
Abstract
Arburg Plastic Freeforming allows for transforming granulated thermoplastics with variable shapes and sizes. This opens marvellous opportunities for in-place recycling of process waste and auxiliary structures. The present study investigates for the first time the effects of recycled material on the mechanical properties of manufactured parts. To this end, the mechanical, thermomechanical and rheological properties of parts produced with different contents of recycled material are investigated. Findings demonstrate that a balanced mixture of primary and secondary material determines a drop in mechanical performances due to a less accurate deposition. A higher percentage of recycled material determines a sharp decrease in viscosity, leading to a more homogeneous layer and tensile properties similar to those of the virgin polymer. The drop in viscosity also affects the accuracy of deposition, determining a worse definition of sharp edges.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
As the applications of Additive Manufacturing (AM) in the industry expand, the environmental sustainability of these processes becomes an increasingly relevant area of research [1, 2]. Particularly, previous studies demonstrated the potential benefits of parts’ redesign on the life-cycle impact of industrial products [3,4,5]. This is mainly achieved by reducing the energy consumption during the utilisation phase by lightweight design [6,7,8].
As far as the manufacturing phase is concerned, several studies have been established to quantify the environmental impacts of AM processes via Life Cycle Assessment (LCA) [9]. Since AM consists of several technologies marked by important differences, it is clear that the actual Environmental Impact (EI) of the production depends on the specific process used for part manufacturing [10]. Nonetheless, it is possible to identify three main sources of EIs common to all AM processes, namely energy, machine and material [11].
Previous literature has demonstrated that the material can significantly enhance the sustainability of the entire AM process [12]. One of the most intriguing opportunities in this direction comes from material recycling [13]. It is possible to distinguish three main types of recycling occurring in manufacturing processes, namely:
-
Recycling of unused feedstock
-
Use of feedstock from secondary resources
-
Short-loop recycling
These types are indicated by letters a, b and c, respectively, in the scheme shown in Fig. 1.

Different types of recycling in AM: a recycling of unused feedstock, b Use of feedstock from secondary resources, c Short-loop recycling
It is worth mentioning that the applicability of these recycling methods depends on the specific manufacturing process. For example, recycling of unused feedstock is used in those technologies in which only a fraction of the material introduced in the building region is selectively transformed, e.g. Powder Bed Fusion (PBF), vat-photopolymerisation and Binder Jetting (BJ) processes [14]. In these processes, the leftover material is mixed with virgin feedstock for the next building cycles. The research in this area focuses on the variation in physical properties of the material over building cycles in order to find a balance between part quality and process sustainability [15, 16].
The second type of recycling consists of the adoption of materials from secondary resources for the production of feedstock. This approach is typical of processes based on material remelting, such as Fused Deposition Modeling (FDM) and PBF, and recently received close attention from research [17, 18]. The end-of-life materials from secondary sources must be first collected and separated according to the traditional material recycling chain [19]. In this field, the adoption of AM offers tremendous opportunities for distributed recycling, limiting the transportation of end-of-life materials [20, 21].
The third type of recycling is in a way similar to the previous one but adopts as a secondary resource the material transformed by the AM process itself. This may comprise the auxiliary material transformed during the process, such as the support structures used for overhanging geometries. The manufactured part can be also considered for this type of recycling whether it has a short life cycle with no contamination (such as in the case of aesthetic prototyping). The main advantage of short-loop recycling is to eliminate the collection and transportation phases [22]. Also, since the technological history of the material is known, the properties of the recycled material used as a feedstock can be predicted. This aspect is crucial to the design since it allows for more strict control of part properties. Therefore, most of the research in this field investigates the modifications of the part properties depending on the content of recycled material [13, 23].
The overwhelming majority of studies on short-loop recycling have been focused on FDM processes due to the easiness of processing thermoplastic materials and their dramatic environmental impacts. Particularly, Fused Filament Fabrication (FFF) received considerable attention because of the widespread diffusion and low cost of these machines [24]. The production of feedstock includes the remelting of the polymer to extrude new filaments [25,26,27,28]. This phase poses limitations to the distributed recycling of process waste due to the limited capabilities of desktop filament extruders and the sensitivity of FFF to filament diameter [29]. Also, the remelting of the material generally determines the thermal degradation of the polymer.
