
Abstract
The modeling of the rate of penetration (ROP) considering the degradation of drilling performance owing to bit wear is essential for planning efficient and economical drilling. In the present study, a laboratory-based ROP model for a polycrystalline diamond compact (PDC) bit is reviewed and the applicability of the model to the field data obtained in the four drilling tests performed by drilling structural boring wells in geothermal regions is investigated. It is validated that, on the whole, a parameter representing bit performance exponentially decreased with drilled length, suggesting that the decrease in ROP owing to bit wear is appropriately considered by the model, except when inherent performance of a PDC bit is not sufficiently exerted for some reason, e.g., inefficient transport of cuttings. The findings of the present study are expected to contribute to the optimization of drilling plans, including appropriate bit selection and bit life estimation.
Article highlights
-
The laboratory-based ROP model for PDC bit was reviewed and differentiated from other models.
-
The field drilling data of bit performance were found to be explained satisfactorily by the ROP model.
-
ROP decreased exponentially with drilled length during the drilling of hard formations for PDC bits.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The use of polycrystalline diamond compact (PDC) bits has rapidly spread in oil and gas well drilling, replacing conventional roller-cone bits. It has been reported that PDC bits (including diamond bits) account for an astounding 65% of the total footage drilled in oil and gas applications in 2010 and still do not appear to have peaked in their development (Bellin et al. 2010). Recently, PDC bits have begun to be used in other industrial fields, e.g., geothermal well drilling and coal mining. In particular, a growing number of case studies in the geothermal field have been reported (Finger and Blankenship 2010; Raymond et al. 2012; Sabri et al. 2016; Gunawan et al. 2018; Imaizumi et al. 2019).
Modeling of the rate of penetration (ROP) is essential to prepare an optimized drilling plan depending on the drilling scenarios and conditions. The arrangement of ROP models for a variety of bits contributes to bit selection in accordance with the geological information of the rock formation to be drilled. Reliable ROP models in which the decrease in ROP owing to bit wear is appropriately taken into consideration are required to be developed to estimate bit life and the time to replace the bit in use with a new one. The estimation of bit life is also essential to planning well drilling, because enormous time and cost are consumed in bit replacement, especially in deep drilling.
Although many ROP models for PDC bits have been proposed, very few models consider the effect of bit wear (Hareland and Rampersad 1994; Motahhari et al. 2010; Soares et al. 2016; Mazen et al. 2021; Miyazaki et al. 2022). Miyazaki et al. (2022) showed that ROP decreased exponentially with the wear volume of polycrystalline diamond (PCD) layers by a series of laboratory drilling tests using a PDC bit under controlled conditions and proposed an ROP model with an extremely simple form.
The quantitative estimation of the degradation of the drilling performance owing to bit wear is essential for planning efficient and economical drilling. In the present study, the applicability of the ROP model proposed by Miyazaki et al. (2022) to the field data obtained in drilling tests performed in geothermal regions is investigated. In particular, the applicability of a parameter representing bit performance, which can be obtained simply from drilling parameters and rock properties, was verified. The findings of the present study are expected to contribute to the optimization of drilling plans, including appropriate bit selection and bit life estimation.
2 ROP model
2.1 ROP model proposed by Miyazaki et al. (2022)
Miyazaki et al. (2022) showed by a series of laboratory drilling tests that ROP decreased exponentially with the wear volume of PCD layers after the appearance of bit wear and proposed an ROP model as a function of rotary speed, weight on the bit (WOB), rock strength, and wear volume of PCD layers:
where u is ROP, N is rotary speed, W is WOB, Sc is the uniaxial compressive strength (UCS) of drilled rock, Vwd is average wear volume of PCD layers on 16 cutters in the nose and shoulder portions of the bit, and p0 and g are the parameters representing the bit performance when the bit starts to wear and the magnitude of the effect of Vwd on u, respectively. In the perfect-cleaning model proposed by Maurer (1962), u/N was assumed to be proportional to (W/Sc)2. Miyazaki et al. (2022) showed that u/N is almost proportional to (W/Sc)2 even when the bit wear progresses, as suggested in Eq. (1). Bit performance p can be expressed as
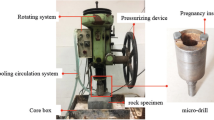
The ROP model was constructed on the basis of the results of laboratory drilling tests, in which five types of rock were successively drilled for 98 m in total by a PDC bit of 216 mm (8.5 inches) diameter shown in Fig. 1, using the drilling apparatus shown in Fig. 2. A total of 58 PDC cutters (50 on the face, 8 on the gage) with 13.44 mm diameter and 8 mm thickness were attached to the bit body and 24 arrestors (3 on each blade) were mounted behind the PDC cutters in the nose and shoulder portions to suppress the impact on the PDC cutters during drilling. The thickness of the PCD layer is 1.6 mm. The back rake angle of every face cutter was 15°. The wear flat length of the 16 cutters (2 cutters on each blade) in the nose and shoulder portions of the bit, on which a relatively large wear flat was observed, was measured after every 1.4 m of drilling. Assuming that a cutter is a cylinder and that the wear flat is formed into a cut surface of the cylinder as a plane, the wear volume of the PCD layer can be obtained mathematically from the measured wear flat length and geometry of the cutter. Refer to Miyazaki et al. (2022) for details of the test conditions and the calculation method of Vwd. Figure 3 shows the change in p in the test, calculated by Eq. (2). First, p suddenly decreased from its initial value pi to p0 while Vwd = 0, i.e., bit wear was not observed, although microscopic bit wear probably occurred. Second, p decreased exponentially (linearly on a semi-log plot) with Vwd. Equation (1) expresses the process of exponential decay of p after bit wear was observed, as shown in Fig. 3.

