
Abstract
Selective laser melting (SLM) of Ti6Al4V is a very promising method to produce complex geometries for challenging impact applications. Hot isostatic pressing (HIP) is typically used to improve fatigue behavior, ductility and material reliability of parts produced by SLM. However, this treatment leads to an undesired deterioration of strength. The present study addresses that issue by investigating the effect of two different HIP conditions on the mechanical properties under compression and tensile loading for a strain rate range spanning up to 6 order of magnitudes and two different temperatures. We found a significant tensile-compression anisotropy in both flow stress and strain rate sensitivity depending on the HIP temperatures. These findings was correlated with microstructures and damage mechanisms.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Optimizing the performance to weight ratio of technical equipment is one of the most important issues in advanced engineering and must be addressed by both structural optimization and the utilization of materials with a high specific strength. Using lattice truss structures for instance could allow significant weight saving for impact relevant applications, like aerospace structures or ballistic protection devices [1]. One very promising approach to produce such geometries is additive layer manufacturing of high strength titanium alloys, like Ti6Al4V (Ti64). Due to its excellent weldability in combination with a very high specific strength and a reasonable ductility, this alloy is the most used titanium based material for lightweight applications and selective laser melting [2, 3] (SLM).
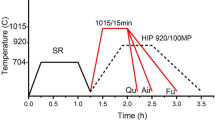
The SLM process has cooling rates larger than 410 °C/s from the melt to the α-field and subsequent heating and cooling due to the layer-wise building process. Therefore, this material consist mainly of a complex mixture of fine lamellar α, martensitic α’ and some retained β phase in combination with large densities of crystal defects. This microstructure results in a strength up to 1100–1400 MPa for the as-build condition and a low ductility with elongation less than 2%, which substantially falls below the requirements of the ASTM B438 [2]. Therefore, a number of heat treatments were investigated to improve the ductility [4,5,6]. Complementary, Hot isostatic pressing (HIP) could be used to improve ductility [7] and fatigue properties. However, using the standard HIP-protocol for Ti64 (T = 920 °C and 1000 bar for 2 h) could lead to a significant decrease in strength even below the requirements of ASTM B438. This leads to the development of alternative HIP-processes applying quenching within the HIP device [8, 9]. However, up to now in situ quenching during HIP is not very common and seems to be only applicable for sufficient small wall thicknesses, due to the low thermal conductivity of titanium alloys. Therefore, Ahlers proposed alternatively a low temperature HIP scheme with increased pressures (2000 bar) and temperatures in the range of 800 °C [9] in order to reduce the grow of the α-ligaments. In spite of a number of publications addressing the high strain rate behavior of SLM-TI64 in the as build state [10,11,12], no work is known investigating the influence of HIP conditions under different load conditions and elevated temperatures. The present study aims to address that issue by comparing two different HIP schemes, one corresponding to the standard treatment, i.e. 2 h at 920 °C and 1000 bar (high temperature, low pressure, HTLP) and the second one for 2 h at 820 °C and 2000 bar (low temperature, high pressure, LTHP).
Materials and Methods
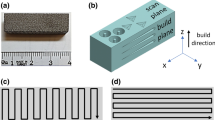
All samples were machined from rods, which were built along the symmetry axis of the cylinders using a SLM280HL device produced by SLM Solutions, GmbH (Lübeck, Germany). The building platform was preheated at a temperature of 200 °C. The initial diameter of these cylinders was 10 mm and a height ranging between 60 mm (for compressive test) and 90 mm (for tensile tests). In order to minimize statistically the effect on the building location samples were randomly selected for LTHP and HTLP treatment.
The alloy powder was provided by SLM Solutions, GmbH (Lübeck, Germany). The nominal composition of the powder is given in Table 1.
All tensile tests were performed with the specimen design shown in top of Fig. 1. This design was used in a number of previous studies [14,15,16]. It is also shown in Fig. 1 (bottom) that the chosen sample dimensions allow the generation of homogenous stress fields along the cross section in the gauge area (A in Fig. 1) and force sensing area (B in Fig. 1). For the compressive tests cylindrical specimen with a diameter and a height of 6 mm were used. Each mechanical test was typically conducted 3 times.

