
Abstract
The last two decades have seen a growing trend toward the use of inorganic binders in core making for the metalcasting field. Despite the health and environmental benefits of the inorganic binders, wider commercial use requires ongoing technical improvements to address some potential inherent limitations of this technology. Considering that inorganic cores can suffer from storage stability, this study sets out to check whether inorganic core binders are fit to replace organic ones in producing a gravity diecasting Al alloy component. First, the humidity resistance of both organic and inorganic sand cores, within a typical time-frame storage in the foundry, was evaluated by moisture absorption tests. Then, 3D optical measurements were performed to assess the relative dimensional changes of inorganic cores. Last, the influence of the core system was analyzed through microstructural and mechanical investigations on castings manufactured by using organic and inorganic binders. The experimental findings have shown that the moisture absorption during storage in the foundry warehouse, which lasted up to 14 days, was not enough to jeopardize the functionality of the cores. Furthermore, the tensile and microstructural outcomes revealed that inorganic cores could comply with both high component design requirements and even more stringent environmental regulations of foundries.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
In metalcasting technology, cores are inserts used to create features in the cast parts that cannot be formed by the mold itself, e.g., interior passage, ways and holes, undercuts, small angles, etc. Extensive research has been devoted to obtaining cores able to withstand pressure and temperature on pouring and guarantee an easy removal after solidification on casting shakeout. The increasingly strict emission standards and high-quality structural castings requirements promote ongoing technological progress to develop cutting-edge solutions regarding cores and core making process innovations.
Conventional foundry sand cores consist of silica sand, binders, and additives added to provides the core strength. 1 Core binders are grouped into organic and inorganic ones, depending on the binders system used. As for the chemical, the typical organic core binders are petroleum-based, containing the urea- and phenol-formaldehyde groups and furan resins. After pouring the molten metal into the mold, the core binders undergo thermal decomposition reactions, and a variety of organic compounds; HAPs (hazardous air pollutants) such as formaldehyde, benzyl, phenol, or toluene could be generated and also emitted during the subsequent mold cooling and casting shakeout.2 Even though the binder's typical volume is of the order of 1–3 %, it is responsible for up to 70 % of foundry volatile organic compounds.1,3,4 The binder system and the curing mechanism, i.e., cold-box or hot-box processes, affect the quality of castings in terms of microstructure and mechanical properties, as well as emission in the workplace environment. Against this scenario, foundries have been seeking alternative solutions for sustainable production processes and better working conditions,5 also, for example, introducing new formulations of binders suitable for the 3D sand printing systems.6 Inorganic core binders, based on sodium silicate (water glass), are proving to be an effective solution also for structural components, i.e., for automotive aluminum parts. For a detailed and comprehensive overview of inorganic binder systems and related molding processes, the reader is referred to.7
In terms of total volumes, inorganic systems currently represent a relatively small fraction of the binders, but their use has significantly increased over the last 20 years due to their environmental and production-related benefits.7 Many foundries have sought to meet the stringent environmental standards by replacing or partially replacing organic with inorganic systems also considering the economic improvements they enable. With inorganic binders, the air quality in a foundry is improved, both in core production and casting departments: with the absence of hazardous casting fumes and binder aerosols, most of the investment in exhaust air extraction and air purification equipment can be reduced. Besides that, since inorganic binders do not release condensate deposits, the mold cleaning costs and the consumption of foundry auxiliaries are considerably reduced. Finally, inorganic core binders have excellent shakeout properties therefore less energy is required to remove the sand cores from casting. Such advantages were provided by water glass as a core binder when during the heating the water as a solvent has been removing. Curing comprises dehydration and chemical reactions through which the so-called binder bridges are formed and, in turn, the three-dimensional network gives the sand core its strength. By their very nature, i.e due to the hydrophilic properties of inorganic binders, water glass-based cores are prone to take up moisture from the air by seeking equilibrium with the surrounding environment. As a result, high air humidity and/or high temperatures promote a reverse curing process that causes the loss of strength and the breakability of the core. Storage of inorganic cores has historically posed a challenge in the foundry, specifically on hot summer days with high humidity and temperature conditions. Since the moisture content is one of the key parameters affecting the quality of the cores and, in turn, of the castings, many attempts have been devoted to significantly improve the humidity resistance of the inorganically bound cores. Although remarkable technology improvements have been made in inorganic binders, some challenges regarding storage stability under humid and warm conditions still need to be tackled.
The research to date has addressed the properties of organic and inorganic binder-based cores, considering their mechanical and thermomechanical properties,8,9,10,11,12,13,14 their environmental compatibility,15,16,17,18 the employment of new compositions5,19,20,21,22,23,24 as well as new production technologies.25,26,27 Attention has also been paid to the humidity resistance of sodium silicate bonded sands and to the curing of the binder.28,29,30,31,32,33,34,35,36 Although extensive research has been devoted to binders systems, few studies have directly investigated their direct employment in the foundry,37 also considering the effects of moisture absorption on their performances.38 The present experimental study aims to contribute to this growing research and industrial topic by investigating this moisture absorption effects on the performance of organic and inorganic sand cores employed to produce a gravity diecasting Al alloy component. Firstly, this research addresses the humidity resistance of sand cores by specific moisture absorption tests, also considering the storage time increase in the foundry factory. The comparison between organic and inorganic core binders was made by measuring the moisture loss of the wet sand after loss of ignition. The moisture absorption tendency of inorganic cores was further analyzed by 3D metrology inspections to assess their dimensional changes. Besides that, A356 Al alloy casting trials were performed via the gravity diecasting process. Both tensile properties and microstructural features were examined to check whether inorganic cores can replace organic cores in the production of a typical automotive component. Finally, the concentration of harmful gas generated during the mold pouring and the casting cooling was evaluated by the gas chromatography technique.
