
Abstract
The vertical and directional drilling are the key technologies for the exploration and exploitation of oil and gas resources in deep formations. Meanwhile, they are also the very important ways to exploit deep geothermal energy and geo-resources, conduct international continental scientific drilling program. The aim of the present overview is to review and discuss the vertical and directional drilling technologies and their recent developments since the pioneering work in 1890s. It starts with the historical development and classification of main drilling methods for petroleum extraction, such as the vertical drilling, directional drilling and horizontal drilling, and the main application scopes of these methods are also discussed. Then, the developments of the directional techniques, the main directional tools (deflection tools, down-hole motor, rotary steerable drilling system and vertical drilling system), the directional survey techniques (measuring and transmission techniques), the main drill bits (roller cone bits, fixed cutter bits and hybrid bits), and the main drilling fluids (gas-base drilling fluid, water-based drilling fluid and oil-based drilling fluid) are summarized and analyzed. The top 15+ deepest and top 20+ longest wells all over the world are collected from related literatures to analyze the achievements of vertical and directional drilling in petroleum industry, the challenges of vertical and directional drilling are also discussed. Finally, a brief summary and prospect of vertical and directional drilling are presented.
Similar content being viewed by others


1 Introduction
Crude oil and natural gas are usually a complex mixture of hydrocarbons, non-hydrocarbons and other trace elements, they are usually stored in the sedimentary rock of deep formations (Zou et al. 2015). With the knowledge of crude oil and natural gas, we need to do something to get the oil and gas out from the deep formations. As far as we know, the only way is to drill a well. Since 1895 the first commercial oil well was drilled using the percussion drilling method (Gatlin 1960), the drilling technologies had got a great progress. According to the rock breaking method, there are two kinds of drilling methods, i.e., the percussion drilling method and the rotary drilling method, in which, the rotary drilling method is the most widely used methods (Mitchell 1995; Chen 2011; Lyons and Plisga 2016). In fact, the rotary drilling method was developed mainly due to the improvement of operational efficiency, and its development is very slow in recent years. However, only the improvement of operational efficiency is not enough, we also need more advanced technologies to drill more complex wells, such as directional well, horizontal well, extended reach well, and multi-lateral well. So, according to the characteristics of well trajectory, some very important drilling methods, such as vertical drilling, directional drilling and horizontal drilling, had been developed in recent years. Therefore, more and more unconventional petroleum resources, such as shale oil and gas (Chen et al. 2014; Liu et al. 2016a), tight oil and gas (Zou et al. 2015), coal-bed methane (Zhi and Elsworth 2016; Verma and Sirvaiya 2016) and so on, gradually be taken seriously, due to the exhaustion of conventional petroleum resources and the development of directional drilling. On the one hand, to exploit ultra-deep petroleum resources, the vertical drilling is needed, mainly due to it can help us to reduce the down-hole accidents. On the other hand, to exploit unconventional petroleum resources, more and more non-vertical wells, such as directional well, highly-deviated well, extended reach well, horizontal well and etc., are utilized. For example, the extended reach wells and horizontal wells are usually used to develop the offshore oil and gas, mainly due to the required number of platforms can be reduced (Ma et al. 2015a); the horizontal wells are usually used to develop the tight oil and gas, shale oil and gas, mainly due to the drainage area can be enlarged and it’s good for multistage fracturing, as a result, enhanced oil and gas recovery (Ma et al. 2015a). Thus, the vertical and directional drilling are the key technologies for the exploration and exploitation of oil and gas resources, and they are also the very important ways to exploit deep geothermal energy and geo-resources (Elders et al. 2014), conduct international continental scientific drilling program (ICDP) (Wang et al. 2015).
In order to review and discuss the vertical and directional drilling technologies and their recent developments, Zeng and Liu (2005) reviewed the technical status and development trend of drilling techniques in deep and ultra-deep wells, Wang and Zheng (2005) analyzed the technical status of deep well drilling of PetroChina and discussed the challenges that the PetroChina encountered, Wang et al. (2006) reviewed the technical status of rock mechanics of deep or ultra-deep drilling, Yan and Zhang (2013) analyzed the status of the Sinopec ultra-deep drilling technology and presented the suggestions for the Sinopec. It should be noted that, although some reviews about the deep drilling had been given by above researchers, it’s very limited in number and scope. Meanwhile, several books, such as “Petroleum Engineering: Drilling and Well Completions” (Gatlin 1960), “Petroleum Engineering and Development Studies Volume 2: Directional Drilling” (Inglis 1987), “Introduction to Directional and Horizontal Drilling” (Short 1993), “Advanced Oilwell Drilling Engineering” (Mitchell 1995), “Drilling Engineering Theory and Technology” (Chen and Guan 2005), “Petroleum Engineering Handbook Volume II—Drilling Engineering” (Mitchell 2006), “Drilling and Completion Engineering” (Chen 2011), “Optimized Design and Control Techniques for Drilling & Completion of Complex-Structure Well” (Gao 2011), and “Horizontal Drilling Engineering—Theory, Methods and Applications” (Samuel and Gao 2013), contain only the early historical development of vertical or directional drilling techniques, the recent developments about both vertical drilling and directional drilling did not involve. In other words, very few researchers roundly reviewed the development of the vertical and directional drilling. Therefore, a comprehensive overview is essential for research leading to a deeper understanding of vertical and directional drilling techniques. The present overview updates the previous review papers or books and focuses on the down-hole drilling technologies of the vertical and directional drilling. Firstly, the historical development and classification of main drilling methods for petroleum extraction is presented. Secondly, the developments of the directional techniques, the main directional tools, the directional survey techniques, the main drill bits, and the main drilling fluids are summarized and analyzed. Thirdly, the achievements and challenges of vertical and directional drilling are discussed. Finally, a brief summary and prospect of vertical and directional drilling is presented.
2 Drilling methods for petroleum extraction
2.1 Vertical drilling
In oil and gas drilling there is no such thing as a truly vertical borehole; however, wells which aim at a target directly below its surface location are considered to be vertical wells (Gatlin 1960; Chen 2011). As shown in Fig. 1, the azimuth of deviation is usually secondary, but the deviation angle between the hole and the vertical is primary.

The schematic plot of different kinds of wells. a Four typical kinds of wells and b the classification of well types based on deviated angle (Short 1993)
Regarding the historical development of vertical drilling, the initial vertical wells were drilled by the percussion drilling method (also called as cable tool drilling method). In 1895, the first commercial oil well was drilled to a depth of 65 ft using cable tools at Titusville in the United States, and it created with having started the American petroleum industry (Gatlin 1960). The percussion drilling method, however, did not begin in the United States, but was employed first by the drilling of brine wells in China (Gatlin 1960; Chen 2011). In this method, the steel bit successive pounds the bottom hole by pulverizing the rock (Hyne 2001), people or animals are employed as power sources. Afterwards, the steam engines were employed as power sources to replace the people or animals.
Due to the limitations on drilling rate and depth, efforts were made to improve the operation efficiency. In 1863, Leschot, a French civil engineer, applied a rotary drilling method (Mitchell 1995). In the rotary drilling method, including the power, hoisting, rotating, and circulating systems. The drilling rig rotates a long length of steel pipe (called as drill-string) with a bit on the end of it to cut the borehole, and a downward force is applied on the bit. The cuttings are lifted from the down-hole by the drilling fluid which is continuously circulated down the inside of the drill-string through water courses or nozzles in the bit, and upward into the annular space between the drill-string and the borehole (Gatlin 1960). In other words, the conventional rotary drilling could meet the requirement of vertical drilling. Even to this day, the rotary drilling method still plays a very important role in the petroleum industry.
2.2 Directional drilling
Directional drilling is the process of drilling a well which is to follow a prescribed traverse and intersect a specific objective. The objective is called a target and is usually an enclosed area in a horizontal plane, the target also could be a circular area at the top of a producing zone (Mitchell 1995; Chen 2011), as shown in Fig. 1. Both the azimuth and deviation angle are primarily for directional drilling.
Regarding the historical development of directional drilling, the first directional drilling was due to a “fish”, unrecoverable drilling tools lost in the borehole. As early as 1895 special tools and techniques were being utilized to handle the “fish” (Short 1993). In the early 1930s, the first records of directional well was drilled deliberately to reach its target and to produce oil from beneath shallow coastal waters by setting up a drilling rig on a jetty that ran out at right angles to the shore at Huntington Beach, California (Short 1993). Thus, the offshore oil fields in California could be regarded as the spawning ground for directional drilling practices and equipment (Inglis 1987). This was the beginning of directional drilling as it is known today. In 1934, the directional drilling was used to drill a deviated well to kill a blowout in the Conroe Field, Texas. The blowout was killed by pumping heavy mud down the deviated relief well, and it first gained prominence for further applications (Short 1993). From then on, the directional drilling has been widely applied to exploit oil and gas from beneath shallow coastal waters in the United States. In 1941, the turbo-drill was invented by the Soviet Union, and the directional wells were drilled using the turbo-drill. In 1944, the first recorded true horizontal oil well was drilled in the Franklin Heavy Oil Field, Pennsylvania, at a depth of 500 ft. In the 1950s, the cluster wells (also called as multiple wells) began to be utilized. In the 1960s, the directional drilling was utilized in the offshore oil field, such as the Gulf of Mexico and North Sea. In the 1970s, the positive displacement motor (PDM) was produced by various companies, such as Dyna drill, Navi drill, Baker drill, Christensen and Smith. In the 1980s, to improve the control precision and adaptability for directional drilling, measurement while drilling (MWD) was invented and widely applied, and the computer aids’ drilling was also involved due to the application of computer technique.
Directional drilling has now become an essential element in oil field development, both onshore and offshore. It is widely used and is gaining acceptance in the petroleum industry. As shown in Fig. 2, the applications of directional drilling can be summarized as follows (Inglis 1987; Short 1993; Chen 2011): sidetracking, controlling vertical wells, drilling beneath inaccessible locations, cluster drilling, offshore development drilling, salt dome drilling, fault control, relief well, horizontal wells, extended reach wells, multilateral drilling, and non-petroleum uses.