To surpass these critical issues, several recent studies investigated the opportunity to apply Fused Granulate Fabrication (FGF) for the short-loop recycling of thermoplastics [30, 31]. This approach allows for avoiding polymer remelting for the preparation of the feedstock [32].
To date, no study on polymer recycling via Arburg Plastic Freeforming Of Variance (APF) can be found in the literature, in spite of the great relevance of this AM technology [33]. This process offers advantages similar to FGF on material reprocessing since a granulated polymer is used as a feedstock. Nevertheless, important differences exist between APF and FGF. Firstly, in APF, the material is molten and pressurised by a reciprocating screw. The polymer melt is thus maintained at high temperatures and pressure for a significant period. Also, the material is deposited with a droplet-by-droplet strategy, unlike in the case of FGF, in which a continuous deposition is obtained [34, 35]. These differences suggest that the effects of recycling via APF on the polymer and the properties of manufactured parts may differ from those of FGF, deserving dedicated research.
The present study investigates, for the first time, the modifications in material properties of parts manufactured via APF with different percentages of recycled material. The study has been focused on Polycarbonate (PC) due to the industrial relevance of this material [34]. Firstly, the variations in physical properties depending on the content of recycled material are investigated by means of rheological and thermo-mechanical tests. Secondly, the tensile properties of the different mixtures are tested. Finally, the quality of the external contours and surfaces of the manufactured parts is observed at the microscope. A limitation of the present study is that only the first recycling iteration is observed. Nonetheless, results allow for drawing important conclusions on the specific effects of APF on short-loop material recycling. Further studies are planned to extend this analysis to multiple recycling iterations.
2 Materials and methods
2.1 Processing conditions
Experimental activity has been performed on an Arburg Freeformer 2K 3A with a layer height equal to 0.2 mm. PC Makrolon®2805 has been used for this study. All the experiments are performed using the processing parameters summarised in Table 1. These are the parameters suggested by Arburg for processing the PC Makrolon®2805, i.e. those set as default values in the slicing software.
To eliminate the effect of granulation and/or pelletization from the result, the material to be recycled has been directly printed in the shape of granules. Specifically, cylinders with a diameter of 3 mm and a height of 4 mm have been manufactured. This shape avoids clogging the material in the feeding hopper.
The manufactured cylinders are vacuum dried, then divided and mixed with the virgin pellet in different percentages. In particular, five experiments with 0%, 25%, 50%, 75% and 100% of recycled material have been run.
Both virgin and recycled PC granulates were dried in a vacuum oven for 24 h at 80 °C. Preliminary tests carried out using an AQUATRAC-3A produced by Bradender Messtechnik™GmbH & Co. KG revealed that this drying cycle allows for achieving a moisture content equal to 0.01%, namely half the upper limit suggested by the material datasheet [36].
2.2 Tensile tests
Four tensile specimens according to ISO 527-1:2019 [37] were manufactured for each material composition. The dimensions are chosen according to the type 1A specimen typology. Particularly, the gauge section is equal to \(4 \, mm \, \times \, 10 \, mm\) and the length of the narrow parallel-sided portion is equal to \(90 \, mm\).
After printing, the width and thickness of the narrow section were measured by means of a digital calliper with an accuracy of \(\pm 0.01\,mm\). Also, all the specimens were weighed using a digital balance with an accuracy of \(\pm 0.01 \, g\).
Tensile tests have been performed with an Instron universal testing machine series 5966 with a 10 kN load cell, equipped with manual wedge action grips. The deformation was acquired with an 80 mm extensometer set to measure up to 0.5 %. Above this value, the extensometer is removed and the deformation is calculated from the press displacement. The speed of the test was 5 mm/min and the specimen was preloaded.
The elastic modulus, maximum stress, maximum force and elongation at break have been elaborated using Instron’s software. Specifically, Young’s modulus is calculated using the chord between points at 0.05% and 0.25% deformation.
2.3 Dynamic mechanical thermal analysis
For each material composition, a parallelepiped of 8 mm × 40 mm × 2 mm is manufactured for the Dynamic Mechanical Thermal Analysis (DMTA) tests by using the processing conditions reported in Table 1.
