
Abstract
Global concerns about climate change are driving increased demand of electric vehicles for sustainable transportation and turbines in emerging energy solutions, where permanent magnets (PMs) and rare earth elements (REEs) play a critical role. However, global REEs recycling rates are only 3% and 8% for light and heavy REEs, respectively. This work proposes an effective approach to separate the REEs and iron via high-pressure selective leaching by low-concentrated nitric acid from the end-of-life NdFeB magnet and investigates the impurities behavior during the leaching and precipitation steps. The results from the optimized leaching conditions demonstrated over 95% REEs leaching efficiency with less than 0.3% Fe dissolution. Approximately 70% of Al and B were leached as well, while other elements (Co, Ni, Cu) had leaching efficiencies below 40%, leaving a hematite rich residue. Adjusting the pH removes Al and Fe in leachate but minimally affects Cu, Co, and Ni. Na2S addition is more effective against transition metals, but both methods result in around 10% REEs loss. Direct oxalate precipitation is suggested for the obtained leachate, which can yield over 97.5% REEs oxides with approximately 1.0% alumina, which is acceptable for magnet remanufacturing due to the aluminum content commonly found in magnets. The technology developed in this study offers opportunities for closed-loop recycling and remanufacturing of PMs, benefiting the environment, economy, and supply chain security.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
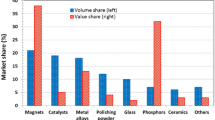
Permanent magnets (PMs) and rare earth elements (REEs) are crucial components/elements in various high-tech sectors, including electric vehicles for sustainable transportation and turbines in emerging energy solutions. The growing climate change concerns are driving a rapidly increased demand for these materials/components. This presents prospects for the remanufacturing of components and the closed-loop recycling of PMs in electric machines. From a supply chain point of view, this is particularly significant for countries that have no rare earth deposits of their own and are therefore vulnerable to supply market instabilities caused by geopolitical tensions. According to the report by Statista [1], the mine production of rare earth elements worldwide in 2023 was 350,000 metric tons of rare earth oxides (REOs), and the magnets occupied 43.2% of the total REEs consumption. REEs constitute a substantial portion cost of PMs, and global REEs recycling rates are only 3% and 8% for light and heavy REEs, respectively [2]. As a result, there is a pressing requirement to create innovative methods for efficiently recycling these used magnets that not only yield environmental advantages but also be economically feasible on a large-scale industrial level.
Currently, investigations into the recycling of NdFeB magnet remnants encompass various approaches, including direct reuse [3], reprocessing involving hydrogen decrepitation [4, 5], and recycling via pyrometallurgy [6], hydrometallurgy/bio-hydrometallurgy [7, 8], and electrochemistry/electrometallurgy [9]. Direct reuse/repurpose of used magnets without major modification is possible only if they are in good condition. However, magnet condition matters, especially when they are hard to remove due to adhesive, limiting their use to remanufacturing and recycling. Walton et al. [5] introduced a novel method for extracting sintered NdFeB magnets from computer hard disk drives using hydrogen decrepitation. This process represents a short-loop magnet recycling technique but is contingent on a high purity magnet stream, rendering it less useful for a scrap magnet stream consisting of different types of NdFeB magnets. Different pyrometallurgical extraction methods have been identified including liquid metal extraction [10], molten slag extraction [11], and carbon-hydrolysis [12]. Such methods are highly energy intensive as they require elevated temperatures to occur. Hydrometallurgical processes that involve leaching process can efficiently yield pure products from lower-grade and complex sources and are more cost-effective for scaling up. Acid leaching is a prevalent technique used for extracting REEs, while high levels of both REEs and Fe are leached out during NdFeB leaching. The presence of dissolved iron not only impedes the precipitation of REEs but also complicates the subsequent purification processes. Hence, there is substantial promise in the use of selective leaching. To enhance leaching efficiency and improve the selectivity of the process, combination of pyro and hydrometallurgy approaches have been extensively studied [13,14,15,16].
Extensive research has been conducted on the oxidation characteristics of NdFeB magnets since their commercialization. Among the typical REOs after oxidation observed are Nd2O3, Dy2O3, Pr2O3, and NdFeO3, while oxides from alloying elements may also form, such as B2O3, Fe2O3 [6, 17,18,19]. Oxidation is commonly employed to enhance selectivity before leaching [13, 20, 21]. The relatively easily soluble REOs and insoluble Fe2O3 hinder Fe leaching in acidic solutions which is beneficial for selection leaching. It was reported that after roasting at 900 °C for 360 min, subsequent leaching with 0.02 mol/L HCl at 180 °C for 120 min achieved 99% REEs and 5% iron recovery [22]. Kumari et al. [13] focused on selective leaching of Nd, Pr, and Dy from roasted NdFeB wind turbine magnets, and identified the optimal conditions: 0.5 mol/L HCl, liquid/solid ratio of 10, leaching at 95 °C, and 500 rpm stirring speed, resulting in a 98% REEs purity. Jiang et al. [23] reported a process where magnet powders roasted at 800 °C underwent pressure leaching at 120 °C, achieving a 96.27% REEs leaching rate and 13.33% Fe leaching. They introduced H2O2 in the leachate for 12 h to fully oxidize Fe2+ to Fe3+ and subsequently adjusted the pH to 3.5 for further Fe removal. Liu et al. [24] explored the selective separation of REEs from iron through a pressure-leaching method with 0.6 mol/L HCl at 180 °C for 2 h. They effectively separated REEs and boron from iron, especially with the addition of a NaNO3 promoter to reduce iron levels in the leaching solution. Considering the studies in the literature, selective leaching of NdFeB mainly uses HCl while HNO3 was not investigated in detail except in the recent work by Elif et al. [25]. In this process, selective leaching was first conducted in 1 mol/L nitric acid at 60 °C with a liquid/solid ratio of 10, and then the remaining Fe in the leachate was further removed by precipitation in an autoclave. These studies demonstrate that effective separation of Fe from REEs can be achieved under low-concentration acidic conditions, high pressure, and oxidizing conditions. Notably, HNO3 stands out as a well-suited acid with oxidizing property. Moreover, in the most common design of NdFeB magnets, additional elements like Al and Co are incorporated to enhance the Curie temperature and improve temperature stability. As for protecting coating, by far the most common choice is made of Ni–Cu. These elements may also be introduced during the magnet dismantling and recycling process. Therefore, the behaviors of these elements during the recovery process should also be concerned.
