
Abstract
The mechanical and safety-relevant properties of tempered architectural glass are tested using destructive bending strength and fracture pattern tests. The edge stress provides essential information on the quality of the tempering process and can, therefore, be used to ensure quality characteristics. The paper shows that the current valid evaluation method for edge stress, according to ASTM C 1279-09, is unsuitable for architectural glass. The chamfer which is required for tempered glass by the European standards for tempered glass prevents the direct measurement of retardation and edge stress. Therefore, an extrapolation of the retardation curve towards the edge is necessary. The paper compares fitting functions of different polynomial degrees to determine and assess the edge stress. The objective is to develop a proper evaluation method of edge stress for quality control in the latest inline measurement systems which can be applied to replace operator-dependent measuring devices. The study presents appropriate methods and evaluates them through experimental investigations using the phase shift technique and multiple wavelength photoelasticity.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Architectural glass is essential in modern structures due to its aesthetic and structural properties. It can be tempered to overcome fragility caused by microscopic surface defects. This procedure involves heating and rapidly cooling the panes with air, creating internal stresses within the glass pane due to the temperature gradient. This process applies pressure to the surface and edges (Fig. 1), compressing defects and increasing the material's strength against external loads.

Pre-stress zones of the glass edge and plate with stress distribution of σ1 and σ2 and pressure and tension areas
Residual stresses can be divided into thickness stresses (variable in depth) and membrane stresses (constant in depth) (Aben and Guillemet 1993). Across the thickness of the glass, the stress distribution can be described by a parabola, see Fig. 1 on the right. Uniaxial membrane stresses, such as edge stresses in glass, are typically compressive stresses since they tend to cool faster than the center of the plate.
The glass becomes birefringent when stresses occur in the glass due to external or internal loading, such as residual stresses. Therefore, photoelasticity is suitable for controlling and visually measuring residual stresses in transparent, birefringent materials such as glass. Basic literature for the application areas can be found in Aben and Guillemet (1993), Ajovalasit et al. (2015), Ramesh and Sasikumar (2020), Dix (2024). Residual stresses in glass can be shown optically by retardations visible as fringes like isochromatics or patterns in images taken by photoelastic equipment such as the polariscope. Retardations occur when the incoming wave of polarised light splits into two components with different propagation velocities after entering the birefringent material. After passing through the glass, the light wave experiences relative retardation λ. This phenomenon can be described by the stress-optic law, also known as the Wertheim law, with the corresponding principal stress difference of the residual stresses (σ1 − σ2), thickness t, and stress-optical constant of the material C, and wavelength of the light source λ in a 2D plane stress model (Aben and Guillemet 1993).
However, near the edge, the additional cooling surface affects the residual stresses, and the stress in one of the principal directions becomes zero due to the mechanical equilibrium. The edge stress σedge can be determined using the measured retardation at the edge, the glass thickness and the photoelastic constant according to Eq. (1) (Aben and Guillemet 1993):
Figure 1 shows the transition from the approximate zero principal stress difference to the edge membrane stress as a curve with a sharp increase, equivalent to a rise in retardation.
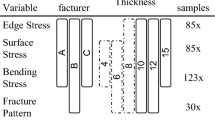
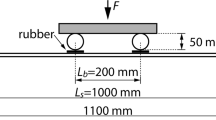
Ensuring tempered architectural glass’ mechanical strength and breakage behavior is crucial. The European product standards EN 12150 (2020) and EN 1863 (2012) include destructive tests, such as the four-point bending (EN 1288-3 2000) and fracture pattern tests (EN 1863-1 2012, EN 12150-1 2020) within the factory's production control. To conserve resources and energy, a critical analysis of current test methods and their ability to accurately measure the properties of architectural glass is required.
Thermally induced residual stresses such as edge and surface stress can provide information on the strength behavior (Aben et al. 2010; Mognato et al. 2020), and fracture behavior of glass (Nielsen 2017; Pour-Moghaddam 2020), which are currently not considered in European standardization.
However, the American standard ASTM C 1048 (2018) specifies minimum values for edge stress of 67 MPa and surface stress of 69 MPa for fully tempered glass. The corresponding photoelastic test methods are described in ASTM C 1279-09 (2009). Measuring surface stress using the scattered light method is a common research practice (Pourmoghaddam et al. 2019; Mognato et al. 2020; Achintha 2021; Nielsen et al. 2021). However, due to single-point measurement, its application in quality control during the production of architectural glass is time-consuming and, therefore, inefficient (Aben et al. 2010).
Due to a lack of practicality and knowledge, the European standards do not specify limit values and test methods for tempered architectural glass (Schaaf et al. 2017). On the other hand, ASTM C 1279-09 provides a technique for measuring edge stress using a hand-held polarimeter with a wedge compensator to read the retardation at two specific measuring points. As it relies on punctual measurements, the method is complex and error-prone due to its dependence on the operator.
The glass cutting process involves scoring the surface and breaking the glass, resulting in sharp and uneven edges. To minimize the risk of injury and breakage during the tempering process, according to EN 12150 and EN 1863, it is necessary to chamfer the edges of architectural tempered glass before tempering and polishing them. Different levels of edge finishing are available in glass production, depending on the application (DIN 1249-11 2023). The minimum quality involves chamfering the glass edge at a 45° angle but with a rough surface. The best optical edge quality includes polishing to transparency for visible edges in installation.
The incidence angle of light waves must be perpendicular to the glass surface to obtain accurate photoelastic measurements of residual stress in the glass. However, in the case of chamfers in architectural glass, the sloping surface causes reflection of the light, leading to errors in the data output from the retardation measurement. Therefore, it is not possible to evaluate the edge stress accurately at the furthest point on the edge. The critical area is marked in Fig. 1. The measurement of retardation values is reliable only until the start of the chamfer (Aben et al. 2015; Achintha 2021). Extrapolation is necessary to determine the values over the chamfer and up to the end of the edge surface.
To obtain the stress on the edge, ASTM C 1279-09 provides a linear extrapolation method using Eq. (2) with the read retardations R1 and R2 at the points x1 and x2. The location of these measuring points, as shown in Table 1, depends on the thickness of the glass and the size of the chamfer.
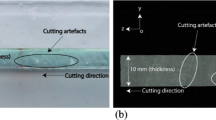
Figure 2 illustrates the chamfer problem using the intensity and photoelastic images from two measuring instruments used in this study of a 10 mm glass pane as an example. Analyzing the retardation values at the chamfer region of architectural glass can be challenging due to its large size. Since one or both measurement points x1 and x2 fall within or near the chamfer, their retardations cannot be evaluated. As a result, alternative extrapolation methods must be employed to determine the edge stress.