Materials and Methods
Cores
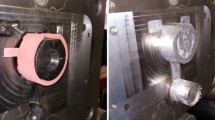
The present study focuses on comparing organic and inorganic binders for sand cores employed in a gravity diecasting process for a drivetrain motorcycle component. As for the organic cores, they were produced in the foundry through the cold-box process. While the exact composition is confidential, it is a phenolic urethane system. Figure 1a and b shows the core box half and the organic cores before their removal from the box. Each core had a size of 27 cm × 18 cm and 16 cm in height and a weight of about 3 kg. The inorganic cores made with commercial sodium silicate-based Cordis binder system were provided by the external supplier. Details about the development and characteristics of this silicate binder can be found in.1,39

Organic cores production by the cold-box process: (a) half core box, (b) organic cores.
Moisture Absorption Tests
The humidity resistance of organic and inorganic cores was evaluated through two approaches: (i) sampling a small amount of sand from each core and heating it through a Bunsen burner to determine the weight loss due to the loss of ignition and (ii) subjecting organic and inorganic cores to various humid environments to measure moisture adsorption, i.e., the weight gained by the cores.
As for (i), about 3 g of sand from the outer and the inner parts of non-reusable cores was sampled. The grains of sand were put in a ceramic crucible and dried through a Bunsen burner, whose flame temperature was in the range of 700–750 °C. After that, the sand was cooled in a dryer to prevent water uptake. According with the datasheet, the adopted Sabbia Silicea FMX 45 (Safond Martini Srl, Montecchio Precalcino, Italy) silica sand had a 0.1 - 0.4 mm grain size (45 - 50 DIN 1171), a pH of 7.5 and was composed of SiO2 (99.7 - 99.9%), Al2O3 (0.10 - 0.15%), Fe2O3 (0.00 - 0.02%), CaO (0.00 - 0.01%) and TiO2 (0.00 - 0.01%). Through a Sartorius ENTRIS64-1S analytical balance (Sartorius, Göttingen, Germany), the weight of the sand was determined in (a) initial condition, i.e., after 24 hours of storage in the warehouse of the foundry, termed as initial weight (IW), and (b) after loss of ignition in the ceramic cup with the Bunsen burner, termed as final weight (FW). The weight loss (WL) by the sand was calculated via Eqn. 1:
Concerning test (ii), to assess the moisture absorption tendency of organic and inorganic cores, they were conditioned in a Salt Event SC/UKWT climatic chamber (Weisstechnik, Magenta, Italy) at 40 °C and 100 % relative humidity. The weight gain due to moisture absorption (MA) was calculated by considering the IW and the FW, i.e., weighting them after 30 mins and 60 mins of storage, and it was computed via Eqn. 2:
Besides that, given the hydrophilic properties of inorganic cores, they were also subjected to moisture absorption tests at increasing storage times, i.e., (a) upon arrival from the external supplier, (b) after 1, 2, 3, 6, 8, 10 and 14 days of storage in the foundry warehouse. Hence, the MA was also determined in such conditions.
3D Metrology Inspections
The dimensional changes of the inorganic cores resulting from the moisture absorption tests were also analyzed via a GOM Atos ScanBox 4105 (GOM GmbH, Braunschweig, Germany) optical 3D measuring machine. Through the automated measurement and inspection system, the dimensional control of the cores, before and after the moisture absorption tests, was carried out by comparing the 3D measure data with the computer-aided design (CAD) model. The tolerance limit was set to ± 0.3 mm: thus, the color plot shows negative deviations (real points below nominal data) marked with light blue, blue and finally magenta colors, whereas positive deviations (real points above nominal data) are marked with light green, yellow and finally red colors, each of them with a number of shades. The comparison between the CAD model and the measured data was set in: (a) initial condition, (b) 60 mins of storage at 40 °C and 100 % relative humidity in the climatic chamber, (c) after 14 days of storage in the warehouse of the foundry at 18 °C and 32 % relative humidity, (d) after 24 hours and (e) after 48 hours of storage under the covered portico of the foundry. Such unusual conditions, temperature ranging from −8 °C to 2 °C and 80 % relative humidity, simulated real storage in the warehouse.
Casting Trials: Mechanical and Microstructural Characterization
The effects of the core binder system on the mechanical and microstructural parameters of the casting were analyzed by considering the drivetrain motorcycle component. Commercial A356 aluminum alloys ingots were melted through an electric resistance furnace: The alloy contains a Ti nominal content of 0.12 wt. %, whereas the modification was performed by AlSr10 master alloy rods to reach the targeted Sr content of 80 ppm. The melt was then degassed and dedrossed through a rotary degasser supplied with Ar inert gas. This treatment also yielded a homogeneous distribution of the modifier agent. Finally, the density was calculated according to Archimede’s law by weighing a control sample both in air and in water: the density resulted in 2.62 kg/dm3. The casting trials were performed via the gravity diecasting process. The chemical composition of the A356 Al alloy, evaluated by a Thermo Scientific ARL 3460 (Thermo Scientific, Massachusetts, USA) optical emission spectrometer (OES), is listed in Table 1.