The objective of this study is to investigate the oxidation of NdFeB magnet powders and their subsequent selective leaching under high pressure. We conducted optimization experiments for leaching REEs from oxidized magnet powder using nitric acid, focusing on acid concentration, liquid/solid ratio, leaching temperature, stirring speed, and leaching time. Subsequently, the precipitation behavior of the elements in the leachate was examined through pH adjustment, the introduction of Na2S, and the addition of oxalic acid.
Materials and Methods
Scrap NdFeB Magnet and Oxidized Powder Characterization
Waste NdFeB magnet samples were dissembled from an end-of-life motor and supplied in bulk form. Then they were demagnetized (Magnetizer, Horizon Instruments, UK) and crushed by using a vibrating disc mill machine (Scheibenschwing-TS 750, SIEBTECHNIK TEMA, Netherlands). The thermogravimetric analyzer and differential scanning calorimetry (TGA-DSC, STA 449 F3 Jupiter, NETZSCH, Germany) were used to study the oxidation of the various metals within the magnets. The crushed powder (25 mg) was heated in the TGA furnace from room temperature to 1200 °C with a heating rate of 10 °C/min in a 50 ml/min synthesis air atmosphere. Thermodynamic analyses, including The Pourbaix diagram of the Fe-H2O system and the phase diagram of the Nd2Fe14B-O2 system, were performed using FactSage 8.3 (https://www.factsage.com), and HSC Chemistry 10.2 (http://www.hsc-chemistry.net) was used to calculate the precipitation diagrams. Oxidation of the NdFeB magnet powders was conducted using a muffle furnace. The crushed magnet powder was placed into a corundum crucible, which was then heated to the designated temperature and held in ambient air for the desired duration. Afterward, the oxidized sample was crushed again before leaching due to the sintering that happened during the roasting. Phase analysis of the crushed and oxidized magnet powders was carried out using the X-ray diffractometer (XRD, Aeris, Malvern Panalytical, UK) equipped with Cu Kɑ radiation: 1.5406 Å, scanning rate: 0.0236°/s, ranges: 10–90°. The particle size distribution (PSD) of the powders after oxidation and crushing was analyzed using the Mastersizer range 3000 (Malvern Panalytical, UK). Inductively coupled plasma optical emission spectroscopy ICP-OES (5110 ICP-OES, Agilent Technologies, USA) analysis was conducted to determine the elemental composition of the NdFeB magnet powders. The morphology and components of the samples were analyzed using scanning electron microscopy and energy-dispersive X-ray spectroscopy (SEM-EDS, ZEISS SIGMA, Carl Zeiss Microscopy, US).
Selective Leaching
Selective leaching experiments were conducted in a 125 mL pressure vessel (Model 4748 Acid Digestion Vessels, Parr Instrument Company, USA) placed in an oil bath stirrer (IKA RCT Hotplate Stirrer, Germany) equipped with a temperature controller. The oxidized powder is combined with a specific concentration of HNO3 (Thermo Fisher Scientific, analytical grade) in accordance with the predetermined liquid/solid ratio and then subjected to selective leaching at the target temperatures. A Teflon-coated magnet was preferred for the stirring of the solution. After leaching, the container was cooled in water, and the leachate was filtered using a vacuum filtration system. Samples of the leachate were taken to analyze the dissolution of REEs and other elements using ICP-OES. The standard deviation from the repeatability tests was less than 5%, indicating a good reproducibility of the equipment and the experimental procedures.
To determine the optimal experimental conditions for selectively leaching NdFeB magnets with nitric acid, we systematically examined various leaching parameters. These parameters encompass acid concentration, liquid/solid ratio, leaching time, leaching temperature, and stirring speed. The specific process parameters employed for the selective leaching are presented in Table 1. Subsequently, the kinetic analysis was performed to elucidate the governing mechanism behind the leaching of REEs. The residue after selective leaching under optimal conditions was characterized by XRD, and the residue after leaching with different time were characterized by SEM-EDS.
The leaching efficiency η of element i is calculated as
where \({m}_{0}\) is the mass of oxidized magnet powder, g; \({w}_{i}\) is the mass percentage of element i in oxidized magnet powder, wt.%; \({c}_{i}\) is the concentration of element i in the leachate, g/L; and \(V\) is the volume of leachate, L.