PDC bit

Drilling apparatus

Change in p with Vwd in the laboratory drilling test (Miyazaki et al. 2022)
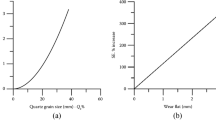
Miyazaki et al. (2022) also showed that Vwd increased linearly with the drilled length Ld after bit wear was observed and that the rate of increase in Vwd was closely related to indexes of rock abrasivity, e.g., Schimazek’s F-abrasivity factor (Schimazek and Knatz 1970) and rock abrasivity index (Plinninger 2002), which are widely used in the fields of civil and mining engineering. As Vwd is proportional to Ld in the case of drilling a uniform rock formation, Eq. (2) can be rewritten as
where γ′ is a parameter representing bit durability during the drilling of the rock formation.
2.2 Earlier ROP models considering bit wear
Soares et al. (2016) adopted two ROP models that incorporate the effects of bit wear in examining the reproducibility of the field ROP data. One model is Hareland's ROP model for PDC bits (Hareland and Rampersad 1994) with the addition of a parameter representing bit wear. The other model is Motahhari's model (Motahhari et al. 2010), which is based on the results of cutting tests using a single cutter and employs theoretical considerations to account for interaction among neighboring cutters (Glowka 1987). The ROP model proposed by Miyazaki et al. (2022) is unique in that its expression has an extremely simple form compared with Hareland's and Motahhari's models in addition to being based on the results of laboratory drilling tests using a real-scale PDC bit under controlled conditions.
There have been several studies to investigate the correlation between bit wear and torque. Mazen et al. (2021) introduced a new wear index Wi to predict ROP:
where dc is the depth of cut, T is torque, and Ac is the cutting area of a cutter. Karasawa et al. (2016) reported that the progress of bit wear can be qualitatively detected by measuring bit torque. However, it is difficult to measure bit torque accurately, because the torque measured at the drilling site actually includes torque owing to friction between the drill string and sidewall of the wellbore in most cases.
3 Field drilling test
3.1 Field test conditions
Table 1 shows the test conditions of the four field tests performed by drilling structural boring wells in geothermal regions. The field tests and PDC bits used are hereafter referred to as Field tests No. 1 to No. 4 and Bits A, B, C, and D, respectively. Bits A and B have the same geometric design as the bit used in the laboratory tests of Miyazaki et al. (2022), whereas Bits C and D have designs different from them. Bits C and D have 25 backup cutters to prevent the primary cutters from penetrating too deeply into the rock in place of 24 arrestors. The back rake angles of the face cutter of Bits C and D were 20° and 15°, respectively.
3.2 Drilling performance before field tests
Laboratory drilling tests of the bits were performed before the field tests to assess their inherent drilling performance. As shown in Fig. 4a, u/N increased with W for each bit. For Bits A and B, u/N was approximately equal because they had the same geometric design. For Bits C and D, u/N was lower than that of Bits A and B, suggesting that the depth of cut of primary cutters was suppressed by the backup cutters. It is reasonable that u/N of Bit C was lower than that of Bit D, because the back rake angle of Bit C was larger than that of Bit D.