a Design of the tensile test specimen. (A: gage length for the measurement of the strain, B gage length for measurement of the force). b Image of the sample assembled in the rotating wheel machine. c Theoretical stress distribution in the tensile specimen calculated with static linear-elastic FEM (the same calculation, the upper half corresponds to emphasis in the color-coding of area A, the lower half corresponds to an emphasis in the color-coding of area B, Note that the variation in the gauge and measurement length is in the order few percent)
For quasi-static (\(\dot{\varepsilon }\)=0.001 s−1) tensile and compression tests a universal testing machine produced by Zwick/Roell (Germany) was used. In these tests, the forces were measured by using a well-calibrated load cell with a maximum load of 100 kN.
A servo-hydraulic universal testing machine in combination with a load cell (maximum load 20 KN) was used for experiments addressing quasi-dynamic load conditions (\(\dot{\varepsilon }\)=1 s−1).
High strain rate tensile tests (\(\dot{\varepsilon }\) ≥100 s−1) were conducted utilizing the rotating wheel device (RWM) shown in Fig. 2 according to an approach developed by Meyer [15,16,17]. The used flywheel mass was 220 kg. The tangential velocity \({v}_{t}\) was \({v}_{t}\approx\) 1 m/s for \(\dot{\varepsilon }\)=100 s−1 and \({v}_{t}\approx\) 12 m/s for \(\dot{\varepsilon }\)= 1000 s−1. The kinetic energy of the flywheel was high enough to assume an almost constant speed during deformation and failure process of the samples. The dynamic compression tests (\(\dot{\varepsilon }\) = 100 s−1) were performed at a drop weight tower with a mass 600 kg and a drop height of 18 mm. The high strain rate compressive tests (\(\dot{\varepsilon }\) ̇ ≥ 1000 s−1) were conducted using a Split Hopkinson apparatus with a bar diameter of 20 mm.

Rotating wheel machine (schematic)
In the tensile tests with \(\dot{\varepsilon }\) ≤ 100 s−1 the force was measured by using two strain gauges mounted on the sample in area B (Fig. 1). This area had a large enough cross section to provide a pure elastic strain and therefore the forces could be calculated with known Young modulus. For higher strain rates the forces were indirectly measured with strain gauges at the sample holder. By utilizing the Hopkinson principle for elastic tensile waves in long rods, the stress-time signal could be determined from the measured strain–time signal of the cylindrical sample holder.
In experiments with strain rates \(\dot{\varepsilon }\) ≤ 1 s−1 the strains were investigated by digital image correlation using the ARAMIS system (GOM). For higher strain rates the strains were measured with an optical extensometer.
High temperature tests (600 °C) under high strain rate loading were conducted with the RWM device and a high-frequency induction heater. A pyrometer was used for temperature monitoring and regulation.
The density was measured by room temperature using the Archimedes method.
Preparation for microstructural investigations were performed by mounting the samples, grinding with SiC, polishing with diamond slurry and colloidal silica combined with a subsequent careful electrolytic polishing at room temperature, using a Struers Lectropol 5 with electrolyte A3.
Microscopic and fractographic investigations were performed utilizing a scanning electron microscope (SEM) Mira 3 manufactured by Tescan (Brno, Czech Republic). EBSD and EDX examinations were done with the Aztec-System manufactured by Oxford Instruments (UK) with a typical image resolution of 500 nm.
In addition, a semi quantitative phase analysis in Ti6Al4V was conducted via X-ray diffraction (XRD) using a Bruker AX 8 device utilizing the copper Kα1-line (@40 kV acceleration voltage, point focus diameter 2 mm, step size 0.03°).
Results and Discussion
Microstructure
The different HIPing conditions have an effect on the phase composition of SLM-Ti64. In the LTHP-state the β-fraction was found with XRD to be 4–5 Vol%, whereas in the HTLP-state the β-fraction was increased to 6–7 Vol%, which corresponds most likely to the dissolution of some retained martensite α’ → α + β [18]. Since the β-phase has a body centered cubic (bcc) crystal structure with a higher number of accessible slip systems an increase of that fraction could lead to an increase of the ductility and a decrease in the strength for the HTLP state in comparison to the LTHP state [7]. For quasistatic conditions the slip activity in the β-phase is assumed to be significantly higher than the slip activity in slip systems along the c-direction [19, 20]. On the other hand, since the solubility of Al in the β-phase is much lower than in the α-Phase an increase of the β-fraction will result in an enrichment of Al in α. This effect may lead to an increase of the critical resolved shear stresses (CRSS) in slip systems of α along the a-direction but a decrease of the CRSS < c + a > direction (see [19]).for the HTLP state in comparison to the LTHP state [7].
