
Highlights
-
Compared to the n-type two-dimensional (2D) semiconductors, the family of p-type 2D semiconductors is relatively small, which limits the broad integration of 2D semiconductors in potential applications. Here, the discovery and preparation of p-type 2D semiconductors are very important and meaningful.
-
This review presents a timely and in-depth overview on the preparation and applications of p-type 2D semiconductors, which would help the related researchers to grasp the dynamics of this field and thus lay the foundations for their potential application in electronics and optoelectronics.
Abstract
Two-dimensional (2D) materials are regarded as promising candidates in many applications, including electronics and optoelectronics, because of their superior properties, including atomic-level thickness, tunable bandgaps, large specific surface area, and high carrier mobility. In order to bring 2D materials from the laboratory to industrialized applications, materials preparation is the first prerequisite. Compared to the n-type analogs, the family of p-type 2D semiconductors is relatively small, which limits the broad integration of 2D semiconductors in practical applications such as complementary logic circuits. So far, many efforts have been made in the preparation of p-type 2D semiconductors. In this review, we overview recent progresses achieved in the preparation of p-type 2D semiconductors and highlight some promising methods to realize their controllable preparation by following both the top–down and bottom–up strategies. Then, we summarize some significant application of p-type 2D semiconductors in electronic and optoelectronic devices and their superiorities. In end, we conclude the challenges existed in this field and propose the potential opportunities in aspects from the discovery of novel p-type 2D semiconductors, their controlled mass preparation, compatible engineering with silicon production line, high-κ dielectric materials, to integration and applications of p-type 2D semiconductors and their heterostructures in electronic and optoelectronic devices. Overall, we believe that this review will guide the design of preparation systems to fulfill the controllable growth of p-type 2D semiconductors with high quality and thus lay the foundations for their potential application in electronics and optoelectronics.

Similar content being viewed by others

1 Introduction
Materials are the basis for the development of science and technology, driving the social progress and civilization of human beings. In the face of the ever-increasing demand for miniaturization of devices, silicon-based integrated circuits are approaching their limitation due to the short-channel effect, thermal effect, and manufacturing costs [1]. The exploration of new channel materials that are compatible with silicon-based technology has become one of the most popular research fields, and the low-dimensional material is perceived as the key solution to continue Moore’s law [2]. Since the first report of monolayer graphene exfoliated by Scotch tape in 2004 [3], two-dimensional (2D) materials have gained widespread attention, among which 2D semiconductors exhibit important advantages over the traditional silicon and III–V semiconductors (e.g., GaAs and GaN). For example, the atomic-level thickness, tunable bandgaps, dangling bond-free surfaces, high carrier mobility, and many other superior properties [4], all make 2D semiconductors promising candidates in the electronics [5,6,7,8,9,10] and optoelectronics [11,12,13,14,15,16,17,18,19]. Their preparation and application in large-scale 2D integrated electronics are proceeding continuously.
Both the n-type and p-type materials are the basic building blocks of electronic and optoelectronic devices. However, due to the strong electron doping impurities and inherent structural defects of interface charges [20], most 2D semiconductors are n-type. In addition, the Fermi level pinning at the metal/2D semiconductor interface leads to a higher Schottky barrier for hole injection [21], which greatly hinders the p-type conduction in 2D semiconductors and their practical applications such as complementary logic circuits [1], inverters [22], field-effect transistors (FETs) [23], and light-emitting diodes (LEDs) [24]. Moreover, p-type 2D semiconductors are the essential components in functional van der Waals (vdW) heterostructures, which show exotic properties and promising device performance beyond of the capabilities of existing materials [25, 26]. Therefore, the discovery of p-type 2D semiconductors and realization of their controllable preparation with large size and high quality are critical for the continuing development of this field.
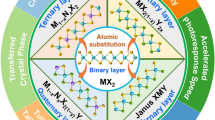
In this review, we summarize the candidates of p-type 2D semiconductors. Then, we highlight the main strategies for the controlled preparation of p-type 2D semiconductors and recent progresses achieved in this field. We also introduce some applications of p-type 2D semiconductors to show their future prospects. Finally, we put forward the main challenges existed in this field and point out the potential research directions of p-type 2D semiconductors (Fig. 1).

A summary of p-type 2D semiconductors, their preparation methods, and potential applications
2 Preparation of p-Type 2D Semiconductors
In the past few years, the search for p-type 2D semiconductors has succeeded in identifying only a few candidates such as WSe2, BP, black arsenic phosphorus (b-AsP), α-MnS, Te, β-TeO2, h-TiO2, SnO, NixO, CuxO, MoSi2N4, and pentacene, as summarized in Table 1. In this part, we will focus on recent progress achieved in the preparation of these p-type 2D materials and briefly introduce the drawbacks of these methods.
2.1 Top–Down Methods
Controllable preparation of materials is the first prerequisite to meet the increasing requirements of many potential high-performance devices. Up to now, p-type 2D semiconductors have been prepared by top–down and bottom–up methods. For top–down methods, p-type 2D semiconductors are prepared from their bulk counterparts by disassembling the vdW layers through micromechanical, liquid-phase exfoliation, or electrochemical exfoliation routes. Actually, the top–down method becomes a universal methodology for the preparation of a series of p-type 2D semiconductors.
2.1.1 Micromechanical Exfoliation
The micromechanical exfoliation of monolayer graphene using the Scotch tape opens an avenue for the study of 2D materials (Fig. 2a and b) [3, 41]. It is accessible to exfoliate graphene and other 2D materials from their bulk counterparts by hand-tearing the adhesive tape to get high-quality 2D materials with thickness of monolayer. In a recent study, Huang et al. developed a contamination-free, one-step, and universal exfoliation method with the assistance of Au thin film [42]. The thin Au film can form quasi-covalent bonds with two-dimensional materials, and the interaction force is larger than the interlayer vdW force in the material. So, with the help of Au as the medium layer, large monolayer samples were efficiently cleaved without affecting their intrinsic physical properties (Fig. 2c). They obtained more than 40 types of single-crystalline monolayer 2D materials with millimeter size, such as elementary 2D crystals, metal dichalcogenides, transition metal dichalcogenides (TMDCs), magnets, and superconductors. The micromechanical exfoliation method can also cooperate with the transfer and stacking technique to fabricate 2D heterostructures and twisted structures [43,44,45]. However, it is still difficult to control the number of layers and yield via micromechanical exfoliation, and it is highly dependent on the experimenters’ skill, which makes it not suitable for the large-scale preparation of 2D materials. In addition, the parent bulk crystal is the essential raw materials for the micromechanical exfoliation method. It is not feasible for the exploration of novel p-type materials without known bulk counterparts, such as MoSi2N4 [39].