Impurities Removal and REEs Precipitation
The leachate obtained under optimal leaching conditions was utilized to investigate the impact of pH adjustment, Na2S addition, and oxalic acid addition on the impurities removal and REEs precipitation. These experiments were conducted in 50 ml test tubes. For pH adjustment, a specified volume of ammonia (NH3·H2O) was added using a pipette to achieve pH values of approximately 3.0, 5.0, 7.0, 9.0, and 13.0. The addition of Na2S ranged from 0.25 to 1 stoichiometric molar ratio to the total non-REEs. The molar ratio of added oxalic acid to the total REEs in the leachate varied from 1.0 to 3.0. The mixtures were stirred in an ultrasonic water bath for 1 h at a temperature of 25 °C. After that, the liquid phase was separated by a syringe filter and analyzed by ICP-OES. The precipitation rate p of element i is calculated as
where \({c}_{0i}\) is the concentration of element i in the leachate before precipitation, mg/L; \({c}_{i}\) is the concentration of element i in the leachate after precipitation, mg/L.
Results and Discussion
Oxidation of Magnet Powders
The composition of the crushed NdFeB powder is provided in Table 2. The analysis detected the presence of Fe, Nd, Dy, and Pr along with minor quantities of Al, Co, Ni, Cu, and B. The presence of Ni and Cu is mainly from the coating layer. Hence, in the process of selective leaching, it is essential to maximize the retention of Fe in the solid phase to effectively separate it from the leachate enriched with rare earth elements. The E-pH diagram of the Fe-H2O system at 25 °C and 200 °C with 1e-5 molality for the solutes was calculated using EpH module of FactSage 8.3, as shown in Fig. 1a. When the solution pH is slightly acidic, Fe3+ is substantially less soluble than Fe2+ under acidic conditions. With a pH level around 0, the temperature increases from 25 °C to 200 °C results in Fe3+ persisting in the state of Fe2O3. Therefore, it is necessary to oxidize the magnet powder to enhance the effectiveness of the selective leaching process for the efficient removal of iron. The phase diagram of the Nd2Fe14B-O2 system obtained from Factsage 8.3 thermochemical phase diagram module was used to predict the stable phases formation during the oxidation. The following databases were selected: FactPS (pure substances), FToxid (oxide compounds). In addition, the Nd2Fe14B and NdFeO3 thermodynamic data from literature [26, 27]) were used to build a private database in the Factsage to assist the calculation. The simulated phase stability diagram is shown in Fig. 1b. At the temperature over 800 °C, with the oxygen potential increases, there is a preference for the oxidation of Nd initially, followed by B. Iron undergoes initial oxidation to Fe2+ and then transitioning to Fe3+. Three main phases of Fe2O3, B2O3, and NdFeO3 were predicted to form after oxidation at 800–1000 °C in air atmosphere (log PO2 = − 0.668).

a The E-pH diagram of the Fe-H2O system at 25 °C and 200 °C and b the phase diagram of the Nd2Fe14B-O2 system
Figure 2a illustrates the TG/DTG-DSC analysis of crushed magnet powder during oxidation in air at 10 °C/min. It was observed that the sample mass increased by approximately 36.5% from room temperature to 1200 °C during oxidation. This increase is very close to the theoretically calculated value of 36.78% for the oxidation of the magnet according to the composition. DTG analysis revealed three clear peaks occurring at approximately 350, 550, and 1050 °C, aligning closely with the DSC peaks, that show different types of oxide are formed. The oxidation degree (α) of the magnet powder is defined as follows:
where \({m}_{t}\) is the sample mass at time t, mg; \({m}_{init}\) is the initial sample mass, mg; and \({m}_{end}\) is the sample mass at the endpoint, that is, the mass of the sample after the oxidation is completed. Then, the dα/dt signifies the reaction rate, as shown in Fig. 2b, the reaction rate changed significantly over the entire reaction process. The chemical reactions can be divided into three stages based on the peak curves. The initial stage encompasses the oxidation of active metals such as REEs, B, and Al since the complete oxidation of these elements corresponds to a degree of oxidation of 0.21. Assuming that all remaining elements are oxidized to divalent (M2+), the resulting oxidation degree of the sample reaches 0.748, which corresponds well to the second stage. The subsequent third stage involves the progression of M2+ to trivalent (M3+) during oxidation.

a The TG-DTG-DSC analysis of crushed magnet powder during oxidation in air at 10 °C/min; b the relationship between oxidation degree and the first derivative of oxidation degree versus time; c ln[− ln(1 − α)/T2] against 1/T for the oxidation of magnet powder; d XRD analysis of the magnet powder before and after oxidation at 950 °C for 120 min,
The fundamental kinetic equation that elucidates the correlation between the reduction rate and time can be stated as follows:
where α represents the oxidation degree, T stands for temperature, and k(T) and f(α) correspond to the rate constant and model function of the reduction reaction, respectively. The function f(α) is influenced by the reaction mechanism, whereas k(T) is determined by the Arrhenius equation,
where A is the pre-exponential factor, min−1; E is the apparent activation energy, J/mol; R is the gas constant, 8.314 J/(mol∙K); and T is the temperature in Kelvin, K. When the heating rate (β = dT/dt) is constant, then
According to the Coats-Redfern method, the kinetic equation is
By plotting ln(− ln(1 − α)/T2) against 1/T, the activation energy can be obtained from the slope of the straight line, as shown in Fig. 2c. The average apparent activation energies for the oxidation of magnet powder are 34.08, 14.13, and 11.64 kJ mol−1 for the first, second, and third stages, respectively.