The microstructure shows a basket weave structure of α-lamellae in both temper states (see Fig. 3), where the lamellae are preferably oriented approx. 45° in respect to the loading condition. One may expect, that this orientation will have a detrimental influence on the ductility, because it was recently shown that void nucleation occur on the boundaries of α’-lath with a very similar orientation [21]. The formation of basket weave structures was reported for Ti64 after a supertransus heat treatment. This feature was reported for Ti64 after a heat treatment with low cooling rates [16]. As expected, some grain coarsening is observed for the material with higher HIP temperatures. The mean line intercept length of the α-lamellae was found 1.5 ± 0.2 µm for the LTHP-state and 3.0 ± 0.2 µm in the HTLP-state. Since the slip length is decreased one would expect for Ti64 a positive effect on strength but also on ductility [21, 22]. In contrast, an increased grain size will increase the propensity for twinning and may therefore be beneficial for the ductility in the HTLP in comparison to LTHP [19], because it provides alternative pathways for deformation along the c-axis. Figure 4 shows in addition the pole figures, measured at the central plane of the specimen. Independent of the HIP parameters is the c-axis preferably aligned by approx 45° to the loading direction such that the vector of the loading direction is lying in the pyramidal {10–11} plane. This plane corresponds to 3 possibilities of slip and twinning systems < a > , < a + c > , and compressive twinning.

IPF-Maps (in Z-direction) of SLM-Ti6Al4V the building direction were from top to down (below the corresponding inverse pole figures)

Pole figures measured in the cross section of the sample for special slip-or twinning systems (the black arrow marks the building/loading direction)
Mechanical Tests
Examples of the true stress- true strain data for both HIPed Ti6Al4V states are shown in Fig. 5 and the average values of the most import mechanical parameters are listed in Table 2. A remarkable tensile-compression asymmetry is observed. It was shown for textured Ti64 by Wielewsi et al. that this tensile-compression asymmetry depends significantly on the orientation distribution with respect to the loading direction [23]. This finding could be explained by different deformation modes and hence different CRSS along the c-direction of hexagonal closed packed (hcp)-materials. In order to accommodate strain along the c-axis an hcp-material (e.g. α-Ti) will likely activate < c + a > -slip [24] or twinning [25]. For small plastic strains (εp ≲ 0.05) twinning seems not to be the dominant deformation mechanism in Ti64 [20, 26]. In contrast, computer simulation have shown that due to small atom rearrangements caused by tensile loading one large energy barrier is splitted into few low energy barriers resulting in lower critical resolved shear stress for < c + a > -slip and therefore leads to a lower flow stress [27]. This effect will significantly reduce the CRSS for the < c + a > slip in tension in comparison to the compression and therefore the yield stress.

Typical true stress–strain data for exemplary tensile tests and compression tests
Under tensile loading there is almost no influence of the strain rate on the shape of the yield curve of the material. In contrast, in the compressive data for small enough strain rates a more complex behavior of the stress–strain curve in particular for larger strain is found. This behavior is known for Titanium alloys with a high α content, where three stages of strain hardening with different microscopic mechanisms for deformation are assumed [28].
As expected from the microstructure the yield strength of the LTHP-Ti64 was significantly higher than for the HTLP-material (see Table 2). However, it is obvious from that data the LTHP-Ti64 has only an approximately 7% higher maximum strength (under quasi static conditions) than the material from the HTLP-treatment. However, the corresponding elongation to fracture of the material HIPed at 820 °C is less than a half of the higher temperature HIPed material and with an average value of 8% less than the recommended value in ASTM B438. Despite these differences in strength and ductility between the both states, the yield and post-yield behavior of these are qualitatively very similar. Nevertheless, the elongation at fracture increased with strain rate in the LTHP state, where in contrast an increase of the elongation at fracture could not be observed in the HTLP condition. It is interesting to note here that some studies observed an increase in both strength and ductility with increasing strain rate for SLM-Ti64 in the as build state [11, 12, 29]. In contrast, it was shown for plate material with a bimodal microstructure (i.e. equiaxed α-grains and high aspect ratio α-lath) that the tends to decrease with increasing strain rate [30]. The microstructure of the LTHP state is somewhat more similar to the as build state than the HTLP state due to minimized martensite decomposition and grain grow [5]. It is therefore reasonable to assume that the behavior of LTHP-material is closer to the as-build state. A micromechanical explanation may be the fact that increasing the strain rate the propensity of twinning in α-Ti increases [25], providing alternative pathways for deformation or reduction of local stress field and therefore increasing the overall ductility of the material (Table 3).