The pouring temperature was detected as 800 °C ± 10 °C while the upper and lower halves temperatures were ranging between 490 °C–370 °C and 410 °C–370 °C, respectively. All castings were subjected to a T6 heat treatment that comprised solution at 535 °C for 8 hours, followed by water quench at 70 °C and then artificial aging at 160 °C for 4 hours. Temperature and time parameters were set according to both mechanical properties requirements for the motorcycle component and the production efficiency of the foundry. The adopted short time treatment has been investigated in literature40,41,42; a preliminary sampling campaign conducted within the foundry, it had proven to be enough to reach the customer’s requirements. The mechanical properties of the castings were evaluated by testing tensile specimens machined from 4 different regions of the castings according to the DIN 50125 standard specification: flat bar type E test samples with 3 mm thickness, 8 mm width and 30 mm original gauge length were used. A total of 8 castings and a minimum of 4 specimens for each region were analyzed. Tensile tests were performed at room temperature by a Galdabini Quasar 50 testing machine (Galdabini, Cardano al Campo, Italy), equipped with a 50 kN load cell. The displacement rate was set up at 0.25 mm/s up to the elongation of 1 %; above this value, the displacement rate was raised to 0.67 mm/s up to the elongation at break. Microstructural investigations on selected locations' samples were conducted by a ZEISS Axioscope 7 optical microscope (Zeiss, Oberkochen, Germany) to determine the secondary dendrite arm spacing (SDAS) and the porosity content through image analysis. The latter was computed by Zen Core 2.7 (Zeiss, Oberkochen, Germany) image analysis software by considering a 10 mm x 10 mm region of interest for each location to achieve appropriate statistical reliability associated with these measurements.
Analyses of Emissions
During the casting process with both organic and inorganic cores, the determination of the mass concentration (mg/m3) of individual gaseous organic compounds followed the procedures provided in the UNI CEN/TS 13649 standard. The sample gas was extracted via a sampling system, from the castings just extracted from the mold, and onto a solid sorbent tube using a pump. The tube was then solvent extracted and the compounds were determined by gas chromatography technique.
Besides that, a qualitative evaluation of the emissions resulting from the organic and inorganic cores was provided by the visual monitoring of the mold cavity after 38-hour work shifts.
Results
Moisture Absorption
Firstly, the moisture absorption was evaluated for organic and inorganic cores in the initial condition, i.e., after 24 hours of storage in the foundry warehouse. Figure 2a,e provides the pictures of the sand in the initial condition for the organic and inorganic cores, respectively. Figure 2b-d compares the appearance of the sand of the organic cores dried with the Bunsen burner at different time steps (after loss of ignition for 2 hours, 3 hours and 4 hours, respectively), whereas Figure 2f–h displays the appearance of the sand of the inorganic cores after loss of ignition for 1 hour, 2 hours and 3 hours, respectively. It is apparent that the binder type affects the appearance of the dried sand. As shown in Figure 2b-d, the sand with the organic binder turns black after loss of ignition for 2 hours and, even more, after 3 hours, due to the pyrolysis of the binder. Note that after loss of ignition for 4 hours (Figure 2d) the binder evaporates and the appearance of the sand comes back to the initial one. Conversely, the appearance of the sand of the inorganic cores does not show color variations after loss of ignition, albeit a tendency to agglomeration was found, as depicted in Figure 2f, g.

Images of the sand appearance during the moisture absorption test. Organic cores: (a) initial condition, (b) after loss of ignition for 2 hours, (c) after loss of ignition for 3 hours and (d) after loss of ignition for 4 hours. Inorganic cores: (e) initial condition, (f) after loss of ignition for 1 hour, (g) after loss of ignition for 2 hours and (h) after loss of ignition for 3 hours.
Table 2 presents the WL values, expressed as a percentage, for organic and inorganic cores. As can be seen, regardless of the binder used, the inner part shows a higher amount of moisture lost: this is simply because, upon core making process, the binder is injected in the inner part. In addition, from the data in Table 2, the organic cores show high WL values: it should be highlighted that for organic cores the displayed WL values include about 1.06 % due to the binder evaporation, and actually, the inorganic cores show a more significant WL than the organic ones. In other words, the inorganic cores exhibit larger mass loss from binder evaporation from loss of ignition.
Figure 3 sets out the results of the moisture absorption comparative tests conducted through the climatic chamber, in terms of MA at the initial condition and after 30 minutes and 60 minutes of storage. In all cases, the inorganic cores exhibit a greater tendency to moisture absorption, as reflected by the higher MA values.

Bar chart of MA (%) for organic and inorganic cores by storage time in the climate chamber.
The storage in the climate chamber also affected the appearance and the integrity of the cores, as can be seen from Figure 4. On the organic core's surface, water drops non-absorbed by the sand are visible (Figure 4a). As for the inorganic cores, many water stains are detected (Figure 4b). Another important finding is the breakability of the inorganic cores: In the thinner regions, the core is crumbling, as displayed in Figure 4c, d.