Micromechanical exfoliation method for the preparation of 2D materials. a Micromechanical exfoliation method for the preparation of graphene [41]. b Photograph of a relatively large multilayer graphene flake with a thickness of 3 nm on the SiO2/Si substrate [3]. c Micromechanical exfoliation method with the assistance of thin Au film [42]
2.1.2 Liquid-Phase Exfoliation
Liquid-phase exfoliation is another top–down method to prepare 2D materials, and it can be divided into metal-ion intercalation, oxidation exfoliation, and ultrasonic dispersion exfoliation according to the driving force. For example, Coleman et al. ultrasonically treated the bulk materials for a long time in organic solvents such as isopropanol (IPA) and N-methyl 2-pyrrolidone (NMP) (Fig. 3a) [46] and obtained a series of 2D nanosheet inks, including insulating h-BN, n-type MoS2, WS2, and p-type BP (Fig. 3b–e) [47, 48]. These as-prepared inks could be easily printed to form 2D thin films and thus to fabricate thin-film transistors (TFTs). For example, Kelly et al. fabricated the network transistors by using the suspensions of MoS2, MoSe2, WS2, and WSe2 nanosheets with the mean lateral size and thicknesses in the proper ranges, i.e., 330–380 nm and 13–17 layers, respectively. The all-printed and vertically stacked transistors contained the graphene source, drain, as well as gate electrodes, the TMDC (e.g., MoS2 and WSe2) channels, and the BN separator under the electrolytic gating. These devices showed the on/off current ratio of 600, transconductance of > 5 millisiemens, and mobility of > 0.1 cm2 V−1 s−1 [49]. This scalable printing method for the fabrication of devices provides one promising method for next-generation large-scale electronic applications. Overall, the biggest advantage of liquid-phase exfoliation is that it can realize the scalable mass production of 2D materials and their composites, accelerating their applications in real life. However, this method consumes lots of solvents, and the sample surfaces are easy to be contaminated. Besides, the sample size is still small, and the number of layer is difficult to control via liquid-phase exfoliation. So, further treatment, e.g., density gradient centrifugation (DGU), is needed to improve the uniformity of the domain size to meet the application requirements of electronic and optoelectronic devices [50, 51].

2.1.3 Electrochemical Exfoliation
The above-mentioned liquid-phase exfoliation method relies on the solvent, e.g., IPA and NMP, to minimize the energy of exfoliation. It caused many difficulties to realize the mass production of single-layer 2D materials with high yields. In order to overcome this problem, Zeng et al. developed an effective method to prepare single-layer 2D materials with high yields by using a controllable lithiation process [52]. They used the layered bulk materials as the cathode in an electrochemical set-up (Fig. 4), and then, lithium ions were intercalated in these bulk materials in a well-controlled manner during the discharge process to get single-layer 2D materials. Here, the bulk layered materials were incorporated in a test cell as the cathode (Step 1). The lithium foil was used as the anode to provide lithium ions to produce the intercalated compounds (Step 2). With the subsequent ultrasonication of these intercalated compounds in water or ethanol solution (Step 3), single-layer 2D nanosheets were obtained with high yields. The reasonable mechanism is that: The Li+ ions expanded the interlayer spaces of the vdW materials, and then, the metallic Li (after insertion Li+ ions were reduced by electrons during the discharge process) reacted with water to produce lots of H2 bubbles, which further expanded the interlayer spaces of the vdW materials. Eventually, with the sufficient agitation provided by the following ultrasonication process, isolated 2D nanosheets with single layer were obtained. Overall, this method provides a new sight to exfoliate 2D materials and has been widely used to prepare ultrathin WSe2 and BP nanosheets [53, 54]. In the next stage, we need to improve the efficiency of the electrochemical exfoliation process and make it more environmentally friendly.

Schematic of the electrochemical exfoliation method to prepare 2D materials [52]
2.2 Bottom–Up Method
Bottom–up method, including molecular beam epitaxy (MBE), physical vapor transport (PVT), pulsed laser deposition (PLD), chemical vapor transport (CVT), chemical vapor deposition (CVD), and metal–organic CVD (MOCVD), is another universal approach to prepare p-type 2D semiconductors. Compared with the top–down method mentioned above, these bottom–up method shows the great potential to prepare large-area 2D materials with electronic-grade quality and reasonable cost. In this part, we will review current progresses achieved in the growth of p-type 2D semiconductors via these bottom–up method as well as their shortcomings.
2.2.1 MBE
MBE involves a vapor deposition process in an ultra-high vacuum (around 10–6 mbar) chamber, in which the molecular beam of precursors is sprayed onto the substrate surface to grow thin films. The films are epitaxial and layer-by-layer grown along the crystal axis direction of the substrate to achieve high quality. The advantages of this method include: (i) highly clean surface and controllable thickness (atomic level) and (ii) precisely controlled composition and doping concentration owing to the tunable dosage ratio of reactants.
Nakano et al. reported the layer-by-layer epitaxial growth of WSe2 thin films on insulating Al2O3 (001) substrates by MBE and demonstrated the ambipolar transistor operation realized by electrolyte gating. They chose Al2O3 (001) single crystal as the growth substrate due to its hexagonal lattice facilitated the c-axis orientated growth of WSe2. Besides, well-defined regular steps and terraces were formed on the atomically flat surface of Al2O3 after being annealed in air and thus facilitated the growth of high-quality WSe2 thin films [55]. Before the film deposition, a buffer layer consisting of W and Se with thickness less than a monolayer was formed at room temperature, followed by the annealing at 900 °C for 1 h. Then, the substrate was cooled down to 450 °C, and the main growth process was conducted. When the growth process finished, the sample was annealed again at 900 °C for half an hour to improve the crystallinity of as-grown thin film and then cooled down to room temperature (Fig. 5a and b). In addition, using the real-time reflection high-energy electron diffraction (RHEED) (Fig. 5c–f), some useful information was acquired, such as the growth rate, time evolution of crystallinity, surface roughness of as-grown thin films, in-plane crystallographic orientation, and its relationship to the sapphire substrate during the MBE process, from which the authors confirmed that the WSe2 thin film was grown on Al2O3(001) substrate following a layer-by-layer mode and consistent with the previous work [56]. However, there are some problems with MBE to grow 2D TMDCs, including the complicated deposition process, expensive facility cost, strict substrate matching symmetry, and low growth rate. We need to find ways to address these issues to make MBE more useful and universal in the preparation of p-type 2D semiconductors.

MBE growth of p-type 2D semiconductors. a Schematic diagram of the growth process. b Typical evaporation rates of W and Se at each stage of the film growth. c Time evolution of the RHEED intensity recorded during growth of WSe2 film. d-f RHEED patterns along ⟨210⟩ azimuth of the substrate taken at each position of the as-grown WSe2 film [55]
2.2.2 PVT
PVT synthesis of 2D materials involves the sublimation of target materials at high temperature, the transport of the precursor vapors to the condensate areas to form the saturated steam, and finally the nucleation and growth of single crystals [57]. It is quite feasible to prepare thin inorganic and organic films on substrate. For example, Wu et al. first reported the PVT growth of monolayer MoS2 single crystals with 25 μm in domain size on various substrates (e.g., SiO2, sapphire, and mica). This method is simple and reliable, and the optical quality of the as-grown crystals is extremely high. The valley polarization approaches 35% even at room temperature, suggesting a virtual absence of defects [58]. Zhang et al. reported a modified PVT method with the controllable reverse flow and realized the rapid growth of monolayer WSe2 single crystals with large domain size. The size of the as-grown monolayer WSe2 reached 450 μm within 10 s, and the highest lateral growth rate reached 45 μm s−1. The FET based on the as-grown WSe2 also exhibited excellent electronic performance with a carrier mobility of up to 90 cm2 V−1 s−1 (Fig. 6a-c) [29]. Furthermore, they demonstrated that this modified PVT method was universal to grow diverse 2D lateral heterostructures (e.g., WS2-WSe2 and WS2-MoSe2), multiheterostructures (e.g., WS2-WSe2-MoS2 and WS2-MoSe2-WSe2), and superlattices (e.g., WS2-WSe2-WS2-WSe2-WS2) (Fig. 6d–h). Transmission electron microscope studies clearly showed the atomically sharp compositional transition at their interfaces. And electrical transport studies of the WSe2-WS2 lateral junctions showed well-defined diode characteristics with a rectification ratio of 105 [59]. These studies provide an innovative pathway to grow high-quality TMDC single crystals, heterostructures, and superlattices via PVT.

