
Abstract
This study explores the simulation and analysis of the infiltration process for manufacturing A356 aluminum alloy foams using vacuum pressure. The infiltration technique, known for its versatility in liquid-state metal processing, is widely employed for metal foam production due to its ease of application. The study investigates the relationship between the geometric parameters of the preform, system pressure, and filling times, revealing a correlation. The simulation using the Flow 3D software determines the pressure and vacuum time required to achieve successful aluminum foam without filling failures. Experimental validation through infiltration casting using NaCl as a removable preform aligns with the simulated results, yielding high-quality aluminum foam samples with diverse pore sizes (0.5 mm, 1.0 mm, and 2.0 mm), uniform and interconnected pore distribution, average porosity percentages of 65%, and a relative density of 0.35. The research contributes insights into optimizing the infiltration process for aluminum foam fabrication, bridging the gap in limited literature on cellular metals.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In recent years, significant advances in developing and applying lightweight and functional materials have been found in the scientific and industrial sectors.1 Among available options, metal foams are an exciting approach due to their excellent mechanical and physical properties combination, with exceptionally low densities and environmental benefit.2,3 These characteristics make possible their use in different areas,4 such as lightweight structures,5 heat exchangers,6 flame arresters, filters,7 energy management,8 and sound absorbers.9 While metallic foams can be found in various compositions, such as those derived from different metals or their alloys (Mg, Ni, Cu, Fe, and Zn), aluminum foams are the most advanced and versatile porous materials. This distinction arises from their extensive array of properties, making them suitable for a broad spectrum of applications.10
Different manufacturing processes can be used, depending on the state of the raw material, to obtain metal foams with either closed or open porosity: powder metallurgy, gas deposition, and casting1,2,10,11,12,13 the latter being the most commonly used. Among them, infiltration casting, also called replication casting, is a remarkable process characterized as an efficient and competitive method for manufacturing open-pore metal foams.14,15,16 It uses a preform, a space holder; the liquid metal permeates through the spaces left between the particles or by the template. Finally, the preform must be removed at the end of the solidification process either by the dissolution of leachable particles or burning techniques employing polymer templates.15 The preform modulates the pore size, shape, and porosity distribution generated in the open-cell metal foam. Thus, the simplicity of the process, the controllable pore size, and a relatively low cost make the infiltration casting process to be considered for serial production.17,18
During the infiltration casting process, the properties of the metal, as well as the mold and preform characteristics, act together with the process parameters to define the desired properties of the cellular metal products to be obtained.15,19,20,21 Water-soluble inorganic salt particles, such as NaCl, MgSO4, and CaCl2, are often used to generate space-holding preforms. They are preferred because they retain the shape of the mold, exhibit chemical stability and rapid dilution, have low cost and high availability, have a high melting point, and are environmentally friendly.7,22,23 A more extensive explanation of the different advantages of the use of a sacrificial preform compared with other approaches to produce cellular metal foams can be found in.1,10,11,15,24 On the other hand, to force the molten metal into the preform, the infiltration process can be performed simply by gravity or assisted by mechanical, vacuum, or gas pressure.1,15,19
According to some authors, aluminum foam is created when molten metal fills the pores between the space holder particles at specific pressures. However, in some cases, the pressure used may be insufficient to successfully overcome the surface tension of the molten metal to ensure sufficient wetting between the preform particles and the liquid metal, resulting in defects such as those that were evidenced during the initial stages of this research and presented in Figure 1. In other cases, excessive infiltration force leads to equipment damage and a considerable amount of wasted material.15,18

Aluminum foam defects generated by insufficient infiltration.
Considering all the above, the infiltration process involves a challenge: determining the optimum working parameters of time, pressure, and temperature necessary to generate a good quality metallic foam. In this sense, different numerical and experimental approaches have been used to describe the infiltration process25,26,27 and identify the effect of process parameters on the metal foams obtained.20,28,29 In almost all reported cases, it has been proposed that the critical parameter for more efficient production of aluminum foams by the soluble preform infiltration technique is the use of vacuum pressure.
This study presents the model developed to evaluate the time required for the metal infiltration in a porous preform made up of salt particles, according to the casting conditions for an A356 aluminum alloy. The final objective is to adjust the optimal vacuum pressure time conditions to generate metal foams free of underfill defects. First, the model will be presented, and then, an Al-Si-Mg alloy infiltrated in NaCl particles is experimentally considered to validate the model's ability to predict the optimal infiltration time for each particle size used (0.5 mm, 1.0 mm, and 2.0 mm).
Materials and Methods
The soluble preform infiltration casting process (SPI), the characteristics and properties of the materials involved in the process (Al and NaCl), as well as the fundamentals and mathematical equations on which the modeling and simulation of the process will be based, are described as follows.
Soluble Preform Infiltration Casting Process
The aluminum metal foams were manufactured in three basic steps through the SPI casting process, as shown in Figure 2: (a) A soluble preform of NaCl particles was prepared (that is, select the particle size and introduce it to the mold as loose salt grains), (b) molten metal of aluminum alloy A356 was infiltrated into the spaces between the salt particles using vacuum pressure, and finally, (c) the salt preform was removed by leaching with water at room temperature (25 °C).

Sketch of Al foams manufacturing by the soluble preform infiltration casting process (SPI).
The following is a step-by-step detailed description of the SPI process carried out for this work:
-
a)
The mold/crucible used is made of medium carbon steel (AISI SAE 4340) with cylindrical geometry (90 mm in diameter and 200 mm in height); it contains both the salt preform (loose particles covering 100 mm of the mold height) and the aluminum inside (as indicated in Figure 2).
-
b)
The mold with its content is introduced into a temperature-controlled electric furnace completely insulated with ceramic walls and a lid.
-
c)
Through temperature control of the furnace, the heating and stabilization ramp of process temperature is programmed to reach 670 °C in 45 minutes and held at 670 °C for 60 minutes, respectively, to ensure the complete fusion of the metal and allow the system to reach a uniform temperature of the mold/crucible and the preform throughout its mass.
