
Abstract
Increase in industrialization has led to the production of huge volume of side-stream materials that need safe disposal solutions. The present study proposes the use of local industrial side streams such as ferrochrome slag, phyllite dust and mine tailings as secondary raw materials for construction, mainly as fine aggregates. Four different cement mortar mixtures, with a combination of selected side streams as a sole, binary, and ternary blends were investigated. Workability, strength, and durability properties of the derived mortar mixtures were compared with mortar produced using standard sand as reference. Mortar mixtures with a ternary blend of side-stream fine aggregates resulted in a compressive strength of 68–72 MPa at 28 days, which is 30–40% higher than that of control mix. The addition of industrial side streams resulted in a denser microstructure and enhanced the mechanical properties. The durability performance of the mortar with alternative fine aggregates is comparable with those of standard sand.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Sustainable construction material is one of the prime focuses in the concrete industry, as concrete is the main construction material used to address the growing infrastructure needs in several applications. Concrete is mainly made of cement, sand and gravel, and consumes significant amounts of these natural resources. Aggregates, both coarse and fine aggregates, constitute approximately 70–80% of the total volume of concrete [1, 2]. Fine aggregate, that is, mostly river sand, represents about 40–50% of the total volume of aggregates. According to statistics from the United Nations Environment Programme (UNEP) in 2019, the total demand for river sand could exceed 40 billion tons per year, which is more than twice the sediments carried by rivers around the world every year [3]. Ideally, there must be a balance between the natural process of sand formation (sediments) and the demand from the construction industry; otherwise, the overexploitation of natural resources will cause an environmental burden that could damage the ecosystem [4, 5].
With the growth in construction projects, the corresponding demand for natural resources is huge. It is estimated that 10 billion tons of concrete are produced annually [6], and this is expected to increase to 18 billion tons by 2050 [2, 7] with the expected increase in urban development. This will lead to unsustainable construction practices in many countries, such as the excavation of sand and gravel for construction activities from the seabed, which has ecological consequences, such as land and coastline erosion [8, 9]. To combat these issues, the use of industrial side streams as aggregates could be a potential option. This would also help with sustainable waste management by avoiding landfill and re-routing side streams as secondary raw materials in construction.
The solution of the safe disposal of industrial side stream is gaining attention because of environmental issues such as land and water pollution [10]. Research has demonstrated the effective use of industrial side streams in construction projects [11,12,13]. Biomass bottom ash, coal fly ash, green liquor dregs, different mine tailings, recycled fines, and ferrochrome slag are some of the industrial side streams which have been proven to be sustainable construction materials [11, 12, 14]. Several studies on the use of industrial residues as aggregate in mortar and concrete have been reported in the literature, with similar or improved performance compared to conventional aggregates [14,15,16,17]. Siddique et al. [17] partially replaced (10–30%) fine sand aggregates with used foundry sand and reported a marginal increment (4.2–9.8%) in compressive strength when compared to the control mortar after 28 days. The increment was partly attributed to the finer particle distribution sizes of the used foundry sand, creating a denser structure. Similar results were reported by Javed [15] using waste foundry sand in highway construction. Al-Jabri et al. [18] in their study used copper slag, a residue from the production of copper, as a fine sand replacement in cement mortars. They reported an improvement in compressive strength and workability, and a reduction of water absorption when 50% of the sand was replaced with copper slag.
Contradicting these improvements, other studies have reported strength reduction when industrial residues such as recycled fine aggregate and fly ash were used as fine aggregate [19, 20]. A possible reason for this was the physical properties of the residues that do not match those of regular standard sand; one common issue is grain size distribution. Poon and Lam [21] studied the use of recycled crushed aggregates and crushed glass as a partial replacement for natural sand aggregate. Their results indicated that natural sand aggregates mortars performed better than these recycled aggregates in terms of strength. The disparity in results may be related to the morphology and fineness of the aggregates used, their hardness and their adhesion to the paste.
Dash and Patro [22] reported on an experimental study using a river sand replacement (0–50%) with ferrochrome slag in which the test results are comparable. Their study recommends using the slag as a partial replacement for river sand. Priyadharshini et al. [23] used excavated soil as fine aggregate material in a cementitious system. Different types of soil were first stabilized and then used in a cement mortar system. It was reported that, in addition to exhibiting a comparable mechanical performance, the carbon footprint of the stabilized soil (0.019–0.065 kgCO2/kg) was less than that of the river sand (0.15–0.50 kgCO2/kg) [23]. The primary reason for this is related to the longer transportation distance of river sand compared to excavated soil. In this context, more research is necessary to assess the effective use of different industrial side streams in concrete production. Specifically, only a few research studies have reported on the complete (100%) replacement of natural fine aggregate (river sand) by any potential alternatives such as ferrochrome slag [24].