a Intensity image and b isochromatic image of a fully tempered glass (10 mm) with measuring points x1 = 1.0 mm and x2 = 1.6 mm and marking of the chamfer as a dashed line, taken via a phase-shifting technique and b multiple wavelength photoelasticity method
Some studies (Ajovalasit et al. 2014; Scafidi et al. 2015; Ramesh and Ramakrishnan 2016) investigated edge stress measurement using photoelastic methods. Laufs (2000) conducted experimental and numerical investigations on edge stresses. He measured retardation at multiple points using the scattered light method and extrapolated the curve of residual stresses toward the edge using a 3rd degree polynomial. This was verified by numerical simulation of the residual stresses on the edge. Lohr (2019) demonstrated the impact of post-polished edges using a 3rd degree polynomial extrapolation.
Various automated methods were investigated for their potential to replace standard manual compensation measurement methods, such as Tardy and Sénarmont's goniometric compensation, as well as Babinet and Babinet-Soleil compensators, for controlling car windows: Ajovalasit et al. (2014) used the center fringe method in monochromatic light and RGB photoelasticity in white light (Ajovalasit et al. 2012b, 2012a) and phase-shifting methods based on Tardy and Sénarmont monochromatic light (Ajovalasit et al. 2011) to measure the retardation until the chamfer. However, there were no statements about the fitting and extrapolation towards the edge.
Aben et al. (2013, 2015) conducted experimental measurements using the scattered light method and the tunneling effect. They extrapolated the retardation curve using a 4th-degree polynomial, where edge stress equals the surface stress measured via scattered light.
This study examines the measurement of edge stress in tempered architectural glass. Current manual measurement methods for this stress are highly dependent on the operator. The resulting variability in measurement results poses challenges in terms of reliability and consistency, which is particularly important for the safety requirements of tempered glass. Furthermore, measuring architectural glass can be time-consuming and labor-intensive under production conditions, making efficient quality control difficult. The broad chamfer of architectural glass limits the availability of measurement data and prevents the use of the ASTM C 1279-09 evaluation method.
Given these limitations, there is a clear need for improved measurement techniques and evaluation methods that enable greater reproducibility and accuracy and can be integrated into existing production processes. Therefore, this work aims to develop and validate such a method.
This study investigated glass specimens with different thicknesses and prestress levels using two different photoelastic measurement devices. The first method, the phase shifting technique, measured the retardation selectively at specific points but continuously over the course perpendicular to the edge. The second method uses multiple monochromatic wavelength photoelasticity, which can be integrated into production. However, the course can only be approximated using extreme points, which serve as the baseline for extrapolation. To determine the retardation at the edge, various extrapolation functions were compared.
This paper aims to answer the following research questions:
-
How can measurement devices be used to provide robust retardation data as a basis for extrapolation?
-
Which degree of extrapolation is suitable for determining the edge stress, depending on thickness and prestress level?
-
What edge stress values are obtained for different glass thicknesses and prestress levels?
-
How do the commercial devices differ?
2 Theoretical methods
2.1 Phase-shifting technique (PST)
One of the two measurement techniques used in this study is the Phase Shifting Technique (PST). The principle of the phase shifting technique is the determination of retardation and stress patterns in birefringent material using multiple images of different intensity levels digitally acquired by rotating optical elements of the photoelastic setup (Ramesh and Sasikumar 2020). The basic setup consists of a four-step plane polariscope or a six-step circular polariscope, but various combinations of steps are available (Ramesh and Ramakrishnan 2016).
The study employed the live system polarimeter StrainScope flex (ilis gmbh 2023) that belongs to the pixelated phase-shifting method (PPSM) with micropolariser arrays. The device measures the retardations per pixel using the compensation of Sénarmont.
Micropolariser arrays replace the mechanical rotation of the analyzer with a special polarisation camera. Figure 3 shows the arrangement of the photoelastic setup used in the measuring device. It includes a monochromatic light source with a plane polarising filter turned 45° to the directions of the principal stresses. A quarter wavelength plate, parallel to the polarising filter, is situated between the glass sample and the analyzer, combined with the camera to reverse the birefringence to linearly polarised light. The analyzer can measure different degrees of polarisation by rotating from the original polarisation direction to the maximum intensity.