-
d)
Finally, when the aluminum is molten, and the system has reached a uniform temperature, the vacuum pump is activated to generate negative pressure and infiltrate the metal into the salt preform. The idea is to improve the permeability of the system so that the aluminum can infiltrate and thus occupy all the interstices left by the salt particles. It can be noted that the removal of the salt preform is not included since the simulation is focused on the infiltration casting process.
The reference parameters following the SPI process's pressure, temperature, and time were taken from the previous experimentation and presented in Table 1.
Due to the number of tests required to achieve process optimization, it was decided to leave the temperature and pressure variables constant with better results during the preliminary tests. Those combinations that gave rise to a lack of filling defects or resulted in excess vacuum and generated clogging of the vacuum hoses were discarded. In that sense, the best results were for pressures between 24 and 36 kPa, so it was decided to set the pressure at 27 kPa. Furthermore, in the case of the process temperature, 670° and 702 °C are typical melting temperatures of aluminum alloys (AlSiMg). However, when better fluidity is required, different elements need to be considered, as has been reported by some authors,29,30,31,32,33,34 with particular emphasis on the temperature35 and composition.36 In order to generate the lowest energy expenditure with the balance of the fluidity of the molten metal, 670 °C was established as the process temperature. Thus, the process optimization focused mainly on the required infiltration time for each particle size.
Aluminum Metal Matrix
Aluminum is the most widely used non-ferrous metal in engineering due to its numerous benefits, such as its availability, low density, high ductility, and high corrosion resistance.15 These attributes, combined with the unique characteristics provided by the porous structure of metal foams, make aluminum foams one of the best-known and most researched porous metals.17 In particular, the A356 alloy was used in the present study due to its exceptional qualities and its excellent castability.37 This alloy is one of the most developed and studied aluminum alloys, offering various uses in various weight-sensitive industrial applications, including automotive, aeronautical, and aerospace.37,38 Table 2 lists the specification ranges for A356 alloy and the chemistry used during the study, obtained by optical emission spectrometry analysis. Table 3 reports some relevant properties of the A356 alloy.
Space Holder Preform
Several factors were considered for selecting the space holder: low cost and availability, melting point higher than the base alloy A356, ease of leaching (soluble in water), and chemically inert with aluminum. Moreover, the porous structural design of the metallic foam is based on space holder particles used as the preform. This means that morphology, size, and distribution of the pores in the metal matrix will be a replica of the particles used as preform. Taking the above into account, common salt (NaCl) was selected as the space holder material for the preform.4,15 This study considered particles with 2.0, 1.0, and 0.5 mm diameters. Table 4 shows some relevant properties of the salt.
Definition of Numerical Approaches
For the mathematical model, the study can be analyzed using the Darcy equation, which relates the speed reached by a fluid based on the permeability of the porous medium, the kinematic viscosity, and the density of the fluid, the pressure which defines the medium and the direction of gravity. Table 5 presents the employed equation´s Nomenclature.
The process is a pure fluid flow with variable thermal behavior through a porous medium. That means that two transport phenomena can be evidenced for the mathematical model: fluid dynamics (flow of fluids) and heat transfer (transport of energy). Therefore, the continuity equation and momentum transport were used, and Darcy's law was added as an auxiliary model at the second stage of the process. Darcy's law describes the flow of a fluid at low velocity through the interstices of a porous medium,41,42 as is described by Eqn. (1):
For these conditions, a smoothed fit continuity Eqn. (2) is used. The negative symbol indicates that the fluid moves from a higher to a lower pressure zone.
The porosity is considered a non-dimensional value obtained by measuring the void spaces in a material obtained as a ratio between pore volume and total volume. Combining (1) and (2), Eqn. (3) is obtained.
For heat transfer, the heat Eqn. (4) is used as a function of temperature and the Fourier's conduction law in Eqn. (5):
Combining (4) and (5), Eqn. (6) is obtained where heat transfer and conduction are considered.
For permeability calculation, the drag was considered, which is depending on the Reynolds number, as presented in Eqn. (7):
The a and b values come from the Carman–Kozeny equation, which gives the parameters for porous media,43,44,45 as is indicated in Eqns. (8 and 9):
The capillary pressure is given by Eqn. (10):
Assumed Conditions for the Model
In the analyzed problem, considering the two transport phenomena can be evidenced: fluid dynamics (momentum transport) and heat transfer (energy transport). In this case, the considerations were:
-
(1)
The mold/crucible is a radius r and height h cylinder.
-
(2)
The system is porous, with uniform characteristics.
-
(3)
The aluminum ingot is a cylinder placed symmetrically on top of the salt.
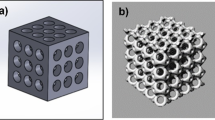
Under these conditions, the analyzed model is flat with an axisymmetric character, which means that the geometries and boundary conditions can be taken from a flat surface that rotates 360°. Geometrically, the equations must be solved in cylindrical coordinates. Figure 3 presents the three-dimensional model and the axisymmetric model evaluated.

Geometrical assumptions (a) 3D model and (b) axisymmetric model.
The system is divided into two stages at the fluid mechanics scale:
-
(1)
The part where solid aluminum becomes liquid. In this, the metal becomes liquid, and its volume is the input for the second stage, and
-
(2)
The part where the liquid aluminum carries out the infiltration process of the salt preform. It can be considered a liquid flow that moves through a porous medium.
At the scale of heat transfer, here,
-
(1)
The heat flow goes from the walls to the furnace's interior evenly, and
-
(2)
The temperature measurement sensor is located on the outer wall of the crucible. On a chemical scale, it is considered that there are no chemical reactions that occur between NaCl and Al, either by motion or heat transport phenomena.