The application of directional drilling (Sebastian et al. 2016)
2.3 Horizontal drilling
Although horizontal well and extended reach well is only a special case in directional drilling, however, due to more features and difficulties, we also discuss these two methods. Horizontal and high-angle drilling operations generally are similar to the directional drilling but more complex because of higher build rates and drift angles, longer tangent and horizontal sections. The discussion referring to horizontal drilling generally applies to high-angle extended reach patterns unless otherwise noted. Horizontal drilling, high-angle deviation drilling and extended reach drilling (ERD) described here includes angles greater than about 60°, more commonly about 70°–90°, as shown in Fig. 1.
Horizontal drilling is the process of drilling a well from the surface to a subsurface location just above the target oil or gas reservoir called the “kickoff point”, then deviating the well bore from the vertical plane around a curve to intersect the reservoir at the “entry point” with a near-horizontal inclination, and remaining within the reservoir until the desired bottom hole location is reached. Conventional directional wells may be drilled to an inclination of around 60°. Inclinations beyond 60° give rise to many drilling problems that substantially increase the cost of the well drilling. However, there are certain advantages in drilling highly deviated wells and horizontal wells (Inglis 1987; Short 1993; Helms 2008; Chen 2011): (1) increasing the drainage area of the platform; (2) prevention of gas coning or water coning problems; (3) increasing the penetration of the producing formation; (4) increasing the efficiency of enhanced oil recovery (EOR) techniques; (5) improving productivity in fractured reservoirs by intersecting a number of vertical fractures.
The classification of horizontal wells can be distinguished using the angle-build rates. The angle-build rates are in degrees per 100 ft of measured depth. Table 1 contains a summarized average of classifications used by various operators and service companies. These are guidelines within a wide variation of angle-build rates. There are gaps between the pattern ranges in Table 1. It is more difficult to drill in the gap areas because of equipment limitations, and it is naturally easier to drill within the pattern ranges (Short 1993). A few wells are drilled outside of the pattern ranges, but most are drilled within the ranges listed in Table 1. In addition, there is a type of horizontal drilling technique with a higher angle-build rate, called as Ultrashort-Radius Radial System (URRS), it’s a special drilling system to build such higher turn rates (as shown in Fig. 3).

The schematic plot of URRS (Marbun et al. 2011)
3 Drilling technology development
3.1 Directional technique development
3.1.1 The first generation of directional technique
The first generation of directional technique is a result of initial directional drilling. There are two kinds of directional method (Inglis 1987; Short 1993; Chen 2011; Han 2011):
-
1.
Passive directional drilling: the well trajectory lies in the natural deflection law of formations, the drill-string buckling and drill bit also can affect the well trajectory, but the well trajectory cannot be controlled accurately.
-
2.
Active directional drilling: some special devices, tools and technological measures are utilized to actively control the well trajectory along the expected path, the substance of active directional drilling is change the tool axis deviates from the borehole axis using an artificial method. During this period, the conventional bottom hole assembly (BHA) and whipstock were utilized to drill directional wells.
-
(i)
The conventional BHA: the conventional BHA with multi-stabilizer just can be used to control the hole deviation angle based on the lever principle or pendulum effect, it’s the initial and active directional method. According to the function, the BHA can be classified as angle build, angle drop, angle hold or stiff BHA. This method is benefit for cleaning hole, reducing drill-string drag, reducing dogleg angle, and saving drilling costs. But there is a lack of controllable ability for well azimuth.
-
(ii)
The whipstock/deflecting wedge: the initial down-hole deflecting tool should be the deflector, also called as the whipstock, is a specialized tool which is used to lead drill bit to deviate from the borehole axis and direct the required direction. Thus, the directional process is performed before run in the hole. The whipstock can be used to control azimuth, it overcomes the defect of the conventional BHA. However, this method has so much disadvantages: multiple and repetitive trip, failure to deviate, a waste of time and cost, complex operations, and poor control accuracy. When changing the well azimuth, the tool face is fixed, also called as a fixed tool face mode. To continue changing the well azimuth, the tool face must be adjusted discontinuously, that means the new hole and original hole exist in a tapered plane, so this can be called as the azimuth adjusting mode on a tapered plane. In some specialized situation, this method still works effectively, such as sidetracking, sidetracking is the procedure for deviating in an original hole at a point above the bottom and drilling a new hole in a different direction, it can be done in either open or cased hole, common uses are for bypassing a fish or drilling to another objective located away from the original wellbore. In addition, when drilling in an ultra-deep well with high temperature, which makes PDM failure and doesn’t work, this method may be an effective replace method.
-
(i)
3.1.2 The second generation of directional technique
The second generation of directional technique is a result of tool invention and development. During this period, the typical feature is the invention of down-hole motor and monitoring method.
-
1.
The down-hole motor usually includes positive displacement motor (PDM), turbo-drill and electric drill (Short 1993; Chen 2011; Han 2011). PDM and turbo-drill uses the pressure and volume of the circulating mud to rotate the bit, but electric drill uses the electric energy to rotate the bit. This, in conjunction with other tools (bending rod, bending joint, eccentric joint or similar tools), provides an efficient method to change the borehole direction.
-
2.
The monitoring method includes hydrofluoric acid inclinometer and photographic inclinometer (Short 1993; Chen 2011). To achieve the purpose of adjusting azimuth, the key is fixing the whole drill-string and let the down-hole motor to rotate the bit, that means the tool face is fixed during the adjustment process, it can be called as the fixed drill-string mode. The tool face can be adjusted continuously, that means the new hole and original hole exist in a tapered plane, so this mode also can be called as the azimuth adjusting mode on a tapered plane. However, compared with the first generation, the trajectory becomes more smooth and accurate. Meanwhile, the PDM and turbo-drill tools also can be used in either sliding and rotary drilling, the rotary drilling with PDM also called as composite drilling, it has been wide used to improve the rate of penetration (ROP) either in directional and vertical wells.
In addition, another kind of directional method also appears in this period, which is called as jetting or nudging. It is a procedure for deviating the hole without using conventional directional assemblies. It is most effective in softer formations and for building angles at low build rates. It is a moderately efficient method of directional drilling under favorable conditions but does not have widespread application. The maximum angle buildup is about 0.5°–1.5°/100 ft in holes with low angles of drift. This gives a long, smooth, curved section with seminormal drilling. The procedure is used to gradually separate a group of wells from each other. It is also used for moving the kickoff location in the direction of the target and reducing the angle required in later directional drilling.
3.1.3 The third generation of directional technique
The third generation of directional technique is a result of advanced monitoring method or tools. During this period, the typical feature is the appearance of measurement while drilling (MWD), which improved the measured and controlled accuracy, the directional operation can be done while drilling (Chen 2011; Han 2011). In addition, due to the initial PDM tool is straight, to improve the efficient of directional drilling, the PDM tools have been designed with a bending housing, such as the straight PDM, single bent PDM, double bent PDM, and etc. One popular motor variation is the single bent PDM, which has a bend constructed near the lower end. This method belongs a fixed tool face mode, The tool face can be adjusted continuously, that means the new hole and original hole exist in a tapered plane, so this mode also can be called as the azimuth adjusting mode on a cylinder surface. Due to the advancements in monitoring method and tools, the directional operation has been greatly simplified. Until now, the third generation is still the major method for directional and horizontal drilling.
3.1.4 The fourth generation of directional technique
The fourth generation of directional technique is a result of drilling automation, the typical feature is the invention of the rotary steerable drilling system (RSDS) (Chen 2011; Han 2011). Due to the tool face must be adjusted artificially, so the drill-string must be fixed while directional drilling, that’s so-called slide-drilling. Because the drill-string drag is always opposite to the direction of motion, which makes drill-string drag increases and has a poor influence on drilling efficiency, hole cleaning, hole quality, and etc. Therefore, in order to improve the drilling efficiency and controlled accuracy, and decrease the drill-string drag, RSDS was firstly developed by Schlumberger in 1999. RSDS allows us to plan complex wellbore geometries, including directional, horizontal and extended-reach wells. It allows continuous rotation of the drill-string while steering the well and eliminate the troublesome sliding mode of conventional steerable motors. Currently, the industry classifies RSDSs into two groups, the more prevalent “dogleg control” systems and the less mature “deviation control” systems (Downton et al. 2000).
-
1.
The “deviation control” systems are developed from the conventional BHA, the diameter variable stabilizer (DVS) is utilized to control the well deviation.
-
2.
The “dogleg control” systems are also the conventional RSDS, the industry classifies “dogleg control” systems into two types, the more prevalent “push-the-bit” systems, including the PowerDrive system and AutoTrak system, and the less mature “point-the-bit” systems, including the Geo-Pilot system and CDAL system.
The development and features of directional techniques can be summarized in Table 2. It’s clearly found that the directional accuracy and borehole quality are improved with the development of directional techniques.
3.2 Directional tools
Most of down-hole equipment for directional and horizontal drilling are usually same with vertical drilling, such as the drill pipe, heavy weight pipe, compressive pipe, drill collar, fluted spiral drill collar, substitute sub, short pony drill collar, stabilizers, and so on. Clearly, without advanced directional tools, it might not be physically possible to drill a given well, the well might be drilled in a suboptimal location or it might be more expensive or risky. The directional technique development is driven by advanced directional tools. According the development history of directional techniques, the main directional tools can be summarized as follows: deflector, down-hole motor, RSDS, and vertical drilling system.
3.2.1 Deflection tools
The deflection tools can be defined as a wedge-shaped steel tool having a tapered concave groove down one side to guide the whipstock bit into the wall of the hole. There are two types of whipstocks available (Inglis 1987; Short 1993; Chen 2011):
3.2.1.1 The removable whipstock
The removable whipstock can be utilized to initiate deflection in open hole, or straighten vertical wells that have become crooked (Inglis 1987). As shown in Fig. 4a, the whipstock consists of a steel wedge with a chisel-shaped point at the bottom to prevent movement once drilling begins. The tapered concave section has hard facing to reduce wear. At the top of the whipstock is a collar that is used to withdraw the tool after the first section of the hole has been drilled. The whipstock is attached to the drill-string by means of a shear pin. Having run into the hole, the drill-string is rotated until the tool face of the whipstock is correctly positioned. By applying weight from the surface, the chisel point is set firmly into the formation or cement plug. The retaining pin is sheared off and drilling can begin. A small-diameter pilot hole is drilled to a depth of about 15 ft below the toe of the whipstock. After this rathole has been surveyed, the bit and whipstock are tripped out. A hole opener is then run to ream out the rathole to full size. Once the deflected section of the hole has been started, a rotary building assembly can be run to continue the sidetrack.