The production of cement for the concrete industry already has embodied environmental footprint on the production of concrete and one possible pathway to reduce this footprint is through the use of industrial residues as alternatives in concrete. As aggregate has high-volume application in concrete production, it would be wise to look for potential substitutes for natural sand and gravel. Hence, there is a need for further research on the use of industrial residues as alternative aggregates in construction applications. This will contribute to the conservation of natural resources, financial savings, and fostering the reuse of industrial waste. With this motivation, the present study aims to examine different locally available industrial residues, such as phyllite dust, ferrochrome slag and mine tailings, as fine aggregates in cement mortar production. The properties of the produced mortars were compared with the control mortar and standard sand in terms of the properties of freshness, hardness and durability. Based on the overall observations, local industrial residues could be used for fine aggregate application in cement mortar and concrete production.
Experimental work
Raw materials
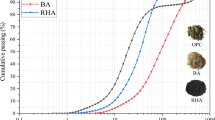
Three different industrial side streams, namely ferrochrome slag (FCS), silicate mine tailings (MT) and phyllite dust (PD) were used as alternative fine aggregates. The FCS was collected from Outokumpu Chrome Oy (Tornio, Finland), one of the largest steel production plants, with an approximate yearly ferrochrome production of 492,000 tons [16]. The phyllite dust used in this study was obtained as a side-stream material from a producer of roof sand tile products (S-G Finland Oy) [12, 25]. The mine tailings were collected from Boliden Kevitsa Mining Oy, Finland [26, 27]. X-ray fluorescence spectroscopy (XRF, Axios mAX) and scanning electron microscopy (SEM) were used to analyze the oxide composition and particle morphology of each material. Figure 1 depicts the SEM images of river sand, phyllite dust, mine tailings, and ferrochrome slag. The microstructure clearly indicates that the side streams have different aggregate morphologies compared to conventional natural fine aggregate (river sand). Moreover, the phyllite dust and mine tailings contain significant amounts of fine particles compared to river sand. However, ferrochrome slag has a comparable particle size to that of river sand. This is also confirmed by the particle size distribution depicted in Fig. 2: It can be observed that the ferrochrome slag and river sand follow similar gradation curves. However, the phyllite dust and mine tailings have significantly finer particles. Phyllite dust is the finest among the four materials, with 90% of the material less than 75 µm in size (Fig. 2). Therefore, the replacement of natural fine aggregate is primarily possible with ferrochrome slag and to a lesser degree possible with other side streams (phyllite dust and mine tailings) as pore-filling material.

Scanning electron microscope (SEM) micrograph of the different fine aggregate

Particle size distribution of different aggregates
Table 1 represents the chemical compositions of different industrial side streams. The three principal elements that constitute FCS are Al2O3, SiO2 and MgO. In addition, FCS also includes heavy metal oxides, such as chromium and iron (see SEM image in Fig. 1d). Phyllite dust contains almost 72% SiO2. As the MT were from silicate mines, SiO2 comprises a major part of the composition, with considerable MgO, Fe2O3 and CaO content (ref. Table 1). For the present experimental study, CEN standard sand, conforming to EN 196–1 [28] and procured from Normensand GmbH, Germany, was used as a reference fine aggregate. The physical properties of the fine aggregate materials are presented in Table 2. Standard sand with a good particle size distribution is depicted in Fig. 2, resulting in a lower void ratio. Despite the higher void ratio, FCS indicates a high density due to the presence of iron particles.
Mix design and mortar production
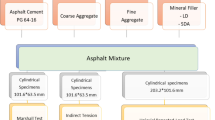
The mix design for mortar production is presented in Table 3. Ordinary Portland cement (CEM I), obtained from Finnsementti, Finland, was used as a binder. M1 is the reference mix with standard sand (river sand). The M5 mix was produced with 100% of FCS as the sole fine aggregate. The reason for choosing for the complete replacement of FCS was discussed in the previous section. The M2 mix uses a ternary blend of all three side-stream materials (Table 3). A binary aggregate combination of FCS + PD and FCS + MT was used in mixtures M3 and M4, respectively. The water/binder ratio was fixed at 0.5 for all the mixes. The replacement percentages of PD and MT in the binary and ternary mixtures were optimized for particle size distribution, based on the modified Andreassen particle packing model [12, 25]. A total of 12 prismatic (40 × 40 × 160 mm) specimens and three cubic (40 × 40 × 40 mm) specimens were cast for the strength and durability tests. The specimens were cured in plastic bags in ambient conditions at 24°C for 24 h. After demoulding, the specimens were cured in a water bath at room temperature (24°C) until testing.