Photoelastic setup of phase-shifting technique as pixelated phase-shifting method with a monochromatic light source, (P) polariser, (I) retardation image, (Q) quarter-wave plate, (A) analyzer, (C) camera
The output file displays retardation values ranging from zero to half the wavelength (λ = 588 nm), and an intensity image is also provided without the retardation values.
To determine higher retardations beyond 294 nm, a plane stress state in the model with known principal stress directions is necessary. The fringe order increases towards the edge due to the cooling behavior of the tempering in the area near the edge of the glass. To obtain the maximum retardation, the wavelength leaps can be added together depending on the 0.5th fringe order. As shown in the curve perpendicular to the edge (see Fig. 5c), the wavelengths jump from the measured maximum of half the wavelength to zero in the positive range. A detailed explanation of the stress measurement is given in Chapter 4.
2.2 Multiple wavelength photoelasticity (MWP)
The multiple wavelength photoelasticity (MWP) method utilizes monochromatic light-emitting diodes (LEDs) as light sources. The basic setup involves a circular polariscope with quarter-wave plates that inhibit isoclines.
The MWP method is a development of the half-wavelength photoelasticity introduced by Voloshin and Burger (Voloshin and Burger 1983), which determines the retardations occurring in the model via a function of light intensity (Dix et al. 2022). One potential disadvantage of half-wavelength photoelasticity is that it can only detect retardations less than the 0.5th fringe order. However, by combining multiple wavelengths, relative retardations can be obtained using the MWP in a fringe order of at least 1. The technique is already used within the tempering process to measure and evaluate optical anisotropies in tempered architectural glass facades where low relative retardations are present. The measurement of retardations over the entire surface of the glass during the tempering process is enabled by the simultaneous acquisition of images of a single wavelength (Hidalgo and Elstner 2018; Dix 2024).
The measuring device (Softsolution GmbH 2023) used for the investigations with MWP is a bright field polariscope with telecentric LEDs and a high spatial resolution of 200 dpi. This study analyzed the acquired isochromatic images of three wavelengths: blue (442.35 nm), green (499.3 nm), and red (626.8 nm). The isochromatic orders of the wavelengths were counted to determine the edge stress along the edge (Schaaf et al. 2017). Figure 4 shows the arrangement of the optical elements of the circular polariscope with visualization of the isochromatic images in a bright field.

Photoelastic setup of a circular polariscope with (L) telecentric LEDs in three wavelengths, (P) polariser, (Q) quarter-wavelength plate, (I) isochromatic images of their corresponding wavelength, (A) analyzer, and (S) recording sensor
3 Study design and evaluation
This study aimed to analyze clear float glass samples (360 mm × 1100 mm) with beveled and sanded edges and a chamfer of 1.5 mm to 2.0 mm. The investigation covered glass samples of 8 mm, 10 mm, and 12 mm thickness and three different prestress levels. Two levels corresponded to the standard cooling protocols for heat-strengthened (HSG) and fully tempered glass (FTG 1). The third level represents an enhanced prestress level for fully tempered glass, achieved through higher cooling rates and pressures to induce higher residual stresses. This prestress level is high, fully tempered glass (FTG 2). The described parameters result in nine different series of five samples each.
The following chapter explains various extrapolation methods and evaluation techniques. The procedure extrapolates the retardation curve across the chamfer to determine retardation at the edge accurately. After extrapolating, Eq. (1) was used to calculate the edge stress. Dix (2024) described several values for the photoelastic constant C, ranging from 2.61 to 3.03 Brewster units. This paper chose the constant of 2.7 Brewster units, following GlasStress Ltd. (2013).
4 Evaluation with phase-shifting technique (PST)
4.1 Experimental setup
The phase-shifting technique was used to measure specific points on the glass specimen. Retardation values were recorded at three measuring areas per both longitudinal edges (refer to Fig. 5a) across the entire field after placing the specimen on the measuring device's light field.