3.2.1.2 The permanent whipstock
The permanent whipstock is mainly used in cased hole for sidetracking around a fish or by-passing collapsed casing (Inglis 1987). As shown in Fig. 4b, a casing plugged is set at the kick-off point to provide a base for the whipstock. The whipstock is run with a mill that will cut a “window” in the casing. After setting the whipstock in the required direction and shearing the retaining pin, the milling operation begins. Once the window has been cut, the mill is pulled out of the hole and a small diameter pilot bit is run on the bottom. The pilot hole is subsequently reamed out to full size. The next step is to run a rotary building assembly to continue the sidetracking.
3.2.2 Down-hole motor
The most common deflection technique in current use involves running a down-hole motor, including PDM and turbo-drill, to drive the bit without rotating the whole drill-string. The deflection is provided by a special sub placed above the motor to create a side force on the bit.
3.2.2.1 PDM tools
PDM tools are used more commonly in directional and horizontal drilling. In the 1940s, the first PDM tool is designed by Smith drilling tools. In the 1950s, the commercialized PDM tools began to appear and apply in the directional drilling. Due to a successful application in the directional and horizontal drilling, PDM tool is applied more and more wide ranges. In the 1970s, the PDM can be produced by various companies, such as Dyna drill, Navi drill, Baker drill, Christensen and Smith.
The PDM consists of several components, as shown in Fig. 5, including dump valve, motor section, universal joint, and bearing assembly. The dump valve is installed at the upper end of the motor, the universal joint is installed at the lower end of the motor, while the bearing assembly is connected at the lower end of the universal joint. The main function of dump valve is to prevent the motor rotating while running into the hole or pulling out of the hole. The motor section is composed of the stator and rotor: the stator is a moulded rubber sleeve that forms a spiral passageway to accommodate the rotor, and the rubber sleeve is fixed to the steel body of the motor; while the rotor is a steel shaft which is shaped in the form of a spiral or helix (Inglis 1987). When the rotor and stator is assembled, the geometrical difference between them forms a series of cavities. When the drilling fluid is pumped through the motor, it seeks a path between the rotor and stator. In doing so the mud displaces the shaft, forcing it to rotate clockwise as the mud continues to flow through the passageways. Thus, the function of motor section is to provide the power for rotating, and the drilling fluid can be either gas or liquid. The universal joint is connected to the rotor and rotates within the bearing assembly, which is then transmitted to the bit. The bearing assembly is probably the most critical component, because of the operating life of PDM is usually determined by the durability of the bearings. The bearing assembly fulfills two functions: transmits the axial loads to the drill bit, and maintains the central position of the drive shaft to ensure smooth rotation (Inglis 1987; Short 1993).

The schematic diagram of a typical PDM tool
Currently, PDM tools are available in a wide range of diameter about 2–11″, the most common size is 6–3/4″ for 8–1/2″ wellbore. The number of lobes is a very important aspect of motor, increasing the number of lobes increases speed and reduces torque for a given size, so the common motors use one rotor and two lobes for high torque. PDM tools also have a wide range of speeds about 100–800 RPM, the most common operational speeds vary about 150–300 RPM, due to there are a large number of drill bits available. In addition, the material of the stator is also a critical factor for PDM tools, various rubber and elastomer materials have been tried and tested. But most of the elastomer components are susceptible to high temperatures, and they are also affected by oil-based muds, which cause swelling (Inglis 1987; Short 1993). With improved elastomer compounds, PDM tools can withstand temperatures up to around 200 °C.
3.2.2.2 Turbo-drills
Turbo-drill tools are also can be used for both vertical and directional wells. In 1873, a single-stage turbo-drill is patented in Chicago, but there is no actual using record. Until the 1920s, the researches and developments of the turbo-drill were revived again in the United States and the Soviet Union. In the 1940s, further developments took place for the turbo-drill by the Soviet Union, and most of the oil and gas wells in the USSR were drilled using the turbo-drills.
The turbo-drill consists of a series of rotors and stators, as show in Fig. 6, the rotors are blades that are mounted on a vertical shaft, while the stators are fixed to the body of the turbo-drill (Inglis 1987; Short 1993). Each rotor–stator pair is called a “stage”. The pressure drop of drilling fluid through each stage should be constant. Each stage also can contribute an equal share of the total torque and the total power. The number of stages depends on the requirement and may vary from 1 to 250 stages. Turbo-drills usually operate at higher rotational speeds than PDMs in the range of 2000 RPM, which makes bit selection is more restricted than PDMs. The impregnated bits are more common because of the high rotational speed. Turbo-drills are also available in different sizes, but the minimum size is about 2–7/8″ in diameter, and maximum size is about 9″, so they cannot be used in small diameter holes due to its complex structure.

The schematic diagram of a typical turbo-drill
Turbo-drills also can operate with the cone bit and PDC bit to drill vertical, directional, horizontal, extended-reach, and multi-branched wells. To accomplish directional drilling, the turbo-drills need operate with a bent sub or a new type of bent housing. The disadvantages include high rotational speeds, low torque, short bearing life, too many quick-wear parts, and short bit life. In order to overcome these disadvantages of the common turbo-drills, many special turbo-drill had been developed, such as the turbo-drill with low speed and high torque, the turbo-drill with gearbox, the turbo-drill with spiral housing, and other new turbo-drills. Currently, the major application of turbo-drill is to drill extended-reach wells and to improve ROP. In addition, due to the effect of high temperature, there is a defect for geothermal drilling using PDM tools, the rubber-lined cavity cannot work under the high temperature conditions. Perhaps, the turbo-drill tool can be utilized to solve this problem, the high temperature records of turbo-drill have reached 260 °C.
3.2.2.3 Orientation sub and bent sub
The orientation sub is a short drill collar with a length of 2 ft, the muleshoe and key is designed to help the survey for the orientation of bent sub. The bent sub is also a short drill collar with a length of 2 ft, the axis of the lower connection is designed slightly off-vertical, the offset angle can vary between 0.5° and 3°. The bent sub forces the bit and down-hole motor to drill in an appointed direction that depends on the tool face, which makes the amount of deflection lies on the stiffness of the down-hole motor, the offset angle of the bent sub and the hardness of the formation.
A typical deflecting assembly is shown in Fig. 7, the bent sub is installed at the upper end of the down-hole motor (PDM or Turbo-drill), and the orientation sub is installed at the upper end of the bent sub to measure the orientation of bent sub. The muleshoe key of the orientation sub is aligned with the scribe line, so that when the survey tool is seated it will give the direction of the tool face (Inglis 1987). Once the BHA is run to bottom, the orientation of the bent sub can be measured by surveying tools in the non-magnetic collar that is installed above the bent sub. To directional drilling, without rotating the drill-string, drilling fluid is pumped through the drill-string to operate the downhloe motor and drive the bit, which makes the bit drill in the appointed direction.

The schematic diagram of bent sub and deflecting assembly
For some special causes, such as deflecting through a casing window, improving directional practicability, improving operation efficiency, and etc., the down-hole motors with bent housing were developed, which makes the directional operation can be done without the orientation and bent subs. A bent housing can be installed within the motor itself, as shown in Fig. 8. The bent housing is a special device that is placed between the stator and bearing assembly to give a slight bend of 0°–3° with approximately six increments in deviation per degree of bend, and the bent housing can be installed at both the upper and the lower end of the down-hole motor. Usually, the bent housing is installed at the lower end of the down-hole motor to accomplish a high deflection ability. In the actual directional drilling engineering, both PDM with a bent sub or housing are still used more commonly in directional and horizontal drilling. There are also many types of PDMs, as shown in Fig. 8.

The schematic diagram of types of bent housing PDM tools. a The conventional straight PDM, b the single bent housing PDM, c the adjuctable kick-off (AKO) PDM, d the double kick-off (DKO) PDM, e the double-tilted universal (DTU) PDM and f the fixed angle build (FAB) PDM
The down-hole motors also can be used in either sliding and rotary drilling, the rotary drilling with down-hole motors also called as composite drilling or rotary drilling. The use of down-hole motors is greatly dependent on financial efficiency. In vertical drilling, the down-hole motors may be used solely to increase ROP, or to minimize erosion and wear on the drill-string, since the drill-string does not need to be turned as fast. The majority of down-hole motor use is in the directional, including directional wells, horizontal wells, extended-reach wells, multi-branched wells. Although other methods may also be used to steer the bit to the desired target zone, they are more time consuming which adds to the cost of well construction. During directional operation, the sliding drilling mode is adopted to steer the bit to the desired direction; while the composite drilling or rotary drilling mode can be adopted to improve the drilling problems, such as the high risk of stuck pipe, high drag, poor hole cleaning, low ROP, high cost, and etc.
3.2.3 Rotary steerable drilling system (RSDS)
The use of RSDS can help the optimization of directional drilling. Because of the full rotation of drill-string can reduce drag due to the sliding of drill-string, improve the transmission efficiency of weight on bit (WOB), thereby, decrease the risk of sticking, improve ROP, and achieves superior hole cleaning, as shown in Fig. 9. Therefore, the RSDS allows using more less time to drill to target, improving trajectory control in three dimensions, and drilling a smoother well path, which makes more complicated wells also can be drilled using RSDS tools. The RSDS tool can be set at the surface and preprogrammed according to the expected well path. When the instructions need to be changed, a sequence of pulses in the drilling fluid transmits new instructions down-hole (Downton et al. 2000; Helms 2008; Wu 2012). The steering performance of the RSDS system can be monitored by MWD tools as well as the sensors in the control unit; this information is transmitted to surface by the MWD communication system (Downton et al. 2000). The industry classifies RSDSs into two groups, the more prevalent “dogleg control” systems and the less mature “deviation control” systems. We will introduce three typical types of RSDSs, including the “push-the-bit” system, the “point-the-bit” system and the hybrid system.

