
Abstract
The clean energy transition has increased the global demand of nickel sulfate used in the Li-ion batteries. A short-term solution is to refine the nickel sulfate product from nickel intermediates. In the long-term, new direct nickel sulfate production technologies are needed. This research focused on the modeling-based concept development of a novel direct hydrometallurgical nickel sulfate process consisting of chemical leaching, impurity removal by precipitation, solvent extraction, and crystallization as an alternative to the conventional nickel sulfate production route via a nickel matte intermediate. The conventional process route with the studied nickel concentrate had lower chemical consumption and waste production compared to direct hydrometallurgical process where approximately 60% of iron was leached consuming oxygen, and the following iron precipitation step consuming calcium carbonate resulted in a high amount of iron precipitate together with gypsum. However, hydrometallurgical alternatives are often suitable for lower ore grades or volumes and can recover copper as by-product metal. The biggest impacts on carbon footprint from chemical consumption in the direct hydrometallurgical process were generated in iron precipitation and oxygen use in leaching. With the studied nickel concentrate, pyrrhotite played a key role in both oxygen use and iron precipitation. In the leaching step, 68% of total oxygen consumption was related to pyrrhotite leaching, while in iron removal 73% of total iron originated from pyrrhotite. Thus, especially pyrrhotite removal prior to leaching needs to be developed to reduce the carbon dioxide footprint, when the pyrrhotite content in the material is high.
Graphical Abstract

Similar content being viewed by others

Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
Introduction
Batteries as energy storage solutions play an important role in the green transition towards carbon neutrality. Nickel is a crucial metal in battery manufacturing, which is reflected in listing nickel as a strategic material in the EU [1]. The clean energy transition is forecasted to increase the global demand of nickel by 19-fold between 2020 and 2040 [2].
Nickel end products can be classified as class I and class II products containing more or less than 99.8% nickel, respectively [3]. Class II nickel is not suitable for batteries, but it is used in the stainless-steel industry. Nickel for the Li-ion batteries must be in the form of nickel sulfate (NiSO4·6H2O), which is a niche product from class I nickel [4]. Conventionally, nickel sulfate is produced from intermediate or refined nickel products, which have been further directed to additional metallurgical processes to attract a premium price [3]. For example, a price premium of US$2000/ton for nickel sulfate in addition to the nickel price has been used in the pre-feasibility studies [5]. The production costs of nickel sulfate are dependent on the used feedstock. The users of class I nickel sulfate are typically non-integrated producers, whereas mine-to-refinery integration may clearly reduce the costs associated with feedstock materials. Class I nickel accounted for approximately 20% of global nickel sulfate production in 2019 and approximately 50% of nickel sulfate production came from alternative feedstocks such as mixed hydroxide precipitate and matte intermediates [3].
Nickel sulfate is produced via primary production, converting the refined nickel products, and recycling the battery and non-battery scraps [3]. Indonesia has significant nickel production in addition to China, but the production has focused on class II nickel. However, Indonesia has put efforts in producing high quality nickel products for batteries. [4] It is estimated that battery-grade intermediates will be increasingly produced from high-pressure acid leach (HPAL) with mixed hydroxide product (MHP) further processed to nickel sulfate in Asia [3]. Due to the demand in the battery field, the short-term solution can be to refine the nickel sulfate product from the nickel intermediates. However, in the long-term new nickel class I supply projects and technologies are needed. Further, the current processes including intermediates have not been optimized for nickel sulfate production and may contain several leaching and precipitation steps. Even integrated production of NMC precursor without any sulfate salt crystallization step at all from nickel sulfate intermediate has been suggested [6]. When the process design is only based on the existing flow sheets, the levels of innovation and adaptation are reduced, and the design may not reach the future process performance targets [7].