Considering the objective to fully oxidize all the Fe to the trivalent state, which is crucial for facilitating selective leaching, the oxidation temperature was determined to be 950 °C for 120 min based on the TG-DSC analysis. Figure 2d illustrates the XRD analysis of the magnet powders before and after oxidization at 950 °C for 120 min via a muffle furnace. Through oxidation, Nd2Fe14B is mainly oxidized to form NdFeO3 and Fe2O3 which agree with the thermodynamic calculation (Fig. 1b), while a small amount of Nd2O3 presents. Moreover, the observation by Firdaus et al. and Nababan et al. [17, 18, 28]) confirmed that the NdFeO3 was formed when the temperature was over 900 °C. The composition of the oxidized powder was analyzed using ICP-OES, and the results are provided in Table 2 as well. Since the sample undergoes sintering during oxidative roasting, the oxidized samples were crushed again before leaching to reduce the particle size and increase the surface area of the samples, which enhances the leaching of REEs. The morphology of magnet powder before and after oxidation is shown in Fig. 3a, b. The particles have an irregular shape, and their size exhibits significant variation. The EDS analysis confirmed the presence of Nd, Fe, B, Pr, Dy, and O. According to the PSD analysis, as shown in Fig. 3c, the Dv(10), Dv(50), and Dv(90) values for the oxidized samples are 2.42 μm, 22.8 μm, and 409 μm, respectively. These results confirm that more than 50% of the oxidized powders have sizes smaller than 30 μm, but a few larger particles (~ 400 μm) are also present.

a SEM–EDS image of crushed magnet powder; b SEM–EDS image of oxidized magnet powder; and c the particle size distribution of oxidized magnet powder after grinding
High-Pressure Selective Leaching
Effect of Acid Concentration
Considering environmental and cost factors, the design of the leaching experiments aimed to maximize the leaching efficiency for REEs while minimizing both acid and time consumption. The influence of nitric acid concentration on the leaching of elements from oxidized magnets was assessed by varying the acid concentration within the range of 0.5 mol/L to 2.0 mol/L. The results, as depicted in Fig. 4a, demonstrate a substantial increase in the extraction of elements such as Co, Cu, Fe, and Ni with the increase of acid concentration. In contrast, increasing the acid concentration from 0.5 mol/L to 2.0 mol/L shows a minimal impact on the extraction of REEs, Al, and B. Remarkably, even at lower acid concentrations, specifically 0.5 mol/L, the leaching efficiency for REEs are over 90%, while Al exhibited a leaching rate close to 80%, attributable to their inherently high reactivity.

Effect of leaching parameters on the leaching efficiencies of REEs (Dy, Nd, and Pr) and non-REEs (Al, B, Co, Cu, Fe, and Ni): a Acid concentration; b Temperature; c XRD analysis of leaching residue; d Liquid/Solid ratio
Effect of Leaching Temperature
Figure 4b presents the effect of temperature on the leaching efficiency of various elements, suggesting that the leaching of REEs increased from around 80% to nearly 95% as the temperature increased from 120 °C to 160 °C. However, further increases in the temperature resulted in only slight changes in the extraction efficiency of REEs. Langova and Matysek reported that the NdFeO3 has a high dissolution rate at temperatures higher than 150 °C [29]. The leaching rate of Fe decreases with increasing in temperature, and the main phase of the residue is hematite after leaching at 180 °C, as shown in Fig. 4c according to the XRD analysis. The same findings indicated that the main Fe-containing phases are goethite (α-FeOOH) and hematite (Fe2O3) at low temperature, and high temperature favors the formation of the hematite [24, 30]. The leachate has a pH value of around 1.22 at room temperature. The thermodynamic analysis (Fig. 1a) proves that the high temperature–pressure results in the formation of hematite at low acid concentration, marked by a decrease from 10.72% to 0.19% in Fe leaching as temperature increases from 100 °C to 200 °C. The leaching rates of Co, Cu, and Ni show a markable increase with temperature over 160 °C, and the low leaching rates of these elements at low temperatures may be due to the presence of insoluble ferrites (CoFe2O4, NiFe2O4) produced in the oxidation stage when roasting temperature was over 700 °C [31]. Under the same conditions, the temperature shows a significant effect on the leaching efficiency of B.
Effect of Liquid/Solid Ratio
Figure 4d displays the leaching efficiency of elements from the oxidized magnets under various liquid/solid ratios. Notably, the leaching efficiency of REEs, Al, and B demonstrates a significant increase as the liquid/solid ratio increases from 10 to 20; further increases in the liquid/solid ratio shows no significant changes in leaching efficiency. Fe leaching efficiency exhibits a slight increase from 0.2% to 1.3%. In contrast, the leaching of Co, Ni, and Cu experiences notable increases with higher liquid/solid ratios, particularly when this ratio is over 20. For the selective separation of REEs, the optimal liquid/solid ratio is identified as 20, allowing for a high level of REEs leaching while minimizing the presence of non-REE metal impurities.
Effect of Leaching Time
The impact of leaching time on the extraction of elements from oxidized magnets is illustrated in Fig. 5. The findings indicate that the leaching process is most effective during the initial stages for REEs, Al, and B, with approximately 90% of REEs, 75% of Al, and 65% of B being extracted within the first 60 min. Subsequently, there is minimal change in the leaching efficiency with longer leaching time. A rapid kinetic is crucial economically, as it contributes to reduced costs in large-scale plants [32]. The behavior of Co and Ni during leaching is similar, with an efficiency of around 30% achieved after 3 h due to the limited solubility of CoFe2O4 and NiFe2O4 in the low-concentration acid solutions. In contrast, the leaching of Cu exhibits a rapid increase after 1.5 h, reaching its maximum efficiency of 58.6% after 3 h. As for Fe, the leaching process initially results in an 8.3% leaching within the first 30 min, followed by a decrease to 0.5% in the subsequent 30 min, stabilizing at around 0.3% for the remainder of the experiment. This decrease is attributed to the formation of goethite and hematite over time under high temperature and low concentration acid conditions. When compared to the metastable ferrihydrite Fe(OH)3 and goethite, hematite exhibits better crystallization and poorer cation adsorption properties. The transformation from ferrihydrite to hematite is a slow process, which necessitates extended leaching times to remove iron.