The Benefits of RSDSs (after Downton et al. 2000)
3.2.3.1 The “push-the-bit” system
The “push-the-bit” system uses the principle of applying side force on the bit, pushing it against the borehole wall to achieve the desired trajectory (Mitchell 2006). The typical “push-the-bit” systems include the Schlumberger PowerDrive system and Baker Hughes AutoTrak system, the PowerDrive system is regarded as a typical example to explain the working principle of “push-the-bit” systems. As shown in Fig. 10, the PowerDrive system is mechanically uncomplicated and compact, comprising a bias unit and a control unit that adds only 12–1/2 ft to the length of the BHA (Downton et al. 2000). The bias unit, located directly behind the bit, applies force to the bit in a controlled direction while the entire drill-string rotates. The control unit, which resides behind the bias unit, contains self-powered electronics, sensors and a control mechanism to provide the average magnitude and direction of the bit side loads required to achieve the desired trajectory (Wu 2012). The bias unit has three external, hinged pads that are activated by the controlled mud flow through a valve; the valve exploits the difference in mud pressure between the inside and outside of the bias unit (Al-Yami et al. 2008). The three-way rotary disk valve actuates the pads by sequentially diverting mud into the piston chamber of each pad as it rotates into alignment with the desired push point—the point opposite the desired trajectory—in the well (Downton et al. 2000).

The Schlumberger PowerDrive system
3.2.3.2 The “point-the-bit” system
The “point-the-bit” system uses the same principle employed in the bent-housing motor systems. In the “point-the-bit” systems, the bent housing is contained inside the collar, so it can be oriented to the desired direction during drill-string rotation (Mitchell 2006). The typical “point-the-bit” systems include the Halliburton Sperry-sun Geo-Pilot system and Gyrodata CDAL system, the Geo-Pilot system is regarded as a typical example to explain the working principle of “point-the-bit” systems. As shown in Fig. 11, the Geo-Pilot system mainly comprises of non-rotating outer housing, internal rotary shaft, dual eccentric rings. One eccentric ring is installed another internal, the dual eccentric rings are a kind of controllable eccentric unit, the internal ring can arrange the internal rotary shaft to deflect, and the dogleg therefore achieved via mechanical means, so the bit is tilted relative to the rest of the tool to achieve the desired trajectory (Wu 2012). In other words, the “point-the-bit” systems change well trajectory by changing the tool face angle, the trajectory changes in the direction of the bend (Felczak et al. 2011). This bend orientation is controlled by a servo motor that rotates at the same rate as the drill-string, but counter to the drill-string rotation. This allows the tool face orientation to remain geostationary, or nonrotating, while the collar rotates (Al-Yami et al. 2008).

The Halliburton Sperry-sun Geo-Pilot system
3.2.3.3 The hybrid “push- and point-the-bit” system
The PowerDrive Archer RSDS is a true “hybrid push- and point-the-bit” system that is developed by Schlumberger (Bryan et al. 2009; Wu 2012). Thus, the PowerDrive Archer system has the features of the “push-the-bit” system and “point-the-bit” system. As shown in Fig. 12, unlike the “push-the-bit” systems, the PowerDrive Archer system does not rely on external moving pads to push against the formation. Instead, four actuator pistons within the drill collar push against the inside of an articulated cylindrical steering sleeve, which pivots on a universal joint to point the bit in the desired direction (Felczak et al. 2011). In addition, four stabilizer blades on the outer sleeve above the universal joint provide side force to the drill bit when they contact the borehole wall, enabling this RSDS to perform like a push-the-bit system. Currently, the maximum build rate of approximately 17°/100 ft for the 8–1/2″ hole-sized PowerDrive Archer RSDS tool. That means the accurate and precise control enables the RSDS to land the well trajectory in the reservoir’s sweet spot and extend the horizontal to total depth with higher build rate capabilities, it kicks off deeper and maintains verticality at greater depths (Felczak et al. 2011).

The Schlumberger PowerDrive Archer system
In addition, due to the RSDS is controlled based on an electronic control system, the heat-related damage must be controlled to protect the tool’s electronics boards. Currently, the PowerDrive system, the AutoTrak system and the Geo-Pilot system almost can work under the high temperature of 200 °C. In geothermal drilling, the bottom temperature always higher than the maximum capacity of RSDS, so we need to control drilling parameters and additional off-bottom circulation to protect the tool’s electronics boards from heat-related damage.
3.2.4 Vertical drilling system (VDS)
The VDS is another type of directional tool, and it is used to prevent deviation and drill vertically and quickly, as a result, increasing the ROP for deep, ultra-deep wells. It’s also a very important technique for deep and ultra-deep drilling, due to frequent straightening waste too much time. Although the conventional techniques, such as the eccentric-axis assembly, eccentric rigid-flexible assembly, steerable assembly, anti-pendulum assembly, pre-bending dynamics, and etc., also could be used to straighten, but these methods need to trip out and trip in frequently to replace the drilling tool. The VDS can avoid frequent straightening and automatically keep the borehole vertical.
In 1988, the initial VDS was used to drill continental scientific wells for the KTB program in the Germany, and the initial VDS tool was developed by Baker Hughes Inteq (Zhang 2005). In the KTB program, the maximum hole inclination was controlled in a range of 0°–1° successfully. From then on, drilling contractors began to develop the VDS tools. Currently, there are four kinds of typical VDS tools, including the Baker Hughes Verti-Trak system, Schlumberger Power-V system, Halliburton Sperry-sun V-Pilot system, and Smart Drilling Gmbh ZBE system (Zhang 2005). Figure 13 shows the Baker Hughes Verti-Trak system, it can keep a wellbore vertical automatically, without compromising critical drilling parameters—flow rate, WOB or bit speed. High ROP can also be maintained and time-consuming correction runs are avoided. The VDS can minimize the possibility of key seats in the curve and reducing the friction and wear in later hole sections; the resulting significant improvement in hole quality and the precise well path achieved can allow the use of “lean casing profiles”—reducing the amount of steel, cement, mud and cuttings (Reich et al. 2003). Subsequent operations in the well are simplified and more efficient. Completion life is extended and the workover cost is reduced. VDS systems are also beneficial in reducing the wellhead spacing at the surface. VDS systems are available for hole-sized from 8–1/2″ to 9–7/8″ (6–3/4″ tool), and from 12–1/4″ to 28″ (9–1/2″ tool).

The Baker Hughes Verti-Trak VDS system
3.3 Directional survey technique
The directional survey technique, a key aspect of trajectory control, measures the inclination and direction at various depths. The tool face measurement is required to determine the direction of a whipstock, a bent sub or bent housing. Thus, the survey technique is also the key of directional drilling, which is classified as two groups, the more prevalent measurement while drilling (MWD) tools and the less mature post-drilling measurement tools (Short 1993; Chen 2011; Han 2011; Wu 2012). The magnetic single-shot instruments, magnetic multi-shot instruments, electronic single-shot instruments and electronic multi-shot instruments are usually used to measure the wellbore trajectory after drilling, but it’s inconvenient and inefficiency for directional drilling. To overcome this problem, the MWD tools were developed to measure the wellbore trajectory during drilling. The key techniques of MWD include survey technique and transmission technique. MWD tools have been applied almost all of the directional wells all over the world. But the single-shot and multi-shot instruments are applied the vertical wells. We will focus on the MWD techniques:
3.3.1 Measuring technique
There are three kinds of down-hole information, directional information, drilling engineering information and formation information, which need to be measured during drilling (Wu 2012; Ma and Chen 2014; Ma et al. 2015b). The directional information can be measured using the conventional MWD tools. The measurement of drilling engineering was developed from the conventional MWD technique, while the measurement of formation information was developed from the conventional logging technique and mainly used for geo-steering drilling to adjust the geological target in real time.
3.3.1.1 Directional information
The MWD tools are generally capable of taking directional surveys in real time. The accelerometers and magnetometers are utilized to measure the inclination and azimuth, and the information of inclination and azimuth are transmitted from the measuring location to the surface. The trajectory and location of wellbore can be calculated using the survey data. Meanwhile, the MWD tools also generally capable of providing tool face measurements during a pause in drilling, which makes it can aid in directional drilling using the whipstock, “down-hole motor + bent sub”, bent housing down-hole motor or RSDS tool. The directional information can help the directional driller to know where the well is going, and what the effects of his steering efforts are (Mitchell 2006; Chen 2011).
3.3.1.2 Drilling engineering information
In order to prevent down-hole accidents and improve drilling efficiency, the MWD tools also have been designed to measure the drilling engineering information, such as the down-hole pressure, WOB, torque on bit (TOB), rotational speed, vibration, impact, temperature, mud flow volume, and etc. (Ma and Chen 2015). Usually, the engineering information is measured using a special separate sub/tool and uploaded by MWD tools. Under the supporting of this information, the down-hole conditions and the working status of drilling tools can be identified in real time, which makes the drilling operation more efficient, safe and economic. In addition, this information is also valuable to Geologists responsible for the well information about the formation which is being drilled (Mitchell 2006).
3.3.1.3 Formation information
The conventional MWD tools, either on their own or in connection with separate subs/tools, are generally capable of taking measurements for formation properties in real time, this is so-called logging while drilling (LWD) that evolved from the conventional wire logging techniques. The following formation information is usually available, such as the natural gamma-ray, density, porosity, resistivity, acoustic-caliper, magnetic resonance, formation pressure, and etc. Due to the effect of the length, include down-hole motors, sub and LWD tools, the measuring point of directional information have to move up, which makes the control precision of well path lower. Thus, a near-bit inclination tool was developed to measure directional information at the drill bit. The near-bit measurements, such as gamma ray, inclination and azimuth, allow the operator to closely monitor drilling progress (Felczak et al. 2011). The conventional MWD tool allows these measurements to be transmitted and evaluated in real time, which makes the geo-steering can be realized. The geological target also can be adjusted according to the evolution of the formation properties, this is so-called the geo-steering drilling (Wu 2012). Near-bit measurements, such as gamma ray, inclination and azimuth, allow the operator to closely monitor drilling progress.
3.3.2 Transmission technique
According to the transmission medium, the transmission technique of down-hole data can be classified as three types: mud-pulse telemetry, electromagnetic telemetry and wired drill pipe, their main features can be sorted in Table 3.
3.3.2.1 Mud-pulse telemetry
The mud-pulse telemetry is a method of transmitting down-hole data (include LWD and MWD data) to the surface using the pressure pulses of drilling fluid inside the drill-string (Chen 2011; Wu 2012). In order to achieve the aim of transmitting down-hole data, a down-hole valve is used to restrict the flow of the drilling fluid, which creates a pressure fluctuation and propagate within the drilling fluid towards the surface where they are received from the standpipe pressure sensors. In other words, the information is represented by pressure signals that received from the standpipe pressure sensors. The received pressure signals are imported into the computer processing system and decoded into the measurements. In general, the measurements are coded into an amplitude- or frequency-modulated pattern of mud pulses (Chen 2011; Wu 2012). The mud-pulse telemetry is the most common method of data transmission used by MWD tools. Currently, the mud-pulse telemetry is available in three groups, includes the positive-pulse, negative-pulse and continuous wave.
-
(a)
Positive-pulse MWD tools: as shown in Fig. 14a, the valve is briefly closed and opened to create pressure pulses. Once the valve is closed, there is an increase in pressure that received at the standpipe. Thus, this method is called as the positive-pulse. It’s also the most common method used by MWD tools.
Fig. 14 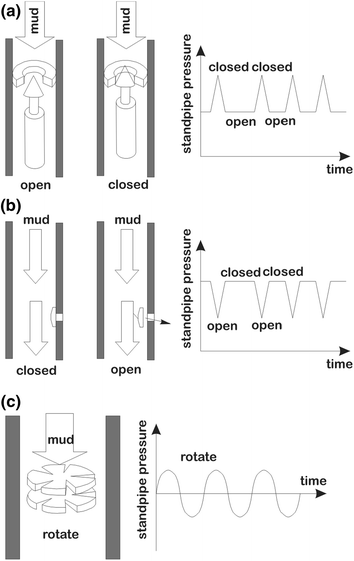
Three kinds of mud-pulse telemetry methods. a Positive-pulse, b negative-pulse and c continuous wave
-
(b)
Negative-pulse MWD tools: as shown in Fig. 14b, the valve is briefly opened and closed to create pressure pulses. Once the valve is opened, there is a decrease in pressure that received at the standpipe. Thus, this method is called as the negative-pulse.
-
(c)
Continuous wave MWD tools: as shown in Fig. 14b, the value is orderly closed and opened to generate sinusoidal pressure pulses during rotating. Any digital modulation scheme with a continuous phase can be used to impose the information on a carrier signal. The most widely used modulation schemes are continuous phase modulation (Wu 2012).