Batteries are needed in the electrification to support the clean energy transition, and the environmental impacts from battery production should thus be carefully evaluated. Electric vehicles have resulted in lower CO2 footprint during the life cycle in comparison to diesel or petrol vehicles [8]. The main environmental impacts of the batteries have been shown to originate from nickel and cobalt based cathode materials, and specifically in their extraction and beneficiation processes [9]. In the PEFCR (Product Environmental Footprint Category Rules) for batteries, the most relevant life cycle stages for batteries always include the raw material acquisition as the most relevant part having impacts on various categories (i.e., climate change, resource use, respiratory inorganics) [10]. The improvements in the raw material acquisition have the biggest impacts on the overall environmental impacts for batteries. Therefore, the technological processes used in the production of nickel and cobalt contribute significantly to the environmental impacts and attractiveness of battery use. When LCA is used in the process development phase, it gives feedback to the process planning as there are still possibilities for modifications and the level of freedom is wide. Even though at later stages there is more knowledge about the process for assessments, the level of freedom is also lower [11, 12]. Since LCA gives a better understanding of the main challenges of the process [13], it is important to evaluate the impacts at the early stage and further develop the process according to the results.
This research focuses on the development of a novel direct hydrometallurgical nickel sulfate process as an alternative to conventional nickel sulfate production via a nickel matte intermediate. Pyrometallurgical processes for nickel extraction are energy intensive [14], the by-product metals are mostly lost, and the process is sensitive to pyrrhotite which is a common gangue mineral in magmatic nickel sulfide deposits [15]. The direct nickel process is designed to consist of chemical leaching, impurity removal by precipitation, solvent extraction, and crystallization. The process concept development is done based on modeling with the HSC-Sim chemistry software. Carbon footprint evaluation is used to estimate the most critical parts of the process flow sheet to identify the necessary future development topics, which have the highest impact on the carbon footprint.
Materials and Methods
Process Design and Modeling
A simulation-based approach was used for two nickel sulfate production processes; the current commercially used smelting-based pyrometallurgical and hydrometallurgical process, and the alternative novel direct hydrometallurgical nickel sulfate production process from nickel concentrate. Process simulation was done with the HSC-Sim chemistry software (version 10.0.1.8) based on the complete mass and energy balance simulation to obtain chemical consumptions and production figures in a steady state operation. Identical nickel concentrate feed composition was used for simulating both technologies for 50,000 tons per annum feed rate (Tables 1 and 2). The minerals of the concentrate were divided into two classes: (1) base metals such as Ni, Co and Fe containing minerals considered to be leached, and (2) other minerals, mainly silicates etc. considered to be inactive during leaching. Data used in modeling was obtained from laboratory-scale (1 L reactors) experimental work (Heikola et al., submitted) and general mineral leaching behavior in these conditions. A few approximations were done to the feed characteristics and leaching reactions in the model. Cobalt was estimated separately as cobalt sulfide, since it is in the pentlandite mineral, which in the model feed contains only nickel. The cobalt content in the concentrate was low (0.4%). Regarding the iron containing minerals, pyrrhotite leaching was the main iron source to solution with pentlandite, whereas pyrite was partially leached, and magnetite was not leached at all. Iron was partially precipitated as natrojarosite due to the high sodium content and temperature, and suitable pH for jarosite precipitation. However, iron precipitation as goethite or jarosite was not estimated due to a low leaching pH. Leaching reactions of sulfide minerals were assisted by ferric ions resulting in sulfur formation, whereafter ferrous iron was oxidized to ferric iron in solution. Solvent extraction was modeled using the HSC-Sim distribution model transferring all nickel and cobalt to the corresponding crystallization feeds. Solvent extraction was considered as a total operation, and different extraction stages, stripping, washing, or organic flows were not estimated. Reagents were estimated as pure chemicals in the model whereas real plant operations use technical grade reagents.