Evaluation method via phase-shifting technique: a Six measuring areas per glass specimen; b five sections per measuring area; c diagram with the labeling of the chamfer and fitting area as the basis for the extrapolation to the edge, original retardation data points with λ/2 leaps and composed curve; intensity and retardation image for the section through the edge
The evaluation procedure identified the edge and the chamfer. Five sections were set at a distance of 1.5 mm per measuring field to obtain a reliable edge stress value per specimen and minimize outliers (refer to Fig. 5b). The retardation values were added together to receive a continuous curve of the retardation towards the chamfer (composed path) using the 0.5th fringe order leaps, designated as the original path in Fig. 5c. The curve fitting was based on the data points from the zero cross to the location of the chamfer. The edge stress on the chamfer area will be determined by extrapolating the curve toward the end of the edge. Sections that do not show a zero crossing were excluded from the analysis as they falsified the results.
4.2 Extrapolation methods
The product standards (EN 1863-1 2012; EN 12150-1 2020) for thermally toughened glass in the building industry require the edges to be chamfered. If panes are produced without a chamfer or inaccurate chamfer, the risk of breakage during tempering increases. As the inclined surface of the chamfer affects the light reflection in any photoelastic measurement method, it is not possible to determine the real retardation and, therefore, the actual edge stress experimentally. Thus, the retardation values measured up to the chamfer must be extrapolated to the edge to obtain an extrapolated edge stress.
The phase-shifting technique is an appropriate method for analyzing the different extrapolations as it provides more data points than the multiple wavelength photoelasticity method. This means more data points are available to obtain a reliable interpolation function.
4.2.1 Interpolation of retardations
The first step is to get an appropriate interpolation fit of the measured retardation values. There are various ways to create a fitting function for data points. The fit connects the available data points as a steady mathematical function. Standard fitting functions can be polynomials of different degrees, exponential, spline, or trigonometric functions.
Laufs (2000) and Aben et al. (2013) used different investigation methods to measure the retardation towards the glass edge. Additionally, they used polynomials of different degrees to describe the increase of retardation and the principal stress deviations.
The study found that the choice of polynomial degree significantly influences the accuracy of the interpolation of data points and the reliability of the extrapolation from the chamfer to the edge. Although a higher degree polynomial may offer a more accurate fit to the data points, it also carries the risk of overfitting, leading to unwanted deviations in the extrapolation. Additionally, experimental inaccuracies can lead to significant errors in the calculated stress distribution (Aben and Guillemet 1993). Therefore, it is crucial to carefully select the polynomial degree to achieve a balanced interpolation between the data points of retardation and ensure a realistic extrapolation for the edge stress.
This study aims to analyze the differences of polynomials of 2nd, 3rd and 4th degree of the interpolation function and the influence on the extrapolation. Ideally, the interpolation function should run precisely through all data points to have the fewest deviations. To assess the quality of the fit, it is possible to compare factors such as the sum of squares due to error (SSE) and the R-square (R2). The SSE indicates the total deviation of the data points from the fitting function, expressed as the summed square of residuals. The smaller the SSE, the more likely the data points are to lie on the fitting function. The R2 is a statistical measure that ranges from 0 to 1. It assesses the quality of the fit in terms of how well it describes the data points (The MathWorks Inc. 2024).
In the case of polynomials, the R2 value naturally increases with the addition of further coefficients, although this does not necessarily indicate an improvement in the goodness of fit. In order to exclude this behavior, the adjusted R2 is calculated, which takes into account the residual degrees of freedom and thus adjusts the R2 value, making the polynomial degrees comparable (The MathWorks Inc. 2024).
Figures 6 and 7 illustrate the goodness of fit parameters SSE and adjusted R2 of the interpolation functions of the different polynomial degrees for the fitting range divided according to the glass thicknesses. The second-degree polynomial in the fitting range exhibits a notable discrepancy from the other two polynomial degrees. The values of SSE and R2 indicate that the second-degree polynomial is less suitable for fitting than the 3rd and 4th degree polynomials.

Evaluation of polynomial degrees using sum of squares due to error (SSE), divided by glass thickness

Evaluation of polynomial degrees using R2, divided by glass thickness
This can also be seen in Fig. 8 on a specimen with a thickness of a 12 mm fully tempered glass. Here, the retardation curve of one section through the edge recorded via PST shows that a 2nd degree polynomial cannot provide an accurate fit to the data points. This polynomial degree is too low and therefore unsuitable for describing the retardation curve towards the edge.

Comparison of extrapolation curves polynomial 2nd, 3rd, and 4th degree, exemplary for a 12 mm fully tempered glass
For all test specimens, the interpolation curve and the statistical measures of SSE and R2 of the 3rd and 4th degree polynomials did not significantly differ when fitted within the measured data points. As shown in Fig. 8, the two polynomials of the 3rd and 4th degree demonstrate a precise fit to the measured curve within the interpolation range.
4.2.2 Extrapolated edge stress values
For selecting the suitable function, it is essential to compare the extrapolated edge stress, as this is the value used to guarantee the glass properties in production control.
As shown in Fig. 9, differences between the polynomials become apparent, resulting in significantly different edge stress values. The diagram shows boxplots of the extrapolated edge stress determined by the 3rd and 4th degree polynomials depending on the prestress level and thickness of the glass. One boxplot corresponds to five specimens à 30 extrapolation curves. Note that the extrapolation function towards the glass edge is no longer defined by any measurement points. The extrapolated value is contingent upon the selected mathematical interpolation function. The extrapolation using 4th degree polynomial results in higher edge stress values or more scatter than using the 3rd degree. This can be explained by the higher rise resulting from the greater polynomial and an increased adaptability of the 4th degree polynomial due to the additional coefficient.