Current mud-pulse MWD tools are mainly the positive- and negative-pulse, although the transmitting rates (0.5–3.0 bit/s) are lower than a continuous wave MWD tool, their stability is much better and the costs are also lower. The continuous wave MWD tool offers a bandwidth of up to 18 bit/s. The transmitting rate drops with increasing length of the wellbore and is typically as low as 1.5–3.0 bit/s at a depth of 10,000 m. In addition, once aerated underbalanced drilling is used or drilling fluid is aerated, the compressibility of drilling fluid is increased, which makes the transmitting ability of drilling fluid also lower. In this case, the electromagnetic MWD or wired drill pipe telemetry is recommended.
3.3.2.2 Electromagnetic telemetry
The electromagnetic telemetry is also called as EM-MWD. To transmit down-hole information, the EM-MWD tools incorporate an emitting sub antenna in the drill-string, and another received antenna is installed on the surface, as shown in Fig. 15. The EM-MWD tool generates electromagnetic waves using the emitting sub antenna, the electromagnetic waves transmit down-hole information through the formation to the surface. On the surface, they are received by the surface antenna, and then they are relayed to the surface process center and decoded into the measurements. In other words, the EM-MWD tool communicates by transmitting electromagnetic waves through the formation instead of pressure pulses through a fluid column. Thus, the benefits include time saved by transmitting surveys during a connection, high data rates and the ability to operate in conditions where mud-pulse telemetry cannot, such as the aerated underbalanced drilling and air drilling. The EM-MWD tool offers a bandwidth of up to 400 bit/s. However, it usually falls short when drilling exceptionally deep wells, and the signal can lose strength rapidly in attenuating formations, these zones make the use of EM-MWD tools impractical. In order to overcome this problem, some enhanced techniques of EM-MWD signal strength and detection have been invented, such as the drill-string repeaters, casing repeaters, wire repeaters, and etc. These methods are usually used in the aerated underbalanced drilling and air drilling.

The schematic diagram of electromagnetic telemetry
3.3.2.3 Wired drill pipe
The wired drill pipe is also called as electric drill-string or intelligent drill-string. The wired drill pipe was first invented in 1997, that was sponsored by the company Novatek and the United States Department of Energy. In 2001, the National Energy Technology Laboratory (NETL) began providing funding for the drill pipe project and an additional drill pipe data transmission project (Hernandez and Long 2010), the research results include the IntelliServ network and Intellipipe. In 2006, the first commercial wired drill pipe (IntelliServ’s product) was used in Myanmar (Edwards et al. 2013). Currently, IntelliServ, a broadband networked drilling string system, is a National Oilwell Varco (NOV) product that use to transmit down-hole information to the surface during drilling. The IntelliServ network components are embedded in drill-string components (Fig. 16), known as IntelliPipe, which transmit subsurface data at 57,000 bits per second (Edwards et al. 2013). The wired drill pipe offers a high speed telemetry channel from down-hole to surface, and it also allows transmitting information to down-hole tools for closed-loop control. In addition, the measurement nodes also can arrange along the full length of the drill-string that allow operators to acquire data along the wellbore (Fig. 16). The measurements can include all of the down-hole information, such as the directional information, drilling engineering information and formation information. The data transmission is no longer affected by the drilling fluid properties, formation properties and depth. However, the wired drill pipe still too expensive, the reliability still needs to be improved due to the tandem link scheme, the wired drill pipe cannot work even only one connection isn’t available.

The schematic diagram of wired drill pipe (after Edwards et al. 2013)
In addition, due to the measurement of MWD tools based on electronic technology, the heat-related damage must be controlled to protect the tool’s electronics boards. Currently, most of MWD tools can work under the 150 °C, few MWD tools can work under the high temperatures of 200 °C. In geothermal drilling, the bottom temperature always higher than the maximum capacity of MWD tools, which makes MWD/LWD tools unstable, so we need to control drilling parameters and additional off-bottom circulation to protect the tool’s electronics boards from heat-related damage.
3.4 Drill bits
In the oil and gas industry, a drill bit is a tool designed to produce a generally cylindrical hole (wellbore) in the earth’s crust by the rotary drilling method. The borehole size cause by drill bits is very small, which is about 3–1/2″ to 30″ (Centala et al. 2011; Bruton et al. 2014; Azar et al. 2015). Deep formations are broken apart mechanically by cutting elements (called as tooth or cutter) of the bit by scraping, grinding or localized compressive fracturing (Chen 2011). On this basis of the cutting mechanism, the industry classifies drill bits into two groups: the roller cone bits, the fixed cutter bits and the hybrid bit.
3.4.1 The roller cone bits
The roller cone bits usually employ three cones to contain the teeth, as shown in Fig. 17, although single, two or four cones arrangements are sometimes seen. The roller cone bit consists of body, leg, cone, bearing, sealing, tooth and nozzle. It drills mainly by fracturing or crushing the rock with “tooth” on cones that roll across the face of the borehole as the bit is rotated. The roller cone bits also can be classified into two classes depending on the manufacture of the teeth, such as the milled tooth bits and the tungsten carbide insert (TCI) bits.

The typical roller cone bits
-
1.
The milled tooth bits, also called as steel-tooth bits, have cones that have wedge-shaped teeth milled directly in the cone steel itself (Centala et al. 2011).
-
2.
The TCI bits have shaped teeth of sintered tungsten carbide press-fit into drilled holes in the cones, the tungsten carbide material is applied to the surfaces of the teeth to improve durability due to its extreme hardness. The TCI tooth also has been applied in some types of milled tooth bits. To further improve the durability of drill bits, some advanced materials also be developed, such as the alveolate diamond material and the double cemented tungsten carbide. The cones rotate on bearings that are usually sealed by rotary O-ring or metal face sealing to against the down-hole drilling fluid environment. The roller cone bits can adapt to low RPM, high RPM, high temperature, high WOB and PDM tools; the applications of roller cone bits include highly abrasive formations, soft abrasive formations, hard formations. For deep or geothermal drilling, the high temperature roller cone bit can be specially designed to endure high-temperature drilling environments like geothermal wells for extended periods. The TCI roller cone bits used to drill hard and abrasive lithologies to access steam or hot rock in basement formations are exposed to temperatures that exceed 260 °C.
3.4.2 The fixed cutter bits
The fixed cutter bits were the first type of drill bit that used in rotary drilling, their cutting mechanisms are much simpler than the roller cone bits due to the cutting elements do not motion relative to the bit. The fixed cutter bits can be classified into four classes depending on the manufacture of the teeth, such as the drag bit, polycrystalline diamond cutter (PDC) bit, natural diamond bit and impregnated bit (Fig. 18).

The typical fixed cutter bits
-
1.
The drag bit was the first type of drill bit that used in rotary drilling, but it just can be used in soft formations, so it has seldom been used in petroleum drilling now.
-
2.
The PDC bit is the most common drill bit in use today, due to the advantages of high ROP, long life and long drilling footage. The PDC bit consists of body, cutter and nozzle. The PDC cutter (tooth) is a sintered tungsten carbide cylinder with one flat surface coated with a synthetic diamond material. The cutters are arranged on the blades of the bit in a staggered pattern with the diamond coated cutter surface facing the direction of bit rotation to provide full coverage of the borehole bottom (Bruton et al. 2014; Azar et al. 2015). PDC bits can adapt to low WOB, high RPM, high temperature, PDMs, turbo-drills, even the RSDS; the applications of PDC bits include homogeneous formations, soft to medium hard formations, but drilling hard and abrasive interbedded intervals has been impractical for PDC bits.
-
3.
The natural diamond bit and impregnated bit are similar, the biggest difference is the cutters. The natural diamond bit employs the natural industrial-grade diamond cutters to imbed within the bit body matrix, while the impregnated bit employs the thermal stable polycrystalline (TSP) diamond cutters. Due to the diamond is featured by greatest hardness and high durability, which makes it can adapt to the hard abrasive formations. These bits are available in a variety of styles for both motor and rotary drilling in hard or abrasive formations. Although the diamonds are expensive, the durability of bits also enough high, which makes them have strong competitiveness in petroleum drilling. The natural diamond bits have been widespread used in RSDS drilling, turbo-drills drilling and core drilling.
In addition, the cutters of conventional fixed cutter bits are fixed on the bit body, it’s easy to wear and affect the bit life. To solve this problem, SMITH developed a rolling PDC cutter, named the ONYX 360 (Bruton et al. 2014). The ONYX 360 rolling PDC cutter substantially increases PDC bit durability by revolving 360°, as shown in Fig. 19. Positioned in the high wear areas of the cutting structure, the ONYX 360 rolling PDC cutter’s entire diamond edge is used to cut the formation. The cutter’s rotating action allows the cutter’s diamond edge to stay sharper longer, extending ONYX 360 cutter life far beyond that of premium fixed cutters. Using insights gained from the deployment of the 13 mm ONYX 360 cutter, a 16 mm cutter size was developed to provide increased strength and durability. When compared with fixed-cutter-only bits, PDC bits that included ONYX 360 rolling cutters demonstrated run length increases of up to 57 %, resulting in fewer bit trips and lower drilling costs.