Carbon Footprint Assessment
Life cycle assessment (LCA) was used to evaluate the carbon footprint of the process. LCA was done according to ISO 14040 [16] and ISO 14044 [17] standards. The functional unit used as the basis for all calculations was one ton of battery grade nickel sulfate hexahydrate, which contains 22% nickel. The values used in modeling were based on energy and mass balances of the process simulations. Carbon footprint assessment focused on the impacts from the refining of nickel concentrate (Table 2) into nickel sulfate hexahydrate. Therefore, the system boundary included only the processing steps leaving upstream of the concentrate out of the scope. In addition, other flows and products generated in the processes, such as produced heat or copper sulfate, and the benefits derived from their production, were not considered in the assessment. Modeling was done with the Sulca tool, and the environmental data was obtained from ecoinvent v3.8 database with a cut-off allocation. Market datasets in the geography of Europe were used, providing aggregated emission data for used chemicals. In the conventional method, the assessment was based on using produced sulfuric acid from an acid plant in the leaching process.
Results and Discussion
Novel Process Concept
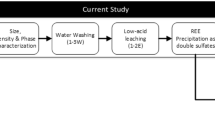
A novel hydrometallurgical process route integrating nickel leaching with nickel sulfate precursor production was designed (Fig. 1). The novel hydrometallurgical process concept is based on direct production of nickel sulfate without the need to precipitate an intermediate nickel product during the process. The new concept consists of atmospheric chloride assisted leaching of nickel concentrate, iron removal by precipitation, copper impurity removal by sulfide precipitation, and nickel sulfate recovery via solvent extraction and crystallization. The existing pyrometallurgical process based on the matte route includes a smelter for producing nickel matte and hydrometallurgical treatment of the matte to produce nickel and cobalt sulfate products (Fig. 1). Acid produced from the sulfur dioxide gas from the smelter is used in the process.

Block diagram of the process models consisting of hydrometallurgical direct leaching of the concentrate (left) or pyrometallurgical route for producing nickel matte and hydrometallurgical treatment of the matte (right)
Direct Concentrate Processing
Leaching
A leaching circuit consists of five leaching reactors in series (Fig. 2). Atmospheric oxidative leaching conditions are used enhanced with sodium chloride addition (20 g Cl−/L) corresponding to the seawater concentration thus enabling the use of saline seawater in the process. The concentration of solids from the first reactor is 15%. Oxygen and concentrated sulfuric acid are used to maintain the leaching pH at 1.0, and 80% of the raffinate from the solvent extraction is fed back to the leaching step to reduce acid consumption. The main leaching reactions included into the model are shown in Table 3.

HSC-Sim process model of direct leaching, iron precipitation, solid–liquid separations, and wastewater treatment to recover nickel and cobalt
Total yields and concentrations are 96.9% (14.2 g/L) for Ni, 76% (0.4 g/L) for Co and 81% (50.0 g/L) for Fe. Iron yield is decreased by simultaneous sodium jarosite precipitation. After leaching, the leach residue is separated by thickening (underflow 40 wt%) and filtration (1.5 m3 wash water/ton solids). Approximately 2.7 tons per hour leach residue is formed corresponding to slightly over a half of the material leached. The leach residue contains approximately 43% sodium jarosite and 30% sulfur.
Iron Precipitation
Iron is precipitated as sodium jarosite using calcium carbonate neutralization agent, also forming gypsum solid waste (Fig. 2, Table 3). Iron precipitation decreases iron concentration from ca. 50 g/L to 0.5 g/L, also removing sodium and sulfate from the solution. Including gypsum precipitation, the total sulfate removal is ca. 10 g/L, since calcium carbonation is used for the acid neutralization formed in the jarosite precipitation to maintain a stable pH level of 1.5 in the solution. The residual calcium concentration is estimated to be 0.5 g/L. Iron precipitation as jarosite as well as gypsum precipitation form 300 g/L slurry, which is fed to the thickener. 20% of the thickener underflow is recycled back to the first iron precipitation reactor as seed for the jarosite and gypsum precipitation. Thickener underflow solid concentration is 500 g/L, which is fed to the filter. Wash water of 1.5 m3/ton of solids is used. Approximately 11.3 tons of precipitate per hour are formed corresponding to 99 700 tons per annum.
