
Abstract
In this study, the fluidity properties of the alloy were investigated at different casting temperatures, different section thicknesses, and varying casting parameters of lamellar graphite cast iron materials. To achieve our goal, we utilized sand molds that were created with specific parameters including pouring temperature, metallurgical quality, section thickness, and fluidity test model. These molds were used for casting. Thus, the effect of fluidity properties in changing casting conditions and liquid metal advance distances at determined section thicknesses was investigated. Modeling was carried out with FlowCast casting simulation software by determining the liquid metal advance distance depending on the section thickness in the castings made in sand molds under changing casting conditions. The fluidity and advance distance of the liquid metal was determined comparatively with experimental and modeling techniques under the changing casting conditions in the parameters determined in this study. When the outcomes were examined; it was observed that different liquid metal advance distances occur at different cross-section thicknesses depending on the changing conditions.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Cast irons are multiphase component ferrous alloys containing 2.14% to 4% C and 0.5% to 3% Si by weight and solidify eutectically. Cast iron with lamellar graphite is a specific type of cast iron. This type of cast iron is formed when excessive amounts of Si and C are present during the slow cooling process. As the liquid iron cools, C decomposes and forms graphite flake, resulting in the formation of lamellar graphite. Lamellar graphite cast iron generally contains lamellar graphite that is evenly distributed and randomly oriented. The amount, shape, size, and distribution of graphite in cast iron affect cast iron properties. While, low strength values are obtained in thick sections due to thick and longer graphite flake and ferrite in the structure, high strength values are obtained in thin sections due to thin graphite and pearlitic structure. Lamellar graphite cast irons are the most fluid of the cast iron alloys, and these properties allow the production of complex and thin-section parts. The lamellar graphite iron has good machinability and the white or austempered cast irons have good wear resistance. One of the standout characteristics of lamellar graphite cast iron is its exceptional compressive strength. Additionally, it is noted for being the most machinability-friendly option among all cast iron alloys, and it has impressive vibration-damping properties.1,2
During casting, after filling of the mold, cooling and solidification processes take place. The most crucial part of this process is ensuring that the mold cavity is entirely and promptly filled with liquid metal. Fluidity is a term used to describe how far the metal will travel in the mold before it solidifies.3 The fluidity of liquid metal is affected by various factors such as alloy properties, mold properties, casting temperature, and alloying elements.3 The insufficient filling of the mold can occur in thinner sections due to low fluidity.4,5 Therefore, fluidity characteristics of a liquid represents an important property for casting alloys.6 The higher the casting temperature of the liquid metal increases the fluidity, while the presence of nonmetallic impurities reduce the fluidity. When the amount of S, O and Cr in the liquid metal is high, the fluidity properties of cast iron decrease. On the other hand, increased P, C, Si, Mn, Al and Cu in the alloy, the fluidity increases.5
The flow of metal during casting is affected by various parameters, which can be metallurgical and mold/casting-related. It is known that there are factors such as viscosity, composition, casting temperature, latent heat, oxide film, specific gravity, melt surface tension, melting point and solidification time.7,8 While, high superheating can enhance metal flow, it may also lead to negative consequences, such as the loss of alloying elements from the liquid metal, increased mold deformation, and grain growth.3 Therefore, determining an optimum temperature is crucial. Ideally, casting should be carried out at a temperature that is 100-150°C, above the melting point. Alloying element additions that increase the carbon equivalence in cast irons can have a positive impact on the metal flow.9 Inoculation is a highly efficient process for improving characteristics of cast iron parts. The lower undercooling reduces the carbides formation tendency.10 Many studies have been done on the fluidity of cast iron.11,12,13,14,15,16 With limitations on the cross-section, it has been reported that the critical solid fraction increases with increased cross-section. Filling velocity has been found to be an important parameter in fluidity as well.11 However, it was emphasized that the main reason why the liquid metal could not completely fill the mold cavity was the contact of the molten metal with the surface of the mold in the mold cavity, the high heat transfer coefficient of the material of the mold, the cooling and solidification of the molten metal during the mold filling.16
Simulation is a useful tool to predict the behavior of liquid metals. FlowCast is a simulation software that can be used for such purposes. Several studies14,15,16 were recorded that show the correlation between experimental work and simulation studies where different casting conditions such as mold material and section thickness were investigated. It was reported that casting temperature and inoculation were found to be the most critical parameters that influence fluidity.