The behavior of the flow stress as a function of strain rate is shown for 2 different plastic strains and tensile (a)/compressive loading (b) in Fig. 6. For strain rates below approx. \(\dot{{\varvec{\varepsilon}}}<800\boldsymbol{ }{{\varvec{s}}}^{-1}\) the flow stress increases linearly with \(\mathbf{l}\mathbf{n}(\dot{{\varvec{\varepsilon}}})\), which is typical for plastic deformation by thermal activated dislocation movement [14, 31,32,33]. For larger \(\dot{{\varvec{\varepsilon}}}\) the flow stress deviate from the linear behavior significantly due to additional contribution by dislocation drag [14, 31,32,33]. A linear fit of the strain dependent flow stress in the regime \(\dot{{\varvec{\upvarepsilon}}}<800{\mathbf{s}}^{-1}\):
shows that the strain rate sensitivity \({\varvec{C}}\) decreases with strain. This finding can be explained by the assumption that due to an increase of dislocation density the length of dislocation segment formed by intersecting forest dislocation is decreased, which results in a decreased strain rate sensitivity [32, 33]. It was also found for HTLP-material that under tensile loading \({\varvec{C}}\) is significantly higher than the corresponding value for the LTHP-material for all strains. Under compressive loading, such an effect was apparently not significant. In addition, it was found that the values for \({\varvec{C}}\) were virtually identical to the values of the HTLP-material under tensile loading. For additively manufactured Ti64 such an effect was only reported for the material produced by electron beam melting in the as build state [33]. Many details of strain rate dependent deformation in titanium alloys are not fully understood yet. For instance, it was shown recently by Ruiz de Soto et Al. for plate Ti64 with a bimodal microstructure that the behavior of the strain rate sensitivity is not only different between compression and tension but also that extent of this mechanism is affected by the relation between loading direction and texture [34]. One possible explanation is the finding that under tensile loading < c + a > -slip occur exclusively on 1st order pyramidal slip planes, in contrast 2nd order pyramidal slip systems could be activated via cross slip under compressive loading [35, 36]. This effect depends on spatial solute distribution and local stresses [35], which are certainly altered by different thermal histories. For instance, it was shown that even small equivalent oxygen concentrations could change slip activity [24, 37]. Complementary, Waheed et al. predict based on results of discrete dislocation dynamics and finite element simulations for Ti-6242 a significant influence of grain shape and characteristic length on the strain rate sensitivity [38]. In particular, they found by increasing the α-ligament size the strain rate sensitivity increases. Thus, it is reasonable to assume that due to different active slip systems under tensile-compression loading different characteristic length scales could be relevant. On the other hand, one should note that in addition to dislocation slip in the α-phase alternative deformation mechanisms like twinning on different slip systems for tension and compression [39], deformation in retained α’-phase or β-Phase [40] could also influence the strain rate sensitivity.

Flow stress for different true plastic strain values as a function of nominal strain rate for a tensile and b compressive test. Lines correspond to fit of Eq. 1c the slope C of the strain rate sensitivity according Eq. 1 as a function of true plastic strain (Error bars correspond to the standard deviation of the fit)
The specific mechanical energy which can be absorbed (SEA) by the material was estimated by integration of the true stress-true strain data of the tensile test using the trapezoidal rule and dividing that result by the density of the material. The outcome of this analysis is shown in Fig. 7. For low strain rates the HTLP-material clearly outperforms the LTHP counterparts. In some cases for low strain rates the LTHP-HIPed Ti6Al4V obeys very low SEA comparable to corresponding values for SLM-AlSi10Mg recently published by Schuch et al. [14]. Beside the lower SEA of the LTHP-material in comparison to the material from HTLP routine one founds also larger scattering, which is an indicator for an incomplete closure of preexisting voids due to the low temperature. At higher strain rates the SEA of both HIP conditions are virtually identical. This finding is related to the increased strength and ductility of the LTHP material under high strain rate loading in comparison to the quasi-static conditions. Nevertheless, the results here suggest that the improvement in the ductility and the reliability of the properties are still not sufficient for safety sensitive applications of LTHP material. Since the closure of voids in the HIP process depends on both temperature and time, a longer holding time in LTHP will most likely improve that behavior. This issue should be therefore addressed in future work.