a Effect of leaching time on the leaching efficiencies of REEs (Dy, Nd, and Pr) and b effect of leaching time the leaching efficiencies of non-REEs (Al, B, Co, Cu, Fe, Ni)
Based on the results obtained above, the optimal conditions for selectively leaching oxidized magnet powder were identified as follows: 0.5 mol/L nitric acid, liquid/solid ratio of 20 ml/g, temperature of 180 °C, and leaching time of 1.5 h. Under these conditions, approximately 95.0% of REEs and less than 0.3% of Fe were leached into the solution. The leaching efficiency for Al and B was approximately 70%, while the leaching efficiency for the other elements (Co, Ni, Cu) remained below 40%.
Leaching Kinetics Analysis
The shrinking core model (SCM) was utilized in kinetics study of solid–liquid leaching experiments [25, 33, 34],). This model characterizes the leaching process for spherical particles, assuming that the size of the particles stays constant while their cores shrink during leaching [35]. In the SEM–EDS images, as shown in Fig. 6a, it is observable that the NdFeB oxide powder has undergone partial reaction with the acid, revealing the unreacted core, the reaction front, and the solid product layer (Fe2O3). The unreacted core is porous, facilitating the diffusion of the liquid and enlarging the reaction surface area. The product layer is loosely connected to the reaction core and contains incompletely leached REOs. This observation agrees with the SCM, and the leaching of NdFeB oxidized powders in 0.5 mol/L of nitric acid at 180 °C with an L/S ratio of 20 ml/g was analyzed by the SCM model to clarify the limitation step. In the SCM, the leaching process can be governed by the following steps: solid layer diffusion around the unreacted core, surface chemical reaction, liquid film diffusion, or mixed control. The integral rate equations are expressed as follows, where the k is the experimental rate constant.

a The SEM–EDS images of a particle after leaching 15 min at the optimal conditions and the plots of the kinetic model: b surface chemical reaction and c mixed control
As noted, there are two distinct stages during the leaching of REEs. In the initial stage (Stage 1: leaching time from 0 to 1 h), REEs were rapidly leached, achieving a leaching efficiency of over 90%. The rapid kinetics noted in the leaching of REEs can be attributed to the small size and less density of the powder particles, allowing the leaching acid to penetrate quickly. During the subsequent stage (Stage 2: leaching time over 1 h), the leaching rate of REEs significantly decreased. It is worth mentioning that we also examined different stirring speeds, ranging from 100 to 500 rpm. However, the leaching efficiency of all elements remained relatively constant across this range of stirring speed. This suggests that the leaching reaction is not limited by mass transfer in the liquid when stirring speed is over 100 rpm. Table 3 shows the calculated experimental rate constant (k) and correlation constant (R2) for REEs leaching. It can be seen that the experimental rate constant of each REE were quite similar. This behavior can be attributed to the REEs having comparable ionic radii and physicochemical properties. During the leaching process, Eq. (9), indicative of chemical control, provides a better linear fit with a higher R2 for stage 1. In contrast, the mixed control described in Eq. (11) was applied to stage 2. Figure 6b, c illustrate the obtained kinetic curves of the governing functions. These results indicate that the initial stage of the leaching was controlled by a surface chemical reaction. After one hour, however, the rate-controlling step shifted to mixed control, involving both the diffusion of the leaching agent through the boundary layer and the chemical reaction.
Impurities Removal and Precipitation
In the REEs recovery processes, impurities removal is achieved through various methods such as solvent extraction, ion exchange, and precipitation [14]. Aluminum poses a significant challenge in the production of REE products due to its trivalency. Although it can be efficiently removed through both solvent extraction and ion exchange methods, it is not recommended due to its tendency to accumulate and create numerous issues within solvent extraction circuits [36]. Ferric iron tends to co-extract alongside REEs in solvent extraction and ion exchange processes. Therefore, precipitating ferric hydroxide is a practical method for removing ferric iron from the solution. Transition metal impurities, such as Co, Ni, and Cu, generally do not exhibit co-extraction with REEs in solvent extraction or ion exchange processes, while the specific details of their selective precipitation behavior are not extensively covered. The effects of pH adjustment, Na2S addition, and oxalic acid addition on the removal of impurities and the precipitation of REEs were investigated in this work and the results are presented in Fig. 7. The leachate was obtained under the optimized conditions (pH = 1.52), and the element concentrations are shown in Table 4.

a Effect of pH adjustment on the impurities removal; b precipitation diagram for REEs and impurities at 25 °C: Hydroxide; c effect of Na2S addition on the impurities removal; d precipitation diagram for REEs and impurities at 25 °C: Sulfide; e effect of oxalic acid addition on the REEs precipitation; f precipitation diagram for REEs and impurities at 25 °C: oxalate
The effect of pH adjustment on the selective precipitation of the elements in the leachate is shown in Fig. 7a. When the pH increases to approximately 7, the removal efficiencies for Al, Fe, Cu, and B are around 50%, while the removal efficiencies for Co and Ni are about 20%. Simultaneously, over 10% of the REEs are subject to co-precipitation. When the pH is increased to about 9.0, more than 80% of REEs and Al, Fe, and B are precipitated. Further increasing the pH to 13.0, almost all metallic elements are precipitated. Despite the complexity of impurity combinations in REEs solutions, predicting impurity removal is achievable by analyzing individual components. For example, the potential for impurity removal via selective precipitation is deduced from the hydroxide precipitation diagram in Fig. 7b. This diagram was constructed with the data from HSC 10.2 using the method introduced by Judge and Azimi [36]. Figure 7b illustrates the selective precipitation of Fe(OH)3 impurity to a significant extent before the precipitation of REEs, whereas in Fig. 7a, the pH adjustment shows an effective performance in reducing Fe3+ to a level less than 30 mg/L. Silva et al. [37] reported that the aluminum content in leachate was able to reduce to 100 mg/L by adjusting the pH over 5 which aligns closely with the results observed in this study. It should be noted that, as shown in Fig. 7b, Al(OH)3 should re-dissolve at high pH levels by forming product AlO2−. However, the experimental outcomes do not align with this prediction. A likely explanation is that Al(OH)3 becomes enveloped by other insoluble hydroxides, rendering it incapable of dissolution. Moreover, Co2+, Ni2+, and Fe2+ do not selectively precipitate and will lead to the contamination of REE hydroxides during co-precipitation.