a Pretest and b posttest results of Bits A, B, C, and D
3.3 Field tests
A brief outline of the field tests is described in Table 1. The IADC dull grades (Brandon et al. 1992) indicate the average volume of the cutters worn away in the field test for inner and outer rows (inner 2/3 and outer 1/3 of the bit diameter). Field tests No. 1, 3, and 4 were finished because Bits A, C, and D were judged to have reached the end of life; Field test No. 2 was finished because the planned total depth was reached. The changes in N, W, and u with measured depth (MD) in Field tests No. 1–4 are shown in Figs. 5, 6, 7 and 8, respectively.

Changes in a N, W, and b u in Field test No. 1 (Bit A)

Changes in a N, W, and b u in Field test No. 2 (Bit B)

Changes in a N, W, and b u in Field test No. 3 (Bit C)

Changes in a N, W, and b u in Field test No. 4 (Bit D)
For Bit A, although u reached 30 m/h at MD = 1780 m, it gradually decreased to 1.5 m/h, while W remained almost constant, during drilling through 161 m of rock formation consisting mainly of dacite tuff breccia.
For Bit B, u fluctuated irregularly between 1 and 30 m/h while drilling through 309 m of rock formation consisting mainly of tuffaceous sandstone. u is comparably low at MD = 952–1018 m, where slide drilling was performed with the rotary of the drill string stopped. As the drilled rock was considered to be considerably soft, almost no wear was observed on Bit B after the field test.
Bit C was used twice in Field test No.3. During the first use, u reached 8 m/h at MD = 1238 m and then decreased below 1 m/h at MD = 1249 m for unclear reasons. As Bit C appeared to be still functional to drill the rock formation after the first use, it was used again after drilling with a roller cone bit. During the second use, u reached 5 m/h at MD = 1420 m and then decreased below 1 m/h at MD = 1484 m. u decreased suddenly at MD = 1458 m, where it was presumed that hard intrusive basalt was encountered on the basis of the observation of rock cuttings.
For Bit D, u changed with MD, as shown in Fig. 8, while drilling through 20 m of rock formation consisting mainly of quartz-rich andesite, dacite, and basalt. u decreased to 1.1 m/h at MD = 1385 m, then temporarily increased owing to the increase in N and W at MD > 1385 m. However, it soon decreased again to 1.6 m/h.
3.4 Drilling performance after field tests
After the field tests, the laboratory drilling tests of the bits were performed again. As shown in Fig. 4b, u/N of Bit B was extremely high compared with those of A, C, and D, which is consistent with the IADC dull grade shown in Table 1: the bit wear and decrease in u/N owing to being subjected to the field test was much smaller for Bit B than for the other bits.
Hereafter, the laboratory tests before and after the field tests are referred to as pretests and posttests, respectively. Bingham (1964) mentioned an approximation in which u/N is proportional to the bth power of W on the basis of a large amount of drilling data and described that b ranges from 0.9 to 3.0 for most rocks and bits. b values obtained by the least-squares power approximation of the u/N–W relationships in the pretests and posttests are shown in Table 1. Note that b is approximately equal to 2 in both the pretests and posttests. Assuming that Eq. (1) is applicable to the bits used in the field tests, p values in the pretests, ppre, and posttests, ppost, can be calculated using Sc of the drilled rock samples and are to be compared with p in the field tests in the following section.
4 Discussion
In Field test No. 1, it is inferred from the observation of rock cuttings that the rock formation drilled by Bit A was almost uniform. Sc was measured in the laboratory using the core samples recovered from MD = 1753–1757 m, which is the section immediately above the section drilled by Bit A. The change in p in Field test No. 1 calculated by Eq. (2) using Sc measured in the laboratory and N, W, and u measured at the field site is shown in Fig. 9. The initial and final values of p in the field test are almost consistent with ppre and ppost obtained in the laboratory tests of Bit A, respectively. p decreased suddenly approximately from 100 × 103 m3 to 10 × 103 m3 at the beginning of the drilling and then continued to decrease gradually below 1 × 103 m3, as observed in the laboratory drilling tests and shown in Fig. 3. The approximate consistency among laboratory test results, laboratory-based model results, and field data are considered to be of significance from the engineering perspective; a practical drilling plan may be prepared for field sites using the ROP model.