Simulation Model
Infiltration of metal into porous structures has been widely modeled, primarily for the control of metal matrix composite processing.27,28,46 During the infiltration process, one fluid is replaced by another; in the context of the subsequent study, this often leads to gas displacement by molten metal. The simulation procedure was defined by the following four stages to be developed.
Definition of the System
The definition of the system to be simulated was the first step in developing the simulation model. During this stage, the control volume and the shape to be simulated were determined.
Taking advantage of the cylindrical shape of the mold (melting pot) and after the geometrical analysis of the process, an axisymmetric zone was selected as the study area. This axisymmetric zone is governed by the radius (r) taken from the mold center to the walls and by the height (h), which takes the value of 0 at the mold bottom where the vacuum pressure is performed. Physically, 100 mm in height of salt was used for the preform, and aluminum and salt quantities were supplied in a ratio of 4:3. In Figure 4, it is possible to observe the control zone defined for the simulation process.

Control zone for the simulation process.
In general, there are two approaches to works with multiphase flow: moving and fixed grid techniques. Be the latter with an interface capturing method selected during the study. Depending on whether the fluid is wetting or not wetting, the liquid either flows instantaneously through the infiltration process or requires applied pressure. In the specific case of molten aluminum, applied pressure is needed for the fluid to enter the porous media. In accordance with the works of,46,47,48 the following working hypotheses were proposed:
-
(1)
A specific pressure gradient between the inlet of the internal ducts on the preform and the outlet drives the fluid flow.
-
(2)
Infiltration starts when vacuum pressure is supplied to the system.
-
(3)
The porous medium's and liquid's temperatures do not change during infiltration, so the simulation is at constant pressure and temperature.
-
(4)
The viscous fluid is incompressible and moves through the porous medium at a low velocity following a laminar behavior.
Pore Structure Determination
The percentage of porosity was determined from Eqn. (11), where δrelative corresponds to the relationship between the density of the foam obtained by measurements of the weight and volume obtained from the aluminum foams, and the density of solid aluminum alloy.
In this case, a relative density of 0.35 was obtained. That means that an infiltration ratio of 35% aluminum and 65% salt were obtained, similar to the one reported by some authors who use loose salt particles as a space holder.48,49,50 Regarding the area to be analyzed, the porous elements will not be drawn; instead, it indicates that the medium has a porosity relationship. The salt was defined with the properties previously presented and was determined as a porous medium with a factor of 0.35 porosity. Therefore, when the infiltration is going to begin, the salt occupies 65%; therefore, the porosity is 35%.
Definition of the Work Equation
The mathematical modeling section explains that the study can be analyzed using the Darcy equation. That has been extensively employed in porous medium permeability modeling to help understand the relationship between flow velocity and pressure for low Reynolds number fluids. This equation relates the velocity a fluid reaches to the permeability of the porous medium, the kinematic viscosity and density of the fluid, the pressure defined within the medium, and the direction of gravity.
Standard Values for Mathematical Modeling
As was explained in the mathematical modeling section, the study can be analyzed using Darcy's equation, which relates the fluid velocity based on the porous medium permeability, the kinematic viscosity and fluid density, the pressure defined for the medium, and the direction of gravity. Commercial software Flow3D v 9.3 was used to run the model for this case. It is based on the solution of the Navier–Stokes equations and the continuity equation using the finite difference method within a structured mesh that identifies the control volume. During the modeling, meshes in Cartesian coordinates were used, allowing the crucible's geometries to be faithfully reproduced. A cell size of 0.1 mm was used. Using the FAVOR (fractional area volume obstacle representation) methodology, the geometry and numerical stability of the approach were validated, allowing the meshing to be optimized with the definition of an appropriate cell size. Using coarser grids in conventional finite differences methods enhanced the accuracy of the numerical solution, and the VOF (volume of fluid) method was used to track the transient-free surfaces with uninformed topology and deformations. This method allows the model to solve the transport equation for a volume fraction simultaneously with the continuity and momentum equations. A commercial simulation software was used to simulate the process. This approach has been reported in the literature, achieving satisfactory results.51,52,53,54
For the model, the following aspects were defined:
-
(1)
When the aluminum infiltrates the salt, the fluid is considered a saturated flow, displacing the gas with an attacking front without a gaseous zone identified in this front.
-
(2)
Incompressible fluid, the vacuum pressure applied is so low that it cannot produce compression processes of the fluids under analysis.
The boundary conditions were defined as follows:
-
(1)
For the top of the crucible, the aluminum exerts pressure on the salt as a function of hydrostatic pressure and
-
(2)
For the bottom of the crucible, vacuum pressure was added as the pressure capable of overcoming the surface tension between the aluminum and the salt so that infiltration could occur.
The following physical models to be run were defined:
-
(1)
Gravity, the weight of the fluid, is of such magnitude that it affects the pressure exerted inside the infiltration model and is negative in the Z-axis.
-
(2)
Heat transfer.
-
(3)
The displacement was considered as a function of viscosity.
-
(4)
Porous medium.
-
(5)
The drag parameters are defined, which will act in the Navier–Stokes equation against the flow.
-
(6)
Viscosity and turbulence. It is necessary to consider the effects that viscosity depends on the deformation rate and the temperature of the working fluid.
The crucible and the area occupied by the salt were defined and designed in solid Edge CAD software and imported to the commercial simulation software (Flow 3D). The crucible was defined as a low-carbon steel solid with properties obtained from the MatWeb library. Regarding the area to be analyzed, the porous elements will not be drawn; instead, it is indicated that the medium has a porosity relationship.
The values of the variables must start from values defined as standards. Aluminum was defined as the fluid at a temperature of 626 °C. Although the furnace is at 670 °C, due to heat transfer phenomena, this is of lesser magnitude in the aluminum area. Therefore, the fluid dynamic model for surge analysis utilizes Reynolds' averaged Navier–Stokes equations. Based on Assael's work,49 the following values were used: working temperature of 670 °C; aluminum density of 2372 kgm−3 and viscosity of 1298 mPa.s at this temperature; gravity affects the system at -h; and vacuum pressure was 27 kPa. Finally, the other properties of the aluminum and the salt were defined with the properties previously presented and were determined as a porous medium with a factor of 0.35 porosity.