With the help of the casting simulation software, the time from the liquid metal entering the mold to the end of the solidification in the mold can be monitored. It facilitates the determination of volume changes and temperature estimation during casting, solidification, and cooling. This contiguous heat-volume approach is a predictive method for different casting problems, covering macro and microporosity, hot zones, and other defect formation.17 By simulating the design of a part, factors such as microstructure, microporosity, macro porosity (shrinkage), solidification time, temperature distribution in casting parts, pressure, turbulence, velocity, cold junction areas, the direction of molten metal during mold filling, feeder size, location, and occurrence, hot spots on the part, and areas that pose a risk of hot tearing and stress analysis can be estimated. These simulations help to achieve accurate results prior to casting in way to optimize the casting parameters.17
In studies examining the effect of increasing casting temperature on fluidity, it has been emphasized that fluidity is a complex property affected by many variables. For example, adding elements that increase the carbon equivalent of cast iron positively affects fluidity. Fazali18 studied the effect of different temperature on the fluidity of Al-Sfero casting alloy. It is seen that the fluidity value increases as the alloy temperature increases. In his study, Gorny19 examined the effect of fluidity at different temperatures using ductile iron casting. The temperature values were applied as 1400, 1450, 1500 and 1550°C. As a result of the investigation, it was observed that that an increase in temperature increased the fluidity. Zbontar7 investigated how the fluidity of cast irons is affected by temperature increase and found that the fluidity of the test sample cast at higher temperature revealed better fluidity than that of the sample cast at lower temperature. In his study, Wu20 tested the effect of temperature on cast iron in two different iron types and observed that temperature increase has an effect on fluidity. In the studies conducted within the scope of the subject, the positive effects of temperature increase on fluidity have been confirmed in many works. However, an increase in the melting temperature above a certain rate can have many negative effects. For this reason, it is important to determine the optimal temperature for fluidity with regard to section thickness.
In this study, the fluidity properties of the alloy were investigated at different casting temperatures, different section thicknesses, and varying casting parameters of a lamellar graphite cast iron GG25 standard material. For this purpose, sand molds were prepared which was designed to have different section thicknesses, and filling models were carried out with FlowCast. Thus, the fluidity of the alloy was determined by evaluation of experimental data and modeling techniques.
Experimental Study
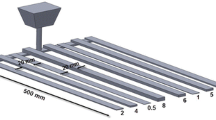
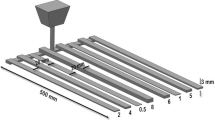
Within the scope of the study, it was aimed to investigate the changes in the fluidity characteristic of GG25 grade cast iron alloy with lamellar graphite depending on the casting conditions. For this reason, a new mold with different section thickness was designed as shown in Figure 1. As can be seen, the length of 450 mm with section thickness varying from 2 to 10 mm was used.

Fluidity test model dimensions.
The test parameters are selected as the casting temperature (1350, 1420, 1500°C), filling speed (5 s and 10 s), metallurgical quality (20% and 80%), and section thickness (2, 4, 6, and 8 mm).
A total of 12 castings was made using lamellar graphite cast iron: three different casting temperatures, two metallurgical quality levels, four section thicknesses, and two filling speeds. The casting test conditions are shown in Table 1. The simulation study was carried out by FlowCast which is integrated with SolidCast. The simulation results were compared and validated with the actual casting data.