The comparison of fixed PDC cutter and ONYX 360 cutter
3.4.3 The hybrid bits
With the popularization and application of PDC bits and PDC cutter technology to improve fixed cutter PDC drill bit in a variety of formations gradually replace the cone bit. But in the hard abrasive formations and complex directional drilling operations, due to the performance, PDC drill bit cannot replace the cone bit. To solve this problem, there is also currently available, a hybrid type of bit that combines both rolling cutter and fixed cutter elements (Pessier and Damschen 2011), as shown in Fig. 20. There are two designs, one is the small size twice wing, double-cone bit, the other is the slightly larger size of Mito wing, tri-cone bit, based on these drill four knives wings and six blades PDC drill bit, and vice blades and short positions were replaced cone size. Thus, the center position of the borehole is located on the surgeon wing PDC cutter complete break rocks, and the peripheral portion of the borehole drilling completed by the cutters and blades, rock breaking effect depends on the cones, blades and their mating. This hybrid drill bit is designed to reduce drilling time in the most complex applications. With the rock-crushing strength and stability of roller cones and the cutting superiority and continuous shearing action of diamond bits, this technology survives highly interbedded formations with performance consistency and excellent tool face control. In US 12–1/4″ applications, operators are achieving drilling rate improvements of up to 62 %; single bit run lengths are increasing by more than 200 %, shaving days off standard rig times. In Brazil, an operator drilled 90 % faster and 20 % farther than the offsets. Compared with roller cone bits, you can increase ROP and lower WOB with a less bit bounce. Compared with PDCs, there’s significantly improved durability in interbedded formations, less stick–slip, lower and more consistent drilling torque, and better stability and directional control.

The hybrid bit
In addition, some types of special bits are designed to adapt the requirement for directional drilling, rotary steerable drilling, motor steerable drilling, air drilling, slim hole, core drilling, sidetrack drilling, pilot drilling, reaming drilling, casing drilling and etc. Thus, we can select the appropriate bits to conduct corresponding drilling.
3.5 Drilling fluids
The term drilling fluid (or mud) encompasses all of the compositions used to aid the production and removal of cuttings from a borehole in the earth (Darley and Gray 1988). Drilling fluid is pumped from the mud pits using mud pumps, it is pumped through the surface pipeline, stand pipe, drilling swivel, drill-string and sprayed out of nozzles on the drill bit, then cleaning rock debris (or cuttings) and cooling drill tools. Thus, the cuttings are carried up to surface through the mud in the annulus. On the surface, the cuttings are filtered out with a shale shaker, and the filtered mud returns to the mud pits. In this process, the main functions of mud can be summarized as follows (Darley and Gray 1988; Caenn et al. 2011; Chen 2011): carry cuttings to the surface, cool and lubricate the bit and drilling tools, clean beneath the bit, balance formation pressure, seal permeable formations, transmit hydraulic energy to downhole tools and the bit, maintain wellbore stability, control tools corrosion, and control formation damage. There are many types of drilling fluid or mud that used in petroleum drilling, they are classified according to their base: gas-base drilling fluid (GBDF), water-based mud (WBM), oil-based mud (OBM).
-
1.
Gas-base drilling fluid (GBDF): the GBDF means the continuous phase of drilling fluid is gas, includes air, nitrogen, diesel engine exhaust, natural gas, mist drilling fluid, and foam drilling fluid (Chen 2011). The air, nitrogen, diesel engine exhaust and natural gas are mainly used in gas drilling or underbalanced drilling, the cuttings are removed using a high velocity airflow. However, due to the water production in deep drilling, the cuttings cannot be carried out from down-hole. Therefore, the mist or foam drilling fluids are usually used to solve the water production problems that encountered in deep drilling. Sometimes the liquid mud is also used to solve some severe water production problems. In addition, the GBDF cannot adapt all types of formations, it just can be used in the stable formations. Because of the pressure of GBDF column is not enough to maintain the wellbore stable.
-
2.
Water-based mud (WBM): the water is the continuous phase of drilling fluid. The simplest water-based mud may be the water, that means the mud is not added any type of treating agent or additive. However, the water cannot adapt the vast majority of deep formations. Therefore, engineers add some additives to adjust the performance to meet the requirements of deep drilling. WBM may contain several dissolved substances. These include alkalies, salts, and surfactants; organic polymers in colloidal solution; droplets of emulsified oil; and various insoluble substances (such as barite, clay, and cuttings) in suspension (Darley and Gray 1988). The most common insoluble substances that used in WBM include the clay and barite. The clay is used to create a homogeneous blend, which makes it forms a suspension liquid, while the barite is usually used to adjust the density of WBM. In the process of drilling, due to the interfusion of cuttings, salts, pore fluid in WBM, the performance of WBM cannot remain unchanged, the alkalies, salts, surfactants and polymers thus are added into WBM. In general, the rheological properties and the dehydration wall building performance of WBM is the key and difficult to adjust. Meanwhile, the inhibitive ability of WBM is also very important for shale formation drilling, due to the influence of the physical–chemical effect between shale and drilling fluid. Thus, the chemical additives are usually added into a WBM system to achieve various effects, including rheological property control, depollution, shale stability, enhance the drilling ROP, cooling and lubricating of equipment. For deep or geothermal drilling, due to the influence of depth, high salinity, high-pressure and high-temperature, the density of drilling fluid needs to be improved using barite and iron ore powder, the rheological properties and dehydration wall building performance are more difficult to control, as demonstrated by low and high temperature rheology is difficult taking into account, HPHP water loss is large and thick mud cake. The maximum operation temperature of WBM is recorded about 200 °C. So, the key problem is how to improve the temperature resisting performance of WBM.
-
3.
Oil-based mud (OBM): oil-based mud is a mud where the base fluid is a petroleum product such as diesel fuel. The technology of OBM has advanced from the use solely of crude oil as a means of improving productivity to the use of multi-functional compositions that have played parts in numerous record-setting wells (Darley and Gray 1988). OBM is used for many reasons, such as increased lubricity, enhanced shale inhibition, and greater cleaning abilities with less viscosity. In addition, OBM also can withstand greater heat without breaking down. Applications have been made under conditions of extreme temperatures, high pressures, water-sensitive shales, corrosive gases, and water-soluble salts (Darley and Gray 1988; Caenn et al. 2011). Problems of stuck pipe, excessive torque and drag in deviated holes, and entrainment of gas in the drilling fluid have been minimized. However, the use of OBM has special considerations, includes cost, environmental considerations such as disposal of cuttings in an appropriate place, and the exploratory disadvantages of using oil-based mud. Therefore, the OBM may be a good choice to treat the related problems that induced by high density, high salinity, high-pressure and high-temperature. The maximum operation temperature of OBM is recorded higher than 220 °C.
In vertical deep well drilling, the high-pressure/high-temperature (HP/HT) may be the main factors that affect the properties of drilling fluids. In horizontal drilling and ERD drilling, the lubricating property and cutting carrying ability may be the main factors. However, in geothermal drilling, due to the extremely high-pressure/high-temperature (HP/HT), complex wellbore pressure system and many mud pollution sources, the density, the rheological properties and the dehydration wall building performance of mud is more difficult to maintain. Currently, the OBM and WBM are usually used in deep well drilling in the globe, and the maximum operating temperature of drilling fluid is close to 220 °C, the highest density of drilling fluid is about 2.4–2.7 g/cm3.
4 Achievements of deep well drilling and challenges
4.1 Top 15+ deepest wells and challenges
Since the first commercial oil well was drilled in 1895, in the last hundred years, the drilling technology has advanced from cable tool drilling to the use of advanced and automated rotary drilling, such as the No Drilling Surprises (NDS), rotary steerable drilling (RSD), geo-steering drilling (GSD), managed pressure drilling (MPD), micro flow control drilling (MFCD), casing drilling (CD), and multilateral drilling, that has played a very important role in petroleum drilling. The applications have been made for oil and gas exploration, oil and gas production, scientific drilling, and geothermal drilling. The initial oil well was only drilled to a depth of 19.8 m, while the current oil well can be drilled more than 10,000 m. Table 4 listed the top 15+ deepest wells all over the world. The deepest well is still the well SG-3 that drilled in the Kola Peninsula of Russia in 1984. Most of oil wells can be drilled more than 6000 m. To drill a deep or ultra-deep well, the uncertainty and hidden enhance as the increase in depth, which makes the pressure system, formation state and lithology become uncertain. As a result, the down-hole accidents, drilling risk, drilling period and drilling cost increased. Currently, a deep well with a depth of 6000 m can be drilled about 3–6 months, while a deep well with a depth of 8000 m just can be drilled more than one year. This also means the higher depth, the more difficult is. The real reasons and challenges can be summarized as follows (Gao 2004; Kelessidis 2009):
-
1.
The uncertainty geological conditions are very strong for deep or ultra-deep wells, it’s stronger for exploratory wells. The uncertainty is usually shown in the following aspects: the uncertain formation lithology, the uncertain formation pressure, the uncertain layered depth and the uncertain completion depth. The uncertain formation pressure means the pressure system is uncertain, including pore pressure, collapse pressure and fracture pressure, which makes design and decisions become very hard. The drilling difficulties are usually thus caused, especially the control of wellbore pressure.
-
2.
There is a lack of drilling technology due to the current technologies cannot adapt the requirements of deep or ultra-deep drilling. If the well is drilled deeper, the encountered formation layers are also more, the probabilities that encountered the complex pressure system are thus bigger. Thus, various types of down-hole problems can be encountered during drilling, especially some ambivalent down-hole problems, such as the collapse and loss, the overflow and loss.
-
3.
The typical characteristics of deep or ultra-deep wells are the high-pressure and high-temperature, which caused a series of challenges for down-hole tools and working fluids.
-
4.
The interaction of multiple factors can usually cause more complex problems. For example, assuming the upper formation gets close to fracture, once the lower formation exists high pressure, the overflow maybe occurred; the mud density then should be weighted to prevent blowout, but it could fracture the upper formation; if the upper formation is fractured, the bottom pressure decrease due to the loss of mud, and the overflow may be more serious and even become a blowout. If the high-pressure and high-temperature exist, the control of wellbore pressure will more difficult, because the rheological properties of mud is affected by them.
Thus, in order to solve above problems, the following key techniques should be solved or improved: (1) improving the prediction accuracy of the in situ stress and formation pressure (pore pressure, collapse pressure and fracture pressure); (2) the reasonable design of wellbore configuration; (3) the solution of two or more pressure systems that encountered in the same open hole section; (4) the ultra-high strength connector of drill-string; (5) the vertical and fast drilling technology (such as the automatic vertical drilling system); (6) the high-efficiency drill bit and rock breaking technology; (7) maintaining the stability of wellbore; (8) the high density (>2.4 g/cm3) and high temperature resistance (>200 °C) drilling fluid; (9) the high temperature resistance (>200 °C) MWD and drilling tools; (10) the advanced solution for down-hole complex problems (such as the MPD, MFCD, NDS); (11) the high performance ultra-deep drilling rig and equipments.
4.2 Top 20+ longest extended reach wells and challenges
Since the first directional well was drilled in 1895, in the last hundred years, the directional drilling technology has advanced from sidetracking drilling to the use of horizontal drilling, extended-reach drilling and multi-lateral drilling, which played very important roles in petroleum development. The applications of directional drilling have been made for sidetracking, avoiding geological problems or inaccessible locations, offshore development, horizontal drilling, extended-reach drilling, relief well drilling, non-petroleum uses, and etc. Currently, the length of directional drilling can reach more than 10 km. Table 5 listed the top 20 longest wells all over the world. The longest well is the well Z-42 that drilled in Chayvo of Russia in 2014, its measured depth was 12,700 m, while its horizontal displacement reached 11,738 m. Currently, the horizontal displacement of most oil wells can research about 2000–4000 m. However, the difficulties of extended-reach drilling depend on not either the horizontal displacement or the vertical depth, that means it depends on the horizontal displacement to vertical depth ratio (λ = HD/VD = horizontal displacement/vertical depth). In general, λ ≈ 0 represents conventional vertical wells, 0 < λ < 2 belongs to directional or horizontal wells, 2 < λ < 3 belongs to conventional extended-reach wells, while λ > 3 belongs to extended-reach wells with ultra-high horizontal displacement to vertical depth ratio (Gao et al. 2009). Due to the development of the directional drilling technology, the extended-reach drilling, especially horizontal extended-reach drilling with a high horizontal displacement to vertical depth ratio, represent a frontier technology and challenge the drilling limitations (Gao et al. 2009). As shown in Fig. 21, the current horizontal displacement to vertical depth ratio has exceeded five, and the ultimate extended ability has reached 10,000 m not only in horizontal displacement but also in vertical depth. The advanced techniques and tools are the motive power for the development of directional drilling, as shown in Figs. 22, 23, and these technologies has advanced from real-timized to digitized, visual, automated, integrated and intelligentized (Ma and Chen 2015). However, the challenges of directional drilling are different with the vertical deep drilling, and can be concluded as follows (Allen et al. 1997; Walker et al. 2009; Gao et al. 2009; Walker 2012; Gupta et al. 2014; Yan et al. 2014; Ma et al. 2015a; Liu et al. 2016b):