According to the model, the particle size influences the determination of capillary pressure and permeability using the parameters "a" and "b," which are a function of the particle diameter (see Table 6). Therefore, a simulation is performed for each parameter change.
Results
The infiltration time, system pressure, and temperature were evaluated for the different NaCl particle sizes. Figures 5, 6, and 7 show the simulation result of the infiltration filling. It is crucial to emphasize that the graphs depict a cross-sectional view equivalent to the side perspective of the control volume, where the z- and x-axis indicate the crucible height and radius, respectively. Additionally, the blue color indicates the space occupied by air; the gray dots in the blue area represent the salt as a porous medium, and the red color is the area impregnated by melted aluminum. The infiltration process, employing 2.0-mm NaCl particles and illustrated in each frame with a time interval of 0.5 seconds, demonstrates a noteworthy achievement of complete and uniform mold filling within the precise timeframe of 2.42 seconds. This illustration highlights how well the pressure ensures constant fill over the control volume.

Infiltration process—NaCl particle diameter 2.0 mm.

Infiltration process—NaCl particle diameter 1.0 mm.

Infiltration process—NaCl particle diameter 0.5 mm.
Figure 6 showcases the infiltration process utilizing 1.0-mm NaCl particles, with each frame capturing a 1-second interval. Under these conditions, employing particles with a 1-mm diameter, complete infiltration is achieved at 4.74 seconds. The applied pressure ensures a uniform fill throughout the control volume, although accompanied by a significant increase in the time-lapse.
The infiltration process using 0.5-mm NaCl particles is shown in Figure 7, where a 1-second interval is captured in each picture. Complete penetration takes 5.62 seconds. The use of smaller diameter particles resulted in an increase in temperature compared to the previous cases. Nevertheless, the operating conditions ensured a consistently uniform fill throughout the volume. This result highlights pressure control's crucial role in achieving comprehensive and consistent mold filling within the specified operational parameters.
The temperature dynamics in the mold during the oven heating stages of the infiltration casting process were analyzed throughout the simulations. The temperature changes inside the crucibles are presented in Figure 8, highlighting that the temperature rises in an external-to-internal trend, and some differences in the behavior can be observed as a function of the salt particle diameter.

Mold temperature—NaCl particle diameter (a) 2 mm, (b) 1 mm, and (c) 0.5 mm.
The applied pressure permits the preforms infiltration in all the cases, forcing the molten metal into the gaps. Figure 9 represents the behavior of the vacuum pressure inside the mold at the initial moment of its application, showing minor modifications attributed to the channel size concerning the diameter of the salt used.

Mold pressure—NaCl particle diameter (a) 2 mm, (b) 1 mm, and (c) 0.5 mm.
During this process, impregnation is more accessible on larger diameter particles. However, when trying to reach the model's corners, greater pressure is required to guarantee complete impregnation and organize a mechanism to guarantee complete impregnation of all particles. If the particle diameter continues to decrease, what will be done is to increase the period for which the vacuum pressure is applied during the processing of the aluminum foams. The size of the NaCl particles also influences temperature behavior within the mold. Smaller particles result in more surface area contact, leading to greater heat transfer. This observation suggests that if temperature isolation is a requirement, larger particle sizes should be considered. The infiltration process relies on pressure to force molten aluminum into the spaces left between NaCl grains. Larger diameter particles are more manageable to impregnate initially, but more pressure is required to reach corners and ensure total impregnation. Smaller particles allow for a slower, more controlled process and reduce the need for highly high-vacuum pressures.
Experimental Results
Through experimental validation, aluminum foam samples were acquired in triplicate for each particle diameter. These samples were meticulously analyzed using the precise parameters generated by the simulation model, which included the filling time determining the duration of vacuum pressure application. The primary goal of this experimental phase was to verify the attainment of desired geometries and morphologies in the foams. It is essential to highlight that the analysis did not examine microstructure or compositional elements. Figure 10 presents images of the castings obtained, wherein:

Samples obtained from experimental validation: (a) sample of Al/NaCl ingot for a particle diameter of 1 mm, (b) longitudinal section image of Al/NaCl ingot for particle size 2 mm (salt not yet removed), (c) cross-sectional image of aluminum foam samples with pore sizes obtained from a NaCl particle size of 0.5 mm, 1.0 mm, and 2.0 mm, and (d) aluminum foam SEM image.
Figure 10a shows the composite Al-NaCl ingots obtained with a diameter of 90 mm and a height of approximately 100 mm of effective material to obtain the foam.
Figure 10b shows a longitudinal section of the ingot (once the ends have been removed) without removing the salt. In this image, the uniformity of metal infiltration throughout the preform can be observed.
Figure 10c shows samples obtained from the cross-sections of each ingot corresponding to the sizes of salt particles used in the preform, which, in this case, would already correspond to the pore size obtained. They are 20-mm-thick samples where the homogeneous distribution of all the porosity and the replica of the salt particle size used for each case can be observed. This leads to establishing that the results of the experimental part showed aluminum foams with satisfactory structures and results consistent with the simulations carried out.
The structure, pore size, and interconnection between its pores are consistent with an open-pore metallic foam with uniform and interconnected porosity, presenting pore sizes replicated for each size of salt particle used, as shown in Figure 10d. This figure shows an SEM image where the detailed morphology of the porous and interconnected structure can be observed.
