
Abstract
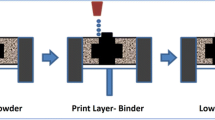
The 3D sand printing (3DSP) process is a binder jetting class of additive manufacturing process that can incorporate complex 3D mold designs and consolidate cores with intricate features that were previously inaccessible. Prior studies in 3DSP mold design have been shown to improve pouring and filling conditions for sand casting. However, the opportunity to improve casting quality by exploring 3D riser designs during the solidification stage has not yet been explored. In this research, three novel 3D riser geometries—ellipsoid, spherical, and a fusion riser (combination of cylindrical and ellipsoid riser) were investigated. The results were compared to the benchmark cylindrical risers to assess casting performance (e.g., reduction in shrinkage porosity, increase in solidification time). Computational solidification simulations have been presented to evaluate the characteristics of the novel risers for three different metal alloys- nickel aluminum bronze (NAB), low-carbon steel A216 (WCB), and aluminum alloy (A319) alloy. From the results of this research, spherical risers were found to provide 45% yield improvement of for the three alloys studied. In addition, the riser neck diameter using a spherical riser experienced up to 77% reduction when compared to the recommended dimensions from previous literature. Finally, one of the spherical riser designs provided 18% improvement in terms of riser-pipe safety height over the benchmark design. Findings from this research will help metalcasting industries to optimize their riser designs for complex casting geometries by implementing 3D riser geometries (via 3DSP) into traditional mold making for yield improvement and defect-free castings.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The metalcasting industry still accounts for $110 Billion economic impact in the United States GDP (Gross Domestic Product) along with direct employment of around 163,000 Americans in 2019.1 The U.S. foundry industry produced $43 Billion in casting sales in 2021 and sales are expected to reach $47 Billion with a 9% annual growth in 2022.2 In short, owing to the significance of casting to manufacturing and secondary economies, the casting industry is crucial to the U. S economy and larger supply chain.
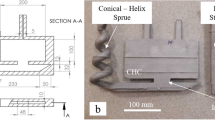
While sand casting has existed for thousands of years, the fundamental manufacturing sciences behind the solidification and guidelines to produce successful defect-free castings were not investigated until the twentieth century.3,4,5,6 With recent advancements in additive manufacturing (AM), castings can now be manufactured with unprecedented design freedom along with consolidated cores which has led to complex casting designs.7,8,9 In addition, 3DSP offers improvements in the thermophysical properties of the mold,10 integration of sensors to monitor casting conditions such as core shift11 and melt flow velocity.12 3DSP has created vast opportunities for foundries to develop advanced metalcasting design and production solutions that can revolutionize and expand the use of castings.13,14,15
Traditional sand casting has unique advantages for a wide range of applications. The casting process is one of the cheapest methods for mass producing components and is expected to continue to remain an integral part of the manufacturing economy.16 Although significant improvements have been made in many other manufacturing fields such as rolling, forging, and even direct AM, traditional casting processes are still often the cheapest and best pathway to produce many complex-shaped parts. Understanding the necessity of the casting process, researchers have focused on improving casting performance and exploring the innovative design freedom for sand casting through 3DSP.17,18,19 Opportunities to eliminate casting defects such as mold shift, runout, misrun, etc. that result from conventional mold and core-making processes are possible. Since 3DSP can produce molds and cores without the need for extra tooling, patterns, core boxes, and flasks, it can be expected to reduce many mold-related defects in casting. In addition, a sand printer's continuous and unattended mold-making process can result in shorter lead time and faster production for small batch production. Recent studies have also demonstrated significant improvements that are possible in novel gating system designs through the use of helical sprue,18,20 runner extensions,21 and the use of shell-truss mold to control cooling rate and solidification22,23 using the unique features of 3DSP. However, the opportunities to reimagine the feeding system with riser designs are yet to be extensively studied to explore the design freedom that 3DSP offers. One of the most common causes of high casting scrap rates is shrinkage defects. This defect happens due to the uneven shrinking of metal as it goes through a phase change from liquid to solid, which distorts its final shape or creates interior holes. Different researchers have explored methods for reducing shrinkage defects, with Campbell proposing the ten best practices for defect-free castings in his book.24 Risers (also known as feeders) have been used to counter-act the shrinkage defects by working as a reservoir of molten metal and feed the casting as it solidifies.16 Although the riser geometry plays a crucial role in its solidification time, due to limitations of traditional mold and core-making processes, only cylindrical risers have been used in foundries worldwide. As risers are not part of the final part, larger risers reduce the casting yield.
In summary, since 3DSP has introduced design freedom in terms of mold and core making process along with complex runner and sprue design, there is a critical need to systematically expand the design-modeling-validation space for 3D riser designs. This research systematically explores different novel 3D riser geometries to improve casting performance, i.e., reduce shrinkage defects. Two riser geometries- ellipsoid and spherical were studied in a previous article by the authors.25 This further research aims to better understand the benefits of novel 3D riser geometries through in-depth solidification modeling. These improved riser shapes are benchmarked against traditional cylindrical risers with similar volumes. The riser performance is evaluated based on the macroporosity based piping height of the risers, critical fraction solidification time (CFST), and the Niyama Criterion function (NCF). Three different metal alloys (NAB, WCB, and A319 alloy) are investigated to represent three different freezing ranges for assessing the overall performance of this novel 3D riser design approach.