Change in p in Field test No. 1 (Bit A)
For Field tests No. 2 to No. 4, Sc was estimated by mechanical tests in the laboratory using the core samples recovered from a neighboring region. The changes in p in Field test No. 2 is shown in Fig. 10. p was markedly lower than ppre and ppost. In Field test No. 2, the rock formation drilled by Bit B was so soft and ductile that bit balling occurred during drilling; rock cuttings accumulated and stuck to the bit body, as shown in Fig. 11. p increased temporarily several times immediately after mud flow increased, as shown in Fig. 10, indicating that Bit B could not exert its inherent performance because of the inefficient transport of cuttings.

Change in p in Field test No. 2 (Bit B)

Bit balling of Bit B observed after the field test
In Field test No. 3, hard intrusive basalt was encountered at MD from 1458 to 1462 m. Sc values for the basalt and the other formation mainly consisting of andesite and dacite were estimated to be 367 MPa and 153 MPa, respectively. Figure 12a shows the change in p in Field test No. 3. It was found that p for the roller cone bit was almost constant, although it is unclear whether the ROP model expressed by Eq. (1) is applicable to roller cone bits. Figure 12b shows p versus drilled length Ld by Bit C, excluding the section drilled by the roller cone bit in the interval between the first and second uses of Bit C. p gradually decreased with Ld until Ld of 80 m, except for the instant decrease at the end of the first use at Ld of 38 m. The slope of p appears to be steeper during the drilling of the hard intrusive basalt. Note that Eq. (3) is applicable to the case of drilling a uniform rock type. Thus, the change in the slope of p suggests that the abrasivity of the basalt is higher than that of the other formation drilled in the field test. Although p appeared to recover at around Ld of 98–99 m for some reason, e.g., overestimation of Sc, after drilling the intrusive basalt, p soon decreased and reached the final value almost corresponding to ppost.

Change in p in Field test No. 3 (Bit C)
The reason for the instant decrease in ROP and p at Ld of 38 m is unclear. The IADC dull grades for the first use of Bit C were 0 and 1 for inner and outer rows, respectively, which means that the bit wear progressed very slightly during the first use. Although the presence of hard intrusive rock was suspected, the geological formation did not seem to vary at around Ld of 38 m, as judged on the basis of the observation of rock cuttings. In addition, adequate mud flow was maintained, and no particular drilling operation was conducted at around Ld of 38 m. Thus, we infer that the instant decrease in ROP and p was brought about by the insufficient transmission of thrust force, probably caused by unexpectedly high friction of drill strings owing to key seating, cuttings bed formation in the wellbore, and so on.
In Field test No. 4, the logarithm of p decreased linearly (p decreased exponentially) with MD, as shown in Fig. 13. The initial and final values of p approximately corresponded to ppre and ppost, respectively.