Melting was carried out in an induction furnace with a melting capability of 500 kg. After melting, the liquid metal was inoculated in a ladle-type crucible. The chemical composition of the cast alloy is shown in Table 2.
It can be shown in Table 2, that the carbon equivalence of the alloy is CE 4.0, which meets the required standard for GG25. Once the casting was complete, the molds were shaken out and the samples were prepared for analysis. The cast samples were initially visually inspected for any noticeable imperfections. The distance that the liquid metal advanced in the channels was measured. CAD models were created using SolidWorks Table 3 presents the thermophysical properties of the CIGI 4.0 CE alloy found in the simulation database of SolidCast and FlowCast. 20.000.000 mesh was used in the simulation.
Numerical data regarding the casting conditions carried out in the casting environment during the study were entered into the simulation software. CI GI 4.0 CE material, which is a lamellar graphite cast iron alloy, was selected from the program database as the alloy in the modeling program. When modeling fluidity, the parameters for filling time were established as five and ten seconds. In order to determine the effect of changing casting conditions on metallurgical quality, CLF (critical fluid fraction) values were taken at different values in the modeling program and matched with the real casting. In the modeling tool, 20% CLF was used for 20% metallurgical quality and 80% CLF was used for 80% metallurgical quality. In the simulation, the casting temperatures were set as 1350 °C, 1425 °C and 1500 °C in accordance with the experimental parameters.
Results and Discussion
Fluidity Test Results
After casting, the molds were shaken off, and the test samples were removed. The casting samples were then cleaned from sand and subjected to a visual macro examination. The liquid metal advance distance obtained according to different section thicknesses of the castings made within the scope of the study was measured and the results are shown in Table 4. Experimental conditions values are coded and given in the table. The coding contains temperature, metallurgical quality, and filling speed values. For example, for casting conditions with 80% metallurgical quality at a temperature of 1350 °C and a filling speed of 10 s, the coding is given as 1350-80-10.
When the results shown in Table 4 are analyzed, it is understood that different fluidity lengths are obtained under different casting conditions depending on the change in section thickness. In all casting tests, it is understood that the liquid metal fills the mold above 424 mm in 10 mm thick sections. However, it was determined that the fluidity in thinner sections had varied depending on the casting temperature, metallurgical quality and filling speed. Figure 2 shows the photographic images of the specimens obtained from the casting experiments.

Images of cast samples
When the images shown in Figure 2 were examined, it was found that although full filling was observed in some casting experiments with cross-sections of 6 and 10 mm under changing casting conditions, the channels with cross-sectional thicknesses of 2 and 4 mm are not fully filled. When the results are analyzed, it is understood that the casting temperature is the most effective parameter on the fluidity. It has been found that with the increase in the casting temperature, there is an increase in the amount of liquid metal feed. It is believed that this situation is due to the fact that the liquid metal has more time to flow in the mold cavity until the solidification is completed.