The relative density obtained for each particle size was 36.2%, 35%, and 34.7%, which gives an average porosity percentage of approximately 65%. These data are consistent with the results obtained by other authors who use the replica casting technique to manufacture aluminum foams that report values between 60% and 70% porosity.48,49,50
Discussion
An important factor to consider is the poor wettability of molten aluminum on salt as a substrate, which is why molten aluminum does not spontaneously penetrate the interstices left between the NaCl grains, and negative pressure is required. The graphic shows that when infiltration employs space holders, the threshold pressure relies on the volume percentage and size of the channels that must be penetrated. The time to complete mold infiltration depends on the molten metal's dynamic viscosity, the surface tension, and the size of the gaps on the space holder.
In this system, the forces of the infiltration process are exerted by the liquid aluminum's hydrostatic pressure and the pump's vacuum effect. During the process, as indicated before, in a system of smaller diameter particles, it would be more difficult to impregnate the particles trying to reach all the corners of the model, thus generating the need to use greater pressure to guarantee total impregnation or increase the time application of vacuum pressure. By adjusting the pressure to a set value of 27 kPa, the times for this type of system are longer but do not differ substantially from that used for larger diameter particles (there are only about 2 seconds of difference between each particle size). Hence, considering using a higher pressure for salt preforms with a smaller diameter is not an appropriate option to guarantee total impregnation; it would only be enough to increase the application time of the vacuum infiltration pressure.
The particle diameter influences the a and b values of the Carmen–Kozeny equation and the capillary pressure values. Based on this, the smaller the diameter of the particles, the parameters are inversely proportional. Reviewing the values obtained, as the diameter of the particles decreases, the infiltration time increases (d = 2 mm, t = 2.42 s; d = 1 mm, t = 4.74 s; d = 0.5 mm, t = 5.62 s) while the temperature and pressure are constant. At this point, one of the parameters that have the most weight in the infiltration time is the porosity of the medium; as it decreases, the infiltration time becomes longer. It is considered to decrease when there is less space for the aluminum to occupy, so more salt is packaged into the system in the same volume.
Metal infiltration into porous networks has been previously simulated, and its results were validated through an experimental process.55,56,57 Beckerman et al.58 considered natural convection in the liquid phase using the Darcy law, and they determined the permeability of the porous media as a function of the pore diameter and the medium porosity using the Kozeny–Carman model, similar to that employed during this simulation. Relation of infiltration time and space holder geometry found during the simulations are by the literature59,60,61 and may be described as follows: When the pressure differential develops, the flow velocity rises, and the liquid metal seeps more deeply into the mold.
Experimentally, it was demonstrated that, although the temperature provides a medium with uniform and similar thermal and pressure characteristics throughout the system and for any of the three particle sizes under study, by obtaining different infiltration times for each particle size, it can be deduced that the factor packaging plays a vital role in the system. This means that the greater packing, achieved with smaller salt particles, is expected to result in longer metal travel paths, more significant preform tortuosity, and a larger surface area to be impregnated, unlike the largest salt particles.
Although in the present study, a process with constant pressure is proposed, it is of interest to establish what was reported by one of the authors who have worked on obtaining aluminum foams through the “Replication casting” technique using salt preforms but using positive pressure with argon.20 Despois et al.20 concluded that as the infiltration pressure increases, the aluminum foam exhibits a transition from a structure with relatively smooth cell edges, interconnected to nodes and surrounded by more or less cuboidal pores, to a more complex structure where numerous protrusions (“metallic fingers”) extend from the leading cell edges toward the inside of the pores. Likewise, with increasing infiltration pressure, the cell boundaries become more complex, so the variation in relative density in the foams can, therefore, be attributed only to variations in the infiltration pressure. This could be verified in the present study, given that the relative density obtained was 35% on average for the three pore sizes, with less than 1% differences between them.
Depending on the application of the aluminum metal foam, its structural characteristics will change, and therefore, the diameter of the NaCl particles to obtain them will also change. Based on the properties of the space holder, the thermal and hydrodynamic conditions of the infiltration operation should be managed. The duration during which the vacuum pressure is applied should be prolonged as the diameter of the particles becomes smaller. A correlation of the characteristics of the particles employed as space holders with the porosity percentage, density, and mechanical behavior of metal foams has been reported.62,63 The proper selection of the preform and the establishment of the correct process parameters are fundamental tasks for the success in the manufacture of metallic foams.15,64,65 The correct handling of the process parameters during the different stages of manufacturing metal foams allows obtaining metal parts with homogeneous structures, interconnected porosity, and controlled pore sizes at different levels.
Numerical simulation is a helpful tool for analyzing the numerous physical phenomena that arise during casting operations. Such simulations are intended to speed up the design process and improve casting parameters to decrease waste, consume less energy, and produce better castings. A considerable amount of data from simulation characterizes the transient flow behavior in terms of pressure and temperature. A model has been created to forecast the required pressure and the time to which metal can penetrate a preform at a constant temperature of the process. It provides an easy-to-find answer that agrees with experimental results when considering the process's fluid mechanics and thermal components. Due to the relatively low Reynolds numbers of metal flows, head losses through the porous network may be well described by Darcy's law. The Laplace force opposes the flow of a non-wetting fluid, such as molten aluminum, and the fluid requires vacuum pressure to penetrate the porous media.
Conclusions
A model has been developed to predict the optimized vacuum pressure application time to infiltrate molten aluminum alloy into a NaCl preform and thus obtain a foam. The theoretical aspects of fluid mechanics, heat transfer, and capillarity were considered variables corresponding to the mold, metal, and preform. The simulation results showed good agreement with the experimental validation.
The simulation has allowed us to determine the infiltration time for a vacuum pressure and an SPI process temperature set at 27 kPa and 677 °C for three different sizes of NaCl particles used as preforms. Particle size was shown to significantly affect infiltration time, with smaller particle sizes requiring longer infiltration times.
Concerning the role of the process temperature, it was evident that the selected temperature has a uniform heat flow effect for any of the particle sizes used for this study, generating, in turn, a molten aluminum with sufficient fluidity to impregnate and fill all the interstices of the preform.