Literature Review and Research Gaps
There are several types of defects attributed to casting. While some defects are relatively easier to resolve (e.g., superheat), other defects require redesigning the casting's rigging (gating and riser) system.26,27 Across different alloy systems, shrinkage porosity is the most common type of defect in castings.5
Due to the size and shape of the casting, pool of late-to-solidify liquid metal become isolated from other sections as the casting and from risers intended to provide feed metal to the last areas to solidify. The flow of feed metal becomes restricted, creating isolated shrinkage cavities during the final stages of solidification. Figure 1 shows an example of a mushy zone area inside a casting where the right side of the L-shaped block has solidified, and the left side is still in liquid phase. A mushy zone is located in between where dendritic arms have formed due to solidification.28

Different feeding mechanisms with a mushy zone in casting.
A riser is not a part of the final cast, so it is also recommended not to use a riser where it is unnecessary as it reduces the casting yield. To account for these conditions, researchers have investigated different riser shapes to understand better and optimize the solidification phenomenon for castings. The part of the riser that connects it with the casting is called the riser neck. The riser neck is also an essential part of the riser as it connects the riser with the part itself. Similar to the rules for designing risers, the riser neck needs to solidify after the casting. In addition, the riser neck should be a smaller cross section compared to the riser it is connected for ease of removal.
Researchers have directly and indirectly studied optimizing the shape of risers. Early work by Chvorinov and others expanded riser design principles from basic cylindrical risers to adjusted cylindrical riser sizes modified for the effects of chills, insulators, radiation effects, etc.29,30 More recently, Tavakoli and Davami31 studied optimal riser design through the evolutionary topology optimization method using finite difference analysis. Their algorithm could predict the optimal riser geometry for different castings from an over-estimated riser design. Kor et al.32 proposed the "Multi-Objective Evolutionary Algorithm" using design-based data for gating and riser design. From different casting designs (n = 20), their research successfully predicted optimal gating and riser system designs. Liao et al.33 presented computer-aided design (CAD) and computer-aided engineering (CAE) methods to optimize simple riser designs. Their method first predicted the isolated liquid region based on heat transfer modeling and then produced an optimized riser geometry based on these results. Choudhari et al.34 used transient thermal analysis to identify the last solidifying regions in casting. Their experimental trial showed good agreement with the hot spot location prediction through the software. Zhou and Jing35 proposed an integrated method using 3D CAD/CAE to consider casting structures, types, and properties to design rigging, riser, chills, and cores. This study also included heat transfer and fluid flow simulation for analyzing the initial design.
It is important to note that the previous research on riser design has been focused on optimizing pre-defined conventional 2D designs, i.e., cylindrical risers. The topology optimization study from Tavakoli and Davami31,36 resulted in a hemispherical riser solution. However, their research did not outline a correlation between the casting shape and the riser geometry. Hemispherical and spherical risers have been shown to be effective in recent research.17,25 However, their effectiveness in reducing casting defects has not been thoroughly studied. While spherical risers offer theoretical maximum solidification time for the same volume among all other shapes; however, piping inside the riser as it feeds reduces the effectiveness of spherical top-risers compared to conventional cylindrical risers.
In this study, three novel 3D riser shapes- ellipsoid, spherical, and fusion (a combination of the ellipsoid and cylindrical riser) have been investigated, and their performance has been investigated in terms of reducing casting defects efficiently. The three novel shapes in this research propose a different direction from using the traditional 2D cylindrical design. The three alloys (NAB, WCB, and A319 alloy) from this study will help better understand and compare the solidification behavior of three different freezing ranges. The study of piping height using MDF allows for investigation of the instantaneous height drop and macro-shrinkage as the casting solidifies. The results from the Critical Fraction Solidification Time (CFST) value allows for identification of any mushy zone or separated melt pool within the casting. Finally, Niyama Criteria function- a ratio of local thermal gradient and square root of cooling rate allows for detecting the macro-porosity due to shrinkage inside the casting.
Methodology
Mathematical Models
The solidification time equation established by Chvorinov29 can be written as:
where the suffix c corresponds to castings and suffix m corresponds to mold, \(\Delta {H}_{f}\) (kJ/kg) is the latent heat of solidification, \({T}_{m}\) (°C) is melting temperature for metal, \({T}_{0}\) (°C) is the initial mold temperature, \(V\) (m3) is the volume of the solidified metal, \(A\) (m2) is the area of the mold-metal interface, \({k}_{m}\) (W/m-K) is the thermal conductivity of the metal, \({\rho }_{m}\) (kg/m3) is the density of the mold, \({\rho }_{c}\) (kg/m3) is the density of the metal, \({c}_{m}\) (kJ/kg-°C) is the specific heat of mold. Considering the superheat during pouring, Eqn. 1 can be formulated as37
where \({c}_{p}\) (kJ/kg-°C) is the specific heat of liquid metal, \(\Delta T\) (°C) is the added superheat. The solidification time in the study is also affected by the local temperature gradient pattern. To understand if this local temperature gradient along with the different riser shapes in turns decreases the proportional increase of solidification time with additional superheat. The effect of super heat is discussed in the results and discussion section.