The specific energy absorbed (SEA) in tensile loading for all systems investigated in the present study as a function of the strain rate. (The data for SLM-AlSi10Mg were taken from [14], lines are guidance for the eyes)
In Fig. 8 the tensile flow stress for high strain rates are compared between room and elevated temperatures. Apparently, the HIP-conditions have no effect on the deformation behavior under high-strain rates in combination with elevated temperatures, i.e. the overall stress levels and the maximum traverse displacement (somewhat correlated to elongation) are virtually identical.

Tensile behavior under high strain rate conditions (≈ 800–1000 s−1) for room temperature (black solid lines) and elevated temperature (600 °C, red solid lines). (a LTHP, b HTLP)
Fractographic Investigation
Information about microscopic material imperfections and damage mechanisms could be obtained by investigation of the fracture surface. This issue is addressed in the present paragraph. Macroscopically, an influence of the strain rate was clearly observed in both LTHP and HTLP material (see Fig. 9). LTHP-samples show a brittle 45° fracture without pronounced necking. However, at high strain rate conditions clearly a ductile failure with a cup and cone fracture and a significant necking could be observed. In contrast, the HTLP samples show ductile fracture even at small strain rates. However, the tendency of necking is apparently increased in high strain regime. Such behavior points to an increased local ductility at higher strain rates. One explanation of that finding is a heating of the sample due to the high strain rate deformation in combination with low high-temperature strength and low thermal conductivity of Ti6Al4V. Complementary to this mechanism, one could also assume that the higher strain rate will activate different deformation mechanisms which reduce microscopic stress concentrations in particular near voids.

Failure characteristics of Ti6Al4V for the LTHP (a, c) and the HTLP-material (b, d) for quasi-static tensile tests (a, b) and a strain rate of approx. 800 s−1 (c, d)
However, on the micro-fractographic level there are virtually no distinct features, which could be related to the strain rate (data not shown here). The fracture surfaces of the LTHP and HTLP specimens under all conditions are very similar. They are dominated by dimples, pores and some micro voids, which show typically a comparable size (see Fig. 10). The most prominent difference between the both systems is the occurrence of small areas with a brittle fracture morphology, i.e. quasi cleavage like features and intergranular fracture with a fraction of less than a few percent of the fracture surface (see Fig. 11) in the LTHP-material. These features contribute to the low ductility of LTHP-Ti64 and are certainly related to a reduced dissolution of some brittle phases (e.g. α’-martensite).

Fracture surfaces of the quasistatic tensile tested Ti6Al4V specimens a, c correspond to the LTHP and b, d HTLP material)

Magnification of a area of the fracture surfaces with brittle fracture morphology of a quasistatic tensile tested LTHP-Ti6Al4V specimens (b is a magnified image from a)
Conclusions:
The microstructure and mechanical behaviour of additively manufactured Ti64 were investigated for two different HIP conditions and a number of loading conditions as well as strain rates for the first time. It is important to note that despite the apparent simplicity of SLM, the production process itself possess some hidden complexity, which could result in variations of material properties. For instance the composition of the raw material, the statistical properties of the powder, pureness of the Argon atmosphere and time changing parameters of the optical system can have a significantly impact on the material properties. Therefore, all tests in the present study were performed on samples from the same batch/building job and thus with exactly the same thermal history and the same chemical composition. This approach allows a reliable comparison between the different loading scenarios without any distortion, e.g. process instabilities (e.g. changes in the characteristics of the optical systems over time, variations of the quality of the protective gas atmosphere) or variation in the chemical composition and characteristics of the powder.
For Ti64 a novel low temperature/high pressure HIP-protocol was investigated and compared to the standard HIP protocol with respect to the mechanical properties. It could be shown that the corresponding material has a higher yield strength. However, the ductility of that material was much lower than the standard-HIPed material, which results for low to intermediate strain rates in a lower specific energy absorbed (SEA). Since the EoF of the LTHP material increases significantly with strain rate the SEA could be also are increased at higher strain rates. In addition, it was shown that the HIP conditions have a significant impact on the strain rate sensitivity for tensile tests but virtually no effect on the compressive loading conditions.