PVT growth of p-type 2D semiconductors. a OM image of a monolayer WSe2 transistor with two transferred Pt electrodes supported on the Si/SiO2 substrate. b Id–Vd output characteristics of a typical WSe2 transistor. c Id–Vg transfer characteristics at Vd = 10 mV, 100 mV, 500 mV, and 1 V [29]. d Schematic of a modified PVT system using reversed gas flow for the epitaxial growth of various 2D heterostructures. Evolution of the growth product from e a monolayer seed A, f A-B heterostructures, g A-B-C multiheterostructures, and h finally to A-B-A-B superlattices [59]
Besides inorganic p-type 2D semiconductors, PVT can also fulfill the controllable synthesis of organic p-type 2D semiconductors. For example, Arabi et al. reported the controlled growth of ultrathin 2D pentacene crystal via a nano-seed-assisted PVT method. The size, thickness, and density of pentacene crystals were systematically optimized the growth parameters, they obtained large and ultrathin 2D pentacene crystals. The pentacene-based FET showed a clear p-type transfer behavior and a high hole mobility of 5.6 cm2 V−1 s−1 [40]. It is one of the most useful and p-type organic molecular crystals for the construction of organic electronics.
2.2.3 CVT
CVT is usually used to grow bulk single crystals. In detail, the raw material A and transport agent B (e.g., I2) are mixed in the quartz container and then react to produce the volatile product C at a high temperature and high pressure (HTHP) following the chemical equilibrium:
The equilibrium constants of the reaction vary with the temperature. Once the generated gaseous substance C is transported from the initial side to the other side of the container, the equilibrium will move to the opposite direction, i.e., C(g) → A(s) + B (g). During this process, the raw material A will be purified and deposited to form highly crystalline single crystals. So far, many commercial companies such as 2D Semiconductors and HQ Graphene have obtained various bulk materials (e.g., BN, MoS2, WSe2, BP, and Bi2O2Se) via CVT.
Recently, Liu et al. reported an efficient short-distance transport (SDT) growth approach which solved the issue of low yield in the traditional CVT growth of BP, achieving the highest yield of 98% as well as the high quality (Fig. 7a). Besides, various heteroatoms such as As, Sb, Bi, Se, and Te were successfully doped into the BP lattice to modify its electronic structures including bandgap, work function, and energy band position [60]. Using the mineralizer-assisted short-way CVT, Liu et al. also realized the controllable growth of black arsenic–phosphorus with different compositions (b-AsxP1-x, with x in the range of 0–0.83) by adjusting the adding amount of the As dopant (Fig. 7b). Owing to the widely tunable chemical compositions, the as-grown layered b-AsxP1-x showed widely tunable bandgaps and optical properties. b-AsxP1-x covered long wavelengths down to around 8.27 µm (0.15 eV), which was located in the long-wavelength infrared regime. The FET based on the 15-nm thick b-As0.83P0.17 flake showed a typical p-type transfer behavior with a hole mobility of 110 cm2 V−1 s−1 (Fig. 7c and d). And another device based on a thin (5 nm) b-As0.83P0.17 showed an on/off current ratio of 1.9 × 103 (Fig. 7e) [32].

CVT growth of p-type 2D semiconductors. a Scheme of the SDT method to grow BP and the photograph of the as-grown sample [60]. b Summary of the x-dependent bandgaps of b-AsxP1-x (thickness > 30 nm). c Typical atomic force microscopy (AFM) image of the b-AsxP1-x-based FET. d Transfer curves of a thick b-As0.83P0.17 flake with 15 nm in thickness. e Transfer curve of a thin b-As0.83P0.17 flake with 5 nm in thickness in logarithmic scale and linear scale (inset) [32]
However, the feasibility of CVT in the preparation of monolayer 2D materials should be extended. Now, there are only several materials including MoS2 and WS2 can be grown in their few- or monolayer forms via CVT. The main challenges that hinder the development of CVT include precursor concentration, complicated growth process, long growth time, low efficiency, and high cost. More efforts are needed to overcome these drawbacks to make CVT more efficient in the synthesis of various p-type 2D semiconductors and other 2D materials with monolayer.
2.2.4 PLD
PLD uses high-power pulsed laser to bombard the target material to facilitate the deposition of the final product with desired stoichiometry, phase, film thickness, morphology, and composition by varying the deposition parameters in the vacuum chamber [61]. Recently, Wu et al. reported a pioneering work which realized the synthesis of high-quality few-layer BP film on the centimeter scale via PLD in a controlled manner (Fig. 8a and b). According to the molecular dynamic simulation, the authors found that the high-power pulsed laser facilitated the formation of large BP clusters within the transported physical vapor and thus led to the reduction of the formation energy of BP to enable the growth of large-scale few-layer BP film. The centimeter-scale FET arrays based on the as-grown BP film (5 nm in thickness) showed high carrier mobilities of 213 and 617 cm2 V−1 s−1 at 295 and 250 K, respectively (Fig. 8c and d) [31]. This work provides a promising approach to achieve high uniformity throughout the whole large-scale film, laying the foundation for the further development of BP-based devices. Nevertheless, PLD has its own drawbacks. The product cannot strictly follow the stoichiometric ratio, and some clusters may appear on the surface of the film. All these issues will significantly degrade the performance of the as-grown films.

PLD growth of p-type 2D BP thin film. a Schematic of the PLD process used for the growth of few-layer BP films, b photographs of bare mica (i) and as-grown centimeter-scale BP films with different thicknesses (ii-v). c Id–Vd curves of a FET based on a 5-nm thick BP film under different gate voltages at 250 K. d Transfer characteristics of FETs based on BP films with thicknesses of 2, 5, and 10 nm in linear scale at 250 K, the inset shows the same results in logarithmic scale [31]
2.2.5 CVD
CVD has been used to grow lots of 2D materials. However, due to the use of multiple precursors and the complicated vapor-phase growth process, there are still many problems remained in the CVD growth of high-quality 2D materials, such as the non-uniform distribution of as-grown domains, high-concentration defects and vacancies, and the complicated growth mechanism. All these problems should be carefully dealt with to achieve the precise control of the growth process of 2D materials [4, 62, 63].
Pre-treatment of the substrates, e.g., annealing of the substrate, is one of the most useful methods to promote the controllability of CVD process. After the annealing treatment of the substrate, specific dominant crystal plane is exposed to facilitate the epitaxial growth of 2D materials, and this will make the as-grown 2D domains orient in the same direction, which is very critical for the synthesis of wafer-scale single-crystal film. Without this treatment, the as-grown single domains will be randomly oriented. When they merge together, a polycrystalline film forms with lots of grain boundaries embedded in the film between adjacent domains, which greatly degrade the mechanical, electrical, and thermal properties of the as-grown 2D polycrystalline film [64]. In contrast, the well-aligned single-crystal 2D domains can be seamless stitched together and thus form wafer-scale monocrystalline films, which will boost the performance of the electronic or optoelectronic devices based on the monocrystalline film. As a proof-of-concept, several attempts have been made to realize of the seamless growth 2D materials. For example, Liu et al. proposed a step-edge-guided nucleation mechanism and achieved the aligned growth of WSe2 on C-plane (0001) sapphire substrate (Fig. 9a). After annealing at a high temperature of > 950 °C for several hours, atomic steps formed on the sapphire surface and served as active nucleation sites to guide the formation of well-aligned WSe2 nucleus. With the increasing growth time, WSe2 tended to follow the layer-by-layer growth mode, and finally, well-aligned few-layer domains formed as revealed by the optical microscopy (OM) and scanning electron microscopy (SEM) images shown in Fig. 9b and c. This work provides an efficient method to fulfill the oriented growth of 2D WSe2 and adds fresh knowledge on the growth mechanism of WSe2. This method now has been used to grow other 2D TMDCs in wafer scale [65,66,67,68].