The aluminum foams obtained during the experimental validation showed complete filling regardless of the salt particle size used, demonstrating the validity of the model developed. The structures obtained in the experiments agreed with the simulations, confirming the model's reliability. Finally, the study aligns with prior research on metal infiltration into porous networks and validates the approach used in this simulation. The relation between infiltration time and space holder geometry was consistent with existing literature, and the findings of this study contribute to the understanding and control of the metal foam manufacturing process, ultimately enabling the production of uniform and interconnected porous structures with controlled pore size, with minimal or no presence of defects.
References
R. Karuppasamy, D. Barik, Production methods of aluminium foam: a brief review. Mater. Today Proc. 37(2), 1584–1587 (2020). https://doi.org/10.1016/j.matpr.2020.07.161
J.O. Osorio-hernández, M.A. Suarez, R. Goodall, G.A. Lara-rodriguez, I. Alfonso, I.A. Figueroa, Manufacturing of open-cell Mg foams by replication process and mechanical properties. Mater. Des. 64, 136–141 (2014). https://doi.org/10.1016/j.matdes.2014.07.015
J. Qin, Q. Chen, C. Yang, Y. Huang, Research process on property and application of metal porous materials. J. Alloys Compd. 654, 39–44 (2016). https://doi.org/10.1016/j.jallcom.2015.09.148
F. García-Moreno, Commercial applications of metal foams: their properties and production. Materials (Basel) 9(2), 20–24 (2016). https://doi.org/10.3390/ma9020085
M. Sangeetha, S. Prakash, K.S. Sridharraja, J. Muralimano, Development, testing and microstructural study of aluminum foam in automobile application. Int. J. Ambient Energy 43(1), 2568–2576 (2022). https://doi.org/10.1080/01430750.2020.1723690
A. Arbak, M. Özdemir, N. Dukhan, Heat transfer of pulsating water flow through aluminum-foam channel under asymmetric constant heat flux boundary condition. Int. J. Therm. Sci. 183, 107885 (2022). https://doi.org/10.1016/j.ijthermalsci.2022.107885
J. Banhart, Manufacture, characterisation and application of cellular metals and metal foams. Prog. Mater. Sci. 46(6), 559–632 (2001). https://doi.org/10.1016/S0079-6425(00)00002-5
S.F. Fischer, Energy absorption efficiency of open-cell pure aluminum foams. Mater. Lett. 184, 208–210 (2016). https://doi.org/10.1016/j.matlet.2016.08.061
M.A. Navacerrada, P. Fernández, C. Díaz, A. Pedrero, Thermal and acoustic properties of aluminium foams manufactured by the infiltration process. Appl. Acoust. 74(4), 496–501 (2013). https://doi.org/10.1016/j.apacoust.2012.10.006
N. Patel, G. Mittal, M. Agrawal, A.K. Pradhan, Aluminum foam production, properties, and applications: a review. Int. J. Met. (2023). https://doi.org/10.1007/s40962-023-01174-8
P. Fernández, L.J. Cruz, J. Coleto, Procesos de fabricación de metales celulares. Parte I: procesos por vía líquida. Rev. Metal. 44(6), 540–555 (2008). https://doi.org/10.3989/revmetalm.0767
A. Sutygina, U. Betke, G. Hasemann, M. Scheffler, Manufacturing of open-cell metal foams by the sponge replication technique. IOP Conf. Ser. Mater. Sci. Eng. (2020). https://doi.org/10.1088/1757-899X/882/1/012022
M.H. Ghaleh, N. Ehsani, H.R. Baharvandi, High-porosity closed-cell aluminum foams produced by melting method without stabilizer particles. Int. J. Met. 15(3), 899–905 (2021). https://doi.org/10.1007/s40962-020-00528-w
Z. El Sayed, M. Abd-Alrazzaq, M.H. Ahmed, Experimental investigation of infiltration casting process parameters to produce open-cell Al-A356 alloy foams for functional and mechanical applications. Int. J. Adv. Manuf. Technol. 119(9–10), 6761–6774 (2022). https://doi.org/10.1007/s00170-021-08637-4
T. Wan, Y. Liu, C. Zhou, X. Chen, Y. Li, Fabrication, properties, and applications of open-cell aluminum foams: a review. J. Mater. Sci. Technol. 62, 11–24 (2021). https://doi.org/10.1016/j.jmst.2020.05.039
A. Temiz, M. Yaşar, E. Koç, Fabrication of open-pore biodegradable magnesium alloy scaffold via infiltration technique. Int. J. Met. 16(1), 317–328 (2022). https://doi.org/10.1007/s40962-021-00604-9
T. Wan, G. Liang, Z. Wang, C. Zhou, Y. Liu, Fabrication and compressive behavior of open-cell aluminum foams via infiltration casting using spherical CaCl2 space-holders. China Foundry 19(2), 89–98 (2022). https://doi.org/10.1007/s41230-022-1159-2
K. Chang, J.T. Gao, Z. Wang, Z.C. Guo, Manufacturing 3-D open-cell aluminum foam via infiltration casting in a super-gravity field. J. Mater. Process. Technol. 252, 705–710 (2018). https://doi.org/10.1016/j.jmatprotec.2017.10.032
A. Kemény, N. Movahedi, T. Fiedler, J.E. Maróti, I.N. Orbulov, The influence of infiltration casting technique on properties of metal syntactic foams and their foam-filled tube structures. Mater. Sci. Eng. A (2022). https://doi.org/10.1016/j.msea.2022.143706
J.F. Despois, A. Marmottant, L. Salvo, A. Mortensen, Influence of the infiltration pressure on the structure and properties of replicated aluminium foams. Mater. Sci. Eng. A 462, 68–75 (2007). https://doi.org/10.1016/j.msea.2006.03.157