DMTA tests were carried out on a DMTA 3E (Rheometric Scientific, Piscataway, NJ USA) with single cantilever geometry. The strain applied at 1 Hz frequency was within the linear viscoelastic limit previously determined with a strain sweep test. The heating rate was applied at 3 °C min from – 100 to 180 °C. Glass transition temperature was measured from the peak in tan delta and E- (loss modulus) curves. Two replicates were done for each composition. Heat Deflection Temperature (HDT) was determined also using DMTA 3E by a procedure derived from the ASTM D648 standard procedure. In short, the deflection of a small bar in three-point bending geometry was scaled to have the same value as larger samples specified in the D648 procedure. For reference about this procedure, see the application note [38].
2.4 Rheometry
A disk of diameter 25 mm and height 1.2 mm for the DSC tests is printed to determine the rheological properties of the material for all the compositions tested. Flow curves were recorded on a Rheometric Scientific SR5 rheometer (stress controlled). Plate-plate geometry with electrically heated plates, diameter 25 mm, was applied. A preliminary stress sweep at 270 °C and 6.28 rad/s was carried out to assess the linear viscoelastic limit of the polymer melt. For all the subsequent frequency sweep tests, a 250 Pa stress was applied. Time sweeps at 270 °C, constant stress and frequency were also done to assess the stability of the melt during the time required to record a flow curve. For the rheological experiment, the disk was inserted between the plates heated at 270 °C. A 5 min melting time was allowed to reach the equilibration of the sample at the temperature of the test. The sample excess was trimmed out and the gap between the plates was set at 1 mm. A frequency sweep at 250 Pa was done between 300 and 1 rad/s. Experimental data were fitted with the Carreau viscosity model to extrapolate the zero shear viscosity, \(\eta _0\).
2.5 Observation of the deposited material
To observe the quality of the deposition, a parallelepiped of \(10 \, mm \, \times \, 10 \, mm \, \times \, 5 \, mm\) has been printed for each mixture. These specimens have been then observed using a ZEISS Inverted Microscope.
Firstly, the upper surface of the manufactured parts is captured to observe the texture of planar surfaces. Then, the corners of each specimen are analysed to determine the accuracy of the contours. To this end, the acquired images are binarized by means of the free image elaboration software ImageJ (NIT software).
3 Results
3.1 Tensile tests
Table 2 summarises the weights and dimensions of the gauge sections for different specimens, while the results of the tensile test are reported in Table 3. Figure 2 shows representative stress–strain curves of the different material compositions.

Representative stress–strain curves at different percentages of Recycled Polycarbonate (R-PC)
The values in Table 3 and the curves in Fig. 2 show that the 3D printing process determines a decrease in tensile resistance if compared with the nominal material data [36]. Specifically, a reduction of Ultimate Tensile Strength (UTS) by up to 42% can be observed.
3.2 Dynamic mechanical thermal analysis
Figure 3 shows the variation of \(T_g\) calculated by means of \(Tan(\delta )\) and \(E''\).

Results of DMTA tests
The results do not show a significant modification of the glass transition temperature Tg with the content of recycled material. This finding suggests that the decrease in molecular weight is negligible. Such a conclusion is further supported by the value of HDT, which is equal to \(131 \, ^\circ C\) for all the mixtures, with variations of \(\pm 1 \, ^\circ C\), i.e. equal to the accuracy of the testing instrument.
3.3 Rheometry
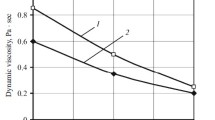
Figure 4 plots the results of rheological tests. As can be seen, a linear correlation can be observed between the percentage of recycled material and the viscosity (\(\eta _0\)).

Results of rheological tests
The results can be interpolated by means of Eq. 1 with a goodness-of-fit \(R^2=0.98\).
where \(r_\%\) is the percentage of recycled material.
It can be noticed that the amount of recycled polymer has a strong impact on the rheological properties of the mixture. Indeed, plateau (or Newtonian zero shear rate) viscosity has a strong power law dependence on weigh-average molecular weight with a 3.4 exponent. The relevance of this to the deposition mechanism of APF is discussed in the next section.
3.4 Part observation
Figure 5 shows the top surfaces of parts with different percentages of recycled material.

Microscopic observations of top surfaces of parts with a 0%, b 25%, c 50%, d 75% and e 100% of recycled material
In the case of virgin material (Fig. 5a), it is possible to clearly distinguish the individual droplets of polymers deposited by the machine. The introduction of recycled polymer into the feedstock means that the shapes of droplets are less defined (Fig. 5b). Increasing the content of recycled material, the droplets become completely undistinguishable (Fig. 5e).