CVD growth of p-type 2D semiconductors. a Schematic of the step-edge-guided nucleation and growth of aligned WSe2 on a C-plane sapphire substrate and b, c its growth results [65]. d–g Typical optical images of single-crystal monolayer WSe2 domains grown on an Au foil at time t = 0, 10, 20, and 30 s. h Transfer characteristics of a monolayer WSe2 FET on the SiO2/Si substrate [30]. i Schematic illustration of the CVD-grown TMDCs with the addition of alkali metal halides. j Transfer characteristics of p-type (blue) and n-type (red) WSe2 FETs, p-type and n-type devices were prepared using Pd/Au and Ag/Al/Au as contacts, respectively. k Corresponding output curves of the WSe2 devices: p-type (left panel) and n-type (right panel) [71]
Except for the annealing of the substrates, using the catalytically active substrates to improve the growth controllability of 2D materials is another choice. Generally, the decrease in the active surface energy of the substrate will benefit the nucleation and growth of 2D materials during the CVD process. For example, Gao et al. reported the catalytic growth of monolayer WSe2 on Au foil with a high growth rate of 26 μm s−1, which is 2–3 orders of magnitude higher than those reported in other works [69, 70]. Millimeter-scale monolayer single-crystalline WSe2 domains were achieved within 30 s while large continuous films were obtained within 60 s (Fig. 9d-g) [30]. The FET based on this monolayer WSe2 showed the hole mobility of 143 cm2 V−1 s−1 and on/off current ratio of 9 × 106 at room temperature, which is comparable to that of the mechanically exfoliated samples (Fig. 9h). Density functional theory (DFT) calculations showed that the high growth rate of WSe2 was caused by the small energy barriers for the diffusion of W and Se species on the Au substrate. Therefore, it can be concluded that surfaces with low active surface energy can facilitate the nucleation and growth of TMDCs at low temperature.
In addition, we can use additives to promote the delivery of precursors onto the substrate surface to accelerate the nucleation and growth of TMDC domains during CVD process. For example, Li et al. firstly reported the growth of WSe2 and WS2 monolayers at 700–850 °C by using the alkali metal halides (MX where M = Na or K and X = Cl, Br, or I) as the growth promoters. They found that these additives facilitated the formation of volatile tungsten oxyhalide species (WOxCly) at high temperatures, which improved the delivery efficiency of precursors onto the substrate surface (Fig. 9i). Due to the doping-free effect of alkali metal and halogen atoms, the FET based on WSe2 domain showed a high on/off current ratio of 107 and a high hole mobility of 102 cm2 V−1 s−1 (Fig. 9j and k) [71]. On the basis of similar salt additive design, Zhou et al. prepared a wide range of 2D TMDCs, including 32 binary compounds based on the transition metals (Ti, Zr, Hf, V, Nb, Ta, Mo, W, Re, Pt, Pd, and Fe), 13 alloys (11 ternary, one quaternary, and one quinary), and two heterostructured compounds [72].
Moreover, CVD can realize the in situ doping of heteroatoms into TMDCs to tune their electronic structures with the introduction of additives and thus implement the conversion of n-type TMDC into p-type [73,74,75]. For example, Tang et al. reported the in situ doping of Nb into WS2. Bandgaps of monolayer WS2 were changed from 1.98 to 1.65 eV by varying the doping concentration of Nb from 0.3 to 4.7 at%. The Nb-doped WS2 had a high crystallinity, tunable compositions and property, as well as good uniformity. Electrical transport measurements showed that Nb-doping converted n-type WS2 into p-type. This change in the electronic properties and device characteristics is explained by DFT calculations, which demonstrated that the 4d electron orbitals of Nb dopant atoms contributed to the density of states around the Fermi level in Nb-doped WS2 and thus lowered the Fermi level into p-type region [76]. These works show that the additives provide a universal method to control the growth process of p-type 2D TMDCs and the electronic properties of 2D TMDCs.
Overall, the CVD method has been widely used to grow various 2D materials, but the thermodynamics and chemical reaction mechanisms are still difficult to understand. The researchers have not truly realized the controllable growth and mass production of 2D materials via CVD. In addition, the CVD process usually needs to be carried out at high temperatures, which hinders the utilization of some flexible and low melting point substrates (e.g., polyimide) for the construction of wearable and smart devices.
2.2.6 MOCVD
Compared with CVD, MOCVD uses metal–organic compounds as the reaction precursors. Usually, the liquid metal–organic precursors (metal precursors) and diethyl sulfide precursors (non-metal precursors) are introduced into the growth chamber by carrier gases to participate in the chemical reaction on the substrate surface. The flow rate of gaseous precursors can be precisely controlled during the growth process, and this feature directly contributes to the high controllability of MOCVD. So, MOCVD has been widely used in semiconductor manufactures.
So far, great progress has been made in the MOCVD growth of large-area thin TMDC films (e.g., MoS2, WS2, and WSe2) [77,78,79,80,81]. As for the preparation of p-type 2D materials, Zhang et al. used the gas source MOCVD reactor to grow monolayer WSe2 films at 800 °C with W(CO)6 and H2Se as precursors and H2 as the carrier gas. The as-grown 2D WSe2 flakes were well aligned on the exfoliated single-crystal h-BN substrate (Fig. 10a and b). First principles calculations showed the mechanism behind this high alignment: single-atom vacancies in h-BN trapped W atoms during the growth process (Fig. 10c) and thus facilitated the nucleation of WSe2 domains with the same orientation and the formation of the continuous thin film (Fig. 10d). In addition, the selected-area electron diffraction (SAED) pattern of the film confirmed the in-plane epitaxial relationship as < 1–100 > WSe2 ||< 1–100 > h-BN with 0° misorientation feature (Fig. 10d). The WSe2-based FET showed an ambipolar transport behavior and with a hole mobility of 4.2 cm2 V−1 s−1 (Fig. 10e and f) [82].

