
Abstract
In pursuit of energy-efficient solutions for air supply systems in steel plants, this study introduces a novel hybrid air supply system, amalgamating Waste Heat Recovery (WHR) and Excess Pressure Recovery (EPR) units. The system integrates an expander in the WHR unit and a gas turbine in the EPR unit, coaxially aligning them with the blower. A 4E model is established to evaluate the system’s energy, exergy, economic, and environmental performance. Results highlight R236ea as optimal, boasting a net power output of 1072.07 kW and an exergy efficiency of 35.62%. The WHR and EPR units contribute 73.36 and 26.64%, respectively, resulting in an electricity saving of 8.38% for the blast furnace. The minimum cost per unit of net power output with R236ea is 0.0229 $/kWh, with a dynamic payback period of 1.66 years. Compared to traditional electro-driven systems, the proposed system yields a 14.23% total cost saving. R1233zd(E) facilitates the largest net emission reduction at 202.86 kt per year, operating at an evaporation temperature of 84.3 °C. This hybrid air supply system demonstrates significant practical value, offering simultaneous benefits in energy savings, cost reduction, and emission reduction, suggesting a promising avenue for future research and development in air supply systems.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The iron and steel industry is renowned for its high energy intensity, necessitating substantial energy consumption [1, 2]. As reported in the Sustainability Indicators 2022 by the World Steel Association, the energy intensity per ton of steel in 2021 increased by 3% to 21.31 GJ/t-steel, compared to 20.7 GJ/t-steel in 2020 [3]. Amongst the various steel production processes, blast furnace ironmaking stands out as the most energy-intensive [4], with an energy intensity of 368 kgce/t-hot metal (10.79 GJ/t-hot metal) [5], constituting 64.5% of the overall energy consumption of a steel site. Notably, the carbon emissions from blast furnace plants contribute significantly, comprising about 52.2% of the BF-BOF steelmaking process [6]. Within the ironmaking process, the air supply system emerges as the most energy-intensive component. Consequently, reducing the energy consumption of blast furnace air supply systems holds paramount importance.
Air supply for blast furnaces is facilitated through steam-driven and electro-driven systems [7]. In the case of electro-driven systems, power is either locally generated on-site or procured from the grid [8]. In contrast, steam-driven systems typically rely on boilers for steam generation, entailing substantial fuel consumption [9]. Both modes of operation necessitate supplementary energy consumption, specifically in the form of steam or electricity.
The air blower serves as a high-energy-consuming component within the air supply system. In a study by Deng et al. [10], a 1000 MW unit was examined to deliberate on the steam source selection for steam turbines and to assess the economic viability of various steam sources. The findings indicate that, in comparison to the electro-driven mode, the steam-driven mode can lead to a reduction in power supply. Moreover, the choice of the blower driving mode is intricately linked to the regulatory and power requirements of the air blower, as well as the power supply reliability in the plant’s vicinity [11]. The selection of the driving mode is further influenced by factors such as the remaining amount of process gas in the steel site [12], electricity prices [13], and fuel costs [14]. Consequently, the driving mode plays a pivotal role in achieving energy savings and reducing the overall energy consumption of the air supply system. However, it is important to note that both steam-driven and electro-driven blasting methods incur additional energy consumption. Considering the existence of ample waste heat and pressure resources at the steel site [15], leveraging these resources effectively in the blast system holds significant potential for energy savings and consumption reduction [16].
Steel sites abound in waste heat resources, predominantly characterized by low-temperature waste heat [17]. The organic Rankine cycle (ORC) is a widely employed technology for recovering low-temperature waste heat [18], particularly applicable for waste heat with temperatures below 230 °C [19, 20]. In a comprehensive study, Wang et al. [21] took into account factors such as cost, environmental impact, safety, and stability to judiciously select suitable working fluids. Roy et al. [22] delved into the thermal efficiency, exergy loss, and output work of various working fluids in the waste heat recovery (WHR) unit across different heat source temperature conditions. Examining the impacts of evaporation temperature, condensation temperature, and the degree of superheat on the thermodynamic performances of WHR units, Sun et al. [23] contributed valuable insights. Additionally, Wang et al. [24] adopted electricity production cost and reduction of greenhouse gas emissions as objective functions, analyzing the correlation between heat-source temperature and corresponding fluids.
Numerous studies have concentrated on enhancing system performance by integrating ORCs with other units. Garcia-Saez et al. [25] integrated solar thermal systems with an ORC to generate electricity. Sun et al. [26] implemented a combined WHR unit to recover heat carried by water. Javidmehr et al. [27] scrutinized a hybrid system comprising compressed air energy storage, a micro gas turbine, a solar dish collector, and an ORC. Zhang et al. [28] optimized the operating parameters of multiple WHR units based on average power generation cost and the heat exchange area required per unit of net output power. These studies collectively demonstrate that ORC technology inevitably incurs energy losses during the conversion of mechanical energy output from the expander to electrical energy and subsequently back to mechanical energy [29]. Consequently, exploring the direct utilization of the net output power from the ORC as the driving force holds promise for reducing energy losses.
The top pressure of blast furnaces can reach as high as 0.15–0.25 MPa, indicating the presence of substantial potential energy in the blast furnace gas (BFG) discharged from the furnace tops. Prior to routing BFG into networked pipelines for use as fuel [30], a commonly adopted practice involves installing a blast furnace top gas recovery turbine (TRT) unit. This serves as an excess pressure recovery device, converting surplus pressure energy into electrical energy. Although TRT power generation is generally insufficient to meet the blast furnaces’ demand, there exists an opportunity to further diminish the total energy consumption of the blower system by identifying a suitable alternative driving force to replace the electric motor.
Various studies have explored the direct utilization of compressors or turbines to drive rotary equipment. Turner et al. [31] devised a scheme involving the conversion of a small turboprop engine into a shaft power transmission device for compressed air equipment. This design directly links an enhanced compressor to the engine shaft. In a comprehensive analysis by Li et al. [32], focusing on a power plant, an examination of energy, exergy, and economics revealed that a transmission device connecting the motor and the fan represented a primary source of exergy loss in turbine-driven fans and electric motors. Sant et al. [33] proposed a novel approach using floating water turbines to harness the low temperature of deep sea water for cooling building spaces. These studies collectively underscore that the current efficiency of traditional turbines driving generators is notably low, with a significant portion of the loss attributed to the transmission step between the turbine and the motor. Consequently, it is suggested that the direct coaxial connection of expanders or turbines with blowers holds promise as an option for enhancing efficiency.
Based on the literature review above, both the existing steam-driven and electro-driven blowers in blast furnace air supply systems necessitate external energy input, leading to elevated energy consumption. In response to this challenge, a proposed solution introduces a hybrid air supply system entirely propelled by waste energy—specifically, waste heat and excess pressure. This system seamlessly integrates an excess pressure recovery (EPR) turbine and an ORC expander within the WHR unit. The aim is to drive blast furnace blowers without relying on external power or steam, thereby mitigating energy demand. The design also accounts for the leakage loss of working fluids in the ORC unit, establishing a coordinated relationship among blast air volume, exhaust gas flow rate of hot blast stoves, and BFG generation. Finally, a comprehensive 4E model encompassing energy, exergy, economy, and environment is presented to evaluate the novel air supply system. This holistic approach ensures a thorough assessment of the system’s performance from various perspectives.
System Design
The hybrid air supply system comprises a WHR unit and an EPR unit, illustrated in Fig. 1. In this configuration, the ORC expander within the WHR unit and the gas turbine in the EPR unit are coaxially connected to jointly drive the blowers. This integrated setup ensures a synergistic utilization of waste heat and excess pressure to power the air supply system, representing a promising advancement in energy-efficient design.