Figure 5 shows the corner profiles of parts with different contents of recycled material. The dashed red lines in the figure show the nominal straight edge. First of all, it can be noticed that APF technology does never allow for realising a sharp edge. This issue is intrinsic to the droplet-based deposition and can only partially be addressed by means of the deposition strategy [39].
It is also possible to observe that the accuracy of edges decreases while increasing the content of recycled material, i.e. moving from Fig. 6a–e.

Microscopic observations of corners of parts with a 0%, b 25%, c 50%, d 75% and e 100% of recycled material. The dashed lines represent the nominal straight angle
4 Discussion
The results of tensile tests highlight a decrease in mechanical performances when the content of recycled material is increased from 0 % to 50 %. However, thermal–mechanical analyses suggest that the reason for this loss of strength is not the degradation of the material due to recycling. In fact, DMTA tests reveal that the glass transition temperature Tg is almost insensitive to the percentage of recycled material. This result is consistent with the findings of previous studies, which show that the molecular weight of PC does not vary after the first reprocessing cycle in both extrusion and injection moulding [40].
A better explanation for the decrease in part performance can be found if considering the change in material deposition. In Fig. 4 it can be seen that increasing the content of recycled material determines a dramatic decrease in polymer viscosity. Comparing Fig. 5 a) and Fig. 5 c), it is possible to observe that the mixture with 50 % of recycled material suffers from a less regular deposition, with surface voids caused by material drag. This irregularity may be responsible for the loss of properties observed. This hypothesis is further supported by the average weights reported in Table 2, which show a decrease in part mass corresponding to this mixture. This means a decrease in part density, since no significant variations can be observed in the dimensions of specimens.
On the other hand, a further decrease of viscosity due to a higher content of recycled material determines a more homogeneous redistribution of the polymer melt on the layer, as shown in Fig. 5d and e. This effect tends to reduce voids in the manufactured part, determining an increase in the mechanical properties of the part. Particularly, it should be noticed that the tensile properties of the 100 % recycled polymer are substantially identical to those of the recycled material. As a drawback, the lower viscosity of the material determines a loss of accuracy as far as the content of recycled material increases. This can be clearly seen by comparing the different contours in Fig. 6. A possible explanation is that the more fluid polymer tends to flow on the underlying material, running out of the nominal boundaries.
It should be also considered that, unlike other FDM technologies, APF deposition is controlled by pressure and not by volume. The polymer melt is pressurised by the reciprocating screw and the nozzle is opened according to the deposition path and feed rate [41]. Therefore, variations in the material properties, in particular viscosity, can modify the volume of extruded material. This effect is usually compensated by setting the Drop Aspect Ratio (DAR), for each material [35]. The DAR is the nominal ratio between the nominal width of droplets and the height of the layer. This parameter is used in the slicing phase to calculate the position of each droplet. Previous research demonstrated how even small variations of DAR can greatly affect the accuracy of PC parts manufactured via APF [34]. Therefore, a recommendation emerging from this study is that the calibration procedure should be repeated every time recycled material is used to determine the optimal value of DAR. Future studies should also investigate the opportunity to act on other process parameters, such as nozzle temperature and discharge rate [35], in order to compensate for material variations.
The results of this study highlight that the loss of mechanical loss occurs when the percentage of recycled material is more than 25% and less than 75%. Further work will be dedicated to investigate intermediate material compositions so as to give a more in-depth insight into the phenomenon.
5 Conclusions
The present paper demonstrates the opportunity to reuse material processed by APF within the same process, opening new opportunities for recycling prototypes and scraps in a circular manufacturing cycle.
The main findings of the study can be summarised as follows:
-
Tensile tests demonstrate that the mechanical properties of parts decrease with 50% of recycled material,
-
DMTA analyses demonstrated that thermomechanical properties (Tg and HDT) were not much affected by the percentage af recycled PC,
-
Microscopic observation revealed a worsening of the deposition at 50% recycled PC due to the lower viscosity of the material, which is arguably responsible for the drop in mechanical performance,
-
When the percentage of recycled material increases by over 75%, a homogenization of the layer can be observed due to the extremely low viscosity, which leads to mechanical performances similar to those of the virgin material,
-
The abrupt decrease in viscosity when the percentage of recycled material is greater than or equal to 75% determines a loss of accuracy on the edges of the manufactured parts, clearly visible by microscopical observations.