The worldwide deep wells and extended-reach wells

The development of the worldwide drilling techniques

The achievements and challenges of petroleum drilling
-
1.
Hole cleaning: the cuttings transport is critical in the highly-deviated and horizontal wells, due to the influence of gravity settling. In general, poor hole cleaning may result in stuck pipe, reduced ROP, transient hole blockage leading to lost circulation, excessive drill pipe wear, extra cost for special drilling fluid additives and wastage of time by wiper trip maneuvers. The drilling fluids with high performance and drill-string rotary are beneficial for hole cleaning.
-
2.
Well path planning/accumulated dogleg: the design of well path is very important, the optimal design of well path can help reduce the difficulty of directional, especially for extended-reach wells with ultra-high horizontal displacement to vertical depth ratio.
-
3.
High torque/drag: due to the gravity, the drill-string usually lying on the lower wellbore, which forms the high torque/drag. Meanwhile, the well pat, mud lubricity and drill-string buckling are also the critical factors to form the high torque/drag. The high drag may result in pipe sticking, lower ROP, long cycle, and high cost. The high torque/drag also makes the load of the drill-string increasing, thus the special and high-strength drill pipe is also a critical condition. If the drag is high enough, the drilling string and casing maybe cannot be run in the borehole, due to the downward force is not enough. To decrease the torque/drag, the lubricants are usually added into drilling fluids to improve the lubricity, some assistant tools also used. The rotary drilling is a best way to solve the high drag, therefore, the rotary steering system is mainly used in the extended-reach wells.
-
4.
Trajectory control and MWD: the MWD is also a key factor to ensure than the targets are penetrated. The mainly problems of trajectory control is how to drill rapidly, safely and accurately. The rotary steering system can help solve the above problems. The geo-steering system allows adjusting the well path according to the real time formation information.
-
5.
The design and optimization of drill-string: as mentioned above, due to the influence of length, gravity, torque, and drag, the extended-reach drilling has a high demand for the strength of drill-string. The research of drill-string and connector include balance connector, high anti-torsional joint, high-strength drill pipe.
-
6.
Drilling fluid: the suspension capability and lubricity of drilling fluids are the key factors for extended-reach drilling. The viscosity of drilling fluid can improve the suspension capability, while high viscosity is also adverse for circulating pressure loss, the higher viscosity, the higher circulating pressure loss is. Meanwhile, the hydraulic energy is also affected by the viscosity of drilling fluid. Thus, the viscosity of drilling fluid should be optimized for these aspects. The lubricants are usually added into drilling fluids to improve the lubricity.
-
7.
Wellbore stability: the stability of highly-deviated and horizontal wellbore are usually poorer than vertical wellbore, due to the influence of in situ stress, well path, and long-term immersion. Meanwhile, the high circulating pressure loss maybe makes the equivalent circulating density (ECD) exceeds the fracture pressure. Sometimes, in order to solve the narrow safe density window, the managed pressure drilling or micro-flow control drilling is utilized.
-
8.
Running liner/casing: due to the effect of high drag in extended-reach wells, the liner/casing running is also a key problem. If the drag is high enough, the liner/casing maybe cannot be run in the borehole successfully, due to the downward force is not enough. Thus, the top drive systems are usually used to solve this problem, the top drive system can push and rotate the casing. In addition, some special techniques also can be used to aid the liner/casing running, such as the casing centralizer and the floating collar casing running.
-
9.
Casing wear: the rotary drilling is used to decrease the drag, but it makes casing and drill-string wear. Thus, a potential threat exists in the drilling and production. Some anti-wear technologies, such as the anti-wear sub, anti-wear ring, and anti-wear rubber, are utilized to solve this problem.
5 Conclusion
The present overview of 125 years of development since the pioneering method of the 1890s is aimed to present the state of the art in the vertical and directional drilling technologies and their recent developments. It appears that integral understanding of the vertical and directional drilling technologies. The developments of the directional techniques, the main directional tools (deflection tools, down-hole motor, rotary steerable drilling system and vertical drilling system), the directional survey techniques (measuring and transmission techniques), the main drill bits (roller cone bits, fixed cutter bits and hybrid bits), and the main drilling fluids (gas-base drilling fluid, water-based drilling fluid and oil-based drilling fluid) are summarized and analyzed. This part presents concluding remarks and some potential applications for the vertical and directional drilling technologies.
-
1.
In the last hundred years, the drilling technology has advanced from cable tool drilling to the use of advanced and automated rotary drilling. The advanced techniques and tools are the motive force of the development.
-
2.
Most of the current oil and gas wells have been drilled more than 6000 m in depth and 2000–4000 m in horizontal displacement. The ultimate extended ability has reached 10,000 m not only in horizontal displacement, but also in vertical depth. Therefore, the main technologies will revolve around how to drill deeper or longer wells. For deep or ultra-deep wells, the key is to solve the problem that induced by high-pressure and high-temperature. For directional wells, the key is to solve the advanced automatic control techniques.
-
3.
The vertical and directional drilling has advanced from real-timized to digitized, visual, automated, integrated and intelligentized. However, the degree of automation is still not enough for real industry. Thus, the advanced automated vertical and directional drilling is still the promising field.
-
4.
The applications of vertical and directional drilling are very successful in petroleum extraction, such as oil and gas exploration, oil and gas production. Meanwhile, the vertical and directional drilling also can be extended to scientific drilling, geothermal drilling and the other related aspects.
References
Allen F, Tooms P, Conran G, Lesso B (1997) Extended-reach drilling: breaking the 10-km barrier. Oilfield Rev 9:32–47
Al-Yami HE, Kubaisi AA, Nawaz K, Awan A, Verma J, Ganda S (2008) Powered rotary steerable systems offer a step change in drilling performance. Paper SPE 115491 presented at the SPE Asia Pacific oil and gas conference and exhibition, 20–22 Oct, Perth, Australia
Azar M, Long W, White A, Copeland C, Hempton R, Pak M (2015) A new approach to fixed cutter bits. Oilfield Rev 27(2):30–35
Bruton G, Crockett R, Taylor M, Denboer D, Lund J, Fleming C, Ford R, Garcia G, While A (2014) PDC bit technology for the 21st century. Oilfield Rev 26(2):48–57
Bryan S, Cox J, Blackwell D, Slayden F, Naganathan S (2009) High dogleg rotary steerable system: a step change in drilling process. Paper SPE 124498 presented at the SPE annual technical conference and exhibition, 4–7 Oct, New Orleans, USA
Caenn R, Darley HCH, Gray GR (2011) Composition and properties of drilling and completion fluids, 6th edn. Gulf Professional Publishing, USA
Centala P, Challa V, Meehan R, Paez L, Partin U, Segal S, Wu S, Garrent I, Teggart B, Tetley N (2011) Bit design—top to bottom. Oilfield Rev 23(2):4–17
Chen P (2011) Drilling and completion engineering, 2nd edn. Petroleum Industry Press, Beijing
Chen TG, Guan ZC (2005) Drilling engineering theory and technology. China University of Petroleum Press, Beijing
Chen P, Liu Y, Ma TS (2014) Status and prospect of multi-well pad drilling technology in shale gas. Pet Drill Tech 42(3):1–7
Darley HCH, Gray GR (1988) Composition and properties of drilling and completion fluids, 4th edn. Gulf Professional Publishing, Burlington
Downton G, Klausen TS, Hendricks A, Pafities D (2000) New directions in rotary steerable drilling. Oilfield Rev 26:18–29