Diagram of the hybrid air supply system driven by excess pressure and waste heat
The BFG undergoes purification through dedusting devices before being directed to the EPR unit. It enters the gas turbine, or alternatively, it may bypass through a pressure-reducing valve unit [34]. The expansion of BFG in the EPR turbine serves to drive the blower. The BFG discharged from the EPR turbine is subsequently routed into the pipe network for utilization by other consumers [35]. Simultaneously, the air at the blower’s outlet enters a series of hot stoves. The heated air, after preheating, is directed into the blast furnace for iron production. The exhaust gas from the hot stoves enters the evaporator of the ORC and engages in the cycle as the heat source within the WHR unit. The organic working fluid, pumped from the storage tank, absorbs heat from the hot stove exhaust gas in the evaporator. Subsequently, the fluid evaporates at high temperature and pressure to drive the expander. A portion of the output energy is converted into shaft work to drive the blower and supplement the power disparity between the blower and the EPR turbine. The remaining energy drives the ORC pump. The fluid discharged from the expander passes through a condenser, transforming it into a liquid state after exchanging heat with the cooling medium (water), before ultimately being returned to the liquid storage tank. The surplus net output power from the WHR unit can be converted into electricity by the generator and transmitted to the power grid. This integrated system effectively maximizes the utilization of waste heat and excess pressure for enhanced energy efficiency.
Mathematical Models for 4E Analysis
Energy Model
The WHR unit is a modified configuration featuring essential components such as an evaporator, an expander, a condenser, a liquid storage tank, a pump, a generator, and blowers. The schematic diagram and the temperature–entropy (T–s) diagram of the WHR unit are depicted in Fig. 2, providing a visual representation of the system’s structure and the thermodynamic processes involved. This modified WHR unit stands as a crucial element within the hybrid air supply system, contributing to the effective utilization of waste heat for enhanced energy efficiency.

Air supply system driven by an ORC unit. a Schematic diagram; b T–s diagram
To streamline the modeling process, the following assumptions are adopted [36,37,38,39]:
-
(1)
The flow of the organic working fluid is considered to be approximately one-dimensional steady-state flow.
-
(2)
Heat transfer losses in the evaporator and condenser are neglected.
-
(3)
Resistance loss and pressure drop in the evaporator, condenser, and working fluid pipeline are disregarded.
-
(4)
The expansion process in the expander and the compression process in the pump are treated as adiabatic.
Under these assumptions, the thermodynamic models of the ORC are established as follows.
For the evaporator, the heat absorbed by the organic working fluid is given by:
where Qe is the heat transfer in the evaporator, [W]; mw is the mass flow rate of the working fluid entering the evaporator, [kg/s]; h1 and h3 are the specific enthalpies of the working fluid at the inlet and outlet of the evaporator, [J/kg], respectively; mh is the mass flow rate of the heat source, [kg/s]; and h11 and h9 are the specific enthalpies of the heat source at the inlet and outlet of the evaporator, [J/kg], respectively.
For the expander, the output work is given by:
where Wt is the output work of the expander, [W]; h4 and h4S are the actual and ideal specific enthalpies of the working fluid at the outlet of the expander, [J/kg], respectively; min is the actual mass flow rate of the working fluid inside the expander, [kg/s]; and ηt is the isentropic efficiency, [–], expressed as:
During the operation of the expander, mass exchange between the working fluid and the surroundings typically occurs in the expansion chamber, resulting in the leakage loss of the working fluid [40]. This aspect is often neglected in existing studies, leading to an overestimation of the expander’s output power. To enhance the accuracy of the model, Eq. (4) is employed in this study to calculate the mass flow rate of the leaked working fluid [41]:
where mleak is the mass flow rate of the leaked working fluid, [kg/s]; Aleak is the area of leakage passage, [m2]; T3 is the working fluid temperature at the inlet of the expander, [K];\({\rho }_{3}\) is the density of the working fluid at the expander inlet, [kg/m3];\(\gamma\) is the mass heat capacity ratio of the working fluid, [–]; and Rw is the gas constant of the working fluid, the ratio between the general gas constant R and the molar mass of the working fluid, [J/(kg K)].
In this study, the leakage loss of the expander is considered at the inlet. Consequently,
For the condenser, the heat released by the working fluid is given by:
where Qc is the heat exchange in the condenser, [W]; h7 is the specific enthalpy of the working fluid at the condenser outlet, [J/kg]; mc is the mass flow rate of cooling water, [kg/s]; and h15 and h12 are the specific enthalpies of cooling water at the inlet and outlet of the condenser, [J/kg], respectively.
For a liquid storage tank, the mass flow rates at the inlet and outlet satisfies the relation equation:
where m8 is the mass flow rate of the working fluid at the outlet of the tank, [kg/s].
The power consumed by the pump is given by:
where Wp is the power consumption of the pump, [W]; h8 is the specific enthalpy of the working fluid at the inlet of the pump, [J/kg]; h1 and h1s are the actual and ideal specific enthalpies of the working fluid at the outlet of the pump, [J/kg], respectively; and \({\eta }_{{\text{p}}}\) is the isentropic efficiency of the pump, expressed as:
The net output power of the WHR unit is given by:
The thermal efficiency of the WHR unit is determined as:
For the EPR system, the output power of the gas turbine is expressed as:
where WEPR is the output power of the gas turbine, [W]; mb is the mass flow rate of BFG entering the turbine, [kg/s]; cp is the specific heat capacity of BFG at constant pressure, [kJ/(kg∙K)]; T16 is the BFG temperature at the inlet of the turbine, [K]; p16 and p17 are the BFG pressures at the inlet and outlet of the turbine, [kPa], respectively; k is the adiabatic index of gas, and k of BFG is taken as 1.38; and \({\eta }_{{\text{t}}}\) is the efficiency of the turbine with a value of 0.8 in this study.
The specific heat capacity of BFG is:
where ωi is the mass fraction of each component of BFG, [–]; and cp,i is the specific heat capacity at constant pressure for each component of BFG, [kJ/(kg∙K)]. The expression of ωi is given by:
where \({\phi }_{i}\) is the volume fraction of each component of BFG, [–]; Mi is the relative molecular mass of each component, [g/mol]; and M is the average relative molecular mass of BFG, [g/mol], calculated using:
The fitting trend for the specific heat capacity at constant pressure of each component of BFG is given by:
where A, B, C, and D are constant coefficients of the specific heat capacity, as shown in Table 1.
For the blower, the required shaft power is determined by the formula [32]:
where WA is the shaft power required by the blower, [W]; Va is the blast flow rate of the blower, [m3/s]; pa is the total pressure of the blower, [kPa]; \({\eta }_{{\text{a}}}\) represents the efficiency of the blower, typically ranging from 0.75 to 0.85; and \({\eta }_{{\text{m}}}\) is the mechanical transmission efficiency, assumed to be 1 used in this study.
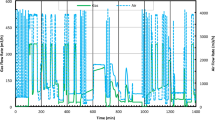
For a given blast furnace, the BFG flow rate (Vb, [m3/s]) and hot stove exhaust gas flow rate (Vh, [m3/s]) are generally influenced by adjusting the blast air according to production requirements. Therefore, the relationship among the blast air flow rate, hot stove exhaust gas flow rate, and BFG flow rate is established as depicted in Fig. 3.