Material density function (MDF) is a measure of macroporosity inside the casting based on liquid contraction and corresponding flow of liquid feed metal inside the casting during solidification. It will vary based on the amount of metal removed due to feeding liquid metal to other areas of casting. This function is useful for ferrous and non-ferrous alloys as it represents gross macroporosity, i.e., where 0 represents 0% metal with 100% porosity, and 1 represents 100% metal with 0% porosity.38
The liquid metal in the riser must feed the solidifying metal inside the casting during the solidification process at both the macro level and at the micro level. During the final stages of solidification, liquid metal flow between the solid dendritic structure in the mushy zone becomes restricted. The solid fraction at which this interdendritic feeding is no longer possible is defined as a critical fraction solid (CFS) point and the corresponding time is called CFS time (CFST). A CFS criterion can be expressed as a percentage of the full solidification based on experimental results, with typical values of 50% for plain carbon steel, 20–30% for aluminums, and 25–35% for copper-based alloys.38,39 The time it takes for the castings and riser system to reach solidus point (solidus temperature) is called the solidus time (ST). Figure 2 shows the critical fraction solid point with liquidus point, solidus point, and CFS line in the temperature vs. time curve. It is important to assess CFS time rather than the solidus/solidification time for a casting since liquid metal will not be able to flow from the riser to the mushy region of the casting due to the solid mesh network will not be able to flow from the riser to the mushy region of the casting due to the solid mesh network.

Temperature versus time plot showing Critical Fraction Solid Point adapted from.38
The Niyama Criteria function40,41 is used to determine macroporosity inside the casting. This function allows for the prediction of solidification shrinkage relating to both macro-shrinkage (visible in standard radiographic film) and micro-shrinkage (often invisible on a standard radiographic film). This function is defined as the ratio of local thermal gradient and the square root of local temperature gradient as represented in the following equation:
where Ny ([°C-s]1/2/cm) is the Niyama criterion, G (°C/cm) is the temperature gradient, and \(\dot{T}\) (°C/s) is the cooling rate. This function is also an important function for assessment of macroporosity typically in steel castings. It is calculated from the temperature gradient and the cooling rate of the casting at distinct locations. Usually, the cast regions with lower Niyama values (lower than the critical value) are more prone to shrinkage. Although Niyama function does not consider gravity, it is helpful for denser metals like steel and cast iron.41,42 The Niyama critical value is also essential for identifying macroporosity inside the casting as its range varies from metal to metal. For steel, the critical Niyama values range from 0 to 1 [°C-s]1/2/cm. For Aluminum alloys, the Niyama critical value ranges from 0 to 0.30 [°C-s]1/2/cm; for copper-based alloys, the critical value ranges from 0 to 1.30 [°C-s]1/2/cm. The critical number is a defining probability for macroporosity and shrinkage where above these critical number the chance of shrinkage is very low.
Simulation Setup and Materials
The simulation tool used in this research was SOLIDCast Version 8.9.0 (Finite Solutions Inc., 2005) which uses finite difference method (FDM) to compute volumetric cooling rate to track metal feeding and shrinkage formation in castings and riser systems. It uses the following basic heat transfer equation at the interface of the connecting cubic cells at multiple time steps.38
where \(Q\) (W) is the amount of heat transfer, \(U\) (W/m2-K) is the coefficient of heat transfer, T1 and T2 (°C) are temperatures at two adjacent locations. 2 inches mold thickness has been used across all the solidification simulations to satisfy the mold's semi-infinite boundary condition.43 All the designs were also simulated with closed mold condition.
Metal alloys can be classified into three categories based on their freezing range- (i) short freezing range (liquidus to solidus interval <50 °C) (ii) intermediate freezing range (liquidus to solidus interval 50 °C to 110 °C) (iii) long freezing range (liquidus to solidus interval >110 °C). C95800 (NAB) is considered a short freezing range alloy, WCB is considered an intermediate freezing range alloy and A319 is considered a long freezing range alloy. Short freezing ranges promote casting and riser skin formation and inward solidifying crystals, whereas long freezing range alloys solidify with a wide solidification front that can extend throughout a riser or casting cross section. The solidification phenomenon in long freezing range alloy is also called mushy or pasty mode of solidification. Finally, intermediate freezing range alloys combine both elements from short and long freezing range, i.e., it allows for skin formation along with mushy solidification.44 For solidification modeling, the default physical properties within SOLIDCast were used.38 The three materials used in this study are Cu C95800 (Nickel Aluminum Bronze- NAB alloy), A216 (WCB, type of carbon steel), and A319 (Aluminum alloy). The material properties used are listed in Table 1.