Statistical evaluation of the 3rd, and 4th degree polynomials as boxplots (n = 150) with outliers ( +) for the three prestress levels and glass thicknesses of 8 mm, 10 mm, and 12 mm
The evaluation of the interpolation range demonstrated that the 3rd and 4th degree polynomials functions exhibit comparable efficacy for describing the data points. This finding indicates that a conclusive preference for either polynomial degree cannot be determined based on the current evaluation. Additionally, the practical validation of extrapolated edge stress values against actual values is not infeasible due to the presence of a chamfer, which complicates accurate stress measurement at the edges.
Therefore, the primary objective is to establish a reliable method for evaluating edge stresses to ensure the integrity of glass properties within the context of automated production control. Using a 4th degree polynomial for this purpose carries the risk of overestimating edge stress values due to extrapolating, which poses a significant safety concern. Such overestimation is particularly problematic in the context of determining the safety characteristics of prestress levels and ensuring compliance with safety standards. To avoid potential risks and comply with more stringent limit criteria, a 3rd degree polynomial is employed in the following evaluations. This approach is considered to be safer and more suitable for ensuring the safety and accuracy of controlling the prestress quality.
4.3 Results of edge stress values
Figure 10 shows the edge stress values evaluated by a 3rd degree polynomial. The 30 sections of one glass sample are used to obtain a composite edge stress value for one pane, which is shown as a single value in the diagram. The average of the individual edge stress values from the four specimens in a series is calculated and labeled with the symbol x. There is no significant difference between the thicknesses at any prestressing level. The difference between toughened and heat-strengthened glass is evident. Although the high tempered glass (FTG 2) generally shows higher values than the standard tempered glass, there is no significant difference as the ranges of the two prestressing levels partially overlap.

Edge stress values per glass sample (single values) and mean values per series with phase-shifting technique (PST)
4.4 Constraints for cubic polynomial coefficients
The behavior of a cubic polynomial depends on the values of the coefficients and is described as the mathematical function:
Characterizing the behavior of the cubic function is difficult due to the interaction of its parameters. However, it is possible to make specific observations about the characteristics of the curve. The value of P1 is crucial in determining the asymptotic behavior of the graph, while the coefficient P2 affects the degree of curvature — a higher value results in a more pronounced curvature. Parameter P3 determines the tangent slope of the function at x = 0 and affects the curve's displacement along the x and y axes. The recorded retardation measurement points were adjusted so that the outer glass edge falls on x = 0. Therefore, parameter P4 represents the required retardation value at the edge to determine the edge stress according to Eq. (1).
For the previous investigations, the coefficients P1 to P3 of different specimens examined by the PST method were compared. Figure 11 displays the coefficients P1 to P3 on the respective y-axes of the three diagrams, divided by glass thickness. The colors correspond to the prestress level of the glass samples. A significant difference between the coefficients is particularly evident in the prestress level. The interpolation curves for the heat-strengthened glass samples are generally flatter and do not increase as much as those for the fully tempered glass panes. Additionally, the heat-strengthened glass samples exhibit less scattering. The difference between the standard (FTG 1) and high fully tempered samples (FTG 2) is only slightly discernible. The areas of the two prestress levels of fully tempered glass overlap and cannot be distinguished. However, fully tempered glass samples (FTG 2) exhibit slightly higher values. The influence of thickness is less pronounced for heat-strengthened glass panes than for fully tempered glass panes. The coefficients P1 and P3 generally increase, while P2 decreases as thickness increases.

Coefficients P1 to P3 of a polynomial of the 3rd degree divided by glass thickness evaluated with phase-shifting technique
5 Evaluation with multiple wavelength photoelasticity (MWP)
5.1 Experimental setup
The study investigated the multiple wavelength photoelasticity method by scanning the complete glass specimen to obtain the isochromatic images. Approximately 50 sections were examined per longitudinal edge, resulting in a measuring point every 22 mm, see Fig. 12a.

Experimental setup of MWP method: a 100 measuring areas on one glass specimen; b detection of the peaks; c assignment to the isochromatic order and corresponding wavelength
A section from the isochromatic intensity images was displayed to determine the fringe order from the edge to 1.5 times the glass thickness inside the glass surface. The peaks, or maxima and minima, of the edge isochromatics' intensity, were then detected automatically with a suitable script in MATLAB, starting with the first 0.5th isochromatic due to the bright-field setup assigned to the fringe order (Fig. 12b).
Next, the detected fringe orders of the relative retardation were converted to their corresponding wavelengths and compiled into a single diagram (Fig. 12c) as the basis for the extrapolation method.
5.2 Influences of peak detection
Errors in peak detection may occur due to contaminants such as dust particles or impurities on the glass sample surface. These contaminants can affect the isochromatic image and cause a shift in intensity maxima and minima positions on a pixel-by-pixel basis. Additionally, it is essential to note that data preparation, specifically cropping and aligning images, can cause discontinuities in the image matrix. This can make it challenging to accurately superimpose peaks over the three analyzed wavelengths.
Furthermore, when analyzing intensity maxima near the edges of samples, it is impossible to determine if they represent actual isochromatics or if they would continue if the chamfer were absent. To avoid potential distortions of the extrapolation curve, maxima that are too near the edge of the sample are not included in the analysis. In addition, the identification of the chamfer can be complicated, especially when using the MWP instrument where the chamfers are displayed as black areas, the exact position of the intensity minima in the vicinity of the chamfer cannot be determined, and the chamfer is optically magnified.
Due to the challenges described, the number of peaks used for extrapolation was limited. A section-by-section extrapolation is not considered feasible or practical, especially for thinner glasses with only a few isochromatics.
Therefore, the peaks from all measurements per sample were collated and presented in a combined diagram (see Fig. 14a) to ensure a more robust and less error-prone extrapolation.
5.3 Influence of 0th isochromatic
Due to its bright field setup, the 0th isochromatic in the MWP method is not as clearly visible as the distinctly separated edge isochromatics in the fringe image, as in the PST method. This is because the retardations, which should ideally be 0 nm in the field, are shown as a bright color. However, upon closer inspection of the section from the edge into the field, an irregular gradient is revealed after the 0.5th isochromatic, which corresponds to the maximum brightness of the image (refer to Fig. 13). Beyond this point, the brightness often decreases. The diffuse field of pre-stress zone 1 begins, characterized by minor principal differences and retardations. Therefore, the 0th isochromatic was determined to be at this maximum intensity value.