X. Yang et al., Compression fatigue properties of open-cell aluminum foams fabricated by space-holder method. Int. J. Fatigue 121, 272–280 (2019). https://doi.org/10.1016/j.ijfatigue.2018.11.008
M. Vesenjak, M.A. Sulong, L. Krstulović-Opara, M. Borovinšek, V. Mathier, T. Fiedler, Dynamic compression of aluminium foam derived from infiltration casting of salt dough. Mech. Mater. 93, 96–108 (2016). https://doi.org/10.1016/j.mechmat.2015.10.012
F. Durmus, L.P. Maiorano, J.M. Molina, Open-cell aluminum foams with bimodal pore size distributions for emerging thermal management applications. Int. J. Heat Mass Transf. 191, 122852 (2022). https://doi.org/10.1016/j.ijheatmasstransfer.2022.122852
J.C. Carranza, B.Y. Casas, I.A. Figueroa, L.E. Carranza, I. Alfonso, Design, fabrication and operation of a device for manufacturing metal foams and composites by infiltration. Int. J. Met. 17(4), 3019–3031 (2023). https://doi.org/10.1007/s40962-023-00979-x
V. Michaud, A. Mortensen, Infiltration processing of fibre reinforced composites: Governing phenomena. Compos. Part A Appl. Sci. Manuf. 32(8), 981–996 (2001). https://doi.org/10.1016/S1359-835X(01)00015-X
J.L. Hilden, K.P. Trumble, Numerical analysis of capillarity in packed spheres: planar hexagonal-packed spheres. J. Colloid Interface Sci. 267(2), 463–474 (2003). https://doi.org/10.1016/S0021-9797(03)00683-0
C.Y. Chang, Simulation of molten metal through a unidirectional fibrous preform during MMC processing. J. Mater. Process. Technol. 209(9), 4337–4342 (2009). https://doi.org/10.1016/j.jmatprotec.2008.11.011
O. Mantaux, E. Lacoste, M. Danis, Numerical prediction of microporosity formation during the solidification of a pure metal within a porous preform. Compos. Sci. Technol. 62(14), 1801–1809 (2002). https://doi.org/10.1016/S0266-3538(02)00081-7
M. Gandolfi, M.G.C. Xavier, L.F. Gomes, R.A.V. Reyes, A. Garcia, J.E. Spinelli, Relationship between microstructure evolution and tensile properties of alsi10mg alloys with varying mg content and solidification cooling rates. Metals (Basel) (2021). https://doi.org/10.3390/met11071019
O. Bouska, “The Effect of Different Casting Parameters on the Relationship between Flowability, Mould Filling Capacity And Cooling Conditions Of Al-Si Alloys,” Metal. Metall., pp. 18–30, 2010.
F. Taghavi, A. Ghassemi, Study on the effects of the length and angle of inclined plate on the thixotropic microstructure of A356 aluminum alloy. Mater. Des. 30(5), 1762–1767 (2009). https://doi.org/10.1016/j.matdes.2008.07.022
M. Li, Y. Li, G. Bi, X. Huang, T. Chen, Y. Ma, Effects of melt treatment temperature and isothermal holding parameter on water-quenched microstructures of A356 aluminum alloy semisolid slurry. Trans. Nonferrous Met. Soc. China 28(3), 393–403 (2018). https://doi.org/10.1016/S1003-6326(18)64673-4
H. Khosravi, R. Eslami-Farsani, M. Askari-Paykani, Modeling and optimization of cooling slope process parameters for semi-solid casting of A356 Al alloy. Trans. Nonferrous Met. Soc. China 24(4), 961–968 (2014). https://doi.org/10.1016/S1003-6326(14)63149-6
V.E. Bazhenov et al., Relationship between critical solid fraction and dendrite coherency point in Al–Si alloys. Int. J. Met. 17(1), 284–296 (2023). https://doi.org/10.1007/s40962-022-00772-2
G. Zou, Y. Chai, Q. Shen, T. Cheng, H. Zhang, Analysis of the fluidity and hot tearing susceptibility of AlSi3.5Mg0.5Cu0.4 and A356 aluminum alloys. Int. J. Met. 16(2), 909–923 (2022). https://doi.org/10.1007/s40962-021-00649-w
M. di Sabatino, L. Arnberg, D. Apelian, Progress on the understanding of fluidity of aluminium foundry alloys. Int. J. Met. 2(3), 17–26 (2008). https://doi.org/10.1007/bf03355430
L.Y. Zhang et al., Effect of cooling rate on solidified microstructure and mechanical properties of aluminium-A356 alloy. J. Mater. Process. Technol. 7, 107–111 (2008). https://doi.org/10.1016/j.jmatprotec.2007.12.059
B. Geetha, K. Ganesan, Optimization of tensile characteristics of Al 356 alloy reinforced with volume fraction of red mud metal matrix composite. Procedia Eng. 97, 614–624 (2014). https://doi.org/10.1016/j.proeng.2014.12.290
MatWebb LLC, “Aluminum A356,” 2022. https://www.matweb.com/search/datasheet.aspx?matguid=d524d6bf305c4ce99414cabd1c7ed070&ckck=1
P. Fernández-Morales, L. Marulanda-Zapata, M. Vásquez-Rendón, Microstructural and corrosion study of aluminum foams obtained by space holder process using low-cost removable preforms. J. Appl. Res. Technol. 19, 202–216 (2021)
S.P. Neuman, Theoretical derivation of Darcy ’ s Law. Acta Mech. 25, 153–170 (1977)
S. Whtaker, Flow in porous media I: a theoretical derivation of Darcy ’ s Law. Transp. Porous Media 1, 3–25 (1986)
I.M. Hutten, Filtration mechanisms and theory. Handb. Nonwoven Filter Media 12, 29–70 (2007). https://doi.org/10.1016/b978-185617441-1/50017-2
F.J. Valdes-Parada, J.A. Ochoa-Tapia, J. Alvarez-Ramirez, Validity of the permeability Carman-Kozeny equation: a volume averaging approach. Phys. A Stat. Mech. its Appl. 388(6), 789–798 (2009). https://doi.org/10.1016/j.physa.2008.11.024
