
Abstract
In recent development of casting traceability, it has been noticed that many casting manufacturing processes that involve the use of sand cores often lack proper traceability back to the cores used in their production and the supporting production information. Most marking symbols applied to sand cores using existing marking methods not only exhibit unstable code readability but also pose critical risks to the surface quality of sand cores. In response, we developed and tested a digital-twin core rack aimed at transferring digital codes to sand cores without contact with their surfaces. By utilizing infrared sensors for real-time object detection, the core rack can transfer digital identical codes from the core-making machine to the core rack, and subsequently to the casting machine. This digital code encompasses all relevant process data of a sand core, from core making to de-coring. Moreover, the various sensors embedded in the core rack were designed to monitor air humidity, temperature, and vibration events during the transport and storage of the cores. These parameters are especially critical for maintaining the quality of inorganic sand cores. The study demonstrates the successful application of each component within this conceptual framework. Looking ahead, it is imperative to update the hardware of this concept to ensure its adaptation to the demanding conditions of an industrial environment.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
As is known to most foundry professionals, casting quality management remains a significant challenge due to the numerous production parameters and environmental conditions that can affect the final casting quality.1,2 Among these factors, the quality of sand core exerts extra pronounced influence on the overall quality of cast parts in casting processes involving sand cores. Various casting defects are caused by poor sand core quality during both the casting and decoring processes, such as sticky sand, excessive material, and gas bubble.3 Generally, a complete sand-related process comprises seven steps within highly automated casting production lines with each step featuring various process parameters capable of affecting sand core quality, which is shown in Figure 1. These necessary steps include mixing, core making, unpacking and deburring, storage and transport, casting, decoring, and residual sand utilization. The step, coating, is necessary only in some production lines, where the surface characteristics of sand cores should be improved. A substantial number of literatures explore the influences of these involved process parameters on sand core quality from different perspectives, including gas permeability, bending strength, and surface roughness.4,5,6,7,8,9,10,11,12 Additionally, we add 3D-printing of sand core as a standard core-making process due to its remarkable development of production efficiency. From Figure 1, we can also recognize the impacts of process parameters across the entire cycle time of sand core. Consequently, a complete traceability system that can track back to the sand core is desirable to realize effective and intelligent management of cast part quality. Such a system would establish a connection between quality feedback and the corresponding process data. Currently, several mature marking technologies, such as laser and dot peen marking, are widely utilized on cast parts to produce unique identifier codes.2 However, few efficient marking methods of sand cores are applied in casting production due to the unique surface characteristics of these cores. In the subsequent paragraph, we did a research analysis of currently applied marking methods and tested concepts, both within academic and industrial contexts.

The whole life cycle of sand with relevant process parameters and resulted core quality parameters.
State-of-the-Art Marking Methods of Sand Core
Nowadays, two primary marking methods have been applied in certain high-automated foundries. The first involves direct laser marking on sand cores or molds. Several companies produce laser marking machines tailored for stable industrial use.13,14,15,16 Nonetheless, this marking method demands stringent prerequisites for sand cores in terms of both surface roughness and strength. Given that the surface condition can evolve over the entire cycle, as depicted in Figure 1, the readability of marking symbols may not be guaranteed at the casting station, even if the initial marking quality is high. Moreover, surface engraved markings pose a critical risk of disrupting loose sand, potentially leading to casting defect like sand inclusions. The second marking methods is an indirect marking system using labeled delivery plates of transporting sand cores on conveyors.17 This approach offers the significant advantage of no impact on the sand core surfaces. However, this system cannot realize part-specific traceability since a single delivery plate generally accommodates multiple sand cores.
Beyond these two forementioned methods in market, a few marking concepts have been explored by researchers. One concept is direct part marking using reconfigurable pin-type tooling driven by paraffin-graphite actuators, as proposed by N. K. Vedel-Smith et al.18. This method is designed for green sand molds rather than sand cores and may not be suitable for the curved surfaces of sand cores. Another method developed by L. Song et al. entails printing codes with ink on the surface of sand cores.2 While this method brings less mechanical impact compared to sand laser marking, colored sands on the surface might fall off during the cycle, leading to unstable readability of marking symbols at casting machines. The last approach, explored by T. Uyan et al., is direct part marking using additively manufactured tags.19 Nonetheless, this method demands the assembly of sand molds and tags, introducing an extra step to the mold production process. Moreover, the additive manufacture speed could adversely affect production efficiency.
To solve these problems, we designed and tested a digital-twin core rack for casting production. This innovation enables complete part-specific traceability back to sand cores. Based on this complete traceability, there is not only an opportunity but also a compelling need to collect, record, and integrate extensive data throughout the entire sand core to casting production journey, even the sand recycle. Additionally, we embedded sensors into the sensor box of the core rack to monitor air temperature, humidity, and vibration event during core transportation and storage. Because environmental parameters and vibration events can strongly impact the core strength, especially for inorganic sand core.9 Finally, we implemented an indoor positioning system using Ultra-Wideband (UWB) technology for the sand core rack. This system is highly practical for tracking the position of specific core racks in real time, especially in large foundries. It enables us to optimize the scheduling of sand core routines and improve the utilization rate of core racks. This is particularly valuable because core racks can easily be overlooked when they are removed from the production line for regular quality checks or repairs. Moreover, the system can provide us with an overview of the environmental conditions along different routines of core racks within the factory.
Design and Method
Our concept aims to establish a comprehensive traceability system for sand cores, from core shooting machine to casting machine, as shown in Figure 2. After producing a sand core, a unique digital identification code is generated and associated with the position of the specific core. Throughout subsequent production processes, the production parameters are linked to this identification, forming a dataset. This dataset consists of multiple parameters, including air temperature, humidity, and sand core position within the rack, and rack position within the factory.