Gas flow diagram of blast air, hot stove exhaust gas, and BFG
A linear relationship between BFG volume and blast air volume is described as follows [42]:
The exhaust gas from the hot stoves serves as the heat source for the WHR unit, and its flow rate is approximately the sum of the mixed gas quantity and the combustion air quantity:
where ε is the air excess coefficient, [–]; and Vg is the mixed gas flow rate at the inlet of the hot stoves, [m3/s], calculated by:
where cp18 and cp19 are the specific heat capacities at constant pressure of the BFG at the inlet and outlet of hot stoves, [kJ/(kg K)], respectively; T18 and T19 are the temperature of air at the inlet and outlet of hot stoves, [K], respectively; \({\varphi }_{\text{h}}\) is the thermal efficiency of hot stoves, set to 60%; and qg is the heat generated by burning unit volume of BFG in hot stoves, [GJ].
The net output power of the total system is given by:
The thermal efficiency of the total system is determined as:
Exergy Model
The exergy efficiency of the hybrid air supply system is expressed as:
where eh and ep are the temperature and pressure exergies per unit mass of working fluid, [J/kg], defined as:
where h16 and h17 are the specific enthalpies of the BFG at the inlet and outlet of the gas turbine, [J/kg], respectively; and s16 and s17 are the specific entropies of the BFG at the inlet and outlet of the gas turbine, [J/(kg K)], respectively.
Economic Model
The economic performance of the hybrid air supply system is evaluated using various indices including the total cost of the system equipment (Ctot), cost per unit of time (Z), cost per unit of net power output (CPW), and dynamic payback period (PPD). The main components of the system, generally comprising carbon steel structure, have associated costs under environmental working pressure as follows [43,44,45,46].
For the evaporator and condenser:
For the expander and pump:
where C0 is the basic cost of each equipment component, [$]; A is the heat exchange area of the heat exchangers, [m2]; and W is the output work of the expander and input work of the pump, [W].
Considering the specific material and operating pressure of the equipment, the basic operating cost of each component is written as follows:
where FBM is the equipment cost factor, [–]. The FBM of other components is given directly, as shown in Table 2. The FBM of the heat exchanger and pump is calculated by:
where FM and Fp are the correction coefficients of the material and pressure, [–], respectively. FM is shown in Table 2, and Fp is calculated as follows:
The cost of the EPR turbine is calculated according to Eq. (27). K1, K2, K3, B1, B2, C1, C2, and C3 represent the cost coefficients of different equipment, as shown in Table 2.
This actual cost should be updated based on the cost of 1998 as found in the Chemical Engineering Plant Cost Index (CEPCI) [47]. The revised cost for 2018 is calculated as follows:
where CEPCI1998 = 382 and CEPCI2018 = 638.
Therefore, the total investment cost of the system equipment can be expressed as:
where Ce, Ct, Cc, Cp, and Cb are the updated costs of the evaporator, expander, condenser, pump, and gas turbine, [$], respectively.
The cost of operation and maintenance (COM) is generally 1.5% of the total investment cost of system equipment.
The cost per unit of time is given by:
where \(\varphi\) is the maintenance factor, set as 1.06; top is the annual operating time of the system, set as 8640 h; and CRF is the capital recovery coefficient, calculated as follows:
where r is the annual interest rate, set as 6%; and LT is the service life of the system, set as 20 years.
All excess energy is used to supply electricity to the power grid. Therefore, PPD can be calculated as follows:
where Celec is the electricity price, set as 0.15 $/kWh.
To compare the cost of the hybrid air supply system with that of the traditional electric blower system and verify the economic advantage of the system, the cost saving model of the system is established [48]. A two-part tariff electricity price is usually adopted, which includes a basic price and a price per kilowatt-hour. For an electric blower of the same scale as the system in this study, the total cost of electricity is:
where Cea is the power cost required by the power consumption of the blower, [$]; Re is the electricity capacity, set as 800 kVA; cbe is the basic electricity price per month, set ass 3.94 $/(kVA month); Ue is the monthly electricity consumption, [kWh/month]; and cet is the electricity tariff rate, [$/kWh].
The electricity consumption is related to the shaft power requirement of the blower:
where \(\beta\) is the conversion factor between work and annual power consumption, 8.76 kWh/a.
Compared with the traditional electric blower system, the cost-saving rate model of the hybrid air supply system is as follows:
where s is the system cost-saving rate, [%].
Environmental Model
The carbon emissions of a WHR unit primarily result from the leakage loss of the organic working fluid. The emissions caused by the loss of organic working fluid can be calculated as follows [49]:
where Ed represents the CO2 emissions during the annual operation of the system, [kg/a]; and GWP is the global warming potential, [kgCO2/kg].
The hybrid air supply system, being driven entirely by waste heat and excess pressure, does not consume external energy, leading to savings in the power consumption compared to the traditional electric blower system. The corresponding emission reduction can be calculated as [50]:
where Ei is the CO2 emission reduction during the annual operation of the system, [kg/a]; and CE is the equivalent CO2 per unit power consumption, set as 1.1412 kg/kWh; and AEC is the equivalent annual power consumption of the system, [kWh/a].
The equivalent annual power consumption of the system can be calculated from the total power of the system:
Therefore, the net CO2 emission reduction of the hybrid air supply system is the difference between the CO2 emission reduced by using waste heat and excess pressure and the emission caused by the leakage loss of working fluid:
where Enet is the annual net emission reduction of the system [kg/a].
Results and Discussion
Case Description
In the case study, a blast furnace with an effective volume of 2500 m3 and an annual hot metal output of 3.16 million tonnes is considered. The normal production conditions involve BFG generation of 5500–6000 m3/min, the top gas temperature ranging from 150 to 200 °C, and the top gas pressure varying between 150 and 250 kPa. The composition of BFG is detailed in Table 3. Blast furnace air supply is facilitated by static vane adjustable axial flow blowers, with a blast air flow rate of approximately 4100 m3/min and an outlet pressure of 320 kPa. The outlet blast air is directed to a top-fired hot stove, where it is heated to 1200 °C. The exhaust gas flow rate from the hot stove ranges from 1000 to 1667 m3/min, with temperatures varying between 120 and 200 °C. The electricity consumption of the blast furnace is 37.5 kWh per tonne of hot metal. For the current setup, the steel site employs an electro-driven air supply system, featuring a synchronous motor with a rated power of 25.5 MW as the main motor. This electro-driven system consumes 3737.76 kWh/d for the blower.
The operational parameters of the proposed hybrid air supply system are shown in Table 4. Five types of organic working fluids are considered, including three traditional working fluids (R245fa, R123 and R236ea) and two low-GWP working fluids (R1233zd(E) and R1234ze(Z)).
Energy and Exergy Performance
The performance of the hybrid air supply system is closely tied to the blast flow rate, as depicted in Fig. 4a. The net output power exhibits an upward trend with an increasing blast flow rate. This is attributed to the higher BFG flow rate in the EPR unit and the elevated heat source exhaust gas flow rate in the WHR unit, leading to an increase in the output power of the gas turbine and expander. As illustrated in Fig. 4b and c, the thermal efficiency and exergy efficiency of the overall system remain relatively constant with varying blast flow rates. The total output and heat exchange in the evaporator exhibit a proportional relationship to the blast flow rate. Considering R236ea, a 100 m3/min increase in blast flow rate corresponds to a 2.53% growth rate in the net output power of the system and a 2.63% growth rate in the heat exchange amount in the evaporator. Similarly, for R1233zd(E), a 100 m3/min increase in blast flow rate results in a 2.51% growth rate in the sum of the exhaust gas exergy and BFG exergy. The rise in blast flow rate leads to an increase in the exhaust gas flow rate in the EPR unit and the hot stove, consequently elevating the net output power of both subsystems. Additionally, in the WHR unit, the augmented exhaust gas flow rate from the hot stove increases the flow rate of the working fluid, leading to an increase in the heat exchange amount in the evaporator.