It is understood that the other important experimental parameter for fluidity is the filling speed. It has been observed that by filling the liquid metal into the mold faster, the liquid metal can move around in the mold for a longer time without solidifying. When the effect of filling speed on liquid metal advancement was compared, it was determined that in all casting experiments performed with a ten-second filling speed, the fluidity length in 2 mm, 4 mm and 6 mm channels was less than the mold filled in five seconds (Table 4). It is thought that this is due to the fact that the liquid metal loses its temperature during contact with the mold under slow filling conditions and the liquid loses its fluidity over short distances. Due to the fact that the filling is faster and the liquid metal has a shorter time for heat transfer, the filling speed has a positive effect on the fluidity of the liquid metal. However, in order to avoid various errors, it is important that the liquid metal fills the mold in a way that does not affect turbulence or biofilm formation. It is emphasized that increasing the filling speed affects the casting properties and fluidity. Gaspar's work21 shows that the fluidity distance in cast iron experiments showed a significant impact on the overall quality of castings, such as mechanical properties.17 Su22 in their study showed that the high filling speeds in casting processes in cast irons can lead to increased wear in castings, deteriorate the potential surface quality and affect the fluidity properties. Another point that should be taken into consideration during filling is that the filling speed should be kept low to prevent vibrations that may occur during casting.23 During casting, it is not desired that the material to be poured flows intermittently, flows at low temperatures, or is filled too quickly or slowly. If casting is done slowly, there is a danger that the material to be poured will freeze before filling the mold completely. This causes cold cracking. Rapid filling of the mold means that the melt passes through the metal gating system more than necessary, so wear of the mold wall, rough surface, excessive shrinkage and other defects are inevitable. For this reason, the optimum conditions of the material to be cast must be determined by test methods. Cast irons are not affected by casting time as much as other metals. However, it is important in terms of the geometry of the model to be cast.3
In studies conducted on the effect of metallurgical quality on fluidity, it is understood that the effectiveness of the inoculant and the amount used has a positive effect on the fluidity, and there is more flow in the thin channels. It has been observed that the highest fluidity was achieved in casting conditions with 80% metallurgical quality. It has been found that this had significant influence on the production sites in foundries which varies according to the type and quantity of the inoculating alloying element used. Although the purpose of using inoculants in cast irons is to prevent the formation of the dendritic structure of the melt, change the crystal structure, reduce the surface tension and melting point, its positive effect on fluidity has also been found in studies.24 Another development was observed by examining the formation of different elements on the casting surface. It has been observed that the addition of elements such as S, O and oxysulphides can increase the fluidity of spheroidal graphitic cast irons.25 In his study, Ohnaka26 investigated the effect of graphitizing on ductile iron and reported that the grafting element could improve fluidity and reduce defects. When Ba, Ca and Sr elements were added to gray cast iron and their properties were examined, it was determined that it improved the fluidity and mechanical properties of the casting because it increased the positive properties in the structure.27 Chisamera28 investigated the effect of adding inoculant elements to gray cast iron, and stated that the addition of Zr, Al and S to gray cast iron reduces graphite nucleation in the casting, thus improving casting properties and increasing fluidity. In addition, Jiang29 investigated the effect of the inoculation element and temperatures on the fluidity and stated that the fluidity increases when the temperature increases, and in some cases, it was increased due to inoculation elements, even if the casting temperature was not increased. In addition to these, the rate at which the graphitizing element is added varies depending on a large number of variables. The main variables are liquid metal composition, casting temperature, cast part thickness, mold material, melting medium and casting time.12
Simulation Results
Table 5 shows the filling times and filling percentage values taken from the modeling program according to changing casting conditions.
Table 5 gives the time and filling % of the liquid metal depending on the targeted time for mold filling according to changing casting conditions. Casting time varies between three and four seconds and 6–9 seconds depending on changing casting conditions. When liquid metal advance distances are examined depending on the values, it is understood that all parameters have an effect on the flow properties. When filling is rapid, it allows the liquid metal to fill the mold longer before solidifying. Thus, liquid metal can reach longer distances without losing its fluidity. Figure 3 shows modeling images from the Flow cast simulation under varying modeling conditions.

Modeling result images made under changing conditions.
The distances that liquid metal advanced were determined based on the results of the model shown in Figure 3. Upon examination of the results, it was established that parallel to the actual casting results, there was an increase in the liquid metal advancement distances in instances where the casting temperature, metallurgical quality, and filling speed were high. The graph in Figure 4 shows the comparison of liquid metal measurement results from actual casting and modeling results.