Sand core tracking in the whole production process.
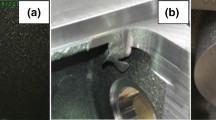
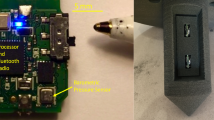
The architecture is divided into two main components: the server and the client. On the server side, three core modules are featured: the sensor mat, sensor box, and indoor positioning system. The sensor mat, positioned at the rack layer, employs infrared sensors to detect placed sand cores. The status of each ID position in the core rack will be updated in real time at a rate of every 0.3 seconds through a callback function. If there is any change in the status list, the corresponding MySQL database will also be updated. While infrared technology is the current choice (Figure 3), other designs, mentioned in our patent, could be explored for position detection20. Figure 4 shows the sketches of these further designs include voltage sensor, pressure switch sensor, compressed air sensor, and microswitch sensor. The sensor box, housing a Raspberry Pi microchip board and assorted sensors, facilitates wireless data transmission and monitors crucial environmental parameters like temperature, humidity, and sand core vibration every second (Figure 5). This frequency can be adjusted according to concrete situation. The indoor positioning system utilizes Ultra-Wideband (UWB) technology to track the real-time position of the sand core rack (Figure 6) in 64MHz frequency. This UWB-based approach calculates distances between transmitters (anchors) and receivers (tags) by measuring the time electromagnetic pulses take to travel between them. Through geometric techniques such as trilateration or multilateration, the precise tag position is determined by combining distance measurements from multiple anchors.21
On the client side, a user-friendly cross-platform application was developed to visualize all gathered data, as shown in Figures 7 and 8. Based on Flutter development tool22, the application offers an interface presenting an overview of operational core racks, sensor data, and the real-time position of core racks. Data transmission occurs via WLAN using the depicted data transfer model (Figure 9).
Generally, real-time data and communication settings, including environmental data, runtime flags, thresholds, etc., will be transmitted using the MQTT protocol.23 On the other hand, the scripts required for data processing and generating report graphs can be transferred via Apache.24 These scripts play a crucial role in handling the collected data and producing visualized reports.

Concept of sensor mat.

Sketch of other sensor designs in sensor matt.20

Components and wiring of the sensor box.