Copper Sulfide Precipitation
Copper removal (Fig. 3) is carried out using sulfide precipitation by feeding hydrogen sulfide gas into the reactor (Table 3). Sulfide precipitation using hydrogen sulfide gas forms acid, which is neutralized with sodium hydroxide. Copper is estimated to be totally removed from the solution at pH 2.5. Temperature of 60 °C and low pH result in low co-precipitation of nickel. Ferric iron (0.5 g/L) is reduced to ferrous iron and elemental sulfur is formed.

Copper sulfide precipitation and solids separation in the HSC-Sim process model. Values correspond to the flows as tons per hour
Solvent Extraction and Crystallization
A stoichiometric amount of sulfuric acid is used for stripping; 50 g/L for cobalt and 75 g/L for nickel resulting in 22 g/L Co and 46 g/L Ni solution to be fed into the crystallization units (Fig. 4). Crystallization results in nickel sulfate hexahydrate (2.2 tons/h) and cobalt sulfate hexahydrate (67 kg/h) end products. A significant amount of water needs to be evaporated and quite a significant amount of water is bound into hydrates. Approximately 90% crystallization degree is estimated, and the residual solution is fed back to the solvent extraction feed tank to decrease impurity levels.

Solvent extraction and crystallization in the HSC-Sim model. Values correspond to tons per hour
Pyrometallurgical Route for Nickel Concentrate
A conventional pyrometallurgical nickel concentrate smelting model consists of smelting and converting the concentrate to produce nickel matte for pressure leaching in autoclave (Fig. 5). The leaching conditions were; 160 °C temperature and sulfuric acid concentration of around 100 g/L meaning of pH of approximately 0. Oxygen feed was used instead of air. The process model does not utilize pressure or residence time information in the calculation, but these are typically approximately 10 bar and 2–3 bar oxygen partial pressure. The further downstream process is similar to direct leaching. Main reactions of the simplified pyrometallurgical model are presented in Table 3. Pentlandite is converted to heazlewoodite Ni3S2, magnetite and sulfur dioxide. Pyrrhotite and pyrite are converted to magnetite and sulfur dioxide gas. Further 80% of the magnetite product is converted to fayalite, iron silicate and other iron silicates. All silicate minerals and half of the remaining magnetite are fed to slag and the other half of the magnetite to nickel matte corresponding to 1.3 tph matte feed with nickel content of 45%. Sulfur dioxide is processed to sulfuric acid (4.6 tph) in the acid plant.

HSC-Sim model of the pyrometallurgical route to produce nickel matte, sulfuric acid and nickel containing pregnant leach solution for iron precipitation. Values are in tons per hour
Chemical Consumptions
According to the modeling-based results, the nickel and cobalt yields are quite similar using the direct nickel sulfate production and the pyrometallurgical route (Table 4). However, chemical consumptions differ significantly particularly in the oxygen feed to leaching and in the use of calcium carbonate in iron precipitation as jarosite where also gypsum is formed. The smelter option with an acid plant also produces more acid than consumed, whereas in the novel route acid is not produced. Most of iron in the concentrate is fed to slag in the pyrometallurgical route, whereas in the direct hydrometallurgical route around 60% of iron is leached and the following iron precipitation step results in a higher amount of iron precipitate together with gypsum.
Pyrometallurgy with hydrometallurgy option has a lower chemical consumption, lower waste production and production of sulfuric acid as a saleable product compared to direct hydrometallurgy. Capital costs were not estimated, but the pyrometallurgical option requires a smelter, an acid plant, and an autoclave, which are demanding and expensive investments. The smelter route requires significantly higher capacity to be economically viable, whereas the direct hydrometallurgy route requires a smaller number of different technologies and thus lower investment costs being more feasible to operate in a smaller scale.