Detection of 0th isochromatic as intensity maximum shown exemplary on a standard fully tempered glass sample with 10 mm thickness
Figure 14 illustrates the behavior of the extrapolation curve with and without considering the 0th fringe order on a standard fully tempered glass sample with a thickness of 8 mm. When the 0th isochromatics are included, the curve has a fixed point and a steeper, steady rise (Fig. 14a). Without the 0th isochromatics, the inflection points of the polynomial function appear to shift, which can negatively influence the extrapolation. Figure 14b confirms this observation, as the higher polynomials are very error-prone. Therefore, the zero values were included in further evaluations.

The behavior of extrapolation curves with and without 0th isochromatics shown exemplary on a standard fully tempered glass sample with 8 mm thickness
5.4 Results of edge stress values with free coefficients
This chapter presents the edge stress values of the MWP method, which were extrapolated using a 3rd degree polynomial. The coefficients of the cubic curve were determined with free constraints. The upper limit of P1 causes an increase in the curve towards the edge, while the lower limit of P4 represents the maximum measured retardation.
Figure 15 shows the evaluation of edge stress values for a single sample labeled with a single value in the diagram. The mean value of the edge stress values, consisting of five specimens from one series, is calculated and designated with the symbol x. The distinction between fully tempered glass and heat-strengthened glass is still discernible.

Edge stress values with free coefficients per glass sample (single values) and mean values per series with the multiple wavelength photoelasticity method (MWP)
5.5 Results of edge stress values with transferred coefficients
As described in Sect. 5.2, the retardation data points obtained through the MWP method are inconsistent and result in a greater scatter when extrapolating to the edge than is realistic. To address this issue, the coefficients of the 3rd degree polynomial from the PST method are assigned to the extrapolation of data points obtained through the MWP method. This allows for a more accurate extrapolation with limited coefficients.
The coefficients P1 to P3, shown in Fig. 11, were defined as the upper and lower bounds of the 3rd degree polynomial for the evaluation. It may be useful to differentiate between coefficients for the corresponding prestress level and the glass thickness, as shown in the diagram. The lower limit of P4 is the maximum measured retardation, as in the previous evaluation. Figure 16 shows the assessment of the edge stress values for a single pane of glass calculated using the constraints of the PST method. The mean value of the edge stress values from four specimens in one series is designated with the symbol x. The dispersion within a test series is smaller compared to the edge stress values calculated with free constraints. The distinction between fully tempered glass and heat-strengthened glass is discernible. However, the constraints do not limit certain test specimens, as their 3rd degree polynomial coefficients were already within the specified limits.

Edge stress values with transferred coefficients per glass sample (single values) and mean values per series with the multiple wavelength photoelasticity method
6 Discussion
This chapter compares two measurement evaluation methods: phase-shifting technique and multiple wavelength photoelasticity. A polynomial extrapolation is inherently scatter-sensitive as it aims to simulate behavior for which no more values are available. The range for the edge stress values increases with the degree of the polynomial. Despite the use of the phase-shifting technique method, which allows for pixel-by-pixel measurement of retardation up to the chamfer, values still tend to scatter. The MWP method offers even greater versatility in extrapolation due to the limited number of values orthogonal to the edge.
To obtain a robust fitting of the measuring points from the fringe order for the MWP method, the coefficients of the PST method were used as limits, with a distinction in glass thickness and prestress level. In contrast, extrapolation was carried out with a 3rd degree polynomial, regardless of glass thickness and prestress level, to determine the retardation at the edge.
To show how the commercial devices differ, Fig. 17 displays the correlation between the edge stress values obtained from the PST and MWP methods, which were calculated using constrained coefficients of the PST method. Each data point on the graph represents the edge stress value of one sample.