Edwards ST, Coley CJ, Whitley NA, Keck RG, Ramnath V, Foster T, Coghill K, Honey M (2013) A summary of wired drill pipe (IntelliServ Networked Drillstring) field trials and deployment in BP. Paper SPE 163560 presented at the SPE/IADC drilling conference, 5–7 March, Amsterdam, The Netherlands
Elders WA, Friðleifsson GÓ, Albertsson A (2014) Drilling into magma and the implications of the Iceland Deep Drilling Project (IDDP) for high-temperature geothermal systems worldwide. Geothermics 49:111–118
Felczak E, Torre A, Godwin ND, Mantle K, Naganathan S, Hawkins R, Li K, Jones S, Slayden F (2011) The best of both worlds—a hybrid rotary steerable system. Oilfield Rev 23(4):36–44
Gao D (2004) The drilling technology of deep and ultra-deep wells under complex geological conditions. Petroleum Industry Press, Beijing
Gao D (2011) Optimized design and control techniques for drilling and completion of complex-structure well. China University of Petroleum Press, Beijing
Gao D, Tan C, Tang H (2009) Limit analysis of extended reach drilling in South China Sea. Pet Sci 6(2):166–171
Gatlin C (1960) Petroleum engineering: drilling and well completions. Prentice-Hall Inc., New York
Gupta VP, Yeap AHP, Fischer KM, Mathis RS, Egan MJ (2014) Expanding the extended reach envelope at Chayvo Field, Sakhalin Island. Paper SPE 168055 presented at IADC/SPE drilling conference and exhibition, 4–6 March, Fort Worth, Texas, USA
Haak V, Jones AG (1997) Introduction to special section: the KTB deep drill hole. J Geophys Res Solid Earth (1978–2012) 102(B8):18175–18177
Han Z (2011) Design and calculation of directional drilling, 2nd edn. China University of Petroleum Press, Beijing
Helms L (2008) Horizontal drilling. DMR Newsl 35(1):1–3
Hernandez M, Long R (2010) The evolution and potential of networked pipe. J Petrol Technol 62(4):26–28
Hyne NJ (2001) Nontechnical guide to petroleum geology, exploration, drilling, and production, 2nd edn. PennWell Corporation, Tulsa
Inglis TA (1987) Petroleum engineering and development studies volume 2: Directional drilling. Graham & Trotman Limited, London
Kelessidis VC (2009) Challenges for very deep oil and gas drilling will there ever be a depth limit. Paper presented at the third AMIREG international conference: assessing the footprint of resource utilization and hazardous waste management, 2009, pp 220–230
Kozlovsky YA (1984) The world’s deepest well. Sci Am 251(6):106–112
Liu HH, Ranjith PG, Georgi DT, Lai BT (2016a) Some key technical issues in modelling of gas transport process in shales: a review. Geomech Geophys Geo Energy Geo Res. doi:10.1007/s40948-016-0031-5
Liu Y, Chen P, Wang XM, Ma TS (2016b) Modeling friction-reducing performance of an axial oscillation tool using dynamic friction model. J Nat Gas Sci Eng 33:397–404
Lyons WC, Plisga GJ (2016) Standard handbook of petroleum and natural gas engineering, 3rd edn. Gulf Professional Publishing, Burlington
Ma TS, Chen P (2014) Mathematical model and physical experimental research for pressure response of formation testing while drilling. Chin J Geophys 57(7):2321–2333
Ma TS, Chen P (2015) Development and use of a downhole system for measuring drilling engineering parameters. Chem Technol Fuels Oils 51(3):294–307
Ma TS, Chen P, Yang CH, Zhao J (2015a) Wellbore stability analysis and well path optimization based on the breakout width model and Mogi-Coulomb criterion. J Petrol Sci Eng 135:678–701
Ma TS, Chen P, Han X (2015b) Simulation and interpretation of the pressure response for formation testing while drilling. J Nat Gas Sci Eng 23:259–271
Marbun BTH, Zulkhifly S, Arliyando L, Putra SK (2011) Review of ultrashort-radius radial system (URRS). Paper IPTC 14823 presented at the international petroleum technology conference, 15–17 Nov, Bangkok, Thailand
McFarland W, Meyer R (1974) A resume of the drilling fluids used on the world’s deepest well. Paper SPE 5182 presented at SPE deep drilling and production symposium, 8–10 Sept, Amarillo, Texas, USA
Mitchell B (1995) Advanced oilwell drilling engineering, 10th edn. Mitchell Engineering, San Francisco
Mitchell RF (2006) Petroleum engineering handbook volume II—Drilling engineering. Society of Petroleum Engineers, Richardson, Texas
Pessier R, Damschen M (2011) Hybrid bits offer distinct advantages in selected roller-cone and PDC-bit applications. SPE Drill Complet 26(1):96–103
Reich M, Oesterberg M, Montes H, Treviranus J (2003) Straight down to success: performance review of a vertical drilling system. Paper SPE 84451 at SPE annual technical conference and exhibition, 5–8 Oct, Denver, Colorado, USA
Samuel R, Gao D (2013) Horizontal drilling engineering—theory, methods and applications. SigmaQuadrant Publisher, Houston
Sebastian P, Stefan K, Greg S, Benjamin C (2016) Directional drilling—well design and equipment. Tangient LLC Wikispaces Web. https://drilleng-group4-directionaldrilling-1.wikispaces.com/Applications. Accessed 12 April 2016
Short JAJ (1993) Introduction to directional and horizontal drilling. Pennwell Publishing Company, Tulsa
Takach NE, Barker C, Kemp MK (1987) Stability of natural gas in the deep subsurface: thermodynamic calculation of equilibrium compositions. AAPG Bull 71(3):322–333
Verma AK, Sirvaiya A (2016) Comparative analysis of intelligent models for prediction of Langmuir constants for CO2 adsorption of Gondwana coals in India. Geomech Geophys Geo Energy Geo Res 2(2):97–109
Walker MW (2012) Pushing the extended-reach envelope at Sakhalin: an operator. Paper SPE 151046 presented at IADC/SPE drilling conference and exhibition, 6–8 March, San Diego, California, USA
Walker MW, Veselka AJ, Harris SA (2009) Increasing sakhalin extended reach drilling and completion capability. Paper SPE 119373 presented at SPE/IADC drilling conference and exhibition, Society of petroleum engineers, 17–19 March, Amsterdam, The Netherlands
Wang H, Zheng X (2005) Status quo and faced challenges of deep well drilling techniques of PetroChina. Oil Drill Prod Technol 27(2):4–8
Wang D, Liu H, Han S, Zhong S, Xiong J, Ye L (2006) Deep rock mechanics and deep or ultra-deep well drilling technology. Drill Prod Technol 29(2):6–9
Wang D, Zhang W, Zhang X, Zhao G, Zou R, Ni J, Yang G, Jia J, Yang K, Zhu Y, Xie W, Zhu W, Zhang P, Fan L, Ye J, Wang Y, Geng J (2015) The China Continental Scientific Drilling Project: CCSD-1 Well Drilling Engineering and Construction. Science Press, Beijing
Wroblewski EF (1973) Developments in Oklahoma and Panhandle of Texas in 1972. AAPG Bull 57(8):1508–1510
Wu Q (2012) Application and development of geosteering and rotary steerable systems technique. Petroleum Industry Press, China
Yan G, Zhang J (2013) Status and proposal of the Sinopec ultra-deep drilling technology. Pet Drill Tech 41(2):1–6
Yan T, Wang K, Sun X, Luan S, Shao S (2014) State-of-the-art cuttings transport with aerated liquid and foam in complex structure wells. Renew Sustain Energy Rev 37:560–568
Zeng Y, Liu J (2005) Technical status and development trend of drilling techniques in deep and ultra-deep wells. Pet Drill Tech 33(5):1–5
Zhang S (2005) Vertical drilling technologies in deep, ultra-deep, and complex structure wells. Pet Drill Tech 33(5):13–14
Zhi S, Elsworth D (2016) The Role of gas desorption on gas outbursts in underground mining of coal. Geomech Geophys Geo Energy Geo Res 2(3):151–171
Zou C, Zhai G, Zhang G, Wang H, Zhang G, Li J, Wang Z, Wen Z, Ma F, Liang Y, Yang Z, Li X, Liang K (2015) Formation, distribution, potential and prediction of global conventional and unconventional hydrocarbon resources. Pet Explor Dev 42(1):14–28
Acknowledgments
This work was supported by a grant from the Scientific Research Foundation of International Cooperation and Exchanges of Sichuan Province (Grant No. 2016HH0001), the National Natural Science Foundation of China (Grant Nos. 51604230, 51674215 and 51504211), and the Open Fund of the State Key Laboratory of Oil and Gas Reservoir Geology and Exploitation of Southwest Petroleum University (No. PLN201611).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ma, T., Chen, P. & Zhao, J. Overview on vertical and directional drilling technologies for the exploration and exploitation of deep petroleum resources. Geomech. Geophys. Geo-energ. Geo-resour. 2, 365–395 (2016). https://doi.org/10.1007/s40948-016-0038-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40948-016-0038-y