MOCVD growth of p-type 2D semiconductors. a AFM image of the epitaxial WSe2 domains grown on the h-BN substrate. b Orientation histogram of the 0°- and 180°-oriented WSe2 domains on the h-BN substrate. c The relaxed DFT structure of a W interstitial atom (red) sandwiched between a pristine WSe2 flake and a boron vacancy in h-BN. d SEM image of the monolayer WSe2 film on the h-BN substrate and the corresponding SAED pattern showing the epitaxial relationship between the WSe2 domain and the h-BN substrate. e Schematic of the back-gated WSe2 FET on 10-nm thick h-BN dielectric layer supported on 100-nm SiO2/p.++Si with Ni contacts. f Id-Vg curves at various Vd with a step of 0.2 V [82]
MOCVD has laid a solid foundation for the preparation of wafer-scale 2D TMDCs, which provides a platform for the next transfer and assembly process to prepare the heterojunctions. However, it should be emphasized that the growth rate of MOCVD is relatively slow, and the precursors of MOCVD are highly toxic. These two main drawbacks hinder the development of MOCVD in the preparation of 2D TMDCs.
2.2.7 Post-Treatment
Post-treatment has been made to tune the electronic structure of 2D materials, including charge transfer doping induced by the absorption of other molecules or functional groups [83,84,85] and plasma treatment [86,87,88]. However, these methods have some deficiencies. For instance, charge transfer doping is unstable as the device performance usually evolves with time, whereas plasma treatment may cause defects and damage the original structure of the 2D materials. So, the post-treatment technique of 2D materials should be optimized to realize the precise performance modification of 2D materials.
One of the typical and effective post-treatment is oxidation process, and it can fulfill the controllable growth of novel 2D semiconducting oxides. For example, Zavabeti et al. reported a roll transfer method to grow bilayer β-TeO2. The tip of a glass rod with molten Te precursor swept across the substrate. Then, after an oxidation treatment with well-modified parameters, e.g., oxygen dosage, growth time, droplet diameters, and deposition velocity, β-TeO2 nanosheets were formed on the substrate with tunable substrate coverage and lateral dimensions (Fig. 11a). FET based on the β-TeO2 nanosheets showed the p-type behavior with a high on/off current ratio of 106 and high hole mobilities of 232 cm2 V−1s−1 at room temperature and 6000 cm2 V−1 s−1 at 220 K (Fig. 11a-c) [35]. In another work, Zhang et al. reported the growth of monolayer and few-layered hexagonal TiO2 (h-TiO2) by strictly controlling the oxidation process of Ti at the metal–gas interface. They firstly polished the bulk Ti surface to minimize the roughness and suppress the defect-driven promotion of oxidation. An oxygen-deficient environment was provided to slow down the process of oxygen penetration into the Ti lattices. Then, uniform oxide layer was then grown at an optimum temperature. Finally, the formed TiO2 films were mechanically exfoliated and transferred onto various substrates for electronic applications. FET based on the h-TiO2 showed a p-type transport performance with a hole mobility of 950 cm2 V−1 s−1 at room temperature (Fig. 11d–g) [36]. Overall, this method is universal to grow post-transition metals, lanthanides, and metalloids in principle. More efforts to control the thickness of post-processing samples, which we can learn from the silicon industry to make this method more accurate and efficient.

Post-treatment method to grow p-type 2D semiconductors. a Schematic and SEM image of 2D β-TeO2-FET. b Output and c transfer curves of the FET [35]. d Schematic and SEM image of 2D h-TiO2-based FET. e Transfer curves obtained from a 1-nm thick h-TiO2 device at room temperature, the inset is the output curves of the FET at Vg of −1 V (purple), −0.9 V (blue), and −0.8 V (green). f Field-effect mobility as a function of the thicknesses of 2D h-TiO2. g Field-effect mobility as a function of the temperature for the device shown in f, the red dashed line indicates the power-law dependence between mobility and temperature (μ ≈ Τ−0.5) [36]
3 Applications of p-Type 2D Semiconductors
The discovery and successful preparation of high-quality p-type 2D semiconductors facilitate their application in electronic and optoelectronic devices. They can be integrated with n-type 2D semiconductors to construct high-performance electronic devices, and the unique electronic, magnetic, and optical properties of these p-type 2D materials can endow these cutting-edge devices with novel functionalities.
3.1 p–n Junctions
Through manual stacking or direct growth, p–n junctions, one of the most basic electronic devices, can be constructed by vertically or horizontally integrating the p-type 2D domains with 1D, 2D, or 3D n-type materials. For instance, based on the CVD-grown vertical vdW WSe2/SnS2 heterostructures, Yang et al. fabricated large-scale bilayer p–n junctions with different contact modes on the SiO2/Si substrate [89]. As shown in Fig. 12a–d, multi-electrode FETs were integrated on a single heterostructure, and the formed p–n junctions with different contact modes exhibited different output characteristics. But they all possessed excellent electronic and optoelectronic performances, including the ultra-low off-state leakage current of 10−14 A, high on/off current ratio of 107, and fast photoresponse time of 500 μs. When acting as a photovoltaic device, this WSe2/SnS2 p–n junction showed a high photoresponsvity of 108.7 mA W−1 and photodetectivity of 4.71 × 1010 Jones [89]. For another example, Jiao et al. fabricated the 2D BP/3D HgCdTe heterostructures by stacking BP on the bulk HgCdTe with special microstructure design [90]. The formed p–n junction possessed a type-III broken-gap band alignment and performed well as a photodiode to detect mid-wave infrared (MIR) irradiation. It showed a high peak blackbody detectivity of 7.93 × 1010 cm Hz1/2 W−1 and an average blackbody detectivity over 2.1 × 1010 cm Hz1/2 W−1 in MIR region. More importantly, the anisotropic crystal structure of BP endowed it with a strong intrinsic linear dichroism [91], making it sensitive to the polarized incident light [92]. The BP/HgCdTe p–n junction inherited this feature and showed strong polarization sensitivity, making it a favorable candidate for the next-generation infrared detector for multi-information acquisition [90].