Images of cores after moisture absorption tests in the climate chamber: (a) organic after conditioning for 60 min; (b) inorganic core after conditioning for 60 min; (c) and (d) breakage of the inorganic core in (b).
Following the outcomes resulting from the moisture absorption tests in the climate chamber, the inorganic cores were subjected to moisture absorption tests at increasing storage times in the foundry warehouse. To this end, the cores were kept packed separately in the pallet to prevent touching each other, as visible in Figure 5a. The weight gain due to moisture absorption of the cores was evaluated, as shown in Figure 5b, for up to 14 days after their arrival from the external supplier. What stands out in the bar chart is the negligible moisture absorption increment from the arrival, MA = 0.191 %, up to 14 days of storage, MA = 0.245 %. As a result, this small increase was deemed insufficient to jeopardize the functionality of the core even for long-time storage, which lasted up to 14 days.

Moisture absorption tests for inorganic cores in the warehouse of the foundry: (a) image of the cores storage conditions, (b) bar chart of MA (%) by storage time.
Dimensional Controls
The dimensional stability of the inorganic cores was quantitatively evaluated by the optical 3D coordinate measuring systems, which provides the deviations between the 3D actual coordinates and the CAD data. One of the consequences of moisture absorption by the cores is the volume increment, which may compromise the geometric tolerances of the castings. It should be pointed out that internal foundry studies suggested that their volume increment is negligible for organic cores. Thus, the dimensional controls were focused on the inorganic cores: these 3D metrology inspections lead to locating the critical areas and to establishing the operating threshold conditions for moisture absorption.
Figure 6 shows the color plot of deviations between the actual 3D coordinates and the CAD data for an inorganic core in the initial condition, i.e., after 24 hours of storage in the foundry warehouse. As can be seen, surface deviations from the CAD are limited and localized in the center front zone of the core, where the over-width is maximum 0.15 mm ÷ 0.25 mm. The ends, such as the teeth in contact with the core box, display a lack of material, as visible from the small magenta regions. These deviations may be due to an insufficient filling capability of the mixture in the core box or to a lack of binder. Nevertheless, the volume deviations of the core do not affect the quality of the castings.

3D digital color plots of an inorganic core in the initial condition: (a) front and (b) rear isometric views.
As stated above, moisture absorption tests were conducted in a climatic chamber to test the resistance of the cores in such extreme conditions. Figure 7 provides a comparison between the color plot of deviations of an inorganic core after 60 minutes of storage at 40 °C and 100 % relative humidity (Figure 7a, b) and 14 days of storage in the foundry warehouse at 18 °C and 32 % relative humidity (Figure 7c, d). The storage in the climatic chamber promotes many over-width areas, mainly located in the center and in the head of the core where the increment overcomes 0.3 mm (Figure 7a, b). The high humidity content in the climate chamber increases the moisture absorption, and such a core certainly jeopardizes the castings' geometric tolerances. Conversely, 14 days of storage in the foundry warehouse points out that a lower relative humidity does not affect the dimensional stability of the core that shows small surface deviations from the CAD model, as presented in Figure 7c, d. Hence, this evidence suggests that even in the case of 14 days of storage in the foundry warehouse, the inorganic core is still compliant with the initial geometry.

3D digital color plots of an inorganic core after moisture absorption: (a) front and (b) rear isometric views after 60 minutes of storage at 40 °C and 100 % relative humidity in the climatic chamber, (c) front and (d) rear isometric views after 14 days of storage in the foundry warehouse at 18 °C and 32 % relative humidity.
Finally, the dimensional changes of the inorganic cores resulting from the moisture absorption were also investigated in the case of storage, for 24 hours and 48 hours, respectively, under the covered portico of the foundry. In the present study, during storage, the temperature ranged from −8 °C to 2 °C and the relative humidity was 80 %. From the color-coded thickness deviations, it can be seen that the moisture absorption is detectable just after 24 hours of storage, as reported in Figure 8a, b. However, the deviations between the 3D actual coordinates and the CAD data were limited, and the maximum over-width is about 0.2 mm. By the increase of the storage time up to 48 hours, the color plots display slightly larger over-width areas located in the outer regions of the core, as shown in Figure 8c, d. The most significant deviations of about 0.3 mm are point areas and do not prevent the structural integrity of the core itself.

3D digital color plots of an inorganic core after moisture absorption: (a) front and (b) rear isometric views after 24 hours of storage under the covered portico of the foundry, (c) front and (d) rear isometric views after 48 hours of storage under the covered portico of the foundry.
Casting Trials
The effects of the core binder system on tensile and microstructural properties were evaluated on gravity diecasting components. As for the tensile properties, Figure 9b, c compares the yield strength (Rp0.2), the tensile strength (Rm) and the elongation A % as a function of the location of specimens for organic and inorganic cores, respectively. As for castings obtained by organic cores, the Rp0.2 values do not show a remarkable dependence on the location of specimens and they are ranging from 221 MPa to 228 MPa. Similarly, for castings obtained by inorganic cores, the Rp0.2 values are ranging from 199 MPa to 212 MPa. Rm values of castings obtained by organic cores appear on average higher in comparison with those of castings obtained by inorganic cores.

Effect of core binder system on the tensile properties: (a) location of tensile specimens, (b) tensile properties for casting trials made with organic cores, (c) tensile properties for casting trials made with inorganic cores.