Future studies are planned to study the effects of multiple recycling cycles on material properties. Moreover, the opportunity to compensate for material variations by means of process parameters should be investigated.
Abbreviations
- 3DP:
-
Three-dimensional printing
- AM:
-
Additive manufacturing
- ANOVA:
-
Analysis of variance
- APF:
-
Arburg plastic freeforming
- BJ:
-
Binder jetting
- DAR:
-
Drop aspect ratio
- DMTA:
-
Dynamic mechanical thermal analysis
- DOE:
-
Design of experiment
- DF:
-
Degrees of freedom
- EI:
-
Environmental impact
- FDM:
-
Fused deposition modeling
- FFF:
-
Fused filament fabrication
- FGF:
-
Fused granulate fabrication
- GLM:
-
General linear model
- HDT:
-
Heat deflection temperature
- HSS:
-
High-speed sintering
- KS:
-
Kolmogorov–Smirnov
- LCA:
-
Life cycle assessment
- LPBF:
-
Laser powder bed fusion
- mCF:
-
Milled carbon fibers
- MEAM:
-
Material extrusion additive manufacturing
- Mg:
-
Magnesium
- MJF:
-
Multi jet fusion
- MS:
-
Means square
- PA12:
-
Polyamide 12
- PBF:
-
Powder bed fusion
- PC:
-
Polycarbonate
- PE:
-
Polyethylene
- SIS:
-
Selective inhibition sintering
- SLS:
-
Selective laser sintering
- SS:
-
Sum of squares
- SMEs:
-
Small and medium enterprises
- TPU:
-
Thermoplastic polyurethane
- UTS:
-
Ultimate tensile strength
- WC:
-
Tungsten carbide
References
Kellens K, Mertens R, Paraskevas D, Dewulf W, Duflou JR (2017) Environmental impact of additive manufacturing processes: does am contribute to a more sustainable way of part manufacturing? Procedia CIRP 61(Section 3):582–587. https://doi.org/10.1016/j.procir.2016.11.153
Rejeski D, Zhao F, Huang Y (2018) Research needs and recommendations on environmental implications of additive manufacturing. Addit Manuf 19:21–28. https://doi.org/10.1016/j.addma.2017.10.019
Tang Y, Mak K, Zhao YF (2016) A framework to reduce product environmental impact through design optimization for additive manufacturing. J Clean Prod 137:1560–1572. https://doi.org/10.1016/j.jclepro.2016.06.037
Priarone PC, Ingarao G, Lunetto V, Di Lorenzo R, Settineri L (2018) The role of re-design for additive manufacturing on the process environmental performance. Procedia CIRP 69(May):124–129. https://doi.org/10.1016/j.procir.2017.11.047
Yang S, Min W, Ghibaudo J, Zhao YF (2019) Understanding the sustainability potential of part consolidation design supported by additive manufacturing. J Clean Prod 232:722–738. https://doi.org/10.1016/j.jclepro.2019.05.380
Moon SK, Tan YE, Hwang J, Yoon YJ (2014) Application of 3D printing technology for designing light-weight unmanned aerial vehicle wing structures. Int J Precis Eng Manuf 1(3):223–228. https://doi.org/10.1007/s40684-014-0028-x
Huang R, Riddle M, Graziano D, Warren J, Das S, Nimbalkar S, Cresko J, Masanet E (2016) Energy and emissions saving potential of additive manufacturing: the case of lightweight aircraft components. J Clean Prod 135:1559–1570. https://doi.org/10.1016/j.jclepro.2015.04.109
Yi L, Glatt M, Sridhar P, de Payrebrune K, Linke BS, Ravani B, Aurich JC (2020) An eco-design for additive manufacturing framework based on energy performance assessment. Addit Manuf. https://doi.org/10.1016/j.addma.2020.101120
Saade MRM, Yahia A, Amor B (2020) How has LCA been applied to 3D printing? A systematic literature review and recommendations for future studies. J Clean Prod 244:118803. https://doi.org/10.1016/j.jclepro.2019.118803
Garcia FL, Moris VADS, Nunes AO, Silva DAL (2018) Environmental performance of additive manufacturing process—an overview. Rapid Prototyp J 24(7):1166–1177. https://doi.org/10.1108/RPJ-05-2017-0108
Faludi J, Baumers M, Maskery I, Hague R (2017) Environmental impacts of selective laser melting: do printer, powder, or power dominate? J Ind Ecol 21:144–156. https://doi.org/10.1111/jiec.12528