Electronic devices based on p-type 2D semiconductors and their heterostructures. a Multi-electrode FETs based on WSe2/SnS2 heterostructures, in which p–n junctions formed with different contact modes. b-d Output characteristics of the p–n junctions with different contact modes [89]. e, f OM image and schematic of the vertical MoS2-based p–n homojunctions [93]. g OM image and schematic of the WSe2 p–n homojunction devices for LED application. h EL intensity plot as a function of bias current and photon energy of the valley-LED [100]. i, j OM image and schematic of the WSe2-based valley-LED with FGT as the tunnel contact. k, l Polarization-resolved EL spectra for σ−-polarized and σ.+-polarized detection with the magnetic field pointed outwards and inwards toward the WSe2 surface [103]
Besides, p–n homojunctions were also constructed by post-doping engineering of the 2D materials. When chemically doped with AuCl3 and benzyl viologen, an ultrathin vertical p–n junction formed in the few-layer MoS2 (Fig. 12e and f) [93]. The ultimate thickness of this p–n homojunctions reached as low as 3 nm, and they showed a thickness-dependent rectification behavior. Compared with the heterojunctions, this p–n homojunctions minimized the carrier lost and maximized the carrier transport efficiency. Together with the high flexibility, this MoS2-based p–n homojunctions have significant utility in flexible electronic and optoelectronic applications [93]. Similar BP-based vertical p–n homojunctions were fabricated by ionic gel gating, forming an electric-double-layer transistor (EDLT) [94]. The perpendicular built-in electric field efficiently drove the photogenerated electrons and holes into surface or bulk layers, which greatly enhanced the linear dichroism photodetection ability of the device [94]. Then, by using the selected-area doping method, lateral BP p–n homojunctions were fabricated and used in photodetection [95, 96]. Benefitting from the enhanced photothermal–electric and photovoltaic effects, the lateral BP homojunction yielded an ultra-high polarization ratio of 288 at 1450 nm incident light, high responsivity and detectivity of 1.06 A W−1 and 1.27 × 1011 cm Hz1/2 W−1, respectively [96].
Recently, most of the reported works focused on the abrupt junctions with atomically sharp transitions at the interfaces. However, the compositionally graded p–n junctions have also shown their advantages in the wide-range modulation of the bandgap. For the graded WS2/WSe2 junction, the light-emission energy can be varied from 2.1 to 1.7 eV, and the recombination zone can be tuned laterally in the p–n junctions. Benefiting from these superiorities, a continuous and reversible color-tunable light-emitting device can be fabricated based on this graded WS2/WSe2 junction [97]. So, graded junctions will be another developing direction in the area of 2D p–n junctions. Besides, it should be noted that the contact metal electrodes and their integration methods can affect the transport behavior of 2D semiconductors [98, 99]. The electrode engineering should be another concern in this area.
3.2 LED
LED is one of the main utilities of 2D p–n junctions, and it can be integrated into silicon and silicon-on-insulator platforms. LED based on 2D p–n junctions not only shows excellent electroluminescent performance but also has some novel features owing to the unique electronic, optical, and magnetic performances of 2D materials. For example, the LED based on the lateral WSe2 p–n junctions yielded bright electroluminescence (EL) with a small injection current, and the EL was tuned between regimes of impurity-bound, charged and neutral excitons by changing the injection bias (Fig. 12g and h) [100]. Interestingly, for the EL that comes from the valley excitons formed at the ± K valleys where valley coherence of excitons is generated [100,101,102], spin- and valley-LEDs with controllably polarized emission were realized owing to the spin-valley locking effect when using ferromagnetic contacts to inject spin-polarized charge carriers into the valleys [100]. As reported by Li et al., valley polarization was successfully generated by using ferromagnetic metal Fe3GeTe2 (FGT) as the tunnel contact to inject spin-polarized holes into monolayer WSe2 (Fig. 12i and j) [103]. The output EL became polarized, and the helicity of EL flipped its sign by changing the external magnetic field direction (Fig. 12k and l) [103]. Moreover, the WSe2-based LEDs were integrated with active photonic nanostructures, e.g., waveguide and microcavity, toward the real application in optoelectronic chips with reduced footprint and higher integration capacity owing to the atomically thin and planar nature of WSe2 [104]. When integrated with CdS nanoribbon, the WSe2 LED fully leveraged the CdS waveguide to realize efficient optical routing of EL emission, which made this LED possible to interconnect with other optoelectronic units (e.g., modulators and photodetectors) in the photonic-integrated circuits [104].
MIR light emitting has a wide range of applications in optical communication, thermal imaging, medical treatment, and material analysis applications. However, it is beyond the limit of traditional Ge- and Si-based light-emitting devices [105]. The bandgap of BP ranges from 0.3 eV (bulk) to 2 eV (monolayer), and the bandgap can be controlled below 0.441 eV for the BP with 8 or more layers. This well-modified bandgap allows the BP-based LED (BP-LED) to emit bright MIR light [106]. Chen et al. reported that the wavelength of the BP-LED emitted MIR light was widely modulated by the external electrical field [107]. The photoluminescence (PL) peak of a ~ 20-layer BP flake was continuously tuned from 3.7 to 7.7 μm by increasing the field intensity [107]. Besides, the wavelength of EL emitted from BP was reversibly tuned via strain engineering by taking the advantage of strain-sensitive bandgap of BP [108]. More importantly, the emitted MIR light from BP-LED was polarized due to the anisotropic crystal structure of BP [109]. The EL intensity reached the maximum along the armchair axis and the minimum along the zigzag axis of BP. The intensity ratio along the two directions exceeded 7 [110]. However, the efficiency of these MIR BP-LEDs is still low at present, i.e., ~ 1% internal efficiency and ~ 0.03% external efficiency for the BP/MoS2 heterojunctions [109]. Many efforts have been made to solve this problem. For instance, by integrating the BP-LED with an Al2O3/Au optical cavity, the external efficiency increased to 4.43% [111]. The wall-plug efficiency of this resonant-cavity LED also reached 1.78% with a maximum optical power density of 2.17 W cm−2 [111].
Despite the great achievements mentioned above, there are still many issues that remained to be solved or figured out in LEDs based on the 2D p–n junctions, including the luminescence mechanism and fabrication of large-scale devices. To be specific, more efforts should be exerted to further understand the charge transfer processes, exciton spin and valley relaxation dynamics in these 2D LEDs. Further efforts are also needed to improve the luminescence efficiency because the external quantum efficiency (EQE) of these 2D LEDs is still lower than the traditional LEDs based on III–V semiconductors [112]. Besides, the 2D LEDs mentioned above are all based on the CVD-grown or micromechanically exfoliated and stacked p–n junctions. Limited by the size of the raw material, fabrication of large-scale and reliable 2D LEDs can be hardly fulfilled, which will become one of the biggest obstacles to making these 2D LEDs meet the requirements of practical applications.
3.3 Photodetector and Other Photonic Devices
Except for LED, these p-type 2D materials and their heterostructures can also be used to fabricate other photonic devices such as photodetector, optical modulator, laser source, quantum emission, and nonlinear optical devices [113,114,115]. These devices exhibited marvelous characteristics. For example, the photodetector based on p-type vanadium-doped MoSe2 with a certain degree of Mo vacancies displayed a broadband spectral response from 365 nm (ultraviolet) to 2240 nm (infrared), and it had high responsivities of 9700 and 2800 mA W−1 at 520 and 2240 nm, respectively [116]. In another work, the optical modulator based on BP passively modulated broadband lasers with the wavelength ranging from 639 nm (red) to 2.1 μm (MIR) [117]. Interestingly, site-controlled single-phonon quantum emitters were created through strain and defect engineering based on WSe2 flakes. The emitters worked at a relatively high temperature at 150 K and showed a single-photon purity of > 95% [118].
All the aforementioned photonic devices based on p-type 2D materials can be integrated together or with other 2D devices on conventional silicon photonic platforms [115, 119, 120]. Many researchers have attempted to manufacture photonic circuits based on 2D materials. BP-based LED, photodetector, and modulator, as well as WSe2-based single-photon emitter have already been integrated into the photonic circuits [121,122,123,124,125], and these attempts have tentatively explored the feasible method to fully integrate 2D nanophotonic and quantum photonic circuits.
3.4 Complementary Inverters
Complementary inverters are the fundamental units in logic circuits. Both the p-type and n-type transistors are the essential components of complementary metal oxide semiconductor (CMOS) inverters [126]. So, with the p-type BP, WSe2, b-AsP, metal oxide, and other doped TMDCs, 2D complementary CMOS inverters were constructed. For example, based on the CVD-grown lateral WS2-WSe2 heterostructures, Duan et al. fabricated the complementary inverters with a high-voltage gain of 24 [127]. Even in a single WSe2 flake, complementary inverters were implemented by selected-area surface charge transfer doping to fabricate both n-type and p-type FETs at the same time or through a doping-free contact engineering strategy [98, 128, 129]. The WSe2-based complementary inverter not only exhibited excellent performance, e.g., long retention time (> 500 s), low operating source-drain current at the order of nanoampere, and the hysteresis window located at 0 V [130], but also had complex logic functions. AND, NAND, NOR, XOR, and stable multi-valued logical states were all realized in the inverter with WSe2 as the channel material (Fig. 13a–c) [98, 131,132,133]. Similarly, researchers also have fabricated complementary inverters based on BP and its heterostructures. A high gain value of 33 was achieved in the inverter fabricated on a single BP flake with spatially-controlled aluminum doping to establish the p–n homojunctions [134], and multi-valued logic states were observed in the BP heterostructures such as BP/SnSe and BP/MoS2 [135, 136].