Riser Designs
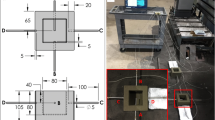
Table 2 lists the variables in the 3D design dimensions including riser diameter, riser height and riser neck diameter and Figure 3 shows the dimensions in the CAD geometries used in this research. For ellipsoid riser, the dimension A (semi-axis length in x coordinate) and B (semi-axis length in y coordinate) are equal as indicated in Table 2 and Figure 3(b). Dimension C represents the height of the ellipsoid riser (semi-axis length in z coordinate) and is shown in Figure 3(b). There are five different shapes explored in this study- cylindrical, ellipsoid, spherical, fusion, and inverse tapered. The inverse tapered riser design was included to investigate and compare the widely used tapered riser in the industry based on previous literature.45 There are two designs for cylindrical riser, three designs for ellipsoid riser, four designs for spherical riser, one design for fusion riser, and one design for inverse tapered riser. Riser neck as a variable was studied only in spherical riser design SR1, SR2, and SR3. Spherical riser design SR4 and Cylindrical Riser 2 (CR2) were included to investigate the higher yield performance of the spherical riser with a 45% yield improvement. All the risers were simulated as a top riser to investigate feeding from the center of the cast across all direction. The risers were positioned at the center of the 6” × 6” × 1.5” cast plate. The riser neck height was 0.75” across all the designs. As shown in Figure 3(c), D and N.D. refer to riser diameter and neck diameter.

Dimensions of the CAD geometry (a) Cylindrical (b) Ellipsoid (c) Spherical (d) Fusion (e) Inverse Tapered, Top view- top row, Side view-bottom row.
Table 3 represents the volume, surface area, modulus (M), and % increase in M across all the designs. The modulus of the riser shapes only considers the riser shape itself and not the neck since the neck is maintained at similar dimensions across all the designs. The cylindrical riser is the benchmark design and referred to as control design. The spherical risers SR1, SR2, and SR3 were all designed to have an M value 14.47% higher than the cylindrical control design. The dimensions of the ellipsoid riser in terms of semi-axis length in the x and z coordinates were carefully chosen to have decreasing modulus value from ER1 to ER3. One critical factor is that the cylindrical riser offers more height for riser piping than the spherical or ellipsoid riser (for a given volume). Also, positive draft can be easily applied to cylindrical risers. A fusion riser could combine the benefits of a spherical and offer a head height similar to that of a cylindrical riser. In the case of a closed riser where the top surface is not open to atmospheric pressure, a cylindrical riser could be replaced by a similar or even a smaller-sized spherical riser without compromising the feeding performance.
Riser Neck
The riser neck is an essential part of the riser system design that connects the riser and the casting. The literature review found that riser neck moduli in the range of 1.1 to 1.5 times the moduli of the casting are preferred.44 However, for ductile iron, the modulus of the neck can be as low as 67% of the casting moduli. A review on the effectiveness of the riser neck with critical dimensions for steel, aluminum bronze, and 99.5 Al alloy has been presented by Campbell.24 From the design parameters presented, riser neck diameters for steel castings are expected to be 60% of the riser diameter to produce the sound casting, assuming a high safety margin for modulus (1.5 times than the casting). The industry standard for using 1.2 times the modulus of casting for designing the riser neck geometry for steel. However, the current study will focus on finding a smaller riser neck size for easy removal of the riser without compromising the temperature gradient and directional solidification.
Results and Discussion
Iso-temperature contours
Figure 4 represents the iso-temperature contours of different risers and cast plate across all the designs and materials. The iso-temperature contours between NAB and WCB have similarities in terms of solidification of the risers and plates at different temperatures. For the cylindrical and fusion risers, the sharp edges at the top surface of the riser start to solidify early for NAB and WCB. However, for A319, the solidification inside the riser starts from the center of the top surface rather than the corners. These solidification patterns agree with the previous literature for solidification behavior of short freezing range alloy (NAB), medium freezing range alloy (WCB), and long freezing range alloy (A319). Due to their spheroidal shape of the ellipsoid and spherical risers, localized solidification at corners is not observed similar to CR, FR, and IT designs. For NAB and WCB, the cast plates start to solidify much earlier as indicated by the dark blue shaded region in the iso-temperature plots. Due to directional solidification, the solidification of A319 cast plates starts from the two furthest edges from the riser and progresses inwards toward the riser. For NAB and WCB, the iso-temperature contours of CR, ER3, SR3, SR4, FR, and IT reveals that the neck region of these designs remains at higher temperatures for longer periods compared to the other designs. The neck region of SR1 design across all the materials solidifies faster as it has the lowest cross section. For all materials, the higher yield design SR4 solidifies in an equivalent manner to the benchmark CR design even with 46% less material in the riser with 46% less material in the riser.

Iso-temperature contours for different risers for NAB, WCB, and A319 alloy.
Macroporosity based Piping Height
Figure 5 shows the effects of different 3D riser designs across the three materials selected for this study where 0.99 refers to about 1% shrinkage. While NAB and WCB show sharp conical piping and area for macroporosity in the riser section, aluminum alloy (A319) shows a more dull and spherical piping phenomenon for the same riser design shape. This piping phenomenon inside the risers provides an understanding of the potential shrinkage inside the risers. The height represented in Figure 5 depicts the safety margin height from the base of the riser neck to the lowest point of the piped region. The results clearly show that the riser shrinkage pipe geometries across the studied materials are significantly different.

Macroporosity-based piping height for different risers for NAB, WCB, and A319 alloy.