The effect of Na2S addition on the impurities removal in the leachate can be found in Fig. 7c. When the added amount of Na2S up to 1.5 times the molar amount of non-REEs, the removal rates of Fe3+ and Cu2+ exceed 90%, the removal rates of Co2+ and Ni2+ exceed 80%, and the removal rates of Al3+ and B exceed 50%. The sulfide precipitation diagram depicted in Fig. 7d reveals that Cu2+, Cu+, Fe3+, Fe2+, Co2+, and Ni2+ could be precipitated before Nd3+, Dy3+, and Pr3+. There is an opportunity to remove these transition metals impurities via sulfide selectively precipitation. However, it should be noted that in this process, the loss of REEs exceeds 10%.
Oxalate precipitation is a widely used method for separating REEs; hence, the effect of oxalic acid addition on the precipitation of the elements in the leachate and the oxalate precipitation diagram is presented in Fig. 7e, f. From Fig. 7e, REEs and Al3+ show the same trend that the precipitation rate increases with increasing oxalic acid addition, and almost all of them precipitated when oxalic acid was added up to 2.5 times the molar amount of REEs. Figure 7f considers the oxalate precipitation of metals to form simple oxalate compounds, indicating that Fe2+, Ni2+, Cu2+, and Co2+ will co-precipitate with REEs if they present in high concentration or by large amounts of oxalic acid addition. In contrast, the Fe3+ precipitation rate is approximately 20%, whereas for the Cu2+, Co2+, and Ni2+, their precipitation rate is less than 10% with oxalic acid addition in this work. The leachate has a pH of around 1.5 and decreases to around 1.2 after oxalic acid addition. Verma et al. [38] reported that Fe, Co, Ni, and Cu also can form various water-soluble oxalate complexes (Ni2+ as an example in Eq. 12) and the pH plays a significant role in the efficiency of separation.
In summary, adjusting the pH to around 5.5 effectively reduces the Al content to less than 100 mg/L and the Fe content to less than 50 mg/L, but it may not yield satisfactory results for Cu, Co, and Ni removal. The addition of Na2S demonstrates better efficacy in removing transition metal impurities. However, both methods result in approximately 10% loss of REEs through co-precipitation. For the leachate obtained in this work, an impressive removal rate of approximately 80% with direct oxalic acid precipitation was achieved, except for Al. Further impurity removal is necessary if strict control of the Al content is desired.
Figure 8a illustrates a flowchart depicting the proposed process for high REEs recovery to obtain REEs oxides from end-of-life NdFeB magnets, and the XRD analysis of the obtained products is shown in Fig. 8b. Additionally, the ICP analysis of the REEs oxides obtained through direct oxalic acid precipitation is depicted in Fig. 8b, revealing a REE oxide purity exceeding 97.5% and REEs recovery rate over 95%. The Al2O3 content is about 1.14% in the obtained oxides. It is worth noting that around 1% of Al content is acceptable for remanufacturing magnets, the aluminum level achieved through the proposed method should not compromise the quality of the final product.

a Proposed flowsheet for the high-pressure selective leaching to produce REEs oxides from end-of-life magnets and b XRD analysis of the obtained REEs oxalate and oxides
Conclusions
The REEs recovery from the end-of-life NdFeB magnet was successfully demonstrated using a high-pressure selective leaching process. This process is straightforward, highly efficient, and holds significant practicality with extensive potential applications. The main conclusions can be drawn from this study as below:
-
During the pretreatment stage, magnet powder was first oxidized at 950 °C for 120 min to ensure Fe in trivalent that has low solubility even in an acid solution. According to the thermodynamic analysis and roasting experiments, Nd2Fe14B is mainly oxidized to form NdFeO3 and Fe2O3.
-
In the high-pressure selective leaching stage, the optimal conditions were identified: 0.5 mol/L nitric acid, liquid/solid ratio of 20 ml/g, temperature of 180 °C, and leaching time of 1.5 h. The results demonstrated that high pressure combined with low concentration nitric acid could leach approximately 95.0% of REEs and the dissolution of Fe is less than 0.3%. At the same time, Al and B were leached out at approximately 70%, while other elements (Co, Ni, Cu) leaching efficiency of less than 40%. The leaching kinetics of REEs is divided into two stages which are surface chemical reaction control and mixed control, respectively.
-
The effect of pH adjustment, Na2S addition, and oxalic acid addition on the impurities removal and REEs precipitation for the obtained leachate were evaluated. Adjusting the pH to 5.5 reduced Al and Fe in the leachate but is not effective on Cu, Co, and Ni removal. Na2S addition is more effective to remove transition metal impurities. However, both methods lead to around 10% of REEs loss. Directly oxalate precipitation is suggested for the obtained leachate, which can yield over 97.5% REEs oxides with approximately 1.1% alumina, which is acceptable for magnet remanufacturing due to minor aluminum also existing in magnets.