Interestingly, A % values appear less scattered in the case of castings obtained by organic cores, even if inorganic cores lead to data on average higher. In addition, the location of specimens influences the results: Regardless of the core binder system, the specimens located in position 3 show the highest values of A %. According to the filling conditions, such a position is one of the first areas of the casting that solidifies.
Microstructural results, in terms of SDAS, are summarized in the bar chart of Figure 10b. Regardless of the location of specimens (Figure 10a), organic cores lead to slightly higher values of SDAS than inorganic cores. The SDAS values of casting obtained by organic cores range from 30 µm to 33 µm, while those obtained by inorganic cores range from 22 µm to 27 µm. It should also be noted that, regardless of the core binder system, position 2 in Figure 10a shows the lowest SDAS values.

Effect of core binder system on SDAS values: (a) location of specimens, (b) bar chart of SDAS by locations for organic and inorganic cores.
In addition to SDAS measurements, the porosity content was evaluated following the locations displayed in Figure 10a. Contrary to expectations, organic and inorganic cores show similar porosity values, which are in all cases lower than 0.08 % (Table 3). This finding reveals that the inorganic cores can be used in the production of critical castings.
Emissions Evaluations and Monitoring of the Mold
On pouring the molten metal into the mold, the core binders undergo thermal decomposition reactions responsible for toxic emissions. The mass concentration of gaseous organic compounds emitted by both organic and inorganic cores subjected to high temperatures of the Al melt is summarized in Table 4. As can be seen, organic cores show a greater mass concentration of harmful substances.
The above-reported emissions are responsible for the environmental contamination as well as for the mold aspects on pouring. Figure 11a, b compares the conditions of the mold surfaces after 200 cycles, i.e., after 38-hour work shifts with organic and inorganic cores, respectively. What stands out is the different appearance of the molding cavities where the organic cores were placed: the visible dark coating in Figure 11a is a resin layer of organic condensates formed during casting. Conversely, the white appearance of the mold cavity in Figure 11b due to the sprayed release agent is almost unaltered after 200 cycles, owing to the low-emission inorganic cores. Hence, these outcomes suggest that at the end of each working day, maintenance intervals of the tools must be planned in the case of organic cores, with a noteworthy increment of timing and costs. In contrast, inorganic cores are cleaner and decrease the shutdown to only once a week.

Images of the upper mold halves after 200 cycles with: (a) organic cores, (b) inorganic cores.
Discussion
The behavior of organic and inorganic cores employed in a gravity diecasting process was examined by considering the moisture absorption tendency and the mechanical properties of drivetrain motorcycle castings obtained by using both cores. The requirement of maintaining high-quality standards, along with the need to minimize production costs, mostly by reducing odors and emissions during casting, is leading many foundries in using inorganic cores. Given the efficiency and the cost-effectiveness of this technology, several foundry companies have successfully implemented inorganic cores in serial production of critical aluminum castings. The present study shows an overview of several aspects related to the challenges of sand cores occurring in day-to-day foundry practice.
Compared to earlier product generations, the newest inorganic binder offers an improved humidity resistance, as stated by several research studies.23,28,43 Specific additives, added to enhance the humidity resistance of cores, enable reaching up to 5 days of storage at 30 °C and 70 % relative humidity without any significant impairment of strength. The literature and present findings revealed that inorganic cores exhibit a greater tendency to moisture absorption, as confirmed by the greater HL values resulting from the moisture absorption comparative tests conducted through the climatic chamber. It is worth noting that, despite the technological improvements addressed to specific additives capable of hindering hydration, inorganic binders remain hygroscopic due to their nature. The observed breakability is explained by moisture absorption which promotes the rehydration. Hence, the rehydration of the silicates induces the breaking of the binder bridges between the sand grains promoting the destruction of the core that crumbles in the thinnest sections (Figure 4). Moisture absorption issues concerning the rehydration could be slowdown by using specific additives that play a crucial role in determining the quality of the binder. It has been proved that additives enhanced the bending strength and long-term stability of cores.28,44 In addition, it should be pointed out that the storage stability of inorganic cores can be considerably extended by some logistical/practical techniques, such as air-conditioning the core storage areas within the foundry or reducing the core storage time by employing line production. In this regard, this study reveals that long storage in the foundry warehouse, up to 14 days (at 18 °C and 32 % relative humidity), does not compromise the tolerances of inorganic cores, as demonstrated by the optical 3D analysis of surfaces. Based on the available facilities of the foundry and to simulate the inability of storage in the warehouse, more severe conditions were evaluated by analyzing the dimensional changes of the inorganic cores in the case of storage for 24 hours and 48 hours, respectively, under the covered portico of the foundry. Interestingly, these conditions do not prevent the use of these cores, confirming that even in such conditions do not jeopardize their structural integrity.