NAB, having the low/narrow freezing range results in a sharp piping occurring inside the riser, and with the increment of freezing range the sharp contours of piping become smoother and dull. Among the three materials selected, NAB has the highest piping height (measured from the base of the riser neck) and lowest riser pipe safety margin, while A319 has the lowest piping height and highest riser pipe safety margin. As a result, with a similar design, the A319 alloy provides higher piping design safety for riser height. However, the highest design safety for the same alloy is found in the spherical riser design SR2. This design provides a higher design safety of 11%, 8%, and 18% for NAB, WCB, and A319 alloy, respectively, and without any porosity at the neck. For SR3 design, the piping height of NAB is 47% higher than A319 alloy. The inverse tapered riser showed higher piping height with 25%, 11%, and 11% higher design safety compared to the benchmark design for NAB, WCB, and A319 alloy, respectively. The higher yield design with a spherical riser designated as SR4 (45% yield improvement) was successful for all the alloys studied as evident in Figure 5. However, the same volume design for cylindrical riser 2 (CR2) failed due to macroporosity for WCB. The fusion riser design was successful across all the materials and provided similar performance as the cylindrical riser design (CR).
Critical Fraction Solidification Time
Figure 6 shows the critical fraction solid time (CFST) plots across the different riser designs for all three materials studied along with the bar chart plot in Figure 7. Similar to Figure 5, SR1 designs fail to feed the casting as the riser gets disconnected from the plate. The higher CFST values for NAB are due to the metal's low thermal conductivity and heat diffusivity, allowing it to cool at a much slower rate than the other alloys studied. It is also apparent from the CFST contour that the liquid metal solidifies from the plate and reaches back to the riser and forms a different shape of liquid metal-pool for NAB when compared to WCB. However, for A319, the riser remains completely filled with liquid metal when the cast plate has completely solidified. The liquid metal inside the riser for NAB and WCB also starts to shrink as the metal recedes back from the plate. However, for A319, the riser remains filled with liquid metal even when the plate has solidified completely across all designs. This happens because the design of the risers was kept at similar volumes across all the materials for an equal comparison. As a result, the riser dimensions for Al alloy ensued in higher values than the standard recommendations for the alloy.

Contour Plots of Critical Fraction Solid Time (CFST) for NAB, WCB, and A319 alloy.

Critical Fraction Solidification Time (CFST) for NAB, WCB, and A319 alloy.
CFST plots and the bar-chart diagram shown in Figure 7 verify that the best top-riser design is SR2 with a similar neck size compared to the base cylindrical riser design CR. However, based on the CFST analysis, ER2 for NAB, ER3 for WCB and ER1 for A319 also perform well. The results from ellipsoid risers are inconclusive, with only a slight improvement compared to similar cylindrical benchmark designs. Although the spherical riser design SR3 performs better in terms of CFST, its larger riser neck size is significantly higher. Finally, the fusion riser also provides similar performance as the cylindrical riser with a slight CFST improvement of less than 1%. For similar neck dimensions, the spherical riser SR2 shows 6%, 4%, and 10% higher CFST values compared to the base cylindrical riser design CR for NAB, WCB, and A319 alloy, respectively. Similar to Figure 5, CFST plots also verify that the SR1 does not have a sufficient riser neck to feed the cast plate for NAB and WCB. In addition, higher yield spherical riser design SR4 also has a mushy zone created at the riser neck for NAB and WCB and hence becomes prone to shrinkage porosity spread down into the riser neck and possibly into the casting.
Macro-porosity Area based on the Niyama Criteria Function
It is apparent from Figure 8 that the chances of macroporosity are higher for A319 alloy across all the designs, specifically in the casting. However, these results are contradictory to the MDF plots and CFST plots which do not show any defect in the casting plate. These inconclusive results bolster the claim from previous literature35 that for less denser alloys Niyama function might get inconclusive results. In addition, no riser-pipe for A319 across all the designs also lead to the inconclusive Niyama values.

Niyama Criteria Contour Plot for NAB, WCB, and A319 alloy.
For all the designs in NAB, the Niyama criterion function predicts macroporosity shrinkage at the middle of the plate, riser neck, and riser. This is due to the short freezing range of NAB and the resulting columnar solidification mode occurring from the surface of the cast plate to the center of the plate which solidifies last. However, the value of Niyama function at the center for NAB is closer to 1.3, a relatively higher critical Niyama function which indicates that the proof macro-porosity is extremely low. This claim is also validated by the MDF plots of the same designs discussed in the previous section which showed no porosity in those locations. Regarding macroporosity results from Niyama values, WCB performs best with almost no shrinkage in the cast plate across all the designs except for SR1, where the riser neck is insufficient. It was found from further analysis that a neck diameter that is 34% of the riser diameter would be sufficient to offset the shrinkage from the cast plate to the riser for both WCB and NAB. For macroporosity area in WCB, spherical riser design SR2 performs best with the lowest area (12.67% lower) of shrinkage porosity compared to the cylindrical base design. However, for NAB, SR2 has a higher shrinkage porosity area in the cast plate than the base cylindrical design CR. For Al alloy, MDF results must be referred to due to inconclusive Niyama criterion results. For WCB and ellipsoid riser designs, ER3 performs best in terms of the lowest macroporosity area compared to the base design.