Filling distance: comparison of the experimental findings and the modeling results, (a) casting temperature, (b) quality, (c) filling speed
When examining the results shown in Figure 4, it becomes apparent that the actual casting outcomes and the model predictions align. In casting experiments and modeling studies, it has been found that the fluidity properties improve with increasing casting temperature, filling speed and increasing metallurgical quality, and liquid metal can travel longer distances in thinner sections. When the modeling results were examined, it was found that there were differences in the amount of liquid metal feed in the 2 mm thick cross-section compared to the actual castings. This situation has changed in the form of a decrease in the difference in increasing the cross-sectional thickness. It has been determined that the correlation between modeling and real casting is much more compatible with thicknesses of 6 mm and above. There may be many reasons for the difference between modeling and actual casting in thin sections. However, it is believed that the resulting difference is in sections up to 4 mm, and the fact that the liquid folds while moving through the relevant channel during filling affects the resulting results. It is also thought that this may be due to the fact that there are many parameters that affect fluidity, and these factors are limited or incomplete in simulation tools. Therefore, changing the values according to the actual casting conditions may cause variability in the results. Another factor is the differences between the position defined in the modeling program during filling and the actual casting. In this case, it can be thought that the results will be different since the direction of the liquid will affect the heat distribution in the mold. Since, the differences and temperature interactions arising here will be more effective in thin sections, the results are compatible with thicknesses over 6 mm (Fig. 5). In many studies conducted on the comparison of casting mold design and modeling results, it has also been stated that it is necessary to transfer the physical casting conditions to the modeling program one-on-one in order to obtain compatible results from the modeling program.30,31,32,33,34,35,36,37,38,39

Incremental impact of variables on the fluidity
A regression analysis was carried out using Minitab with all the data obtained from the experimental work which provided the fluidity length equation with p<0.001 and R2=87.59:
, where
X1: casting temperature
X2: quality
X3: filling time
X4: thickness
The model suggested that the following sequence had the effect on fluidity:
As can be seen in Figure 6, as the temperature was increased, fluidity was increased linearly, whereas the increase in fluidity was logarithmic in accordance with the section thickness.

Effect of parameters on fluidity
On the other hand, based on the simulation results, the equation (R2 = 84%,) becomes:
Note: the simulation results do not include and consider the quality factor as a parameter.
Conclusion
The results obtained in the study investigating the effect of filling speed, casting temperature and metallurgical quality on the fluidity properties of GG25 cast irons in different cross-sections are given below;
-
Under varying casting conditions, different liquid metal advancement distances were found in all cross-sections in both real casting and modeling results.
-
With the increase in the casting temperature, an increase in the liquid metal feed distances has been detected. It has been determined that the fluidity properties of the alloy change positively with increasing temperature when the metallurgical quality and filling velocity parameters are kept constant.
-
In all casting tests, if almost all of the channel length is filled in 10 mm sections, it is thought that there will be no problem in filling 10 mm section castings for GG25 alloy. When other cross-sections were examined, it was seen that the desired fluidity values could be achieved in castings with 4 mm and 6 mm cross-sections, depending on the casting temperature, metallurgical quality and filling speed. However, it was observed that the flow properties were limited in 2 mm sections.
-
It has been determined that under all conditions of the casting process, the liquid metal advance increases as the thickness of the casting section increases.
-
It was observed that increasing the filling rate has a positive effect on the fluidity, due to the shorter time for heat transfer to lose the temperature of the liquid metal.
-
It has been determined that changing the filling rate and inoculation processes affects the fluidity in castings made at the same temperatures.
-
In cases where the grafting application applied to cast iron is appropriate, the increase in metallurgical quality has a positive effect on fluidity. Since, the metallurgical quality value in the modeling program varies between 0 and 100 depending on the casting practice of the current company, it is important to optimize the relevant values specifically for the company in order for the modeling program to give more realistic results and to be compatible with the physical casting conditions.
-
In modeling studies, it is thought that changing the CLF value depending on the inoculant procedure, amount and type is necessary for the compatibility of casting and modeling results.
References
Monroe RW, Prucha TE. ASM international handbook committee. ASM volume 15 CASTING Ohio: ASM International. (1988).