Faludi J, Van Sice CM, Shi Y, Bower J, Brooks OMK (2019) Novel materials can radically improve whole-system environmental impacts of additive manufacturing. J Clean Prod 212:1580–1590. https://doi.org/10.1016/j.jclepro.2018.12.017
Cruz Sanchez FA, Boudaoud H, Hoppe S, Camargo M (2017) Polymer recycling in an open-source additive manufacturing context: mechanical issues. Addit Manuf 17:87–105. https://doi.org/10.1016/j.addma.2017.05.013
Gibson I, Rosen DW, Stucker B (2014) Others: additive manufacturing technologies, vol 17. Springer
Dotchev K, Yusoff W (2009) Recycling of polyamide 12 based powders in the laser sintering process. Rapid Prototyp J 15(3):192–203. https://doi.org/10.1108/13552540910960299
Shalnova SA, Kuzminova YO, Evlashin SA, Klimova-Korsmik OG, Vildanov AM, Shibalova AA, Turichin GA (2022) Effect of recycled powder content on the structure and mechanical properties of Ti-6Al-4V alloy produced by direct energy deposition. J Alloys Compd 893:162264. https://doi.org/10.1016/j.jallcom.2021.162264
Wu H, Mehrabi H, Karagiannidis P, Naveed N (2022) Additive manufacturing of recycled plastics: strategies towards a more sustainable future. J Clean Prod 335(2021):130236. https://doi.org/10.1016/j.jclepro.2021.130236
Dhiman S, Joshi RS, Singh S, Gill SS, Singh H, Kumar R, Kumar V (2021) A framework for effective and clean conversion of machining waste into metal powder feedstock for additive manufacturing. Clean Eng Technol 4:100151. https://doi.org/10.1016/j.clet.2021.100151
Worrell E, Reuter MA (2014) Handbook of recycling: state-of-the-art for practitioners, analysts, and scientists. Newnes
Little HA, Tanikella NG, Reich MJ, Fiedler MJ, Snabes SL, Pearce JM (2020) Towards distributed recycling with additive manufacturing of PET flake feedstocks. Materials. https://doi.org/10.3390/MA13194273
Hart KR, Frketic JB, Brown JR (2018) Recycling meal-ready-to-eat (MRE) pouches into polymer filament for material extrusion additive manufacturing. Addit Manufact 21:536–543. https://doi.org/10.1016/j.addma.2018.04.011
Zhao P, Rao C, Gu F, Sharmin N, Fu J (2018) Close-looped recycling of polylactic acid used in 3D printing: an experimental investigation and life cycle assessment. J Clean Prod 197:1046–1055. https://doi.org/10.1016/j.jclepro.2018.06.275
Kumar R, Singh R, Farina I (2018) On the 3D printing of recycled ABS, PLA and HIPS thermoplastics for structural applications. PSU Res Rev 2(2):115–137. https://doi.org/10.1108/prr-07-2018-0018
Vidakis N, Petousis M, Tzounis L, Maniadi A, Velidakis E, Mountakis N, Papageorgiou D, Liebscher M, Mechtcherine V (2021) Sustainable additive manufacturing: mechanical response of polypropylene over multiple recycling processes. Sustainability (Switzerland) 13(1):1–16. https://doi.org/10.3390/su13010159
Mohammed MI, Das A, Gomez-kervin E, Wilson D, Gibson I (2017) EcoPrinting : investigating the use of 100 Styrene ( ABS ) for Additive Manufacturing. Solid Freeform Fabrication Symposium, 532–542
Zander NE, Gillan M, Lambeth RH (2018) Recycled polyethylene terephthalate as a new FFF feedstock material. Addit Manuf 21:174–182. https://doi.org/10.1016/j.addma.2018.03.007
Zhong S, Pearce JM (2018) Tightening the loop on the circular economy: coupled distributed recycling and manufacturing with recyclebot and RepRap 3-D printing. Resour Conserv Recycl 128(2017):48–58. https://doi.org/10.1016/j.resconrec.2017.09.023
Vidakis N, Petousis M, Tzounis L, Maniadi A, Velidakis E, Mountakis N, Kechagias JD (2021) Sustainable additive manufacturing: mechanical response of polyamide 12 over multiple recycling processes. Materials 14(2):1–15. https://doi.org/10.3390/ma14020466