Characteristics of mortar mixtures
The workability of the fresh mortar samples was determined using the flow table test, as per BS EN 12350–5 [29]. The mechanical properties, such as flexural and compressive strength, were tested using three prismatic specimens at different curing ages. The specimens were first subjected to a three-point bending test at a force rate of 0.05 kN/s in a Zwick testing machine. The compressive strength was determined from the broken halves of the prismatic specimens, as per EN 196–1 [28]. At least six specimens were tested at a loading rate of 2.4 kN/s and average strength is reported.
The water absorption test was carried out after 28 days of curing. Three cubic specimens of each mixture were dried in an oven at 105 °C for 24 h and weighed (Wd). Oven dried specimens were then immersed in deionized water for 24 h to measure the surface saturated weight (Ws) by wiping them with a damp cloth. Water absorption is reported using Eq. (1):
Drying shrinkage measurements were taken on the couple of prism specimens, according to ASTM C596 [30]. A length comparator (Matest E077) was used for this purpose after 1, 3, 7, 14, 28 and 56 days of curing. The freeze thaw resistance of the 28-day cured specimens was determined by half immersing the mortars in water, leaving the other half in contact with the air in a chamber. The procedure stipulated in the ASTM C666/C666M-2015 [31] was followed. The mortars were then ramped through freeze–thaw cycles, as illustrated in Fig. 3. The residual compressive strength was determined after 0, 50, 100 and 150 cycles. A Matest ultrasonic pulse velocity tester was used to determine the quality and stability of the mortars before and after subjecting the specimens to the freeze–thaw cycles.

A typical freeze–thaw cycle duration and temperature
Backscattered electron (BSE) imaging, using SEM (Zeiss Ultra Plus), was used to examine the microstructural alterations in the different compositions of mortar mixtures. Standard polished samples, coated with carbon, were scanned with an accelerating voltage of 15 eV at a working distance of 8 to 10 mm.
Results and discussion
Workability
The percentages indicating flowability (representing the workability) from the flow-table test are presented in Fig. 4. The substitution of alternative fine aggregates instead of standard sand clearly reduced the flowability of the fresh mortar mixtures. Reference mix M1 with standard sand resulted in a 70% flow, which was reduced to as low as 18% with the use of FCS as the sole fine aggregate in mix M5. The primary reason for this is related to the high water absorption [22] and the nature of the grains of FCS. A higher percentage of fine particles offers more surface area, which leads to more water demand. Similar observations have been reported in earlier studies, indicating a drastic drop in workability with the use of ferrochrome slag due to its porous nature and the presence of fine fractions [22]. There was a 10% improvement with the addition of MT in binary mix M4; whereas, the flow was further reduced with the addition of PD in binary mix M3 (Fig. 4). Although MT is finer than FCS, it is more solid in structure, like river sand, with a comparable bulk density (Table 2), reducing the water demand and increasing the workability of the mortar mix. By comparison, the finer PD in M3 increased the water demand due to the high surface area. This can be observed in Figs. 1 and 2: PD is a combination of very fine particles and some larger grains; whereas, MT has comparatively coarser particles and a more even particle size distribution. The ternary blend M2 was influenced by the combined effect of porous FCS and finer PD, resulting in a flow value of only 20%. However, all four mixes with alternative fine aggregates were workable under laboratory conditions. The addition of a superplasticizer would improve the freshness and even the hardness property for practical industrial applications [32].