Results from the Riser Neck
A review on the effectiveness of the riser neck with critical dimensions for steel, aluminum bronze, and Al alloy has been presented by Campbell.24 Assuming a high safety margin for modulus (1.5 times than the casting), the riser neck diameter can be calculated from the literature for a given riser neck height and riser diameter ratio. Table 4 includes the dimensions for riser neck diameter recommended for these three alloys24 along with the CFST plots from the current study for variable neck designs shown in Figure 9.

Evaluation of Riser Neck based on critical fraction solid time (CFST) for NAB, WCB, and A319 alloy.
From Figure 9, the neck diameter to riser diameter ratio of 0.25 for Aluminum alloy produced successful casting. The recommended ratio for Al alloy is 0.40 according to the literature.24 However, the 0.25 neck diameter to riser diameter ratio failed for NAB and WCB. From the current study, the lowest neck diameter to riser diameter that produced successful casting was found 0.34 for both NAB and WCB. As listed in Table 4, the new riser neck diameter using spherical risers experienced a 32%, 77% and 60% reduction for NAB, WCB and Al alloy, respectively, when compared to the recommended dimensions from the previous literature. This ensures easy removal of the risers across alloys. However, the riser height should also be adjusted to an optimum distance from the casting, providing a heat shield for the neck region and reducing any chances of early freezing and disconnection of the riser from the cast.
Effect of Superheat
The effect of superheat was studied for spherical riser design SR2 with three superheat temperatures and WCB alloy. All the other design parameters were kept constant. Table 5 shows the superheat temperature and corresponding critical fraction solid time (CFST) and solidification time (ST). The solidification time experiences a 6% (1 min) increase for every 25 °C superheat increment whereas CFST experiences a 5% to 7% increment for every 25 °C superheat increment which are also in agreement with Eqn. 2 presented in the mathematical model section.
Table 6 highlights the decision-making steps which could be followed while designing risers for different geometry based on localized porosity, freezing range, production volume,46 and wall thickness.
Limitations of this study include experimental validation which is an ongoing effort of this authors. In addition, future studies could include concurrent design-simulation algorithm development that could enable casting industry to simultaneously design the castings, and the mold for 3DSP-based sand casting.
Conclusions
The three novel 3D riser shapes- ellipsoid, spherical and fusion are easily accessible in mold making process due to the advantage of 3DSP provides without the necessity of drafting and pattern making. Three different alloys were selected due to their different material properties and comparable difference in freezing range. Three designs of the ellipsoid risers were selected to observe the effect of the semi-axis length ratio on the performance of the riser. All the riser shapes were maintained at a constant volume for comparison other than the spherical riser design SR4 which was designed for higher yield performance. Four riser necks were selected to study across the three alloys. Three superheat temperatures were studied for a single alloy to assess the effect of superheat on solidification time. Major conclusions from the study are:
-
Based on macroporosity based riser-pipe height, critical fraction solidification time, and macro-porosity area from Niyama criterion function the overall best performing riser was the spherical riser design. Spherical riser design provides higher riser-pipe design safety of 11%, 8%, and 18% for NAB, WCB, and A319 alloy, respectively.
-
For critical fraction solidification time, spherical design (SR2) shows 6%, 4%, and 10% higher fraction solid time values when compared to the benchmark cylindrical design (CR).
-
In terms of Niyama criterion function, SR2 showed 13% less macroporosity for WCB alloy in comparison to the benchmark design.
-
Ellipsoid riser designs performed better when compared to benchmark cylindrical riser designs in terms of CFST values for all the design variations. For A319, ER1 performed 9.4% higher in comparison with benchmark design.
-
Spherical riser design SR4 with yield improvement of 45% (compared to the benchmark design) was successful for all the alloys studied. However, cylindrical riser 2 (CR2) with similar volume failed for WCB and resulted in porosity in the casting plate.
-
The inverse tapered riser was successful in terms of providing higher piping with 25%, 11%, and 11% higher design safety compared to the benchmark design for NAB, WCB, and A319 alloy, respectively. However, this design is inferior to the spherical riser in terms of yield improvement.
-
The riser neck diameter using spherical risers experienced a 32%, 77% and 60% reduction for NAB, WCB and Al alloy, respectively, when compared to the recommended dimensions from the previous literature.24
-
For the spherical riser design (SR2), the solidification time experiences a 6% (1 min) increase for every 25 °C superheat increment whereas CFST experiences a 5% to 7% increment for every 25 °C superheat increment.