K. Theuwissen, J. Lacaze, L. Laffont, Structure of graphite precipitates in cast iron. Carbon 96, 1120–1128 (2016)
M. Çolak, S. Kaya, Investigation of the effect of inoculant and casting temperature on fluidity properties in the production of spheroidal graphite cast iron. Trans. Indian Inst. Met. 74, 205–214 (2021)
J. Campbell, Review of fluidity concepts in casting. Cast Metals. 7(4), 227–237 (1995)
Campbell J. Complete casting handbook: metal casting processes, metallurgy, techniques and design: Butterworth-Heinemann; (2015)
R. Vignesh, M.S. Gandhi, A. Vignesh, P. Rajarajan, Effect of squeeze cast process parameters on fluidity of aluminium LM6 alloy. Int J Adv Technol. 7, 157 (2016)
M. Žbontar, M. Petrič, P. Mrvar, A modified test for determining the fluidity of ductile cast iron. Mater. Technol. 56(2), 217–224 (2022)
Di Sabatino M, Arnberg L. A review on the fluidity of Al based alloys. Metallurgical Sci. Tecnol. (2004);22(1).
Saxena S, Sharma PK. Casting Fluidity Of Metals And Alloys. International Journal Of Innovative Research İn Science. (2017);6.
S.O. Seidu, I. Riposan, Thermal analysis of inoculated ductile irons. UPB Buletin Stiintific, Series B 73(2), 241–254 (2011)
Koch M, Soulas K. Inoculation of grey and ductile iron. 7th International Ankiros Foundry Congress, Istanbul, Turkey (2014).
E. Karadeniz, M. Çolak, F. Barutçu, Investıgatıon of impact of amount and type of inoculants on microstructure and mechanical properties of Ggg60 spheroidal graphite cast irons. Niğde Omer Halisdemir Univ. J. Eng. Sci. 6(1), 275–282 (2017)
Ç. Teke, Determination of flow distance of the fluid metal due to fluidity in ductile iron casting by artificial neural networks approach. Open Chem. 20(1), 1019–1028 (2022)
Q. Han, H. Xu, Fluidity of alloys under high pressure die casting conditions. Scripta Mater. 53(1), 7–10 (2005)
M. Haque, Investigation on properties and microstructures of spheroidal graphite Fe–C–2Si and Fe–C–2Al cast irons. J. Mater. Process. Technol. 191(1–3), 360–363 (2007)
L. Yang, W. Li, J. Du, K. Wang, P. Tang, Effect of Si and Ni contents on the fluidity of Al-Ni-Si alloys evaluated by using thermal analysis. Thermochim. Acta 645, 7–15 (2016)
M. Colak, R. Kayikci, D. Dispinar, Influence of different cross sections on fluidity characteristics of A356. Trans. Indian Inst. Met. 68, 275–281 (2015)
A.H. Fazeli, H. Saghafian, S.M.A. Boutorabi, J. Campbell, The fluidity of aluminium ductile irons. Inter. Metalcast. 16, 143–152 (2021). https://doi.org/10.1007/s40962-021-00581-z
M. Gorny, Fluidity and temperature profile of ductile iron in thin sections. J. Iron. Steel Res. Int. 19(8), 52–59 (2012)
S. Wu, G. Zhang, S. Chen, B. Su, Influencing factors and effects of assimilation characteristic of iron ores in sintering process. ISIJ Int. 54(3), 582–588 (2014)
S. Gaspar, J. Pasko, Plunger pressing speed like the main factor influencing of the mechanical properties of die casting. MM Sci. J. (2019). https://doi.org/10.17973/MMSJ.2019_12_2019029
Y. Su, Y. Chang, G. Chen, Q. Gao, C. Ren, Study on friction and wear properties of cast iron material in line contact condition based on free abrasive grinding experiment. Int. J. Adv. Manuf. Technol. 124(10), 3275–3292 (2023)
Hardesty F. Metals Handbook Ninth Edition, Volume 1. Properties and Selection: Irons and Steels: Bruce P. Bardes (Ed.), American Society for Metals, Ohio, 1978. xxi+ 793 pages, over 1300 illus., ISBN 0-87170-007-7 hardback US. Elsevier; 1980.