Change in p in Field test No. 4 (Bit D)
The applicability of the laboratory-based ROP model proposed by Miyazaki et al. (2022) to field data of well drilling was examined referring to the results of Field tests No. 1 to No. 4. It was validated that, on the whole, log p linearly decreased (p exponentially decreased) with Ld in the field tests, suggesting that the effect of bit wear on ROP is approximately expressed by Eq. (3), except in Field test No. 2 in which the inherent performance of Bit B was not sufficiently exerted because of the inefficient transport of cuttings. Overall, the laboratory-based ROP model is considered to be applicable to field data.
In this study, almost no quantitative information was available on the wear of the PDC bits used in the field tests except for the IADC dull grade. As described in 3.4, the u/N–W relation or ppost is considered to correlate with the degree of bit wear. It is necessary to acquire more detailed data on the actual degree of bit wear than the IADC dull grade in order to improve the reliability of p as an indicator of bit wear. Since p is simply calculated from drilling parameters (u, N, and W) and the rock property (Sc) as expressed in Eq. (2), the degree of bit wear may be observed by monitoring p in real time at drilling sites. In addition, as p values measured in laboratory and field drilling tests were found to be comparable even without correction, p is considered to be obtainable with reasonable reliability in field drilling.
There are several points to which attention should be paid in applying the ROP model. Firstly, the ROP model is available only for the PDC bits of which u/N is approximately proportional to the square of W. Thus, when the ROP model is to be applied to field drilling data, it is recommended to obtain the exponent of the power approximation of the u/N–W relationship in advance by laboratory drilling tests using the bit itself or a bit with the same specifications as those used in the field drilling. Secondly, the ROP model is currently applied to the drilling of comparably hard formations. It is unclear whether Eq. (1) is applicable to different types of formation, such as abrasive sedimentary rock. Although Field test No. 2 offered the only chance to examine this point, the inherent performance of Bit B could not be observed because of the inefficient transport of cuttings. As the abrasiveness of rock is an important factor affecting bit wear, it is necessary to verify the applicability of the ROP model to abrasive rock. Note also that the slope of log p–Ld, or γ' in Eq. (3), depends on the bit durability and rock abrasivity and is difficult to estimate appropriately prior to field drilling. A method of qualitatively predicting γ' is expected to be developed.
5 Conclusion
In the present study, the applicability of the ROP model, which was developed on the basis of the results of laboratory drilling tests (Miyazaki et al. 2022), to field drilling data in the geothermal region was examined. The field data of p–Ld were found to be explained satisfactorily by the ROP model.
Several issues should be investigated in the future. The application range of the ROP model will be experimentally verified and expanded for different types, sizes, and designs of bits and for different types of rock. The formulation of ROP considering the effect of bit wear is expected to contribute to the planning of efficient and economical drilling, including appropriate bit selection and bit life estimation, in accordance with the well design, drilling equipment, and geological conditions. The findings in the present study are expected to lead to the promotion of the practical use of PDC bits for well drilling in various fields with greater economic efficiency.
Availability of data and materials
All of the data and material is owned and can be accessed by the authors.
References
Bellin F, Dourfaye A, King W, Thigpen M (2010) The current state of PDC bit technology. Part 1: development and application of polycrystalline diamond compact bits have overcome complex challenges from the difficulty of reliably mounting PDC cutters in bit bodies to accelerated thermal wear. World Oil 231:41–46
Bingham MG (1964) A new approach to interpreting rock drillability. Oil Gas J 62:173–179