Commercial examples of hydrometallurgical nickel sulfate production processes are in operation. Terrafame has previously produced hydrometallurgically a nickel–cobalt sulfide end product from a low-grade multi-metal ore deposit using bioheapleaching and sulfide precipitation [18]. Later, a battery chemicals plant was built as ad-on to refine the nickel–cobalt sulfide product into nickel sulfate and cobalt sulfate using solvent extraction [19]. The additional battery plant investment cost was approximately 240 million € having an annual production capacity of 170 000 tons of nickel sulfate and 7400 tons of cobalt sulfate. In addition, a process has been developed and patented in Australia to produce nickel sulfate directly from nickel sulfide concentrates without producing first intermediary or refined nickel products [20, 21]. The IGO process consists of (1) leaching in an autoclave at relatively low temperature and pressure, where oxygen is used for partially oxidizing the concentrate into soluble metal sulfates, sulfuric acid, and sulfur, (2) neutralization to remove free acid, iron and other metals, (3) cobalt and copper solvent extraction and precipitation producing a Mixed Sulfide Precipitate (MSP), and (4) nickel solvent extraction and crystallization [20]. The extraction rates exceeded 97% for both nickel and cobalt from the nickel–cobalt sulfide concentrate feed. However, due to the new and better offtake agreements for the sulfide products, the company did not proceed to the feasibility stage with the developed process [5]. When the price for the metal sulfide or other intermediate product is high in comparison to metal sulfate, the additional processing costs may not justify further processing to nickel sulfate.
Carbon Footprint
Carbon footprint of chemical consumptions of the novel hydrometallurgical process and the conventional smelter route was assessed (Table 5). It is noteworthy that electricity consumption, logistics etc. are not included in the assessment, so no comparisons should be made between the conventional and novel process routes. The assessment was done solely to identify the chemicals consumption hot spots to support technology development. In the novel process route, the biggest impacts on the carbon footprint were produced in the iron precipitation step and the second largest impacts came from the oxygen use in the leaching step. In the future process development, especially pyrrhotite removal prior to the leaching step is considered to reduce the carbon dioxide footprint. Selective pre-leaching of pyrrhotite [22, 23], recovery of iron and sulfur as suitable end products, such as ferrous sulfate, and designing the process accordingly already in the start are options to decrease the amount of waste and CO2 footprint.
Since the hydrometallurgical routes have higher reagent requirements, scope 3 impacts related to embodied emissions of imported materials within the value chain are typically higher than in the pyrometallurgical routes [6]. However, if chemicals in nickel production were produced with renewables, the amount of total emissions could decrease even by 37% with zero-carbon chemicals [24]. Chloride assisted leaching could be based on the use of seawater instead of the use of chemicals [25], which could additionally create savings in the water treatment costs. In the recent comparison of various commercial nickel sulfate recovery production processes from sulfidic materials, the lowest CO2 impacts were obtained with pressure oxidation with a high nickel content and high cobalt by-product recoveries using renewable energy, and with bioheapleaching due to low energy consumption. Hydrometallurgical processes resulted in lower total CO2 footprints than smelting via matte, because smelting is energy-intensive requiring electrical input [24]. When considering various nickel materials, sulfidic nickel sources have resulted in a lower CO2 footprint compared to laterite minerals [6]. Sulfidic minerals consume less energy than laterites since sulfur can be used as a fuel source [26].
One limitation in this study is the use of only one impact category i.e., CO2 footprint. In the pyrometallurgical route with sulfidic ore, for example acidification can be expected [6]. A comparison of life cycle assessments between technologies at different maturities, such as commercial operation versus laboratory tested technology, is challenging and potentially unfair [12], as more accurate information often reduces the environmental impacts in the assessment [13]. Therefore, a fair comparison between technologies in different maturities is challenging. However, this research showed certain hot spots to focus on the most crucial parts of the process in the future development work.