R. P. Chapuis and M. Aubertin, Predicting the Coefficient of Permeability of Soils Using the Kozeny-Carman Equation. École Polytech. Montréal, 2003, [Online]. Available: http://publications.polymtl.ca/2605/
E. Lacoste, O. Mantaux, M. Danis, Numerical simulation of metal matrix composites and polymer matrix composites processing by infiltration: a review. Compos. Part A Appl. Sci. Manuf. 33(12), 1605–1614 (2002). https://doi.org/10.1016/S1359-835X(02)00210-5
R.E. Njoku, O.O. Boniface, V.S. Aigbodion, Influence of infiltration pressure on the window size and relative density of open-cell porous aluminium manufactured by replication casting. Int. J. Adv. Manuf. Technol. 126(7–8), 3015–3021 (2023). https://doi.org/10.1007/s00170-023-11309-0
E.M.E. Luna, F. Barari, R. Woolley, R. Goodall, Casting protocols for the production of open cell aluminum foams by the replication technique and the effect on porosity. JOVE (2014). https://doi.org/10.3791/52268
C. Gaillard, J.F. Despois, A. Mortensen, Processing of NaCI powders of controlled size and shape for the microstructural tailoring of aluminium foams. Mater. Sci. Eng. A 374(1–2), 250–262 (2004). https://doi.org/10.1016/j.msea.2004.03.015
J.F. Despois, A. Mortensen, Permeability of open-pore microcellular materials. Acta Mater. 53(5), 1381–1388 (2005). https://doi.org/10.1016/j.actamat.2004.11.031
M.A.A. Khan, A.K. Sheikh, A comparative study of simulation software for modelling metal casting processes. Int. J. Simul. Model. 17(2), 197–209 (2018). https://doi.org/10.2507/IJSIMM17(2)402
S. Wannarumon, M.A. Grande, Comparisons of computer fluid dynamic software programs applied to jewelry investment casting process. World Acad. Sci. Eng. Technol. 55, 88–95 (2009)
Z. Chen, Y. Li, F. Zhao, S. Li, J. Zhang, Progress in numerical simulation of casting process. Meas. Control (United Kingdom) 55(56), 257–264 (2022). https://doi.org/10.1177/00202940221102656
M. Jolly, Casting simulation: How well do reality and virtual casting match? State of the art review. Int. J. Cast Met. Res. 14(5), 303–313 (2002). https://doi.org/10.1080/13640461.2002.11819448
P. Fernández, M. Lauramaría, E. Emigdio, M. Fandiño, A.Z. Gil, Replication casting and additive manufacturing for fabrication of cellular aluminum with periodic topology: optimization by CFD simulation. Int. J. Adv. Manuf. Technol. (2023). https://doi.org/10.1007/s00170-023-11124-7
M. Koru, O. Serçe, Experimental and numerical determination of casting-mold interfacial heat transfer coefficient in the high pressure die casting of A-360 aluminum alloy. Acta Phys. Pol. A 130(1), 453–458 (2016). https://doi.org/10.12693/APhysPolA.130.453
A. Kermanpur, S. Mahmoudi, A. Hajipour, Numerical simulation of metal flow and solidification in the multi-cavity casting moulds of automotive components. J. Mater. Process. Technol. 206(1–3), 62–68 (2008). https://doi.org/10.1016/j.jmatprotec.2007.12.004
C. Beckermann, R. Viskanta, Natural convection solid/liquid phase change in porous media. Int. J. Heat Mass Transf. 31(1), 35–46 (1988). https://doi.org/10.1016/0017-9310(88)90220-7
M. Di Sabatino, L. Arnberg, A review on the fluidity of Al based alloys. Metall. Sci. Technol. 22, 9–15 (2004)
H.-S. Bang, H.-I. Kwon, S.-B. Chung, D.-U. Kim, M.-S. Kim, Experimental investigation and numerical simulation of the fluidity of A356 aluminum alloy. Metals (Basel) 12(11), 1986 (2022). https://doi.org/10.3390/met12111986
N. Moussa, Multi scale modelling and numerical simulation of metal foam manufacturing process via casting. 2016, [Online]. Available: hal.inria.fr/tel-01324481/
S.F. Aida, M.N. Hijrah, A.H. Amirah, H. Zuhailawati, A.S. Anasyida, Effect of NaCl as a space holder in producing open cell A356 aluminium foam by gravity die casting process. Procedia Chem. 19, 234–240 (2016). https://doi.org/10.1016/j.proche.2016.03.099
S. Sathaiah et al., Effect of spherical and cubical space holders on the microstructural characteristics and its consequences on mechanical and thermal properties of open-cell aluminum foam. Mater. Chem. Phys. 273, 125115 (2021). https://doi.org/10.1016/j.matchemphys.2021.125115
K. Sen Chou, M.A. Song, A novel method for making open-cell aluminum foams with soft ceramic balls. Scr. Mater. 46(5), 379–382 (2002). https://doi.org/10.1016/S1359-6462(01)01255-6
Y. Xue, X. Wang, W. Wang, X. Zhong, F. Han, Compressive property of Al-based auxetic lattice structures fabricated by 3-D printing combined with investment casting. Mater. Sci. Eng. A 722(February), 255–262 (2018). https://doi.org/10.1016/j.msea.2018.02.105
Funding
Open Access funding provided by Colombia Consortium. The authors are grateful to the Centro de Investigación para el Desarrollo y la Innovación (CIDI)—Universidad Pontificia Bolivariana for financial support of this work, through the project Rad. 717C-02–22-18.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest, and the funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Barragán De Los Rios, G.A., Salazar Martínez, S.A., Mendoza Fandiño, E. et al. Numerical Simulation of Aluminum Foams by Space Holder Infiltration. Inter Metalcast (2024). https://doi.org/10.1007/s40962-024-01287-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40962-024-01287-8