Application of p-type 2D semiconductor in CMOS inverters. a Schematic of the WSe2-based inverter. b Transfer curves of the inverters based on WSe2 (ambipolar type), BP (p type), and MoS2 (n type). c Logic behaviors of XNOR, NOR, and OR realized in the inverters [132]. d Schematic of the ternary inverter based on MoS2/BP FETs. e Plot of Vout versus Vin and f voltage gain of the ternary inverter, which clearly shows the three logic states, i.e., logic 1, 1/2, and 0 [141]
With the improving controllable doping technique, complementary inverters were manufactured by integrating the substitutionally doped p-type and undoped n-type TMDC flakes together or through the localized doping strategy to form p–n homojunctions. For example, by integrating the p-type FET based on the substitutionally doped WS0.3Se1.7 with the n-type WS2 FET, Kuddus et al. obtained an electrically isolated complementary inverter with a gain of 4–5 [137]. In another work, with the help of photoresist shielding layer, localized oxygen plasma treatment was performed on the selected MoS2 flake or just the partial area of a single MoS2 flake to form a p-type channel in the n-type matrix, and then, high-performance complementary inverters were directly made on this homojuntion [138, 139]. With the laser irradiation treatment, α-MoTe2 was selectively converted to form p-type regions because of the oxygen doping effect, and inverter was realized on the single MoTe2 domain with the formed p–n homojunction [140].
These 2D complementary inverters can incorporate other functionalities, including memory, amplifier, and photodetection, etc. The BP/ReS2 heterostructures not only modulated the logic states of “1,” “1/2,” and “0” to act as a nonvolatile ternary logic inverter but also mimicked the trilingual synaptic response with a high synaptic weight change over 104% (Fig. 13d–f) [141]. So, a logic-in-memory device was realized, and this synaptic device arrays fulfilled the artificial neural network simulation for handwritten digits recognition with an accuracy of around 90% [141]. The ambipolar transport feature of hBN-encapsulated BP-based FET allowed it to operate as a type-switchable logic inverter with a voltage gain of 6 and an operating frequency of up to 160 kHz. Meanwhile, this BP-based FET also served as an inverting or noninverting amplifier controlled by the polarity of the input and supply voltage [142]. In another work, by using MoS2 and WSe2 as the n-type and p-type channels on glass substrate, the formed inverter showed superior performances, e.g., a maximum voltage gain of 27, sub-nanowatt power consumption, and almost ideal noise margin [143]. This device realized NOT, OR, and AND logic functions and operated as a push–pull circuit for organic LED (OLED) pixel switch. Similar results were achieved on BP inverters fabricated on glass substrate [144]. Further, three fundamental functionalities, including photodetector, inverter, and alternating current (AC) rectifier, were integrated in one p-WSe2/n-InGaZnO device [145]. These above-mentioned achievements have laid a solid foundation for the sense-memory-computational integration. However, the present material synthesis and device fabrication techniques can hardly guarantee the high uniformity of the material and device properties. Before solving this problem, such complicated and multi-functional devices cannot be fulfilled based on these 2D semiconductors with robust performance.
3.5 System Integration
With the improving preparation, transfer, and device fabrication techniques of 2D materials, efforts have been made in the system integration of 2D device arrays with specific functionalities. At present, 2D materials have been incorporated into silicon platforms for monolithic “on-silicon” or “with -silicon” circuits, in which silicon serves as the substrate or functional component, respectively [146]. So, the developing schedule of 2D system integration can be accelerated by drawing experience from the semiconductor industry. For example, to efficiently handle different graphics tasks, a 3 × 3 pixel processing array was fabricated based on a high-quality 90 × 60 μm2 WSe2 flake (Fig. 14a–c). Each pixel processing unit was realized by using a single WSe2 transistor as the logic function, in which AND and XNOR could be switched. Image intersection and comparison tasks were accomplished based on this processing arrays, and meanwhile, the energy consumption was reduced by 16% when compared to the traditional logic circuits [147]. Also, a large-scale CMOS inverter array was fabricated based on CVD-grown n-type MoS2 and p-type MoTe2 with a high device yield of about 60% (Fig. 14d–h) [148].

System integration based on p-type 2D devices. OM image of the on-chip system for a image processing and b the 3 × 3 processing array. c Schematic circuit diagram of the pixel processing array [147]. d Large-scale monolithic 3D architecture CMOS inverter array. e Magnified OM image and f structure of the inverters. g Voltage transfer characteristic and voltage gain plots of the inverter at various VD. h Statistic voltage gains and power consumptions of CMOS inverters in the device array [148]
Except for the planar arrays, system integration of 2D devices has gone into the stage of monolithic 3D architecture. For example, Sivan et al. integrated the WSe2-based TFT and resistive random access memory to form the 1 transistor–1 resistor (1T1R) memory cells. Then by vertically stacking these TFT channels, 1T1R memory array with a high density of sub-0.01 μm2 was constructed, and this memory array is applicable for future high-density monolithic 3D memory systems [149]. A 3D XNOR logic array based on WSe2 transistors was made by Chen et al. to form a binary convolutional neural network. This novel architecture provided a computation density of 52.9 TOPS mm−2, power consumption of 7.3 mW, and energy efficiency of 622.35 TOPSW−1, and these performance parameters were all superior to the silicon-based and memristor-based systems [132].
To accomplish the complicated task of machine vision, Mennel et al. combined the functionalities of logic computing and photodetection together in the WSe2-based devices and fabricated an artificial neural network photodiode array [150]. This system successfully performed the real-time multiplication of the projected image with the photoresponsivity matrix and meanwhile adjusted and stored the synaptic weights in the neural network locally. After supervised and unsupervised learning and training, this system classified and encoded the inputted images with an extremely high throughput of 20 million bins per second without energy consumption [150]. This work encourages the future exploration of ultrafast machine vision based on the system integrations based on 2D p-type materials. But it should be noted that both the scale and processing technologies of these integrated 2D systems fabricated in these researchers’ laboratory lag behind the silicon-based very large-scale integration circuit (VLSI). Further breakthroughs in the material synthesis and device fabrication techniques are required to take these 2D system integrations into the consideration in the semiconductor industry but are not limited to academic researchers.
4 Conclusions and Outlook
In this review, we have summarized the state-of-the-art of p-type 2D materials. We reviewed the current attends on the preparation of various p-type 2D materials, including mechanical exfoliation, liquid-phase exfoliation, electrochemical exfoliation, MBE, PVT, PLD, CVT, CVD, and MOCVD methods. Then, we summarized the mainstream applications on the p-type 2D materials such as p–n junctions, LEDs, COMS inverters, and system integration. Despite its rapid progress, the development of p-type 2D materials is still in its early stages. A large number of other p-type 2D materials and their applications have not been well studied or have not been successfully prepared, and more interesting studies are waiting to be found. In the following text, we propose a few potential research directions in this emerging field (Fig. 15).