To conclude the present article one has to admit that many open issues for SLM-Ti64 are still not sufficiently settled yet. As a possible direction for future work one should address the issue of the effect of variations in the production parameters for SLM and the post-treatment on the high strain rate behaviour and the fracture mechanics of SLM-Ti64. The answer of this question is one of the most important obstacle for the application of this material in safety related applications, like aerospace and defence technology.
References
Gangireddy S, Komarasamy M, Faierson EJ, Mishra RS (2019) High strain rate behavior of Ti-6Al-4V octet lattice structures additively manufactured by selective laser melting (SLM). Mater Sci Eng A 745:231–239
Liu S, Shin CY (2019) Additive manufacturing of Ti6Al4V alloy: a review. Mater Des 164:107552
Aguis D, Kourousis KI, Wallbrink C (2018) A review of the as built SLM Ti-6Al-4V mechanical properties towards achieving fatigue resistant designs. Metals 8:15
Vrancken B, Thijs L, Kruth HP, Humbeek JV (2012) Heat treatment of Ti6Al4V produced by selective laser melting: microstructure and mechanical properties. J Alloys Compd 541:177–185
Ter Haar GM, Becker TH (2018) Selective laser melting produced Ti-6Al-4V: post-process heat treatments to achieve superior tensile properties. Materials 21:146f
Qian M, Xu W, Brandt M, Tang HP (2016) Additive manufacturing and postprocessing of Ti-6Al-4V for superior mechanical properties. MRS Bull 41:775
Liu Z, Zhao JR, Wang L, Liu JR, Wang L, Zhu SX, Yang G, Gong SL, Wang QJ (2019) Deformation behaviors of as-built and hot isostatically pressed Ti-6Al-4V alloys fabricated via electron beam rapid manufacturing. J Mater Sci Technol 35:2552–2558
Nandwana P, Dehoff R, Yoder S, Peter W, Ahlfors M (2018) Optimizing parameters for post-processing of Ti-6Al-4V components fabricated by additive manufacturing for superior performance. Oak Ridge Natl Lab
Ahlers D (2019) Performance parameters and HIP routes for additively manufactured titanium alloy Ti6Al4V. In: EuroPM, Maastrich
Paris V, Cohen A, Gudienetsky E, Hevroni R, Samuha S, Osovsky S, Tiferet E, Yosef-Hai A (2018) Study of flow stress and spall strength of additively manufactured Ti-6Al-4V alloy. EPJ Web Conf 183:03003
Pang Z, Liu Y, Li M, Zhu C, Wang Y, Wang D, Song C (2019) Influence of process parameters and strain rate on the dynamic compressive properties of selective laser-melted Ti-6Al-4V alloy. Appl Phys A. https://doi.org/10.1007/s00339-018-2359-x
Yang L, Zhicong P, Ming L, Yonggang W, Di W, Changhui S, Shuxin L (2019) Investigation into dynamic mechanical properties of selective laser melted Ti-6Al-4V alloy at high strain rate tensile loading. Mater Sci Eng A 745:440
SLM Solutions. Material data sheet: Ti-Alloy TiAl65V4 ELI, https://www.slm-solutions.com/fileadmin/Content/Powder/MDS/MDS_Ti-Alloy_Ti6Al4V__ELI_0719_EN.pdf. Accessed September 2021
Schuch M, Hahn T, Bleckmann M (2021) The mechanical behavior and microstructure of additively manufactured AlSi10Mg for different material states and loading conditions. Mater Sci Eng A 813:141134
Meyer LW (2004) Material behaviour at high strain rates. In: Proceedings of the 1st International Conference on High Speed Forming
Grässel O, Krüger L, Frommeyer G, Meyer LW (2000) High strength Fe-Mn-(Al, Si) TRIP/TWIP steels development-properties-application. Int J Plast 16:1391–1409
Meyer LW. Werkstoffverhalten hochfester Staehle unter einsinnig dynamischer Belastung. PhD Thesis, University of Dortmund 1982 (reference was taken from [15]
He J, Li D, Jiang W, Ke L, Qin G, Ye Y, Qin Q, Qiu D (2019) The martensite transformation and mechanical properties of Ti6Al4V prepared via selective laser melting. Materials 12:321
Hemery S, Villechaise P, Banerjee D (2020) Microplasticity at room temperature in α/β alloys. Metall Mater Trans A 51:4931–4969
Zaefferer S (2003) A study of active deformation systems in titanium alloys: dependence on alloy composition and correlation with deformation texture. Mater Sci Eng A 344:20–30