Brandon BD, Cerkovnik J, Koskie E, Bayoud BB, Colston F, Clayton RI, Anderson ME, Hollister KT, Senger J, Niemi R (1992) Proceedings of IADC/SPE drilling conference, paper no. SPE-23939-MS. Society of Petroleum Engineers
Finger JT, Blankenship D (2010) Handbook of best practices for geothermal drilling, SAND2010-6048. Sandia National Laboratories
Glowka DA (1987) Development of a method for predicting the performance and wear of PDC drill bits. Final report no. SAND86-1745, Contract No. DE-AC04-76DP00789. US DOE, Washington, DC
Gunawan F, Krisnanto W, Mardiana MRY, Noviasta B, Febriarto HB (2018) Conical diamond element PDC bit as a breakthrough to drill hard geothermal formation in Indonesia. In: Proceedings of IADC/SPE Asia Pacific drilling technology conference and exhibition, paper no. SPE-191100-MS. Society of Petroleum Engineers
Hareland G, Rampersad PR (1994) Drag-bit model including wear. In: Proceedings of SPE Latin America/Caribbean petroleum engineering conference, paper no. SPE-26957-MS, Buenos Aires, Argentina
Imaizumi H, Ohno T, Karasawa H, Miyazaki K, Eko A, Yano M, Miyashita Y, Yamada N, Miyamoto T, Tsuzuki M, Kubo S, Hishi Y (2019) Drilling performance of PDC bits for geothermal well development in field experiments. In: Proceedings of 44th workshop on geothermal reservoir engineering. Stanford University, pp 1203–1217
Karasawa H, Ohno T, Miyazaki K, Eko A (2016) Experimental results on the effect of bit wear on torque response. Int J Rock Mech Min Sci 84:1–9
Maurer WC (1962) The “Perfect-Cleaning” theory of rotary drilling. J Pet Technol 14:1270–1274
Mazen AZ, Rahmanian N, Mujtaba I, Hassanpour A (2021) Prediction of penetration rate for PDC bits using indices of rock drillability, cuttings removal, and bit wear. SPE Drill Compl 36:320–337
Miyazaki K, Ohno T, Takehara T, Imaizumi H (2022) Wear and degradation of drilling performance of polycrystalline diamond compact bit in laboratory test. Mater Trans 63:294–303
Motahhari HR, Hareland G, James JA (2010) Improved drilling efficiency technique using integrated PDM and PDC bit parameters. J Can Pet Technol 49:45–52 (Paper no. SPE-141651-PA 2010)
Plinninger RJ (2002) Klassifizierung und Prognose von Werkzeugverschleiß bei konventionellen Gebirgslösungsverfahren im Festgestein. Münchner Geologische Hefte, Reihe B - Angewandte Geologie 17:146
Raymond DW, Knudsen S, Blankenship D, Bjornstad S, Barbour J, Schen A (2012) PDC bits outperform conventional bit in geothermal drilling project. Geotherm Resour Counc Trans 36:307–315
Sabri M, James AH, Matthew K, Gabor K, Colton T, Ariatama Y, Rifki H (2016) Custom designed PDC bits enhances geothermal drilling performance. In: Proceedings of 4th Indonesia international geothermal convention & exhibition, paper no. ENG46. Indonesian Geothermal Association
Schimazek J, Knatz H (1970) The influence of rock structure on the cutting speed and pick wear of heading machines. Gluckauf 106:274–278
Soares C, Daigle H, Gray K (2016) Evaluation of PDC bit ROP models and the effect of rock strength on model coefficients. J Nat Gas Sci Eng 34:1225–1236
Acknowledgements
This work was carried out as a research and development project of the Japan Organization for Metals and Energy Security (JOGMEC). We would like to express our gratitude to the staff of K. Maikai Co., Ltd., Chiba Factory, for fabricating and providing the PDC bits. We deeply appreciate the insightful discussions with Dr. Hirokazu Karasawa.
Funding
This research is funded by Japan Organization for Metals and Energy Security (JOGMEC).
Author information
Authors and Affiliations
Contributions
KM mainly led the research and wrote the manuscript. TT prepared the figures concerning the laboratory data. MT prepared the figures concerning the field data.
Corresponding author
Ethics declarations
Competing interests
The authors have no competing interests.
Ethical approval
This declaration is not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Miyazaki, K., Takehara, T. & Tsuduki, M. Application of laboratory-based rate of penetration model for polycrystalline diamond compact bit to geothermal well drilling. Geomech. Geophys. Geo-energ. Geo-resour. 9, 103 (2023). https://doi.org/10.1007/s40948-023-00644-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40948-023-00644-x