Correlation between edge stress values of phase-shifting technique (PST) method and multiple wavelength photoelasticity (MWP) method (with constraints), evaluated with polynomial 3rd degree; with the 5% deviation marked as a line
Both evaluation methods distinguish between the prestress levels of heat-strengthened and fully tempered glass. The deviations between the MWP and PST methods in the measured values are within 5%, except for a few outliers. For HSG, the values are in the range of 54 MPa to 62 MPa, while FTG obtains values of 77 MPa to 88 MPa.
7 Conclusion
The European product standards for tempered architectural glass specify mechanical strength and breakage behavior requirements. These requirements are currently verified through destructive tests as part of the factory's production control. This paper presents non-destructive optical stress measurement methods of edge stress as a suitable alternative to save resources and energy.
Current manual measuring methods for edge stress are often time-consuming and labor-intensive under production conditions and make efficient quality control difficult. For tempered architectural glass, it is necessary to finish the edge by bevelling, grinding, or polishing. However, due to the width of the chamfer, it is not possible to measure the retardation up to the edge. Therefore, the evaluation method suggested in ASTM C 1279-09 cannot be used as the retardation at the measuring points fall within the chamfer.
The aim of this work was to establish the basis for measuring to develop an automated method for evaluating edge stresses in the production process and for control purposes as a higher-level objective. The procedure considers the problem of the chamfer through suitable extrapolation.
This study analyzed the differences of polynomials of 2nd, 3rd and 4th degree of the interpolation function and the influence on the extrapolation. The evaluation of the goodness of fit parameters adjusted R2 and Sum of Squares Due to Error (SSE) showed that the 2nd degree polynomial is not appropriate for the fitting function. The other two degrees had both a good similar fit for the measurement area, but they differed in the amount of the extrapolated values on the edge. As the safety properties of the tempered glass are to be guaranteed with the edge stress value, the 3rd degree was selected for the analyses, which have lower values and is therefore on the safe side.
Laufs (2000) conducted first research that included both numerical simulations and experimental investigations of edge stresses, utilising a polynomial of 3rd degree. The consistency of these two approaches provided support for the selection of the specific polynomial degree and reinforced the reliability of the findings obtained.
The experiments were carried out on standard-sized glass panes (360 mm × 1100 mm) using two photoelasticity methods. The stationary phase shifting technique device displays the measured retardation to the edge as a continuous curve on local points, allowing for good interpolation between points. The coefficients of the cubic polynomial fitting function were analyzed, revealing a noticeable distinction between prestress levels.
Multi-wavelength photoelasticity is currently used in the latest inline measuring systems for quality control and is, therefore, suitable for implementation in the automated production process. The paper described a method for obtaining retardations by using half and integer isochromatic orders from three wavelengths. To ensure a robust fitting function, the cubic extrapolation curve coefficients of the PST method were applied to the extrapolation of the MWP method data points as a function of thickness and prestress level. Based on the edge stress, both methods can identify a difference in the prestress level of heat-strengthened and fully tempered glass. The MWP and PST methods show slight deviations from each other, up to 5%, except for a few outliers.
To utilize the multiple wavelength photoelasticity method in conjunction with inline production control, it is advised that the fitting parameters be defined as described in this article using a different measuring device, such as a phase-shifting technique, which provides continuous measurement points of the retardation.
In further investigations, the method presented will be integrated and tested in inline measurement during the production of tempered glass to ensure safety requirements with non-destructive, reproducible quality control. A numerical investigation of the edge stress can also be beneficial in obtaining the theoretical behavior of the residual stresses. However, to establish a connection between the theoretical and experimental results, it is necessary to consider the area of the chamfer where retardation cannot be measured. This implies that the extrapolation behavior should be investigated on the possible measured area and compared with the edge stress value derived from the simulation at the edge.
References
Aben, H., Guillemet, C.: Photoelasticity of glass. Springer, Berlin (1993)
Aben, H., Anton, J., Errapart, A., Hödemann, S., Kikas, J., Klaassen, H., Lamp, M.: On non-destructive residual stress measurement in glass panels Estonian. J. Eng. 16(2), 150–156 (2010). https://doi.org/10.3176/eng.2010.2.04
Aben, H., Anton, J., Paemurru, M., Õis, M.: A new method for tempering stress measurement in glass panels Estonian. J. Eng. 19(4), 292 (2013). https://doi.org/10.3176/eng.2013.4.04
Aben, H., Lochegnies, D., Chen, Y., Anton, J., Paemurru, M., Õis, M.: A new approach to edge stress measurement in tempered glass panels. Exp. Mech. 55(2), 483–486 (2015). https://doi.org/10.1007/s11340-014-9950-7
Achintha, M.: A validated modelling technique for incorporating residual stresses in glass structural design. Structures 29, 446–457 (2021). https://doi.org/10.1016/j.istruc.2020.11.052