Jha JS, Toppo SP, Singh R, Tewari A, Mishra SK (2021) Deformation behavior of Ti-6Al-4V microstructures under axial loading: equiaxed Vs. transformed-β microstructures. Mater Charact 171:110780
Lütjering G (1998) Influence of processing on microstructure and mechanical properties of (alpha+beta) titanium alloys. Mater Sci Eng A 243:32–45
Wielewsi E, Arthington MR, Siviour CR, Petrinic N (2015) Characterising the effects of strain rate, crystallographic texture and direction of loading on the mechanical behavior of Ti-6AL-4V. J Dyn Behav Mater 1:462–471
Britton TB, Dunne FP, Wilkinson AJ (2015) On the mechanistic basis of deformation at the microscale in hexagonal close-packed metals. Proc R Soc A 471:20140881
Coghe F, Tirry W, Rabet L, Schryvers D, Van Houtte P (2012) Importance of twinning in static and dynamic compression of a Ti-6Al-4V titanium alloy with an equiaxed microstructure. Mater Sci Eng A 537:1–10
Barriobero-Villa P, Vallejos JM, Gussone J, Haunich J, Kelm K, Stark A, Shell N, Requena G (2021) Interface-mediated twinning-induced plasticity in a fine hexagonal microstructure generated by additive manufacturing. Adv Mater 33:21105096
Jones IP, Hutchinson WB (1981) Stress-state dependence of slip in Titanium-6Al-4V and other H.C.P. metals. Acta Metall 29:951–968
Roth A, Amouzou KE, Lebyodkin MA, Richedon T, Lebedkina TA, Lecomte JS (2013) Three-stage character of strain hardening of alpha-Titanium in tension conditions. Mater Sci Forum 783–786:568–573
Fadida R, Shirizly A, Rittel D (2018) Dynamic tensile response of additively manufactured Ti6Al4V with embedded spherical pores. J Appl Mech 85:041004–041012
de Sotto MR, Doquet V, Longere P, Papasidero J (2021) Anistropic, rate dependent ductile fracture of Ti-6Al-4V alloy. Int J Damage Mech. https://doi.org/10.1177/10567895211036491
Meyers MA (1994) Dynamic behavior of materials. Wiley, Hoboken, NJ
Blaschke DN (2019) Properties of dislocation drag from phonon wind at ambient conditions. Materials 12:948
Rodriguez OL, Allison PG, Whittington WR, El Kadiri H, Rivera OG, Barkey ME (2018) Strain rate effects on the tension and compression stress-state asymmetry for electron beam additive manufactured Ti6Al4V. Mater Sci Eng A 713:125–133
de Sotto MR, Doquet V, Longere P, Papasidero J (2020) A constitutive model for a rate and temperature-dependent, plastically aniso, tropic titanium alloy. Int J Plast 134:102777
Wu Z, Curtin WA (2016) Mechanism and energetics of <c+a> dislocation cross-slip in hcp metals. PNAS 113:11137–11142
Roberts W, Gong J, Wilkinson AJ, Tarleton E (2020) Tension-compression asymmetry of <c+a> slip in Ti-6Al. Scr Mater 178:119–123
Welsch G, Bunk W (1982) Deformation modes of the alpha-phase of Ti-6Al-4V as a function of oxygen concentration and aging temperature. Metall Trans A 13:889–899
Waheed S, Zheng Z, Balint DS, Dunne FP (2019) Microstructural effects on strain rate and dwell sensititivity in dual-phase titanium alloys. Acta Mater 162:136–148
Wielewski E, Siviour CR, Petrinic N (2012) On the correlation between macrozones and twinning in Ti-6Al-4V at very high strain rates. Scr Mater 67:229–232
Zhang D, Wang L, Zhang H, Maldar A, Zhu G, Chen W, Park J-S, Zeng X (2020) Effect of heat treatment on the tensile behavior of selective laser melted Ti-6Al-4V by in situ x-ray characterization. Acta Mater 189:93–104
Funding
Open Access funding enabled and organized by Projekt DEAL. This study was partially funded by Federal Ministry of Defence under the contract number E/E210/AG005/CF064.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Schuch, M., Hahn, T., Herzig, N. et al. The Mechanical Behavior and Microstructure of Additively Manufactured Ti6AI4V for Different Material States and Loading Conditions. J. dynamic behavior mater. 8, 273–284 (2022). https://doi.org/10.1007/s40870-022-00332-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40870-022-00332-z