Following the humidity resistance issues, to consider the impact of the core type on the mechanical and microstructural properties of the casting, gravity diecasting components were produced. From the present experimental outcomes, it can be concluded that inorganic cores entail obtaining high-quality castings, as confirmed by the tensile tests data, which are at the same level as those obtained by organic cores. In particular, as for the elongation A % data, inorganic cores lead to data on average higher than organic cores. Besides that, the specimens located in position 3 (Figure 9a) show the highest values regardless of the core binder system. As regards the effect of the core binder system on the microstructural features of the castings, it was found that SDAS values are dependent on solidification conditions and, in turn, on the different thermal conductivity of the adopted cores (Figure 10). Position 2 (Figure 10a) is one of the first areas of the casting that solidify, besides it should be pointed out that for organic cores the burning of organic compounds starts with some heat evolving from the core which slows down the solidification of molten aluminum alloy. It is widely known that SDAS is crucial in determining the mechanical performance of the casting, and ductility is strongly dependent on solidification conditions, i.e., local solidification time, cooling rate, heat transfer coefficient and heat diffusivity in the mold. The shorter solidification times, i.e., higher cooling rate, of the casting obtained by inorganic cores are related to the lower SDAS values obtained, regardless of the location of specimens (Figure 10b). This may be related to the greater heat removal capacity of the inorganic cores that promotes a slightly finer microstructure: The heat transfer to the core is higher, the SDAS is lower and, as a result, the elongation is higher.
Finally, this study pointed out that the use of inorganic core binders is convenient not only for the environment and health in the foundry, as demonstrated by the lower mass concentration of harmful compounds emitted by such cores on pouring, but also has benefits for the mold cavity. Conversely to conventional cold-box technology, the sodium silicate-based binders do not release side products on core making and on pouring. These results add to cost benefits due to increased intervals between cleanings of both molds and core boxes, including reduced cleaning cost and longer tool life as well. Many recent investigations have been addressed to foundry binders’ emissions aiming at reducing the amount of gases responsible for the environmental contamination.45,46 It has been shown that binder thermal decomposition and, in turn, the emissions of harmful gases play a key role in the casting technology, which is projected to higher casting quality and focused on environment and employees’ safety. Furthermore, the absence of combustion products also offers new opportunities for component designers: In some cases, cores are used as central feeders, thus reducing the risk of sooting ventilation ducts in the low-pressure permanent mold.
Conclusions
The present research work was aimed at evaluating whether inorganic core binders are fit for the replacement of traditional organic binders in a gravity diecasting process. Based on the experimental findings, the following observations can be summed up:
-
After 24 hours of storage in the warehouse of the foundry, regardless of the binder used, the inner part of the core shows a higher amount of mass lost since the position of the binder injection on coremaking. From the comparison of the moisture adsorption values expressed as percentages, the inorganic cores exhibit a greater tendency to be affected by humidity;
-
The testing humidity resistance of organic and inorganic cores in a climatic chamber at 40 °C and 100 % relative humidity confirmed the greater tendency to moisture absorption for inorganic cores. After the climatic chamber storage, these cores exhibited an evident brittleness and the tendency to crumble;
-
The storage test of inorganic sand cores in the foundry warehouse showed that changes in their moisture absorption from the arrival up to 14 days of the storage are negligible. The 3D metrology inspections proved that the inorganic cores were still compliant with the initial geometry. The inorganic cores stored for 24 and 48 hours under the covered portico in the foundry were also usable;
-
The castings made with the inorganic sand cores had finer microstructure than those made with the organic sand cores: lower values of SDAS, reduced porosity. That can be explained by the greater heat removal capacity of the inorganic cores;
-
The tensile testing of the castings showed that inorganic sand cores allowed to produce high-quality critical aluminum castings for which the ductility values are higher than those of the castings made with the organic sand cores;
-
By using inorganic cores, the emissions of harmful gases are negligible; this significantly reduces the environmental, safety and cleaning costs within the foundry.
The present study has provided additional evidence with respect to the effectiveness of the inorganic core technology, to which the serial production of many foundry companies is addressing. Today, twenty years later, after the first appearance of the inorganic binders in the coremaking field, this technology is feasible to obtain high-quality castings, comparable to those resulting from organic ones, and to limit the humidity resistance issues. Current research and further investigations on inorganic cores are crucial to improve the composition and, in turn, the physical and mechanical properties of the binder systems, to make them broadly available.
References
F. Czerwinski, M. Mir, W. Kasprzak, Application of cores and binders in metalcasting. Int. J. Cast Met. Res. 28, 129–139 (2015). https://doi.org/10.1179/1743133614Y.0000000140
A. Kmita, C. Fischer, K. Hodor, M. Holtzer, A. Roczniak, Thermal decomposition of foundry resins: a determination of organic products by thermogravimetry–gas chromatography–mass spectrometry (TG–GC–MS). Arab. J. Chem. 11, 380–387 (2018). https://doi.org/10.1016/j.arabjc.2016.11.003
S.M. Glowacki, C.R. Crandell, G.R. Cannon, F.S. Clobes, J.K. Voigt, R.C. Furness, J.C. McComb, B.A. Knight, Emissions studies at a test foundry using an advanced oxidation-clear water system. AFS Trans. 111, 579–598 (2003)
Y. Wang, F.S. Cannon, M. Salama, J. Goudzwaard, J.C. Furness, Characterization of hydrocarbon emissions from green sand foundry core binders by analytical pyrolysis. Environ. Sci. Technol. 41, 7922–7927 (2007). https://doi.org/10.1021/es071657o
S.M. Dobosz, K. Major-Gabryś, A. Grabarczyk, New materials in the production of moulding and core sands. Arch. Foundry Eng. 15, 25–28 (2015). https://doi.org/10.1515/afe-2015-0073
R. Ramakrishnan, B. Griebel, W. Volk, D. Günther, J. Günther, 3D printing of inorganic sand moulds for casting applications. Adv. Mater. Res. 1018, 441–449 (2014)