Workability of different mortar samples
Mechanical and durability properties
Compressive and flexural strength
The compressive strength of the mixtures with different fine aggregate materials at the ages of 7, 28 and 90 days are illustrated in Fig. 5. The early strengths of the M2–M5 mixtures at 7 days were 40%, 30%, 22% and 5% higher than the reference mix M1, respectively. A similar trend was also observed for the 28-days compressive strength, with the ternary blend of fine aggregates (M2) attaining the maximum value of 74 MPa. A possible reason for the strength increments of the alternative fine aggregates can be the presence of some reactive content in the PD and MT. It is noteworthy that earlier studies reported these materials as potential binders for their improvement in reactivity with mechanical activation [25,26,27, 33]. Although no such mechanical activation process was conducted to improve the reactivity of these materials in the present study, the chance of low reactivity cannot be ignored. Another possible reason is related to the pore refinement and packing of particles, which lead to lower voids within the system [34]. The improvement in microstructure based on packing efficiency is discussed in the following section.

Compressive strength of mortar at different curing age
With the increase in curing age, the reference mix with river sand (M1) gained strength and reached a value of 78 MPa at 90 days. Interestingly, the M2 and M5 mixtures attained the same compressive strengths as the reference; whereas, the M3 and M4 mixtures reported even slightly higher strengths (5–7% higher) than the M1 mix after 90 days of curing. The better performance of mixtures M2–M4 with the addition of 10–20% of finer fractions can be related to the efficient particle packing. A similar filler effect with the addition of finer fractions (< 75 µm), especially up to 10% of aggregate replacement, improved the packing density and, consequently, the strength properties [12, 25, 35].
The M5 mixture, with 100% FCS as aggregate, indicates the same flexural behavior as that of the reference (Fig. 6). An improvement of flexural strength with the addition of FCS was reported. The strength development trend is similar to that of the compressive strength, with high early age strength with the alternative aggregate mortar mixtures and the reference mix catching up at later ages. The addition of FCS has been proven to increase flexural strength up to an optimum replacement dosage, reportedly up to 30% [22], although the present study reports a positive effect even with 100% FCS. Mixes that contain mine tailings, such as the ternary (M2) and binary (M4) blends, report superior flexural behavior, with the combination of particles of different shapes and size fractions providing the possibility of improving the interlocking effect and contributing to the flexural resistance [36, 37].

Flexural strength of mortar at different curing age
Water absorption
Water absorption of mortar specimens after 28 days of curing varies between 7.5% and 9%, as illustrated in Fig. 7. Water absorption values indirectly represent porosity, an important factor for the long-term durability of a material. The porous nature of FCS is expected to negatively affect the water absorption of the mixes, which has commonly been noted in studies where FCS was partially replaced with river sand [22]. However, the improvement in the particle packing of the ternary blend reduced the porosity and hence the absorption values of the M2 mix (Fig. 7). The addition of 20% of phyllite dust, which is the finest material with most particles less than 75 µm in size, resulted in a slight increase in water absorption values for the M3 mix. Moreover, a moderate addition (10%) of such fine materials to the ternary blend (M2) helped in optimizing the particle size distribution and hence improved the properties. There is no substantial variation in the absorption values of mixtures with the use of alternative fine aggregates from industrial side streams such as FCS, MT and PD.

Water absorption at 28 days of immersion
Drying shrinkage
The drying shrinkage of the mortar compositions with alternative fine aggregate combinations was determined at various curing ages; the results are presented in Fig. 8. Almost 80% of the total shrinkage at 56 days occurred in the first 14 days of measuring, mainly due to water loss through hydration and drying [38]. Mix M4 with FCS + MT as aggregates exhibited the lowest shrinkage value during the early curing stage. Such an influence of FCS aggregate on shrinkage values has been reported in the literature: The presence of reactive MgO in the FCS or MT aggregates can influence the formation of expansive magnesium hydrates, compensating for shrinkage related to drying [39]. This may have played a significant role at the 28 days for mortars containing FCS. At 28 days, samples containing solely FCS or with MT, i.e., M4 and M5 exhibited slight expansion when compared with values from 14 days. In addition, the morphology of mine tailings could be contributing in a physical way to improving shrinkage resistance, as the rough and angular shape of the tailings is expected to result in high yield stress, just like crushed stone aggregate [40]. This shape factor results in good skeleton formation together with cement paste, reducing the weak interfacial transition zone in the system and, ultimately, good tensile resistance against shrinkage [38]. The cumulative chemical and physical contributions from FCS and MT, respectively, played an important role in the improvement of the shrinkage resistance of the mixes with alternative aggregates compared to the reference mix.