Variation in hybrid air supply system performance with blast flow rate. a WWHR, b \({\eta }_{{\text{th}},{\text{WHR}}}\), c \({\eta }_{\text{ex,WRH}}\)
Based on the analysis, the impact of the working fluid choice on the thermal efficiency and exergy efficiency of the WHR unit appears to be negligible. However, the net output of the hybrid air supply system is maximized when using R236ea. Therefore, in subsequent evaluations of the optimal operating parameters of the system, R236ea with optimal comprehensive performance and the low-GWP working fluid R1233zd(E) were considered.
The analysis indicates that, for the WHR unit, increasing the condensation temperature and degree of subcooling does not contribute to improving system performance. On the other hand, an increase in the heat source temperature enhances system performance. In the EPR system, the performance is positively correlated with the inlet temperature and pressure of the gas turbine and negatively correlated with the outlet pressure of the gas turbine. Optimal parameters are chosen based on minimizing subcooling temperature, condensation temperature, and gas turbine outlet pressure, while maximizing heat source temperature, gas turbine inlet temperature, and inlet pressure. The subsequent evaluation focuses on determining the optimal evaporation temperature and pressure for R236ea and R1233zd(E).
Evaporation Temperature
The net output work, thermal efficiency, and exergy efficiency of the hybrid air supply system exhibit variations with the evaporation temperature and blast flow rate. In Figs. 5a and 6a, the net output power of the system initially increases and then decreases with an increasing evaporation temperature, while it increases with an increasing blast flow rate. For R236ea, the maximum net output power is 1068.58 kW, achieved at an optimal temperature of 86.4 °C. With R1233zd(E), the maximum net output power is 1071.58 kW, and the optimal temperature is 84.8 °C. In Figs. 5b and 6b, the thermal efficiency of the system increases with an increasing evaporation temperature and blast flow rate. In Figs. 5c and 6c, the exergy efficiency of the system first increases and then decreases with an increasing evaporation temperature, while it increases with the increase in blast flow rate. Using R236ea as the working fluid, the maximum exergy efficiency is 37.80%, and the optimal temperature is 99.2 °C. With R1233zd(E), the maximum exergy efficiency is 36.71%, and the optimal temperature is 97.6 °C.

