 616(2–3):157–161
Peverini L, Kozhevnikov I, Rommeveaux A, Vaerenbergh P, Claustre L, Guillet S et al (2010) Ion beam profiling of aspherical X-ray mirrors. Nucl Instrum Methods Phys Res, Sect A 616(2–3):115–118
Takacs PZ, Qian S-N, Colbert J (1987) Design of a long trace surface profiler. Metrol: Fig Finish 749:59–64
Siewert F, Noll T, Schlegel T, Zeschke T, Lammert H (2004)) The Nanometer Optical Component Measuring Machine: a new sub‐nm topography measuring device for X‐ray optics at BESSY. In: AIP conference proceedings: American Institute of Physics, pp 847–50
Qian S, Idir M (2016) Innovative nano-accuracy surface profiler for sub-50 nrad rms mirror test. In: 8th international symposium on advanced optical manufacturing and testing technologies: subnanometer accuracy measurement for synchrotron optics and X-ray optics: International Society for Optics and Photonics, p 96870
Zuo C, Li J, Sun J, Fan Y, Zhang J, Lu L et al (2020) Transport of intensity equation: a tutorial. Opt Lasers Eng 135:106187
Huang L, Wang T, Polack F, Nicolas J, Nakhoda K, Idir M (2022) Measurement uncertainty of highly asymmetrically curved elliptical mirrors using multi-pitch slope stitching technique. Front Phys. https://doi.org/10.3389/fphy.2022.880772
Mimura H, Yumoto H, Matsuyama S, Yamamura K, Sano Y, Ueno K et al (2005) Relative angle determinable stitching interferometry for hard X-ray reflective optics. Rev Sci Instrum 76(4):045102
Rommeveaux A, Barrett R (2010) Micro-stitching interferometry at the ESRF. Nucl Instrum Methods Phys Res Sect A 616(2–3):183–187
Vivo A, Lantelme B, Baker R, Barrett R (2016) Stitching methods at the European synchrotron radiation facility (ESRF). Rev Sci Instrum 87(5):051908
Huang L, Wang T, Nicolas J, Vivo A, Polack F, Thomasset M et al (2019) Two-dimensional stitching interferometry for self-calibration of high-order additive systematic errors. Opt Express 27(19):26940–26956
Huang L, Wang T, Tayabaly K, Kuhne D, Xu W, Xu W et al (2020) Stitching interferometry for synchrotron mirror metrology at National Synchrotron Light Source II (NSLS-II). Opt Lasers Eng 124:105795. https://doi.org/10.1016/j.optlaseng.2019.105795
Yamauchi K, Yamamura K, Mimura H, Sano Y, Saito A, Ueno K et al (2003) Microstitching interferometry for X-ray reflective optics. Rev Sci Instrum 74(5):2894–2898
Schaefer D (2018) Basics of ion beam figuring and challenges for real optics treatment. In: Fifth European seminar on precision optics manufacturing: international society for optics and photonic, vol. 1082907, pp 38–45
Bilbao-Guillerna A, Eachambadi RT, Cadot G, Axinte D, Billingham J, Stumpf F et al (2018) Novel approach based on continuous trench modelling to predict focused ion beam prepared freeform surfaces. J Mater Process Technol 252:636–642
Zhou L, Xie X, Dai Y, Jiao C, Li S (2009) Realization of velocity mode in flat optics machining using ion beam. J Mech Eng 45(7):152–156
Wang T, Ke X, Huang L, Idir M. PVT-based velocity scheduler for computer controlled optical surfacing. 1.0.20220803 ed. GitHub2022.
Huang L, Wang T, Nicolas J, Polack F, Zuo C, Nakhoda K et al (2020) Multi-pitch self-calibration measurement using a nano-accuracy surface profiler for X-ray mirror metrology. Opt Express 28(16):23060–23074
Acknowledgements
This work was supported by the Accelerator and Detector Research Program, part of the Scientific User Facility Division of the Basic Energy Science Office of the US Department of Energy (DOE), under the Field Work Proposal No. PS032. This research was performed at the Optical Metrology Laboratory at the National Synchrotron Light Source II, a US DOE Office of Science User Facility operated for the DOE Office of Science by Brookhaven National Laboratory (BNL) under Contract No. DE-SC0012704. This work was performed under the BNL LDRD 17-016 ‘Diffraction limited and wavefront preserving reflective optics development’.
Author information
Authors and Affiliations
Contributions
TW: Conceptualization, methodology, data curation, experiment, writing—original draft preparation. LH: Methodology, simulation, metrology, validation, writing—review and editing. YZ: Instrumentation, design. SG: Instrumentation. PB: Instrumentation. NB: Supervision, experiment. MI: Supervision, project administration, funding acquisition, writing—review and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wang, T., Huang, L., Zhu, Y. et al. Ion Beam Figuring System for Synchrotron X-Ray Mirrors Achieving Sub-0.2-µrad and Sub-0.5-nm Root Mean Square. Nanomanuf Metrol 6, 20 (2023). https://doi.org/10.1007/s41871-023-00200-x
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41871-023-00200-x