Drying shrinkage strains as a function of time (day)
Freeze–thaw resistance
The freeze–thaw resistance of different samples was measured at specific numbers of cycles, using a non-destructive test with ultrasonic pulse velocity (UPV) measurements. The corresponding residual compressive strength values were calculated and are presented in Fig. 9. Mixes with binary and ternary blended aggregates (M2–M4) seem to have a frost resistance comparable to or even better than the reference mix M1. As mentioned and witnessed in the performance in other mortar properties such as shrinkage resistance and strength enhancement, the addition of PD and MT enhances the overall particle packing of the system. Hence, the UPV readings also tend to indicate that freeze–thaw has a very minor or no impact on the mortar mixes after 50, 100 or even 150 freeze–thaw cycles. This could mean that the mortar specimens with alternative aggregates have a high resistance to frost attack and no changes to the microstructure or the specific density of the material.

Residual compressive strength after freeze–thaw cycles
In a study related to the freeze–thaw behavior of recycled fines as an alternative aggregate in cement mortar, it was noted that the specimens do not reveal any macroscopic changes, although there were clear changes at the microscopic level [41]. A strength enhancement was even reported with increasing cycles of freeze–thaw [42, 43], as the recycled fines with high water absorption contributed to the continuous hydration of the cement matrix and improved mechanical resistance. A similar trend is also noted in the binary and ternary blended aggregate mixes (M2–M4), indicating a slight increase in residual strength after certain numbers of cycles (Fig. 9). However, there is a clear drop in strength values for M5 with increasing freeze–thaw cycles, with values at least 16% lower than the reference mix after 150 cycles. Hence, the presence of a secondary aggregate of finer gradation would act as a filler and benefit the mortar mixes in terms of strength and durability properties. Likewise, fly ash was used elsewhere to achieve low permeability in concrete containing FCS aggregate which improved its freeze–thaw durability [44].
Microstructural characteristics
Electron images illustrate the evolution of hydration products over time, irrespective of the mix composition. Figure 10 depicts the BSE-SEM micrographs of different mortar systems after 7 and 28 days of curing. The microstructure of the control mortar, M1, looks familiar, with a combination of hydration products, river sand and porosity (Fig. 10a). The porosity reduced and the binder phase became denser with curing age; however, there obviously is a visible interfacial transition zone (ITZ), as depicted in Fig. 10b. Unreacted cement particles within the matrix (white colored) are also clearly seen in the control mortar. The particle packing design played a vital role in mixes M2–M5, which is indicated in their dense microstructures, even at an early age, after 7 days (Fig. 10). With curing age, the matrix becomes even denser, with an improved ITZ in all the mixes with alternative aggregate combinations, compared to the control mix. The presence of iron particles (bright white) is observed in all the mixes containing FCS aggregate. The ternary blended M2 indicates the lamellar structure of the PD and the finer MT particles integrated into the cement matrix, with some visible microcracks (Fig. 10d). The M3 mix indicates increased porosity compared to M2, M4 and M5 (Fig. 10f); this can be attributed to the absence of the finer MT present in the M3 mix. As mentioned under the strength characteristics, the presence of MT positively influenced the mortar properties by providing filler and interlocking effects. In fact, the M4 mix with the binary blend of FCS and MT has the most compact, dense microstructure, with a strong ITZ without any microcracks (Fig. 10h). The M5 mix with 100% FCS developed microcracks (Fig. 10j), which might be due to the formation of expansive magnesium hydroxide, as mentioned under drying shrinkage.

BSE-SEM images of the mortar at 7 a-e and 28 f-j days of curing ages
Conclusion
The study sought to explore the effective utilization of industrial side streams as an alternative fine aggregate in the production of cement mortars. Ferrochrome slag, phyllite dust and mine tailings were studied to understand the influence of their presence on mortar properties. The key findings are the following:
-
Ferrochrome slag indicates an almost similar aggregate gradation curve as river sand and can be used in construction. This will lead to a shift from the dependency on natural river sand and will improve the supply chain management for the safe disposal of this material.
-
Along with ferrochrome slag, phyllite dust and mine tailings can lead to better packing of aggregate particles and pore refinement within the matrix. However, workability reduced more than 50% by addition of ferrochrome slag and other combinations of phyllite dust and tailings.
-
Based on both the mechanical and durability performance, a combination of the selected side streams indicates efficient performance to produce cement mortar with a strength of approximately 70 MPa at 28 days, in the binary blends even 5–7% higher than the reference mix with standard sand.
-
In fact, there is more than 40% reduction in drying shrinkage with addition of alternative fine aggregate as a combination of industrial side streams. Freeze thaw resistance is comparable with mortar containing standard sand.