Variation in system performance (with R236ea as the working fluid) with evaporation temperature and blast flow rate. a Wtot, b \({\eta }_{{\text{th}},{\text{tot}}}\), c \({\eta }_{\text{ex,tot}}\)

Variation in system performance (with R1233zd(E) as the working fluid) with evaporation temperature and blast flow rate. a Wtot, b \({\eta }_{{\text{th}},{\text{tot}}}\), c \({\eta }_{\text{ex,tot}}\)
When the system achieves the maximum net output power at the optimal evaporation temperature, using R236ea and R1233zd(E), the resulting exergy efficiencies are 36.79 and 35.34%, respectively. The percentage differences between these efficiencies and the maximum exergy efficiency are 2.67 and 3.73%, respectively. Conversely, when the system attains the maximum exergy efficiency at the optimal evaporation temperature, the maximum net output works are 1009.50 and 1024.01 kW for R236ea and R1233zd(E), respectively. The percentage differences between these values and the maximum net output work are 5.52 and 4.44%, respectively. Therefore, the optimal evaporation temperatures for R236ea and R1233zd(E) are determined to be 86.4 and 84.8 °C, respectively.
Evaporation Pressure
The net output power, thermal efficiency, and exergy efficiency of the system are influenced by both the evaporation pressure and blast flow rate. As depicted in Figs. 7a and 8a, the net output power of the system exhibits an initial increase followed by a decrease with rising evaporation pressure, while it shows an increasing trend with higher blast flow rates. Specifically, with R236ea, the system achieves a maximum net output power of 1072.07 kW at an optimal evaporation pressure of 920 kPa. Using R1233zd(E), the maximum net output power of the system is 1047.40 kW, and the optimal pressure is 740 kPa. The thermal efficiency of the system, shown in Figs. 7b and 8b, demonstrates an increase with both evaporation pressure and blast flow rate. Similarly, Figs. 7c and 8c indicate that the exergy efficiency initially increases, followed by a decrease with increasing evaporation pressure, and then rises with higher blast flow rates. Specifically, with R236ea, the system achieves a maximum exergy efficiency of 36.71% at an optimal evaporation pressure of 1200 kPa. Using R1233zd(E), the maximum exergy efficiency is 36.63%, and the optimal pressure is 992 kPa.

Variation in system performance (with R236ea as the working fluid) with evaporation pressure and blast flow rate. a Wtot, b \({\eta }_{{\text{th}},{\text{tot}}}\), c \({\eta }_{\text{ex,tot}}\)

Variation in performance (with R1233zd(E) as the working fluid) with evaporation pressure and blast flow rate. a Wtot, b \({\eta }_{{\text{th}},{\text{tot}}}\), c \({\eta }_{\text{ex,tot}}\)
When the optimal evaporation pressure corresponds to the maximum net output power of the system using R236ea and R1233zd(E), the resulting exergy efficiencies are 35.62 and 35.27%, respectively. The percentage differences between these values and the overall maximum exergy efficiency of the system are 2.97 and 3.71%. However, when the maximum exergy efficiency of the system aligns with the optimal evaporation pressure, the corresponding maximum net output powers are 1023.52 and 989.44 kW. The percentage differences between these outcomes and the maximum net output power are 4.53 and 5.53%. Hence, the optimal evaporation pressures for R236ea and R1233zd(E) are identified as 920 and 740 kPa, respectively.
In summary, the optimal operating parameters of the hybrid air supply system, achieving the highest thermodynamic performance with R236ea and R1233zd(E) as working fluids, are presented in Table 5.
To assess the impact of BFG on the net output power and shaft power performance, variations in the net output power of the hybrid air supply system, WHR unit, EPR unit, and shaft power of the blower concerning changes in BFG temperature, pressure, and flow rate are examined, as illustrated in Fig. 9.

Variation in power with blast furnace gas a temperature, b pressure, and c flow rate
The total output power of the system and the net output power of the WHR unit consistently exceed the shaft power, while the net output work of the EPR unit consistently falls below the shaft power. This indicates that the hybrid air supply system is capable of functioning effectively within the operational range of blast furnace parameters. Furthermore, even when accounting for the real-life scenario of EPR unit operation, including downtime maintenance, reliance solely on the WHR unit proves sufficient to meet the blower requirements.
The distribution of the net output power between the WHR unit and EPR unit in relation to the shaft power of the blower varies with changes in blast flow rate. As depicted in Fig. 10, there is an increase in the proportion of output power contributed by the WHR unit, coupled with a simultaneous decrease in the contribution from the EPR unit, as the blast flow rate rises. This trend arises because the rise in blast flow rate leads to an increase in shaft power. Consequently, although the output power of the EPR unit experiences an uptick, it is outpaced by the rise in shaft power. This results in a decline in the proportion contributed by the EPR unit, with a corresponding increase in the contribution from the WHR unit. For a blast flow rate of 4100 m3/h, the contributions of the WHR unit and EPR unit constitute 73.36 and 26.64% of the total power, respectively.

Variation in the WHR unit and EPR unit ratio of WA with blast flow rate
With given temperature, pressure, and flow rate parameters for BFG (corresponding to a specified EPR turbine capacity), the net output power of the WHR unit consistently surpasses the shaft power. Consequently, within the actual parameter variation range, the system’s output power consistently fulfills the blower requirements. Illustrated in Fig. 11 is the provision of a shaft power of 178.44 kW by the hybrid air supply system at a blast flow rate of 4100 m3/min. This results in a reduction in power consumption compared to the traditional electric blower system. Simultaneously, the residual net output power of the WHR unit amounts to 1057.46 kW. This surplus power is converted by the generator and transmitted to the power grid for consumption by other power-utilizing equipment at the steel site, leading to additional purchased power savings. In summary, implementing the system proposed in this study enables the steel site to save 9.95 GWh per year, representing 8.38% of the total electricity consumption of the blast furnace. This underscores the energy-saving superiority of the hybrid air supply system, driven by waste heat and excess pressure, over the traditional electric blower system.