Conclusions
Due to the urgent nickel sulfate demand in the battery field, a short-term solution can be to refine nickel sulfate products from nickel intermediates. In the long term, novel direct battery grade nickel sulfate technologies are needed. A novel hydrometallurgical process concept consisting of chloride assisted leaching of nickel concentrate, iron removal by precipitation, copper removal by sulfide precipitation, and nickel sulfate recovery via solvent extraction and crystallization, was developed for direct production of nickel sulfate without the need to precipitate an intermediate nickel product during the process. Based on modeling, the hydrometallurgical route produces higher amounts of waste than the smelter route. However, pyrometallurgical technologies have higher investment costs and hydrometallurgical alternatives are often more suitable for lower ore grades or smaller material streams. Nickel concentrates often contain copper, for which the value is lost in the pyrometallurgical process but could be recovered in the hydrometallurgical process. The novel process design has been experimentally piloted, and the results will be published separately.
Hydrometallurgical processes tend to have higher chemicals consumptions compared to the smelting route and therefore the carbon footprint related to chemicals was in the focus in this study. The biggest impacts from chemicals consumption on carbon footprint were produced in the iron precipitation step and oxygen use in the leaching step. In the present study, pyrrhotite played a major role in both oxygen use and iron precipitation. In the leaching step, 68% of the total oxygen consumption related to pyrrhotite leaching, while in iron removal 73% of total iron originated from pyrrhotite. Thus, in the future process development, especially pyrrhotite removal prior to the leaching step will be considered to reduce the carbon dioxide footprint, when the pyrrhotite content in the material is high. The use of zero-carbon chemicals may change CO2 footprint results in the coming years.
Abbreviations
- HPAL:
-
High-pressure acid leach
- ktpa:
-
Kilo tons per annum
- LCA:
-
Life cycle assessment
- MHP:
-
Mixed hydroxide product
- MSP:
-
Mixed sulfide precipitate
- NMC:
-
Lithium nickel manganese cobalt oxides
- PEFCR:
-
Product environmental footprint category rules
- SX:
-
Solvent extraction
- tph:
-
Tons per hour
References
Grohol M, Veeh C (2023) Study on the critical raw materials for the EU 2023, Final Report. European Commission. https://doi.org/10.2873/725585
International Energy Agency (2021) The role of critical world energy outlook special report minerals in clean energy transitions. https://www.iea.org/reports/the-role-of-critical-minerals-in-clean-energy-transitions
Fraser J, Anderson J, Lazuen J, Lu Y, Heathman O, Brewster N, Bedder J, Masson O (2021) Study on future demand and supply security of nickel for electric vehicle batteries, Publications Office of the European Union, Luxembourg. https://publications.jrc.ec.europa.eu/repository/handle/JRC123439
Backhaus R (2021) Battery raw materials—where from and where to? ATZ worldwide 09|2021, 8–13. www.springerprofessional.com/automotive.
ASX release (2019a) IGO maximizes value of its Nova concentrate through offtake agreements
Tijsseling L, Trytten L, Whattoff P, Shah R, Pell R (2023) Minviro. Nickel’s carbon challenge. Understanding the relationship between nickel source and carbon intensity. https://www.minviro.com/resources/guides/nickels-carbon-challenge
Free ML (2022) Hydrometallurgy: Fundamentals and applications. 2nd edition. The Minerals, Metals & Materials Society. https://doi.org/10.1007/978-3-030-88087-3.