-
Although the workability of alternative fine aggregate mixes is lower compared to the control mix, this could be solved by using a suitable chemical admixture. Therefore, a further research study is suggested on the use of a suitable admixture to improve the workability of different side streams, and especially ferrochrome slag, as a complete replacement of river sand.
Data availability
All data generated or analyzed during this study is included in this published article.
References
Alexander M, Mindess S (2005) Aggregates in Concrete, 2 Park Square, Milton Park, Abingdon, Oxon OX14 4RN. Taylor & Francis, UK
Mehta PK, Monteiro PJM. (2015) Concrete : microstructure, properties, and materials, Prentice-Hall; Incorporated; Route 9W, Englewood Cliffs; NJ, 07632 USA, pp 450.
UNEP (2018) Global Alliance for Buildings and Construction, 2018 Global Status Report, Towards a zero-emission, efficient and resilient buildings and construction sector [Internet]. Available from: https://www.globalabc.org/uploads/media/default/0001/01/f64f6de67d55037cd9984cc29308f3609829797a.pdf.
Mukharjee BB, Barai S (2015) Characteristics of sustainable concrete incorporating recycled coarse aggregates and colloidal nano-silica. Adv Concr Const. 3:187–202
Xiao J. (2018) Recycled Aggregate Concrete Structures. Springer-Verlag GmbH Germany: Springer Tracts in Civil Engineering.
Meyer C (2009) The greening of the concrete industry. Cem Concr Compos 31:601–605
Mehta PK (2002) Greening of the Concrete Industry for Sustainable Development, ACI Convention, Dallas. Tex, USA
Hackney CR, Darby SE, Parsons DR et al (2020) River bank instability from unsustainable sand mining in the lower Mekong River. Nat Sustain 3:217–225
Leal Filho W, Hunt J, Lingos A et al (2021) The Unsustainable Use of Sand: Reporting on a Global Problem. Sustainability 13:3356
Abdel-Shafy HI, Mansour MSM (2018) Solid waste issue: sources, composition, disposal, recycling, and valorization. Egyptian J Petroleum. 27(4):1275–1290
Küçük ME, Kinnarinen T, Timonen J et al (2021) Characterisation of industrial side streams and their application for the production of geopolymer composites. Minerals 11:593
Perumal P, Nguyen H, Carvelli V et al (2022) High strength fiber reinforced one-part alkali activated slag composites from industrial side streams. Constr Build Mater 319:126124
Tahwia AM, Abd Ellatief M, Heneigel AM et al (2022) Characteristics of eco-friendly ultra-high-performance geopolymer concrete incorporating waste materials. Ceram Int 48:19662–19674
Adesanya E, Perumal P, Luukkonen T et al (2021) Opportunities to improve sustainability of alkali-activated materials: a review of side-stream based activators. J Clean Prod 286:125558
Javed S. (1994) Use of Waste Foundry Sand in Highway Construction : Final Report, West Lafayette, IN
Saha AK, Sarker PK (2017) Compressive strength of mortar containing ferronickel slag as replacement of natural sand. Procedia Eng 171:689–694
Siddique R (2009) Utilization of waste materials and by-products in producing controlled low-strength materials. Elsevier, Resour Conserv Recycl, pp 1–8
Al-Jabri KS, Taha RA, Al-Hashmi A et al (2006) Effect of copper slag and cement by-pass dust addition on mechanical properties of concrete. Constr Build Mater 20:322–331
Kou S-C, Poon C-S (2013) Effects of different kinds of recycled fine aggregate on properties of rendering mortar. J Sustain Cem Based Mater 2:43–57
Bilir T, Gencel O, Topcu IB (2015) Properties of mortars with fly ash as fine aggregate. Constr Build Mater 93:782–789
Poon CS, Lam CS (2008) The effect of aggregate-to-cement ratio and types of aggregates on the properties of pre-cast concrete blocks. Cem Concr Compos 30:283–289
Dash MK, Patro SK (2021) Performance assessment of ferrochrome slag as partial replacement of fine aggregate in concrete. Eur J Environ Civ Eng 25:635–654
Priyadharshini P, Ramamurthy K, Robinson RG (2018) Reuse potential of stabilized excavation soil as fine aggregate in cement mortar. Constr Build Mater 192:141–152
Fares AI, Sohel K, Al-Jabri K et al (2021) Characteristics of ferrochrome slag aggregate and its uses as a green material in concrete – A review. Constr Build Mater 294:123552
Perumal P, Sreenivasan H, Luukkonen T et al (2021) High strength one-part alkali-activated slag blends designed by particle packing optimization. Constr Build Mater 299:124004
Ramanathan S, Perumal P, Illikainen M et al (2021) Mechanically activated mine tailings for use as supplementary cementitious materials. RILEM Tech Letters 6:61–69
Perumal P, Niu H, Kiventerä J et al (2020) Upcycling of mechanically treated silicate mine tailings as alkali activated binders. Miner Eng 158:106587
BS EN 196–1. (1995) Methods of testing cement - Part 1: Determination of strength. Bsi
BS EN 12350–5. (2019) Testing fresh concrete - Part 5: Flow table test, BSI Standard Publication
ASTM C596. (2018) Standard test method for drying shrinkage of mortar containing hydraulic cement.