Variation in WA and Wtot with a evaporation temperature and b evaporation pressure
Economic Performance
Through the aforementioned analysis of the thermodynamic performance of the hybrid air supply system, the economic evaluation primarily focuses on the impact of evaporation pressure and blast flow rate.
Evaporation Pressure
The economic performance indices are significantly influenced by the evaporation pressure. The total cost of system equipment correlates positively with the total output power of the system. As observed, the total output power of the system initially rises and then decreases with evaporation pressure. Consequently, the variation trend of the total system equipment cost aligns with the total output power. The cost per unit of time is tied to both the total cost of the system equipment and the operating time of the system, resulting in an initial increase and subsequent decrease with evaporation pressure. Changes in the cost per unit of net power output and the dynamic payback period with evaporation pressure are illustrated in Fig. 12c and d. When the evaporation pressure increases, the total cost of the system equipment decreases due to reduced heat transfer area. Simultaneously, the total output power of the system initially increases within a small pressure range and then sharply decreases. Since the cost per unit of net power output is directly proportional to the total cost of the system equipment and inversely proportional to the total output power of the system, this combined effect leads to a change in the cost per unit of net power output. Additionally, Fig. 12c demonstrates that the cost per unit of net power output increases beyond a certain evaporation pressure. The dynamic payback period follows the same variation trend as the evaporation pressure, as shown in Fig. 12d. Therefore, there exists an optimal evaporation pressure to minimize the cost per unit of net power output and the dynamic investment payback period, consistent with a conclusion from Ref. [49]. The minimum costs per unit net power output for R245fa, R123, R236ea, R1233zd(E), and R1234ze(Z) are 0.0232, 0.0235, 0.0229, 0.0234, and 0.0234 $/kWh, the optimal dynamic payback periods are 1.67, 1.70, 1.66, 1.69, and 1.69 years, and the corresponding optimal evaporation pressures are 960, 588, 1284, 775, and 1048 kPa, respectively.

Variation in the economic performance of the hybrid system with evaporation pressure. a Ctot, b Z, c EPC, d PPD
Blast Flow Rate
Under the optimal evaporation pressure corresponding to the maximum cost per unit of net power output, the economic evaluation indices of the system change with the blast flow rate. Figures 13a and b reveal that the total cost of the system equipment and the cost per unit of time increase with the rising blast flow rate. This occurs because the increase in the BFG flow rate and hot stove exhaust gas flow rate results in an augmentation of the net output power of the EPR unit and WHR unit, and the equipment cost is positively correlated with the net output power. Figures 13c and d illustrate that the cost per unit of net power output and dynamic payback period both decrease with the increasing blast flow rate. This is attributed to the fact that both factors are connected to the total cost of system equipment and the net output power of the system. The increase in the net output power of the system surpasses the rise in equipment cost, leading to a decline in the total cost per unit of net power output and the dynamic payback period.

Variation in the economic performance of the hybrid system with blast flow rate. a Ctot, b Z, c EPC, d PPD
When the blast flow rate is 4100 m3/min, and R236ea with optimal economic performance, along with the low-GWP working fluid R1233zd(E), is used as the working fluids, the economic evaluation indices of the hybrid air supply system are listed in Table 6.
The total cost of the system includes the sum of the total cost of the system equipment and the operation and maintenance cost. On the other hand, the primary cost for the traditional electric blower system is the industrial electricity cost. Industrial electricity consumption occurs during peak, shoulder, and off-peak periods, with different electricity prices for each period as listed in Table 7. If the electric blower is used in this steel site, the outsourcing electricity cost would be $3.25 million. The cost-saving rate of the system proposed in this study is approximately 14%, indicating a substantial economic advantage.
Environmental Performance
The hybrid air supply system, by integrating the expander and blower coaxially and utilizing waste heat and excess pressure to drive the blower, operates without consuming external energy. This results in saving power consumption compared to the traditional blower system and, consequently, a reduction in CO2 emissions. However, carbon emissions from the hybrid air supply system primarily arise from the leakage of the working fluid during the operation of the WHR unit. This section examines the variation in the environmental performance of the system with changes in the evaporation temperature, using the net CO2 emission reduction of the system as the evaluation index.
When the blast flow rate is 4100 m3/min, the net emission reduction of the system changes with the evaporation temperature. As illustrated in Fig. 14, the net emission reduction of the system initially increases and then decreases with the rise in evaporation temperature. This pattern is attributed to the fact that the net emission reduction is proportional to the net output power of the system. Given the previous analysis, the net output power of the system experiences an initial increase followed by a decrease with rising evaporation temperature, thereby influencing the CO2 emission reduction. The CO2 emission resulting from the leakage of organic working fluid in the system is connected to the change in working fluid flow rate. With an increase in evaporation temperature, the heat source flow rate rises, leading to an increase in the CO2 emission of the system. As depicted in Fig. 15, the difference between the CO2 emission reduction and the emissions of the system (i.e., the net emission reduction of the system) first increases and then decreases. Consequently, to achieve the maximum environmental benefit, an optimal evaporation temperature exists for different working fluids. The optimal evaporation temperatures of R245fa, R123, R236ea, R1233zd(E), and R1234ze(Z) are 84.06, 83.28, 85.62, 84.24, and 84.30 °C, respectively. The corresponding maximum net emission reductions of the system are 205.87, 201.28, 209.09, 202.86, and 202.06 kt/a, respectively.