Peeters B, Kiratli N, Semeijn J (2019) A barrier analysis for distributed recycling of 3D printing waste: taking the maker movement perspective. J Clean Prod 241:118313. https://doi.org/10.1016/j.jclepro.2019.118313
Woern AL, Byard DJ, Oakley RB, Fiedler MJ, Snabes SL, Pearce JM (2018) Fused particle fabrication 3-D printing: recycled materials’ optimization and mechanical properties. Materials. https://doi.org/10.3390/ma11081413
Romani A, Rognoli V, Levi M (2021) Design, materials, and extrusion-based additive manufacturing in circular economy contexts: from waste to new products. Sustainability (Switzerland) 13(13):1–23. https://doi.org/10.3390/su13137269
Reich MJ, Woern AL, Tanikella NG, Pearce JM (2019) Mechanical properties and applications of recycled polycarbonate particle material extrusion-based additive manufacturing. Materials. https://doi.org/10.3390/ma12101642
Hirsch A, Hecker F, Moritzer E (2019) Process Parameter Optimization To Improve the Mechanical Properties of Arburg Plastic Freeformed Components. In: Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium, pp. 705–714
Mele M, Pisaneschi G, Campana G, Zucchelli A, Ciotti M (2022) Effect of selected process parameters on dimensional accuracy in Arburg Plastic Freeforming. Rapid Prototyp J. https://doi.org/10.1108/rpj-05-2021-0109
Hentschel L, Petersmann S, Gonzalez-Gutierrez J, Kynast F, Schäfer U, Arbeiter F, Holzer C (2022) Parameter optimization of the arburg plastic freeforming process by means of a design of experiments approach. Adv Eng Mater 2200279:2200279. https://doi.org/10.1002/adem.202200279
Covestro AG (2018) Makrolon® 2805 ISO Data Sheet. Technical report
ISO: Plastics – Determination of tensile properties. Part 1, 527–1 (2009). doi: https://doi.org/10.1016/j.fertnstert.2015.12.022
Wadud SEB, Ullbrich RR (2019) Using the DMA Q800 for ASTM International D 648 Deflection Temperature Under Load. no. d, 1–4
Prsa J, Sobreviela J, Irlinger F, Lueth TC (2015) Software tool for detection and filling of voids as a part of tool-path strategy development for droplet generating 3D printers. IEEE CITS 2015 - 2015 International Conference on Computer, Information and Telecommunication Systems. https://doi.org/10.1109/CITS.2015.7297725
Pérez JM, Vilas JL, Laza JM, Arnáiz S, Mijangos F, Bilbao E, Rodríguez M, León LM (2010) Effect of reprocessing and accelerated ageing on thermal and mechanical polycarbonate properties. J Mater Process Technol 210(5):727–733. https://doi.org/10.1016/j.jmatprotec.2009.12.009
Gaub H (2016) Customization of mass-produced parts by combining injection molding and additive manufacturing with Industry 4.0 technologies. Reinf Plast 60(6):401–404. https://doi.org/10.1016/j.repl.2015.09.004
Acknowledgements
Financed by the European Union - NextGenerationEU (National Sustainable Mobility Center CN00000023, Italian Ministry of University and Research Decree n. 1033-17/06/2022, Spoke 11-Innovative Materials & Lightweighting). The opinions expressed are those of the authors only and should not be considered as representative of the European Union or the European Commission’s official position. Neither the European Union nor the European Commission can be held responsible for them.
Funding
Open access funding provided by Alma Mater Studiorum - Università di Bologna within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mele, M., Pisaneschi, G., Zucchelli, A. et al. Effects of short-loop material recycling on mechanical properties of parts by Arburg Plastic Freeforming. Prog Addit Manuf 9, 263–271 (2024). https://doi.org/10.1007/s40964-023-00447-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-023-00447-2