ASTM C666 / C666M. (2015) Standard Test Method for Resistance of Concrete to Rapid Freezing and Thawing.
Nedeljković M, Visser J, Šavija B et al (2021) Use of fine recycled concrete aggregates in concrete: a critical review. J Build Eng 38:102196
Adesanya E, Ohenoja K, Yliniemi J et al (2020) Mechanical transformation of phyllite mineralogy toward its use as alkali-activated binder precursor. Miner Eng 145:106093
Vardhan K, Siddique R, Goyal S (2019) Strength, permeation and micro-structural characteristics of concrete incorporating waste marble. Constr Build Mater 203:45–55
Kwan AKH, Ng PL, Huen KY (2014) Effects of fines content on packing density of fine aggregate in concrete. Constr Build Mater 61:270–277
Mahesh Babu K, Ravitheja A (2019) Effect of copper slag as fine aggregate replacement in high strength concrete. Mater Today Proc 19:409–414
Sun J, Feng J, Chen Z (2019) Effect of ferronickel slag as fine aggregate on properties of concrete. Constr Build Mater 206:201–209
Sun Y, Wang Z, Gao Q et al (2018) A new mixture design methodology based on the packing density theory for high performance concrete in bridge engineering. Constr Build Mater 182:80–93
Al-Jabri K, Shoukry H, Khalil IS et al (2018) Reuse of waste ferrochrome slag in the production of mortar with improved thermal and mechanical performance. J Mater Civ Eng 30:04018152
Zhao Y, Duan Y, Zhu L et al (2021) Characterization of coarse aggregate morphology and its effect on rheological and mechanical properties of fresh concrete. Constr Build Mater 286:122940
Algourdin N, Nguyen QNA, Mesticou Z et al (2021) Durability of recycled fine mortars under freeze–thaw cycles. Constr Build Mater 291:123330
Chen B, Chen J, Chen X et al (2022) Experimental study on compressive strength and frost resistance of steam cured concrete with mineral admixtures. Constr Build Mater 325:126725
Alzaza A, Ohenoja K, Illikainen M (2022) Improved strength development and frost resistance of Portland cement ground-granulated blast furnace slag binary binder cured at 0 °C with the addition of calcium silicate hydrate seeds. J Build Eng 48:103904
Gencel O, Koksal F, Ozel C et al (2012) Combined effects of fly ash and waste ferrochromium on properties of concrete. Constr Build Mater 29:633–640
Funding
Open Access funding provided by University of Oulu (including Oulu University Hospital). The authors acknowledge the financial support received from the project SUSRES [#319676] funded by Academy of Finland. P.P. acknowledges the support by the European Union’s Horizon 2020 research and innovation programme under the Marie Skłodowska Curie grant agreement No [839848].
Author information
Authors and Affiliations
Contributions
PP contributed to conceptualization, methodology, validation, formal analysis, investigation, visualization, writing—original draft, funding acquisition, project administration, and supervision. CG contributed to investigation, validation, formal analysis, visualization, and writing—original draft. EA contributed to methodology, investigation, writing—review and editing. AM contributed to formal analysis, visualization, and writing—original draft. MI contributed to funding acquisition, project administration, writing—review and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Ethical approval
Not applicable.
Informed consent
Not applicable.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Perumal, P., Gouriou, C., Adesanya, E. et al. Sustainable application of industrial side streams as alternative fine aggregates for cement mortar. Innov. Infrastruct. Solut. 9, 29 (2024). https://doi.org/10.1007/s41062-023-01334-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41062-023-01334-z