Concept of indoor positioning system using UWB technology.
Perspectives
While our prototype has undergone successful testing in a laboratory phase, several critical issues need to be addressed for its industrial application. Here, we have outlined some common practical challenges along with potential solution methods that can be implemented in our prototype:
-
Robust ID Assignment for Sand Core: It is common for sand cores to be temporarily removed from the sensor matt for repairs or quality checks, which can create a challenge in maintaining ID continuity. To address this issue, IDs can be generated by the core making machines and wirelessly transmitted to the nearby core rack. These IDs can be released only at the casting machines once operators confirm the whole rack empty. During the time between ID generation and ID release, the IDs stay active and connected to specific positions, regardless of the occupancy status of those positions. Meanwhile, the sensor matt can continuously monitor the occupancy status of these ID positions. This approach ensures that the ID can be seamlessly reconnected to the sand cores when they are returned after short-term removal.
-
Cores for Multiple Cavities in One Mold: It is common in foundries to use one mold with multiple cavities, which can pose a challenge when identifying the IDs of sand cores that are picked up simultaneously. In such cases, we can integrate a function into the sand core traceability software. At the casting machine, the sensor mat will monitor the occupancy status of all positions and automatically display which sand core should be placed in each cavity on the monitor, following the principle of first-in, first-out. Subsequently, the operator should follow these instructions and place the cores accordingly. This method allows us to recognize and correctly place the cores, even when multiple cores are picked up at the time in a mold with multiple cavities.
-
Hardware Optimization: The pursuit of more robust and cost-effective hardware solutions for the sensor mat and sensor box presents an exciting avenue for improvement within casting production. Research and development efforts could focus on materials and designs that enhance durability and affordability.
-
Cross-Industry Applications: Beyond casting production, the potential for this traceability concept to be transposed into other sectors, such as medicine and aerospace, is highly promising. These industries place paramount importance on product quality and traceability due to the critical nature of their outputs. Implementing similar digital tracking and monitoring systems could not only streamline processes but also elevate the standards of quality control. Further exploration and adaptation of different sensors for this traceability concept could unlock innovative solutions to complex challenges.
Conclusions
A novel approach to marking sand cores has been introduced, involving a digital-twin core rack. This method enables the continuous transfer of the sand core's digital ID throughout its entire cycle. The effectiveness of this technique lies in its indirect marking process, which minimally impacts the core's surface. In this way, it creates a platform for more quantitative testing and data collection. The discrete identifier code assigned to each core serves as a gateway to the complete relevant information about the core's composition, production history, and quality metrics (Figures 7, 8 and 9).

User interface and function of client application: ID and position tracing.

User interface and function of client application: temperature / humidity / vibration monitoring.