References
U.S. Bureau of Economic Analysis, Gross Domestic Product (GDP), FRED, Fed. Reserv. Bank St. Louis. (2023). https://fred.stlouisfed.org/series/GDP
American Foundry Society, Casting Source, Am. Foundry Soc. (2022) 34–36. https://www.qgdigitalpublishing.com/publication/?i=735042&ver=html5&p=34
B. Ravi, Metal casting: computer-aided design and analysis, 1st edn. (PHI Learning Pvt. Ltd., New Delhi, 2005)
M. Srinivasan, Science and technology of casting processes (InTech, Rijeka, 2012)
J. Campbell, Complete Casting Handbook: Metal Casting Processes, Metallurgy, Techniques and Design, 2nd edn. (Elsevier Butterworth-Heinemann, Amsterdam, 2015)
I. Rajkumar, N. Rajini, A. Alavudeen, T. Ram Prabhu, S.O. Ismail, F. Mohammad, H.A. Al-Lohedan, Experimental and simulation analysis on multi-gate variants in sand casting process. J. Manuf. Process. 62, 119–131 (2021). https://doi.org/10.1016/J.JMAPRO.2020.12.006
S.R. Sama, T. Badamo, G. Manogharan, Case studies on integrating 3D sand-printing technology into the production portfolio of a sand-casting foundry. Int. J. Met. 14, 12–24 (2020). https://doi.org/10.1007/S40962-019-00340-1
B.P. Conner, G.P. Manogharan, A.N. Martof, L.M. Rodomsky, C.M. Rodomsky, D.C. Jordan, J.W. Limperos, Making sense of 3-D printing: Creating a map of additive manufacturing products and services. Addit. Manuf. 1–4, 64–76 (2014). https://doi.org/10.1016/J.ADDMA.2014.08.005
N. Bryant, J. Villela, J.O. Villela, A. Alemán, J. O’Dell, S. Ravi, J. Thiel, E. MacDonald, 3D Printed Smart Mold for Sand Casting: Monitoring Pre-Pour Binder Curing (2022). https://doi.org/10.26153/TSW/44235.
Y.L. Cheng, Y.T. Li, Y.T. Yang, K.T. Tang, F.A. Jhuang, K.H. Li, C.W. Lu, Greyscale printing and characterization of the binder migration pattern during 3D sand mold printing. Addit. Manuf. 56, 102929 (2022). https://doi.org/10.1016/J.ADDMA.2022.102929
J.M. Walker, A. Prokop, C. Lynagh, B. Vuksanovich, B. Conner, K. Rogers, J. Thiel, E. MacDonald, Real-time process monitoring of core shifts during metal casting with wireless sensing and 3D sand printing. Addit. Manuf. 27, 54–60 (2019). https://doi.org/10.1016/J.ADDMA.2019.02.018
M. Sama, M. Voigt, Measurement of metal velocity in sand casting during mold filling. Metals 9, 1079 (2019). https://doi.org/10.3390/met9101079
M. Gao, L. Li, Q. Wang, Z. Ma, X. Li, Z. Liu, Integration of additive manufacturing in casting: advances, challenges, and prospects. Int. J. Precis. Eng. Manuf. Green Technol. 9, 305–322 (2022). https://doi.org/10.1007/s40684-021-00323-w
T. Sivarupan, N. Balasubramani, P. Saxena, D. Nagarajan, M. El Mansori, K. Salonitis, M. Jolly, M.S. Dargusch, A review on the progress and challenges of binder jet 3D printing of sand moulds for advanced casting. Addit. Manuf. 40, 101889 (2021). https://doi.org/10.1016/J.ADDMA.2021.101889
P. Lynch, C. Hasbrouck, J. Wilck, M. Kay, G. Manogharan, Challenges and opportunities to integrate the oldest and newest manufacturing processes: metal casting and additive manufacturing. Rapid Prototyp. J. 26, 1145–1154 (2020). https://doi.org/10.1108/RPJ-10-2019-0277/FULL/XML
T.V.R. Rao, Metal casting: Principles and practice (New Age International, 2007)
S.R. Sama, J. Wang, G. Manogharan, Non-conventional mold design for metal casting using 3D sand-printing. J. Manuf. Process. 34, 765–775 (2018). https://doi.org/10.1016/j.jmapro.2018.03.049
S.R. Sama, T. Badamo, P. Lynch, G. Manogharan, Novel sprue designs in metal casting via 3D sand-printing. Addit. Manuf. 25, 563–578 (2019). https://doi.org/10.1016/j.addma.2018.12.009
J. Wang, S.R. Sama, G. Manogharan, Re-thinking design methodology for castings: 3D sand-printing and topology optimization. Int. J. Met. 13, 2–17 (2019). https://doi.org/10.1007/S40962-018-0229-0
P. King, D. Martinez, G.P. Manogharan, Novel sprue designs to reduce casting defects in nickel-aluminum bronze: a computational study, in ASME 2020 15th Int. Manuf. Sci. Eng. Conf. MSEC 2020, ASME International (2020). https://doi.org/10.1115/MSEC2020-8486
R. Stebbins, P. King, G. Manogharan, A Computational Study on Novel Runner Extension Designs via 3D Sand-Printing to Improve Casting Performance, in International Manufacturing Science and Engineering Conference, American Society of Mechanical Engineers Digital Collection (2021). https://doi.org/10.1115/MSEC2021-63823
H. Shangguan, J. Kang, C. Deng, Y. Hu, T. Huang, 3D-printed shell-truss sand mold for aluminum castings. J. Mater. Process. Technol. 250, 247–253 (2017). https://doi.org/10.1016/J.JMATPROTEC.2017.05.010
C. Deng, J. Kang, H. Shangguan, Y. Hu, T. Huang, Z. Liu, Effects of hollow structures in sand mold manufactured using 3D printing technology. J. Mater. Process. Technol. 255, 516–523 (2018). https://doi.org/10.1016/J.JMATPROTEC.2017.12.031
J. Campbell, Castings Practice the 10 Rules of Castings (Elsevier Butterworth-Heinemann, Amsterdam, 2004)
M.M. Shuvo, G. Manogharan, Novel riser designs via 3D sand printing to improve casting performance. Procedia Manuf. 53, 500–506 (2021). https://doi.org/10.1016/j.promfg.2021.06.052
M.S. Ayar, V.S. Ayar, P.M. George, Simulation and experimental validation for defect reduction in geometry varied aluminium plates casted using sand casting. Mater. Today Proc. 27, 1422–1430 (2020). https://doi.org/10.1016/J.MATPR.2020.02.788
N.D. Mehta, A.V. Gohil, S.J. Doshi, Innovative support system for casting defect analysis—a need of time. Mater. Today Proc. 5, 4156–4161 (2018). https://doi.org/10.1016/J.MATPR.2017.11.677
R. Chávez-Zamarripa, A. Ramos-Salas, J. Talamantes-Silva, S. Valtierra, R. Colás, Determination of the dendrite coherency point during solidification by means of thermal diffusivity analysis. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 38, 1875–1879 (2007). https://doi.org/10.1007/s11661-007-9212-8