Ajovalasit, A., Petrucci, G., Scafidi, M.: Measurement of edge residual stresses in glass by the phase-shifting method. Opt. Lasers Eng. 49(5), 652–657 (2011). https://doi.org/10.1016/j.optlaseng.2011.01.004
Ajovalasit, A., Petrucci, G., Scafidi, M.: RGB photoelasticity applied to the analysis of membrane residual stress in glass. Meas. Sci. Technol. 23(2), 25601 (2012b). https://doi.org/10.1088/0957-0233/23/2/025601
Ajovalasit, A., Petrucci, G., Scafidi, M.: A critical assessment of automatic photoelastic methods for the analysis of edge residual stresses in glass. J. Strain Anal. Eng. Des. 49(5), 361–375 (2014). https://doi.org/10.1177/0309324713515466
Ajovalasit, A., Petrucci, G., Scafidi, M.: Review of RGB photoelasticity. Opt. Lasers Eng. 68, 58–73 (2015). https://doi.org/10.1016/j.optlaseng.2014.12.008
Ajovalasit, A., Petrucci, G., Scafidi, M.: Photoelastic analysis of edge residual stresses in glass by automated “test fringes” methods. Exp. Mech. 52(8), 1057–1066 (2012a). https://doi.org/10.1007/s11340-011-9558-0
ASTM C 1279: Standard Test Method for Non-Destructive Photoelastic Measurement of Edge and Surface Stresses in Annealed, Heat-Strengthened, and Fully Tempered Flat Glass. ASTM International, West Conshohocken, PA(ASTM C 1279-09) (2009)
ASTM C 1048: Standard Specification for Heat-Strengthened and Fully Tempered Flat Glass. ASTM International, West Conshohocken, PA(ASTM C 1048–18) (2018)
DIN 1249-11: Glass in building—Part 11: Glass edges—Terms and definitions, characteristics of edge types and finishes. Beuth, Berlin(1249-11) (2023)
Dix, S., Schuler, C., Kolling, S., Heil, J.: Digital full-field photoelasticity of tempered architectural glass: a review. Opt. Lasers Eng. (Volume 153) (2022). https://doi.org/10.1016/j.optlaseng.2022.106998.
Dix, S.: A Concept for Measuring and Evaluating Optical Anisotropy Effects in Tempered Architectural Glass, 1st edn. Mechanik, Werkstoffe und Konstruktion im Bauwesen, vol. 70. Springer Fachmedien Wiesbaden; Imprint Springer Vieweg, Wiesbaden (2024)
EN 12150-1: Glass in building—thermally toughened soda lime silicate safety glass—part 1: Definition and description.(12150) (2020)
EN 1288-3: Glass in building—determination of the bending strength of glass—Part 3: Test with specimen supported at two points (four point bending)(EN 1288-3:2000) (2000)
EN 1863-1: Glass in buildings—heat strengthened soda lime silicate glass—part 1: GlasStress Ltd.: SCALP Instruction Manual, 5th edn., Tallinn, Estonia (2013) definition and description(1863) (2012)
GlasStress Ltd.: SCALP Instruction Manual, 5th edn., Tallinn, Estonia (2013)
Hidalgo, L.M., Elstner, M.: Anisotropic effects in architectural glass. In: Noble, D., Kensek, K., Elder, Matt (eds) Facade Tectonics: 2018 World Congress, Los Angeles, 12.03.-13.03.2018, pp. 3–22. Tectonic Press, Los Angeles (2018)
ilis gmbh: StrainScope flex (2023)
Laufs, W.: Ein Bemessungskonzept zur Festigkeit thermisch vorgespannter Gläser. Dissertation, RWTH Aachen. Stahlbau, vol. 45. Shaker, Aachen (2000)
Lohr, K.: Thermisch vorgespanntes Glas mit nachgeschliffenen Kanten. Dissertation, Technische Universität Dresden (2019)
Mognato, E., Bazzaco, P., Brocca, S., Barbieri, A.: Surface Compression Comparative Measurements on Tempered Glass with Different Instruments. https://www.glassonweb.com/article/surface-compression-comparative-measurements-tempered-glass-with-different-instruments (2020)
Nielsen, J.H.: Remaining stress-state and strain-energy in tempered glass fragments. Glass Struct. Eng. 2(1), 45–56 (2017). https://doi.org/10.1007/s40940-016-0036-z
Nielsen, J.H., Thiele, K., Schneider, J., Meyland, M.J.: Compressive zone depth of thermally tempered glass. Constr. Build. Mater. 310, 125238 (2021). https://doi.org/10.1016/j.conbuildmat.2021.125238
Pour-Moghaddam, N.: On the Fracture Behaviour and the Fracture Pattern Morphology of Tempered Soda-Lime Glass, vol. 54. Springer Fachmedien Wiesbaden, Wiesbaden (2020)
Pourmoghaddam, N., Kraus, M.A., Schneider, J., Siebert, G.: Relationship between strain energy and fracture pattern morphology of thermally tempered glass for the prediction of the 2D macro-scale fragmentation of glass. Glass Struct. Eng. 4(2), 257–275 (2019). https://doi.org/10.1007/s40940-018-00091-1
Ramesh, K., Ramakrishnan, V.: Digital photoelasticity of glass: a comprehensive review. Opt. Lasers Eng. 87, 59–74 (2016). https://doi.org/10.1016/j.optlaseng.2016.03.017
Ramesh, K., Sasikumar, S.: Digital photoelasticity: recent developments and diverse applications. Opt. Lasers Eng. 135, 106186 (2020). https://doi.org/10.1016/j.optlaseng.2020.106186
Scafidi, M., Pitarresi, G., Toscano, A., Petrucci, G., Alessi, S., Ajovalasit, A.: Review of photoelastic image analysis applied to structural birefringent materials: glass and polymers. Opt. Eng. 54(8), 81206 (2015). https://doi.org/10.1117/1.OE.54.8.081206
Schaaf, B., Di Biase, P., Feldmann, M., Schuler, C., Dix, S.: Full-surface and Non-destructive Quality Control and Evaluation by Using Photoelastic Methods. In: Tamglass Ltd Oy (ed) Glass Processing Days, Tampere (2017)
Softsolution GmbH: Linescanner (2023)
The MathWorks Inc.: Evaluating Goodness of Fit. https://de.mathworks.com/help/curvefit/evaluating-goodness-of-fit.html (2024). Accessed 17 April 2024
Voloshin, A.S., Burger, C.P.: Half-fringe photoelasticity: a new approach to whole-field stress analysis. Exp. Mech. 23(3), 304–313 (1983)
Acknowledgements
The investigations are conducted as part of a research project ‘‘NEMA’’ funded by the German Federal Ministry for Economic Affairs and Climate Action as part of the funding program ‘‘WIPANO’’.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Efferz, L., Schuler, C. & Siebert, G. Photoelastic measurements and evaluation methods for edge stress in architectural tempered glass. Glass Struct Eng (2024). https://doi.org/10.1007/s40940-024-00270-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40940-024-00270-3