Data Availability
Data will be made available on request.
References
Statista: Rare earth industry worldwide (2023) https://www.statista.com/study/10040/rare-earths-statista-dossier
European-Commision (2020) Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. Critical raw materials resilience: charting a path towards greater security and sustainability. https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52020DC0474
Mulcahy KR, Kilpatrick AF, Harper GD, Walton A, Abbott AP (2022) Debondable adhesives and their use in recycling. Green Chem 24(1):36–61. https://doi.org/10.1039/D1GC03306A
Piotrowicz A, Pietrzyk S, Noga P, Myćka Ł (2020) The use of thermal hydrogen decrepitation to recycle Nd-Fe-B magnets from electronic waste. J Min MetallSect B 56(3):415–424. https://doi.org/10.2298/JMMB200207032P
Walton A, Yi H, Rowson NA, Speight JD, Mann V, Sheridan RS, Williams AJ (2015) The use of hydrogen to separate and recycle neodymium–iron–boron-type magnets from electronic waste. J Clean Prod 104:236–241. https://doi.org/10.1016/j.jclepro.2015.05.033
Firdaus M, Rhamdhani MA, Durandet Y, Rankin WJ, McGregor K (2016) Review of high-temperature recovery of rare earth (Nd/Dy) from magnet waste. Journal of Sustainable Metallurgy 2(4):276–295. https://doi.org/10.1007/s40831-016-0045-9
Kumari A, Sahu SK (2023) A comprehensive review on recycling of critical raw materials from spent neodymium iron boron (NdFeB) magnet. Sep Purif Technol 317:123527. https://doi.org/10.1016/j.seppur.2023.123527
Rasoulnia P, Barthen R, Lakaniemi A-M (2021) A critical review of bioleaching of rare earth elements: the mechanisms and effect of process parameters. Crit Rev Environ Sci Technol 51(4):378–427. https://doi.org/10.1080/10643389.2020.1727718
Konishi H, Ono H, Takeuchi E, Nohira T, Oishi T (2014) Separation of Dy from Nd-Fe-B magnet scraps using molten salt electrolysis. ECS Meet Abstr. https://doi.org/10.1149/MA2014-02/25/1490
Chae HJ, Do Kim Y, Kim BS, Kim JG, Kim T-S (2014) Experimental investigation of diffusion behavior between molten Mg and Nd–Fe–B magnets. J Alloy Compd 586:S143–S149. https://doi.org/10.1016/j.jallcom.2013.02.156
Lei M, He Y, Ma W, Zhang R, Lei Y (2021) Novel approach for the simultaneous recovery of Nd from Nd2O3-containing slag and the preparation of high-purity Si. ACS Sustain Chem Eng 9(46):15591–15602. https://doi.org/10.1021/acssuschemeng.1c05731
Liu B, Zhu N, Li Y, Wu P, Dang Z, Ke Y (2019) Efficient recovery of rare earth elements from discarded NdFeB magnets. Process Saf Environ Prot 124:317–325. https://doi.org/10.1016/j.psep.2019.01.026
Kumari A, Sinha MK, Pramanik S, Sahu SK (2018) Recovery of rare earths from spent NdFeB magnets of wind turbine: leaching and kinetic aspects. Waste Manage 75:486–498. https://doi.org/10.1016/j.wasman.2018.01.033
Li Z, Hamidi AS, Yan Z, Sattar A, Hazra S, Soulard J et al (2024) A circular economy approach for recycling electric motors in the end-of-life vehicles: a literature review. Resour Conserv Recycl 205:107582. https://doi.org/10.1016/j.resconrec.2024.107582
Liu F, Chen F, Wang L, Ma S, Wan X, Wang J (2021) Selective separation of rare earths from spent Nd-Fe-B magnets using two-stage ammonium sulfate roasting followed by water leaching. Hydrometallurgy 203:105626. https://doi.org/10.1016/j.hydromet.2021.105626
Shirayama S, Okabe TH (2018) Selective extraction and recovery of Nd and Dy from Nd-Fe-B magnet scrap by utilizing molten MgCl2. Metall Mater Trans B 49(3):1067–1077. https://doi.org/10.1007/s11663-018-1176-0
Firdaus M, Rhamdhani MA, Rankin WJ, Pownceby M, Webster NA, D’Angelo AM, McGregor K (2018) High temperature oxidation of rare earth permanent magnets. Part 1–Microstructure evolution and general mechanism. Corros Sci 133:374–385. https://doi.org/10.1016/j.corsci.2018.01.040
Firdaus M, Rhamdhani MA, Durandet Y, Rankin WJ, McGregor K (2018) High temperature oxidation of rare earth permanent magnets. Part 2–Kinetics. Corros Sci 133:318–326. https://doi.org/10.1016/j.corsci.2018.01.042
Sepehri-Amin H, Ohkubo T, Shima T, Hono K (2012) Grain boundary and interface chemistry of an Nd–Fe–B-based sintered magnet. Acta Mater 60(3):819–830. https://doi.org/10.1016/j.actamat.2011.10.043
Vander Hoogerstraete T, Blanpain B, Van Gerven T, Binnemans K (2014) From NdFeB magnets towards the rare-earth oxides: a recycling process consuming only oxalic acid. RSC Adv 4(109):64099–64111. https://doi.org/10.1039/C4RA13787F
Yoon H-S, Kim C-J, Chung KW, Lee S-J, Joe A-R, Shin Y-H, Kim J-G (2014) Leaching kinetics of neodymium in sulfuric acid from E-scrap of NdFeB permanent magnet. Korean J Chem Eng 31:706–711. https://doi.org/10.1007/s11814-013-0259-5