Data transferring model between server and client.
Furthermore, the innovation encompasses the integration of three sensors: one for tracking the core’s position in real time, another for monitoring air humidity and temperature, and the last one for observing vibration events. These sensors collectively oversee the complete lifecycle of the sand core. This development promises enhanced process control and quality assurance within the sand core production, benefiting from real-time environmental monitoring and digital tracking.
Beyond sand core production, this novel concept exhibits potential for the applications in sectors demanding high product quality and comprehensive traceability. By harnessing real-time environmental monitoring and digital tracking, this innovative approach has the capacity to reshape quality control measures in diverse industries.
References
A.E. Kopper, D. Apelian, Predicting quality of castings via supervised learning method. Inter Metalcast. (2021). https://doi.org/10.1007/s40962-021-00606-7
F. Deng, R. Li, S. Klan, W. Volk, Comparative evaluation of marking methods on cast parts of Al-Si alloy with image processing. Inter Metalcast (2021). https://doi.org/10.1007/s40962-021-00661-0
L. Song, W. Liu, X. Zou, H. Huo, P. Guo, Y. Yu, C. Wen, Research on a traceability process of sand core information by printing QR code on sand core surface in the casting production process. Inter Metalcast. (2021). https://doi.org/10.1007/s40962-021-00572-0
R. Singh, Mold and core making. New age international (P) Ltd., Publisher, Introduction to basic manufacturing process and workshop technology, 228—240, 2006. https://archive.org/details/ManufacturingEngineeringRajendraSingh/page/n11/mode/2up
R. Reek, Optimierung des Füll- und Härtungsvorgangs von Gießereisandkernen durch 3-D-Simulation der Strömungsvorgänge. Doctoral dissertation, Technical University Clausthal. (2004). http://edok01.tib.uni-hannover.de/edoks/e01dd01/491240392.pdf (in German)
M. Schneider, T. Hofmann, H. Andrä, P. Lechner, F. Ettemeyer, W. Volk, H. Steeb, Modelling the microstructure and computing effective elastic properties of sand core materials. Int. J. Solids Struct. 143, 1–17 (2018). https://doi.org/10.1016/j.ijsolstr.2018.02.008.U.C
A. Bobrowski, K. Kaczmarska, D. Drożyński, F. Woźniak, M. Dereń, B. Grabowska, S. Żymankowska-Kumon, M. Szucki, 3D printed (Binder Jetting) furan molding and core sands—thermal deformation mechanical and technological properties. Materials 16, 3339 (2023). https://doi.org/10.3390/ma16093339
U.C. Nwaogu, T. Poulsen, R.K. Stage, C. Bischoff, N.S. Tiedje, New sol–gel refractory coatings on chemically-bonded sand cores for foundry applications to improve casting surface quality. Surf. Coat. Technol. 205(16), 4035–4044 (2011). https://doi.org/10.1016/j.surfcoat.2011.02.042
Y. Li, J. Zhao, X. Du, Y. Sun, G. Song, H. Miao, The optimization of the properties of sodium silicate bonded ceramic sand by nano-oxide particles and ultrasonication. Inter. Metalcast. 16, 234–241 (2022). https://doi.org/10.1007/s40962-021-00601-y
C. Baitiang, K. Weiß, M. Krüger, M. Krüger, W. Volk, P. Lechner, Data-driven process analysis for iron foundries with automatic sand molding process. Inter. Metalcast. (2023). https://doi.org/10.1007/s40962-023-01080-z
F. Ettemeyer, M. Schweinefuß, P. Lechner, J. Stahl, T. Greß, J. Kaindl, L. Durach, W. Volk, D. Günther, Characterisation of the decoring behaviour of inorganically bound cast-in sand cores for light metal casting. J. Mater. Proc. Technol. (2021). https://doi.org/10.1016/j.jmatprotec.2021.117201
H. Schwickal, M. Hübner (2012) Process for regeneration of the sand molds and sand cores. https://api.semanticscholar.org/CorpusID:139596968
Y. Gan, C. Chen, K. Ning, J. Huang (2007) Laser marking method of casting sand core. C.N. Patent No. CN201128278Y. State Intellectual Property Office of the P.R.C. https://patents.google.com/patent/CN201128278Y (in Chinese)
C. Zhang, C. Ni, R. Liu, W. Wang, L. Wang, L. Tang, Y. Wang (2017) A laser marking method of casting sand mold. C.N. Patent No. CN107127296A. State Intellectual Property Office of the P.R.C. (2017). https://patents.google.com/patent/CN107127296A/zh (in Chinese)
Sand laser marking. https://www.laserax.com/sand-laser-marking. LaserAX. (Accessed on 18.08.2023)
Traceability in sand. Available online: https://www.iruna-automation.com/services/new-automation-foundry-processes/traceaibility/traceability-in-sand/ (Accessed on 18.08.2023)
X. Wu, Z. Song, Q. He, C. Gou (2012) Intelligent storage system for casting sand cores. C.N. Patent No. CN102530462 A. State Intellectual Property Office of the P.R.C. (2012) https://patents.google.com/patent/CN102530462A/en (in Chinese)
N.K. Vedel-Smith, T.A. Lenau, Casting traceability with direct part marking using reconfigurable pin-type tooling based on paraffin–graphite actuators. J. Manuf. Syst. 31(2), 113–120 (2012). https://doi.org/10.1016/j.jmsy.2011.12.001
T. Uyan, K. Jalava, J. Orkas, K. Otto, Sand casting implementation of two-dimensional digital code direct-part-marking using additively manufactured tags. Inter. Metalcast. 16, 1140–1151 (2022). https://doi.org/10.1007/s40962-021-00680-x
F. Deng, R. Li, F. Dobmeier, System und Verfahren zur Identifizierung und/oder Rückverfolgung eines dreidimensionalen Objekts. Deutsches Patent- und Markenamt. DE102021200152A1. (in German)
P. Peng, C. Yu, Q. Xia, Z. Zheng, K. Zhao, W. Chen, An indoor positioning method based on UWB and visual fusion. Sensors 22, 1394 (2022). https://doi.org/10.3390/s22041394
S. Jadaun, R. Singh, R. Kumar, K.K. Agarwal, Analysis of cross platform application development over multiple devices using flutter & dart. Int. J. Recent Technol. Eng. (IJRTE). 12(1), 33–38 (2023)
F. Azzedin, T. Alhazmi, Secure data distribution architecture in IoT using MQTT. Appl. Sci. 2023(13), 2515 (2023). https://doi.org/10.3390/app13042515
D. Aziz, R. Asgarnezhad, M. Mustafa, S. Alani, A developed IoT platform-based data repository for smart farming applications. J. Commun. 18(3), 187–197 (2023)
Acknowledgements
The “Traceability Research in Casting Industry” project is funded by the Bavarian Ministry of Economic Affairs, Regional Development and Energy (STMWI). The authors acknowledge the financial support from the STMWI. Furthermore, the authors would like to express their gratitude to the “Secure Intelligent Systems High Performance Center” for their coordination with other Fraunhofer Institutes.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Deng, F., Li, R. & Klan, S. Traceability System of Sand Core in Casting Production with a Digital-Twin Core Rack. Inter Metalcast (2023). https://doi.org/10.1007/s40962-023-01192-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40962-023-01192-6