N. Chvorinov, Theorie Der Erstarrung von Gussstücken, Giesserei. (1940) 10–12.
H.F. Taylor, C.M. Adams, Fundamentals of riser behavior. Am. Foundrymen’s Soc. Trans. 61, 686–693 (1953)
R. Tavakoli, P. Davami, Feeder growth: a new method for automatic optimal feeder design in gravity casting processes. Struct. Multidiscip. Optim. 39, 519–530 (2009). https://doi.org/10.1007/s00158-008-0340-6
J. Kor, X. Chen, H. Hu, Multi-objective optimal gating and riser design for metal-casting, in 2009 IEEE Control Applications, & Intelligent Control, (2009), pp. 428–433. https://doi.org/10.1109/CCA.2009.5280821
D.M. Liao, J.X. Zhou, L.L. Chen, X. Shen, X.D. Gong, Casting cad/cae automatic optimal riser design technology. Int. J. Cast Met. Res. 24, 247–252 (2011). https://doi.org/10.1179/136404611X13001922708830
C.M. Choudhari, B.E. Narkhede, S.K. Mahajan, Optimum design and analysis of riser for sand casting, in IEEE International Conference on Industrial Engineering and Engineering Management (2014), pp. 1151–1155. https://doi.org/10.1109/IEEM.2013.6962591
J. Zhou, T. Jing, Integration of CAD/CAE system for casting process design. Tsinghua Sci. Technol. 8, 117–120 (2003). https://ieeexplore.ieee.org/abstract/document/6073313
R. Tavakoli, P. Davami, Optimal riser design in sand casting process with evolutionary topology optimization. Struct. Multidiscip. Optim. 38, 205–214 (2009). https://doi.org/10.1007/s00158-008-0282-z
J.T. Black, R.A. Kohser, DeGarmo’s Materials and Processes in Manufacturing, 13th edn. (Wiley, New York, 2019)
Finite Solutions Inc., SOLIDCast (2005). https://finite.solutions/Products/SOLIDCast
R. Kayikci, M. Colak, S. Sirin, E. Kocaman, N. Akar, Determination of the critical fraction of solid during the solidification of a PM-cast aluminium alloy. Mater. Technol. 49, 797–800 (2015). https://doi.org/10.17222/mit.2014.266
E. Niyama, T. Uchida, M. Morikawa, A method of shrinkage prediction and its application to steel casting practice, in 49th International Foundry Congress, American Foundry Society (1982)
K.D. Carlson, C. Beckermann, Use of the Niyama criterion to predict shrinkage-related leaks in high-nickel steel and nickel-based alloy castings, in 62nd SFSA Technical and Operating Conference; Steel Founders' Society of America (2008), pp. 1–18
O.U. Shouzhu, K.D. Carlson, C. Beckermann, Feeding and risering of high-alloy steel castings. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 36, 97–116 (2005). https://doi.org/10.1007/s11663-005-0010-7
M.K. Atesmen, Solidification in a casting mold, in Everyday Heat Transfer Problems: Sensitivities to Governing Variables (ASME Press, 2010), pp. 213–219. https://doi.org/10.1115/1.802830.ch23
ASM International, Casting Design and Performance (ASM International, 2009).
R.W. Heine, Design method for tapered riser feeding of ductile iron castings in green sand (retroactive coverage). Trans. Am. Foundrymen’s Soc. 90, 147–158 (1982)
G. Schuh, C. Kelzenberg, J. Wiese, T. Ochel, Data structure of the digital shadow for systematic knowledge management systems in single and small batch production. Procedia CIRP 84, 1094–1100 (2019). https://doi.org/10.1016/J.PROCIR.2019.04.210
Acknowledgements
This research work was funded by the National Science Foundation (NSF) under CAREER Award 1944120 and also partially funded by the Office of Naval Research Award 139977. Any opinions, views, results, and conclusions stated in this article are those of the authors and may not represent the view of the National Science Foundation or the Office of Naval Research.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Shuvo, M.M., King, P., Voigt, R. et al. Toward Reducing Casting Defects via 3D Risers via 3D Sand-Printing: A Simulation Study. Inter Metalcast (2024). https://doi.org/10.1007/s40962-024-01353-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40962-024-01353-1