Koyama K, Kitajima A, Tanaka M (2009) Selective leaching of rare-earth elements from an Nd-Fe-B magnet. Kidorui (Rare Earths) 54:36–37
Jiang Y, Deng Y, Xin W, Guo C (2020) Oxidative roasting-selective pressure leaching process for rare earth recovery from NdFeB magnet scrap. Trans Indian Inst Met 73(3):703–711. https://doi.org/10.1007/s12666-020-01888-x
Liu F, Porvali A, Wang J, Wang H, Peng C, Wilson BP, Lundström M (2020) Recovery and separation of rare earths and boron from spent Nd-Fe-B magnets. Miner Eng 145:106097. https://doi.org/10.1016/j.mineng.2019.106097
Emil-Kaya E, Polat B, Stopic S, Gürmen S, Friedrich B (2023) Recycling of NdFeB magnets employing oxidation, selective leaching, and iron precipitation in an autoclave. RSC Adv 13(2):1320–1332. https://doi.org/10.1039/D2RA06883D
Parida SC, Dash S, Singh Z, Prasad R, Jacob KT, Venugopal V (2002) Thermodynamic studies on NdFeO3 (s). J Solid State Chem 164(1):34–41. https://doi.org/10.1006/jssc.2001.9445
Van Ende MA, Jung IH (2013) Critical thermodynamic evaluation and optimization of the Fe–B, Fe–Nd, B-Nd and Nd–Fe–B systems. J Alloy Compd 548:133–154. https://doi.org/10.1016/j.jallcom.2012.08.127
Nababan DC, Mukhlis R, Durandet Y, Pownceby MI, Prentice L, Rhamdhani MA (2021) Kinetics of high temperature oxidation of end-of-life Ni/Cu/Ni coated NdFeB rare earth permanent magnets. Corros Sci 189:109560. https://doi.org/10.1016/j.corsci.2021.109560
Langová Š, Matýsek D (2010) Zinc recovery from steel-making wastes by acid pressure leaching and hematite precipitation. Hydrometallurgy 101(3–4):171–173. https://doi.org/10.1016/j.hydromet.2010.01.003
Cudennec Y, Lecerf A (2006) The transformation of ferrihydrite into goethite or hematite, revisited. J Solid State Chem 179(3):716–722. https://doi.org/10.1016/j.jssc.2005.11.030
Radwan NRE, El-Shobaky HG (2000) Solid–solid interactions between ferric and cobalt oxides as influenced by Al2O3-doping. Thermochim Acta 360(2):147–156. https://doi.org/10.1016/S0040-6031(00)00565-7
Walawalkar M, Nichol CK, Azimi G (2016) Process investigation of the acid leaching of rare earth elements from phosphogypsum using HCl, HNO3, and H2SO4. Hydrometallurgy 166:195–204. https://doi.org/10.1016/j.hydromet.2016.06.008
Lütke SF, Oliveira ML, Waechter SR, Silva LF, Cadaval TR Jr, Duarte FA, Dotto GL (2022) Leaching of rare earth elements from phosphogypsum. Chemosphere 301:134661. https://doi.org/10.1016/j.chemosphere.2022.134661
Yang Z, Li H-Y, Yin X-C, Yan Z-M, Yan X-M, Xie B (2014) Leaching kinetics of calcification roasted vanadium slag with high CaO content by sulfuric acid. Int J Miner Process 133:105–111. https://doi.org/10.1016/j.minpro.2014.10.011
Brahim JA, Hak SA, Achiou B, Boulif R, Beniazza R, Benhida R (2022) Kinetics and mechanisms of leaching of rare earth elements from secondary resources. Miner Eng 177:107351. https://doi.org/10.1016/j.mineng.2021.107351
Judge WD, Azimi G (2020) Recent progress in impurity removal during rare earth element processing: a review. Hydrometallurgy 196:105435. https://doi.org/10.1016/j.hydromet.2020.105435
Silva RG, Morais CA, Oliveira ÉD (2019) Selective precipitation of rare earth from non-purified and purified sulfate liquors using sodium sulfate and disodium hydrogen phosphate. Miner Eng 134:402–416. https://doi.org/10.1016/j.mineng.2019.02.028
Verma A, Kore R, Corbin DR, Shiflett MB (2019) Metal recovery using oxalate chemistry: a technical review. Ind Eng Chem Res 58(34):15381–15393. https://doi.org/10.1021/acs.iecr.9b02598
Acknowledgements
This work was carried out as part of the RECYCEM which was funded by the Advanced Propulsion Centre. The authors thank Prof. Lijiang Song from the Department of Chemistry at the University of Warwick for running the ICP measurements.
Funding
This work was funded by High Value Manufacturing Catapult, Grant Number 160080 Core (WMG).
Author information
Authors and Affiliations
Contributions
Zhiming Yan: conceptualization, methodology, software, data curation, formal analysis, writing—original draft. Zushu Li: supervision, writing—review and editing, project administration. Wei Lv: methodology, mainly for kinetic analysis. Mingrui Yang: characterization samples including XRD, and SEM–EDS. Anwar Sattar: co-supervision, writing—review and editing.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
The contributing editor for this article was Grace Ofori-Sarpong.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Yan, Z., Li, Z., Yang, M. et al. NdFeB Magnets Recycling via High-Pressure Selective Leaching and the Impurities Behaviors. J. Sustain. Metall. (2024). https://doi.org/10.1007/s40831-024-00871-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40831-024-00871-w