H. Polzin, Inorganic Binders: For Mould and Core Production in the Foundry (Schiele & Schön, Berlin, 2014).
P. Lechner, G. Fuchs, C. Hartmann, F. Steinlehner, F. Ettemeyer, W. Volk, Acoustical and optical determination of mechanical properties of inorganically-bound foundry core materials. Materials (Basel) 13, 2531 (2020). https://doi.org/10.3390/ma13112531
B.J. Stauder, H. Kerber, P. Schumacher, Foundry sand core property assessment by 3-point bending test evaluation. J. Mater. Process. Technol. 237, 188–196 (2016). https://doi.org/10.1016/j.jmatprotec.2016.06.010
B. Grabowska, S. Żymankowska-Kumon, S. Cukrowicz, K. Kaczmarska, A. Bobrowski, B. Tyliszczak, Thermoanalytical tests (TG–DTG–DSC, Py-GC/MS) of foundry binders on the example of polymer composition of poly(acrylic acid)–sodium carboxymethylcellulose. J. Therm. Anal. Calorim. 138, 4427–4436 (2019). https://doi.org/10.1007/s10973-019-08883-5
B.J. Stauder, D. Gruber, P. Schumacher, Specific fracture energy and de-agglomeration rate of silicate-bonded foundry sand cores. Prod. Eng. 12, 807–816 (2018). https://doi.org/10.1007/s11740-018-0854-8
H. Bargaoui, F. Azzouz, D. Thibault, G. Cailletaud, Thermomechanical behavior of resin bonded foundry sand cores during casting. J. Mater. Process. Technol. 246, 30–41 (2017). https://doi.org/10.1016/j.jmatprotec.2017.03.002
C. Menet, P. Reynaud, G. Fantozzi, D. Thibault, A. Laforêt, Thermomechanical properties and fracture of resin-bonded-sand cores – experimental study and application in aluminium foundry. EPJ Web Conf. 140, 08006 (2017). https://doi.org/10.1051/epjconf/201714008006
P. Lechner, J. Stahl, F. Ettemeyer, B. Himmel, B. Tananau-Blumenschein, W. Volk, Fracture statistics for inorganically-bound core materials. Materials (Basel) 11, 2306 (2018). https://doi.org/10.3390/ma11112306
J.T. Fox, F.S. Cannon, N.R. Brown, H. Huang, J.C. Furness, Comparison of a new, green foundry binder with conventional foundry binders. Int. J. Adhes. Adhes. 34, 38–45 (2012). https://doi.org/10.1016/j.ijadhadh.2011.11.011
A. Bobrowski, S. Żymankowska-Kumon, K. Kaczmarska, D. Drożyński, B. Grabowska, Studies on the gases emission of moulding and core sands with an inorganic binder containing a relaxation additive. Arch. Foundry Eng. (2020). https://doi.org/10.24425/afe.2020.131296
K. Major-Gabryś, Environmentally friendly foundry molding and core sands. J. Mater. Eng. Perform. 28, 3905–3911 (2019). https://doi.org/10.1007/s11665-019-03947-x
M. Holtzer, R. Dańko, A. Kmita, D. Drożyński, M. Kubecki, M. Skrzyński, A. Roczniak, Environmental impact of the reclaimed sand addition to molding sand with furan and phenol-formaldehyde resin—a comparison. Materials (Basel) 13, 4395 (2020). https://doi.org/10.3390/ma13194395
Y.S. Zhang, L. Xia, J. Huang, Study on a new inorganic binder for fabricating casting mold and core. Adv. Mater. Res. 287–290, 1603–1606 (2011)
W. Liu, T. Wang, Y. Li, Y. Ren, W. Huo, Preparation of a new animal glue binder for foundry use. China Foundry. 13, 238–242 (2016). https://doi.org/10.1007/s41230-016-6029-3
K. Major-Gabrys, A. Grabarczyk, M. Dobosz, Modification of foundry binders by biodegradable material. Arch. Foundry Eng. 18, 31–34 (2018). https://doi.org/10.24425/122498
I. Vasková, L. Varga, I. Prass, V. Dargai, M. Conev, M. Hrubovčáková, M. Bartošová, B. Buľko, P. Demeter, Examination of behavior from selected foundry sands with alkali silicate-based inorganic binders. Metals (Basel) 10, 235 (2020). https://doi.org/10.3390/met10020235
L. Song, W. Liu, F. Xin, Y. Li, Effect of silica fume on humidity resistance of sodium silicate binder for core-making process. Int. J. Met. 14, 977–986 (2020). https://doi.org/10.1007/s40962-019-00405-1
L. Zaretskiy, Modified silicate binders new developments and applications. Int. J. Met. 10, 88–99 (2016). https://doi.org/10.1007/s40962-015-0005-3
J. Weise, J. Hilbers, F. Handels, D. Lehmhus, M. Busse, M. Heuser, New core technology for light metal casting. Adv. Eng. Mater. 21, 1800608 (2019). https://doi.org/10.1002/adem.201800608
L. Zaretskiy, Hydrous solid silicates in new foundry binders. Int. J. Met. 12, 275–291 (2018). https://doi.org/10.1007/s40962-017-0155-6
T. Sivarupan, M. El Mansori, N. Coniglio, M. Dargusch, Effect of process parameters on flexure strength and gas permeability of 3D printed sand molds. J. Manuf. Process. 54, 420–437 (2020). https://doi.org/10.1016/j.jmapro.2020.02.043