Variation in net emission reduction with evaporation temperature

Variation in CO2 emissions and emission reductions with evaporation temperature
Optimization of the Operation Parameters
This section analyzes the energy, exergy, economy, and environment of the hybrid air supply system, calculating these values based on the actual working conditions of the blast furnace blower in the steel site. The goal is to verify the practicability, economy, and environmental impact of the system. Through a comparison of the performance of R245fa, R123, R236ea, R1233zd(E), and R1234ze(Z), it is concluded that the traditional working fluid R236ea and the low-GWP working fluid R1233zd(E) exhibit the best performances. For R236ea, the optimal thermodynamic performance is achieved at an evaporation temperature of 86.4 °C and an evaporation pressure of 920 kPa, resulting in a thermal efficiency of 10.32%, an exergy efficiency of 36.79%, and a net output power of 1068.58 kW. At an evaporation pressure of 1284 kPa, the system demonstrates the best economic performance, with a cost per unit of net power output of 0.0178 $/kWh and a dynamic payback period of 1.26 years. Furthermore, at an evaporation temperature of 85.62 °C, the maximum net emission reduction of the system is 209.09 kt/a. For R1233zd(E), the optimal thermodynamic performance is achieved at an evaporation temperature of 84.8 °C and an evaporation pressure of 840 kPa, resulting in a thermal efficiency of 9.08%, an exergy efficiency of 35.34%, and a net output power of 1071.58 kW. At an evaporation pressure of 775 kPa, the system demonstrates the best economic performance, with a cost per unit of net power output of 0.0192 $/kWh and a dynamic payback period of 1.36 years. Furthermore, at an evaporation temperature of 84.30 °C, the maximum net emission reduction of the system is 202.86 kt/a. The optimal operating range of the system parameters is summarized in Table 8. The hybrid air supply system proves capable of achieving energy savings, cost reduction, and emission reduction simultaneously, showcasing practical value for potential use in future research and development of air supply systems.
Conclusion
-
(1)
A hybrid air supply system, integrating waste heat recovery (WHR) and excess pressure recovery (EPR) units, is proposed to reduce the energy consumption in steel site air supply systems. The system features a coaxially integrated expander in the WHR unit and a gas turbine in the EPR unit, directly adding recovered energy to the shafting system to minimize energy conversion losses and decrease environmental pollution and energy waste.
-
(2)
A thermodynamic model is developed to assess the impact of operating parameters on the overall thermodynamic performance. The results indicate that with an increasing blast flow rate, the net output power rises while thermal efficiency and exergy efficiency remain relatively constant. Implementing the proposed hybrid air supply system can result in an 8.38% reduction in electricity consumption for the blast furnace.
-
(3)
Economic analyses, considering the real-world scenario at the steel site, reveal that total system equipment cost and cost per unit of time increase with the blast flow rate. However, cost per unit of net power output and dynamic payback period decrease with an increasing blast flow rate. Using R236ea as the circulating working fluid, the system achieves a minimum unit output power cost of 0.0229 $/kWh, an optimal dynamic payback period of 1.66 years, and a total system cost of $2.79 million. Compared to a traditional electric blower, the hybrid air supply system offers a total cost saving rate of 14.23%.
-
(4)
Environmental performance is evaluated using net emissions as an index. The hybrid air supply system, utilizing waste heat and excess pressure to drive the blower, reduces the power consumption of traditional blower systems and consequently decreases CO2 emissions. When the blast flow rate is 4100 m3/min, the net emission reduction shows an initial increase and then decrease with rising evaporation temperature. The low-GWP working fluid R1233zd(E) exhibits the best comprehensive environmental performance. At an optimal evaporation temperature of 84.3 °C and evaporation pressure of 775 kPa, the system achieves a maximum net emission reduction of 202.86 kt/a.
Data Availability
Data will be made available upon request.
References
Ma S, Huang Y, Liu Y, Kong X, Yin L, Chen G (2023) Edge-cloud cooperation-driven smart and sustainable production for energy-intensive manufacturing industries. Appl Energy 337:120843
Ma S, Ding W, Liu Y, Ren S, Yang H (2022) Digital twin and big data-driven sustainable smart manufacturing based on information management systems for energy-intensive industries. Appl Energy 326:119986
Devlin A, Yang A (2022) Regional supply chains for decarbonising steel: energy efficiency and green premium mitigation. Energy Convers Manag 254:115268
Wang J, Sun W (2024) Decomposition of the site-level energy consumption and carbon dioxide emissions of the iron and steel industry. Environ Sci Pollut Res 31(11):16511–16529
Sun W, Wang Q, Zheng Z, Cai J (2020) Material–energy–emission nexus in the integrated iron and steel industry. Energy Convers Manag 213:112828
Zhang H, Sun W, Li W, Ma G (2022) A carbon flow tracing and carbon accounting method for exploring CO2 emissions of the iron and steel industry: an integrated material–energy–carbon hub. Appl Energy 309:118485
Matino I, Dettori S, Colla V, Weber V, Salame S (2019) Two innovative modelling approaches in order to forecast consumption of blast furnace gas by hot blast stoves. Energy Procedia 158:4043–4048
Wang J, Wang Q, Sun W (2023) Optimal power system flexibility-based scheduling in iron and steel production: a case of steelmaking–refining–continuous casting process. J Clean Prod 414:137619
Sun W, Wang Q, Zhou Y, Wu J (2020) Material and energy flows of the iron and steel industry: status quo, challenges and perspectives. Appl Energy 268:114946
Deng J, Liang F, Ding Y, Yang Z, Xu G, Liu J (2018) Performance analysis of induced draft fan driven by steam turbine for 1000 MW power units. Energy Power Eng 5:1387–1392
Qiu Z, Yuan Y, Yan T, Na H, Sun J, Wang Y, Du T (2022) Optimization of gas–steam–electricity network of typical iron and steel enterprise. J Sustain Metall 8:806–814
Liu SH, Sun WQ, Li WD, Jin BZ (2023) Prediction of blast furnace gas generation based on data quality improvement strategy. J Iron Steel Res Int 30(5):864–874
Wang J, Wang Q, Sun W (2023) Quantifying flexibility provisions of the ladle furnace refining process as cuttable loads in the iron and steel industry. Appl Energy 342:121178
Hu T, Wang X, Song X (2024) Blast furnace thermal state prediction based on multiobjective evolutionary ensemble neural networks. J Sustain Metall 10:250–266
Fang X, Sun W, Li W, Ma G (2024) Life cycle assessment of carbon footprint in dual-phase automotive strip steel production. Environ Sci Pollut Res 31:26300–26314