J. Zhang, X. Zhang, H. Wang, M. Wu, X. Ma, X. Liang et al., Study on improving the fluidity of Ti2AlNb alloy. Calphad 83, 102621 (2023)
I. Riposan, M. Chisamera, S.C. Stan, The role of compounds in graphite formation in cast iron-a review (Trans Tech Publ, Materials Science Forum, (2018)), pp.3–11
I. Ohnaka, A. Sato, A. Sugiyama, F. Kinoshita, Mechanism and estimation of porosity defects in ductile cast iron. Int. J. Cast Met. Res. 21(1–4), 11–16 (2008)
M. Chisamera, S. Stan, I. Riposan, G. Grasmo, C. Hartung, Structure characteristics of Ba/Ca/Sr inoculated hypoeutectic grey cast irons. Int. J. Cast Met. Res. 24(6), 363–369 (2011)
M. Chisamera, I. Riposan, S. Stan, D. White, G. Grasmo, Graphite nucleation control in grey cast iron. Int. J. Cast Met. Res. 21(1–4), 39–44 (2008)
X. Jiang, J. Zhao, L. Wang, H. An, Q. Gao, H. Zheng et al., Effects of liquidus temperature and liquid amount on the fluidity of bonding phase and strength of sinter. ISIJ Int. 61(1), 86–92 (2021)
M. Çolak, İ Arslan, E. Gavgalı, Solidification Modeling Of Gray Cast Iron And Comparison With Real Castings. Eng. Sci. 13(4), 280–290 (2018)
S. Erturk, L. Kumruoglu, A. Ozel, Determination of feederless casting limits by thermal analysis in cast iron. Acta Phys. Pol., A 131(3), 370–373 (2017)
Çolak M, Şirin S, Kayıkcı R, Bilgin Ö. Feeder design and applications with simulation technique in spherical graphite cast iron castings, 3. International Foundry and Environment Symposium (IFES 2009), Istanbul, Türkiye. (2010).
K. Edalati, F. Akhlaghi, M. Nili-Ahmadabadi, Influence of SiC and FeSi addition on the characteristics of gray cast iron melts poured at different temperatures. J. Mater. Process. Technol. 160(2), 183–187 (2005)
D.M. Stefanescu, Solidification and modeling of cast iron—A short history of the defining moments. Mater. Sci. Eng. A 413, 322–333 (2005)
Schmidt D. The basics of solidification, gating and risering of cast irons. AFS Wisconsin Regional Conference Wisconsin USA, Finite Solutions Inc Slinger WI. 2007.
J. Meredith, Solving porosity problems in graphitic iron castings (Casting Solutions Pty Ltd Moorebank, NSW, Australia, 2008)
Ç. Teke, M. Çolak, M. Taş, M. İpek, Modeling of the impact of initial mold temperature, Al5Ti1B and Al10Sr additions on the critical fraction of solid in die casting of aluminum alloys using fuzzy expert system. Polish Acad Sci. Inst. Phys. (2019). https://doi.org/10.12693/APhysPolA.135.1105
Kayikci R, Colak M, Sirin S, Kocaman E, Akar N. Determination of the critical fraction of solid during the solidification of a PM-cast aluminium alloy. 2015.
Ç. Teke, M. Çolak, A. Kiraz, M. İpek, Prediction of critical fraction of solid in low-pressure die casting of aluminum alloys using artificial neural network. Scientia Iranica. 26(6), 3304–3312 (2019)
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Köse, S., Çolak, M. & Şüküroğlu, E.E. Investigation of the Effects of Filling Speed, Casting Temperature and Metallurgical Quality on Fluidity of Lamellar Graphite Cast Iron at Different Section Thicknesses. Inter Metalcast (2024). https://doi.org/10.1007/s40962-024-01301-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40962-024-01301-z