L. Song, W. Liu, Y. Li, F. Xin, Humidity-resistant inorganic binder for sand core making in foundry practice. China Foundry 16, 267–271 (2019). https://doi.org/10.1007/s41230-019-8169-8
F. Liu, Z. Fan, X. Liu, H. Wang, J. He, Research on humidity resistance of sodium silicate sand hardened by twice microwave heating process. Mater. Manuf. Process. 29, 184–187 (2014). https://doi.org/10.1080/10426914.2013.872260
F. Liu, Z. Fan, X. Liu, Y. Huang, P. Jiang, Effect of surface coating strengthening on humidity resistance of sodium silicate bonded sand cured by microwave heating. Mater. Manuf. Process. 31, 1639–1642 (2016). https://doi.org/10.1080/10426914.2015.1117631
Z. Chun-Xi, Recent advances in waterglass sand technologies. China Foundry 4, 13–17 (2007)
J.F. Allen, F.S. Cannon, C. Nieto-Delgado, R.C. Voigt, J.T. Fox, J. Lamonski, J.D. Kirby, Full-scale air emissions monitoring and casting quality demonstration of a hybrid hydrolyzed collagen-alkali silicate core binder. Int. J. Met. 10, 172–189 (2016). https://doi.org/10.1007/s40962-016-0021-y
J.T. Fox, J.F. Allen, F.S. Cannon, C.C. Cash, R.C. Voigt, J.A. DeVenne, J.C. Furness, J.S. Lamonski, P. Farver, Full-scale demonstration of a hybrid hydrolyzed collagen-alkali silicate core binder. Int. J. Met. 9, 51–61 (2015). https://doi.org/10.1007/BF03355623
X.J. Li, Z.T. Fan, H.F. Wang, Strength and humidity resistance of sodium silicate sand by ester-microwave composite curing. Zhuzao/Foundry 61, 147–151 (2012)
M. Stachowicz, K. Granat, Long-term effects of relative humidity on properties of microwave hardened moulding sand with sodium silicate. Arch. Foundry Eng. (2017). https://doi.org/10.1515/afe-2017-0104
C. Lustig, M. Baldy, E. Müller, M.L. Reinold, S.M. Anderten, M. Schweinefuß, R. Vargovic, Method for producing a moulding material mixture and a moulded body thereof in the casting industry and kit for use in this method. US 2020/0130049 A1, (2020)
T. Pabel, C. Kneißl, P. Schumacher, J. Brotzki, J. Müller, Improved properties of aluminium cast parts through the use of inorganic cores. Foundry Trade J. Int. 186, 257–261 (2012)
N. Ünlü, A. Odabaş, Development and evaluation of a new eco-friendly sodium silicate-based binder system. Int. J. Met. 12, 765–771 (2018). https://doi.org/10.1007/s40962-018-0210-y
K. Lochte, The inorganic binder system properties and experience. Cast. Plant Technol. Int. 21(32), 6 (2005)
J. Peng, X. Tang, J. He, D. Xu, Effect of heat treatment on microstructure and tensile properties of A356 alloys. Trans. Nonferrous Met. Soc. China 21, 1950–1956 (2011). https://doi.org/10.1016/S1003-6326(11)60955-2
J. Pezda, A. Jarco, Effect of T6 heat treatment parameters on technological quality of the AlSi7Mg alloy. Arch. Foundry Eng. 16, 95–100 (2016). https://doi.org/10.1515/afe-2016-0091
J. Pezda, Influence of heat treatment parameters on the mechanical properties of hypoeutectic al-si-mg alloy. Metalurgija. 53, 221–224 (2014)
F. Xin, W. Liu, L. Song, Y. Li, Modification of inorganic binder used for sand core-making in foundry practice. China Foundry 17, 341–346 (2020). https://doi.org/10.1007/s41230-020-0018-2
P. Jelínek, H. Polzin, R. Škuta, Utilization of physical dehydradion for hardening of cores bonded with colloidal solutions of alkaline silicates. Acta Metall. Slovaca. 10, 10–23 (2004)
R. Krishnaraj, Control of pollution emitted by foundries. Environ. Chem. Lett. 13, 149–156 (2015). https://doi.org/10.1007/s10311-015-0500-z
D.K. Ghosh, Comparison of molding sand technology between alphaset (ApNB) and furan (FNB). Arch. Foundry Eng. (2019). https://doi.org/10.24425/afe.2019.129623
Acknowledgements
The authors would like to acknowledge TMB Spa foundry of Ceregnano (RO) for providing research facilities. Thanks are also due to Dr. Loris Moretto, Eng. Stefano Monti and Eng. Diego Rossi for their support and assistance during the current project.
Funding
Open access funding provided by Università degli Studi di Ferrara within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Fortini, A., Merlin, M. & Raminella, G. A Comparative Analysis on Organic and Inorganic Core Binders for a Gravity Diecasting Al Alloy Component. Inter Metalcast 16, 674–688 (2022). https://doi.org/10.1007/s40962-021-00628-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-021-00628-1