Temporelli A, Carvalho ML, Girardi P (2020) Life cycle assessment of electric vehicle batteries: an overview of recent literature. Energies 13:2864. https://doi.org/10.3390/en13112864
Schmidt T, Buchert M, Schebek L (2016) Investigation of the primary production routes of nickel and cobalt products used for Li-ion batteries. Resour Conserv Recycl 112:107–122
Recharge (2018) PEFCR—Product environmental footprint category rules for high specific energy rechargeable batteries for mobile applications. https://www.sazp.sk/dokument/f/baterie-a-akumulatory-pdf.pdf
Arvidsson R, Tillman A-M, Sandén BA, Janssen M, Nordelöf A, Kushnir D, Molander S (2017) Environmental assessment of emerging technologies. Recommendations for prospective LCA. J Ind Ecol 22(6):1286–1294
van der Giesen C, Cucurachi S, Guinée J, Kramer GJ, Tukker A (2020) A critical view on the current application of LCA for new technologies. J Clean Prod 259:120904
Hellweg S, Milà i Canals L (2014) Emerging approaches, challenges and opportunities in life cycle assessment. Science 344(6188):1109–1113
Bartzas G, Tsakiridis PE, Komnitsas K (2021) Nickel industry: heavy metal(loid)s contamination—sources, environmental impacts and recent advances on waste valorization. Curr Opin Environ Sci Health. https://doi.org/10.1016/j.coesh.2021.100253
Dehaine Q, Tijsseling LT, Glass HJ, Törmänen T, Butcher AR (2021) Geometallurgy of cobalt ores: a review. Miner Eng 160:106656. https://doi.org/10.1016/j.mineng.2020.106656
Standardization (2006a) ISO 14040. Environmental management. Life cycle assessment
Standardization (2006b) ISO 14044. Environmental management. Life cycle assessment
Riekkola-Vanhanen M (2013) Talvivaara mining company—from a project to a mine. Miner Eng 48:2–9. https://doi.org/10.1016/j.mineng.2013.04.018
Ecott C (2021) Refining of mixed sulphide precipitate to produce battery grade metals using Outotec pressure oxidation process. In Anderson C et al. (eds.), Ni-Co 2021: The 5th International Symposium on Nickel and Cobalt, The Minerals, Metals & Materials Series. https://doi.org/10.1007/978-3-030-65647-8_13
ASX release (2019b) Downstream nickel sulphate study update. 2 April 2019
WO2020/061639 A1. (2020) Method for preparing a high-purity hydrated nickel sulphate
Abrahamsson F (2017) Leaching of pyrrhotite from nickel concentrate. Master’s thesis, Luleå University of Technology, Luleå, Sweden
Mäkinen J, Pietek G, Miettinen V, Khoshkhoo M, Sundkvist J-E, Kinnunen P (2022) Removal of pyrrhotite from high-sulphur tailings utilising non-oxidative H2SO4 leaching. Minerals 12:1610. https://doi.org/10.3390/min12121610
Transport and Environment (2023) Paving the way to cleaner nickel. Nickel in batteries and how to secure it sustainably. https://www.transportenvironment.org/wp-content/uploads/2023/10/2023_10_Briefing_Paving_way_cleaner_nickel.pdf
Cisternas LA, Gálvez ED (2018) The use of seawater in mining. Min Proc Ext Met Rev 39(1):18–33. https://doi.org/10.1080/08827508.2017.1389729
Wei W, Samuelsson PB, Tilliander A, Gyllenram R, Jönsson PG (2020) Energy consumption and greenhouse gas emissions of nickel products. Energies 13:5664. https://doi.org/10.3390/en13215664
Acknowledgements
This project was funded by Business Finland, BATTRACE project (Grant no. 403/31/2020).
Funding
Open Access funding provided by Technical Research Centre of Finland. Open Access funding provided by Technical Research Centre of Finland.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
The contributing editor for this article was Atsushi Shibayama.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kinnunen, P., Riihimäki, T., Kinnunen, K. et al. Process Design for Direct Production of Battery Grade Nickel Sulfate. J. Sustain. Metall. (2024). https://doi.org/10.1007/s40831-024-00864-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40831-024-00864-9