Ma S, Huang Y, Liu Y, Liu H, Chen Y, Wang J, Xu J (2023) Big data-driven correlation analysis based on clustering for energy-intensive manufacturing industries. Appl Energy 349:121608
Fu W, Sun W, Huo X (2024) Design and thermodynamic investigation of a waste heat-assisted compressed air energy storage system integrating thermal energy storage and organic Rankine cycle. Energ Technol 12(2):2300838
Xu Z, Wang R, Yang C (2019) Perspectives for low-temperature waste heat recovery. Energy 176:1037–1043
Zhou X, Zhang H, Rong Y, Song J, Fang S, Xu Z, Zhi X, Wang K, Qiu L, Markides CN (2022) Comparative study for air compression heat recovery based on organic Rankine cycle (ORC) in cryogenic air separation units. Energy 255:124514
Kocaman E, Karakuş C, Yağlı H, Koç Y, Yumrutaş R, Koç A (2022) Pinch point determination and multi-objective optimization for working parameters of an ORC by using numerical analyses optimization method. Energy Convers Manag 271:116301
Wang J, Yan J, Wang M, Li M, Dai Y (2017) Multi-objective optimization of an organic Rankine cycle (ORC) for low grade waste heat recovery using evolutionary algorithm. Energy Convers Manag 71:146–158
Roy JP, Mishra MK, Misra A (2015) Parametric optimization and performance analysis of a waste heat recovery system using organic Rankine cycle. Energy 35(12):5049–5062
Sun W, Yue X, Wang Y (2017) Exergy efficiency analysis of ORC (organic Rankine cycle) and ORC-based combined cycles driven by low-temperature waste heat. Energy Convers Manag 135:63–73
Wang S, Liu C, Li Q (2020) Selection principle of working fluid for organic Rankine cycle based on environmental benefits and economic performance. Appl Therm Eng 178:115598
Garcia-Saez I, Méndez J, Ortiz C, Loncar D, Becerra J, Chacartegui R (2019) Energy and economic assessment of solar organic Rankine cycle for combined heat and power generation in residential applications. Renew Energy 140:461–476
Sun W, Yue X, Wang Y, Cai J (2018) Energy and exergy recovery from exhaust hot water using organic Rankine cycle and a retrofitted configuration. J Central South Univer 25(6):1464–1474
Javidmehr M, Joda F, Mohammadi A (2018) Thermodynamic and economic analyses and optimization of a multi-generation system composed by a compressed air storage, solar dish collector, micro gas turbine, organic Rankine cycle, and desalination system. Energy Convers Manag 168:467–481
Zhang S, Wang H, Guo T (2017) Performance comparison and parametric optimization of subcritical organic Rankine cycle (ORC) and trans critical power cycle system for low-temperature geothermal power generation. Appl Energy 88:2740–2754
Shi Y, Zhang Z, Xie L, Wu X, Liu XA, Lu S, Su H (2022) Modified hierarchical strategy for transient performance improvement of the ORC based waste heat recovery system. Energy 261:125067
Liu S, Sun W (2023) Attention mechanism-aided data-and knowledge-driven soft sensors for predicting blast furnace gas generation. Energy 262:125498
Turner A, Davies S, Childs P, Harvey C, Millward J (2000) Development of a novel gas turbine driven centrifugal compressor. Proc Inst Mech Eng 214(5):423–437
Li X, Gao J, Zhang Y, Zhang Y, Du Q, Wu S, Qin Y (2020) Energy, exergy and economic analyses of a combined heating and power system with turbine-driving fans and pumps in Northeast China. Energies 13(4):878
Sant T, Buhagiar D, Farrugia RN (2016) Offshore floating wind turbine-driven deep sea water pumping for combined electrical power and district cooling. Wind Energy 524:14–20
Sun WQ, Xu XD, Zhang Y, Wu JZ (2019) Chlorine corrosion of blast furnace gas pipelines: analysis from thermal perspective. J Min Metall Sect B 55(2):197–208
Fang X, Sun W, Li W, Ma G, Wang P, Zuo C (2024) Process-based life cycle inventory framework for assessing the carbon footprint of products from complex production paths: case of dual-phase automotive strip steel. J Clean Prod 447:141551
Neto R, Sotomonte C, Coronado C, Nascimento M (2016) Technical and economic analyses of waste heat energy recovery from internal combustion engines by the organic Rankine cycle. Energy Convers Manag 129:168–179
Fan W, Han Z, Li P, Jia Y (2020) Analysis of the thermodynamic performance of the organic Rankine cycle (ORC) based on the characteristic parameters of the working fluid and criterion for working fluid selection. Energy Convers Manag 211:112746
Ozdil N, Segmen M, Tantekin A (2015) Thermodynamic analysis of an organic Rankine cycle (ORC) based on industrial data. Appl Therm Eng 91:43–52
Wang D, Ma Y, Tian R, Duan J, Hu B, Shi L (2018) Thermodynamic evaluation of an WHR unit with a low pressure. Energy 149:375–385
Bertrand A, Menacho Á, Badillo B (2022) Waste heat-to-power with steam and organic Rankine cycles: potentials and feed-in tariffs in the EU27+ UK. Energy Rep 8:12552–12569
Bianchi G, Kennedy S, Zaher O, Tassou S, Miller J, Jouhara H (2018) Numerical modeling of a two-phase twin-screw expander for trilateral flash cycle applications. Int J Refrig 88:248–259
Sun W, Wang Z, Wang Q (2020) Hybrid event-, mechanism- and data-driven prediction of blast furnace gas generation. Energy 199:117497
Cai X, Yang Z, Fan Z, Zhang Q (2016) Decomposition-based-sorting and angle-based-selection for evolutionary multi-objective and many-objective optimization. IEEE Trans Cybern 47(9):2824–2837
Wang X, Tang L (2016) An adaptive multi-population differential evolution algorithm for continuous multi-objective optimization. Inf Sci 348(2):124–141
Nie J (2016) Logistics distribution based on ant colony algorithm, the optimal path. Automat Instrum 12(5):3–5
Yu S, Wu L, Zhang X, Meng X, Cen P (2018) Overview of multi feature visualization methods for spatial information networks. J China Acad Electron Inform Technol 14(2):89–145
Do T, Kim J (2020) Green C2–C4 hydrocarbon production through direct CO2 hydrogenation with renewable hydrogen: process development and techno-economic analysis. Energy Convers Manag 214:112866
Shang J, Gao J, Jiang X, Liu M, Liu D (2023) Optimal configuration of hybrid energy systems considering power to hydrogen and electricity-price prediction: a two-stage multi-objective bi-level framework. Energy 263:126023
Li G (2019) Organic Rankine cycle environmental impact investigation under various working fluids and heat domains concerning refrigerant leakage rates. Int J Environ Sci Technol 16:431–450
Li Y, Du M, Wu C, Wu S, Liu C, Xu J (2014) Economical evaluation and optimization of subcritical organic Rankine cycle based on temperature matching analysis. Energy 68:238–247
Funding
This work was supported by the National Natural Science Foundation of China (51734004).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing Interests
The authors report there are no competing interests to declare.
Additional information
The contributing editor for this article was Adam Clayton Powell.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Fang, X., Sun, W., Zuo, C. et al. Design and 4E Analysis of a Hybrid Air Supply System for Blast Furnaces Driven by Excess Pressure and Waste Heat Recovery. J. Sustain. Metall. (2024). https://doi.org/10.1007/s40831-024-00821-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40831-024-00821-6