Roadmap of the research about p-type 2D semiconductors
4.1 Exploration and Growth of Novel p-Type 2D Materials
With the assistance of high-throughput computation based on the materials database, it is facile to find more p-type 2D materials with unusual structures and properties [151]. Here, we think that the following directions may be important and promising. (i) p-type 2D materials with high air stability. Despite that contact engineering, chemical doping, and electrostatic doping methods can be used to convert n-type devices to p-type ones, the direct synthesis of high-quality p-type 2D semiconductors and fabrication of p-type devices are also highly desirable and important. (ii) p-type 2D materials with high carrier mobility. High carrier mobility is always one of the most key factors to promote the performance of electronic and optoelectronic devices based on p-type 2D materials. (iii) Natural p-type layered materials which are abundant in earth.
4.2 Using p-Type 2D Materials as Platforms to Grow Heterostructures
The large family of heterostructures may be grown by using p-type 2D materials as platforms. For example, by exposing the existed 2D materials (e.g., WSe2) to CVD setups with plasma or rapid thermal annealing, novel structures might be formed, such as metal single atoms [152], nanopores [153], and Janus structures [154]. In addition, the post-treatment of as-grown samples may also form new structures. Such treatments include carbonation [155, 156], nitridation [157], oxidation [158,159,160], phosphating [161], n-butyl lithium treatment [162, 163], as well as ion intercalation [164, 165].
4.3 Mass Production and Equipment Design for the Growth of p-Type 2D Materials
With the assistance of gaseous organic metal compound precursors [77,78,79], one can improve the controllability of the concentration distribution, which is hardly controlled with solid precursors, facilitating the preparation of 2D materials with large scale. In addition, designing automatic programming equipment [166] will also help to promote the development of p-type TMDCs with mass production.
4.4 Exploration of the Compatible Engineering of p-Type 2D Materials with the Silicon Production Line
We need to learn from the Si production line and make the p-type 2D materials compatible [167]. However, at the moment, the integration of synthetic 2D materials on SiO2/Si substrate is lacking production-suitable tools and associated infrastructure, which is holding back reproducible device fabrication and limits the high performance. Only a concerted effort to the fundamental research communities and the semiconductor industries can make them complement each other.
4.5 Exploration of the High-k Dielectric Materials on p-Type 2D Semiconductors-Based FET Devices
There are several works reported that utilization the ultrathin high-k dielectric materials (e.g., BaTiO3, SrTiO3, HfO2, Sb2O3, and AlScN) as the thin equivalent oxide thickness (EOT) on 2D MoS2-based FET device, which show a high on/off current ratio of 106 at an ultra-low operating voltage and the subthreshold swing approaches the thermionic limit of 60 mV dec−1 [168,169,170,171,172,173]. These high-k dielectric materials can also be used for the p-type 2D semiconductors-based FET devices in principle. Recently, the in situ conversion from semiconducting Bi2O2Se to high-k dielectric Bi2SeO5 opens a new avenue to prepare native oxide layer on 2D materials [159, 174, 175]. In the future, integrating the native oxide with p-type 2D semiconductor will accelerate their use in electronics.
4.6 Application of p-Type 2D Materials and their Heterostructures in Novel Design of the Electronic and Optoelectronic Devices
The unique physical properties of 2D materials will prompt the exploration of novel devices based on these p-type 2D materials. Yun et al. observed the long-range order in semiconducting vanadium-doped WSe2 at room temperature, and more interestingly, the ferromagnetic order can be modulated by the gate voltage [176]. This superior feature makes the p-type WSe2 a popular channel material in the future spintronic devices. For another example, Jiang et al. fabricated the ferroelectric FETs (FeFETs) based on WSe2/CuInP2S6 heterostructures with a buried-gated design, which showed the clear clockwise hysteresis loop with an on/off current ratio of 105, endurance cycles of more than 100, and retention time of 50 s [177]. The FeFET design facilitated the quasi-nonvolatile memory devices and promoted the data storage with a low-power consumption [178,179,180,181]. Besides, these atomically thin materials also facilitated the incorporation of multifunctionalities in one single device. For example, the self-propagated defects generated unique optoelectronic functionalities in BP [182]. The BP-based proof-of-concept device not only distinguished the radiations between UV-A (365 nm) and UV-B (280 nm) but also showed a light-stimulated synaptic response for neuromorphic computing, and then was used to perform digital logic operations using light.
4.7 System Integration On-Chip or With-Chip for Complicated Tasks
Wafer-scale device fabrication of p-type 2D materials is another important developing direction to realize the system integration for complicated tasks, e.g., machine vision and machine learning. Now, large-scale 2D devices have been integrated on the conventional silicon substrate following an on-silicon or with-silicon strategy. Most of the aforementioned works follow the first strategy, in which the conventional silicon substrate is just used to support the 2D devices and the integrated system. For the with-silicon strategy, 2D device systems can be organically combined with the silicon-based functional devices to exert the utmost advantage of the novel 2D and current 3D systems [183]. Wang et al. have summarized several works and gave a prospect of the incorporation of 2D and 3D architectures, showing the prototype monolithic with-silicon hybrid integrated circuits for enhanced performance and enriched functionality [146]. However, further efforts, involving the material preparation, device fabrication, and chip packaging, are needed to accomplish the large-scale integration and make them steadily operate for real tasks.
In conclusion, although many related studies are still underway, we anticipate exciting achievements in both fundamental research and applications of p-type 2D materials. We hope that this review can appeal to researchers to devote unflagging efforts to the exploration of 2D materials in the future.
References
K. Zhu, C. Wen, A.A. Aljarb, F. Xue, X. Xu et al., The development of integrated circuits based on two-dimensional materials. Nat. Electron. 4(11), 775–785 (2021). https://doi.org/10.1038/s41928-021-00672-z
M. Li, S. Su, H.-S.P. Wong, L.-J. Li, How 2D semiconductors could extend moore’s law. Nature 567(7747), 169–170 (2019). https://doi.org/10.1038/d41586-019-00793-8
K.S. Novoselov, A.K. Geim, S.V. Morozov, D. Jiang, Y. Zhang et al., Electric field effect in atomically thin carbon films. Science 306(5696), 666 (2004). https://doi.org/10.1126/science.1102896
Q. Wu, J. Zhang, L. Tang, U. Khan, H. Nong et al., Iodine-assisted ultrafast growth of high-quality monolayer MoS2 with sulfur-terminated edges. Natl. Sci. Open (2023). https://doi.org/10.1360/nso/20230009
V.K. Sangwan, H.S. Lee, H. Bergeron, I. Balla, M.E. Beck et al., Multi-terminal memtransistors from polycrystalline monolayer molybdenum disulfide. Nature 554(7693), 500–504 (2018). https://doi.org/10.1038/nature25747
L. Tang, C. Teng, R. Xu, Z. Zhang, U. Khan et al., Controlled growth of wafer-scale transition metal dichalcogenides with a vertical composition gradient for artificial synapses with high linearity. ACS Nano 16(8), 12318–12327 (2022). https://doi.org/10.1021/acsnano.2c03263
J. Tang, Q. Wang, J. Tian, X. Li, N. Li et al., Low power flexible monolayer MoS2 integrated circuits. Nat. Commun. 14(1), 3633 (2023). https://doi.org/10.1038/s41467-023-39390-9
G. Xue, X. Sui, P. Yin, Z. Zhou, X. Li et al., Modularized batch production of 12-inch transition metal dichalcogenides by local element supply. Sci. Bull. (2023). https://doi.org/10.1016/j.scib.2023.06.037
S. Yang, K. Liu, Y. Xu, L. Liu, H. Li et al., Gate dielectrics integration for 2D electronics: challenges, advances, and outlook. Adv. Mater. 35(18), e2207901 (2023). https://doi.org/10.1002/adma.202207901
S. Zhang, D. Sun, J. Sun, K. Ma, Z. Wei et al., Unraveling the effect of stacking configurations on charge transfer in WS2 and organic semiconductor heterojunctions. Precision Chem. (2023). https://doi.org/10.1021/prechem.3c00057
Z. Yin, H. Li, H. Li, L. Jiang, Y. Shi et al., Single-layer MoS2 phototransistors. ACS Nano 6(1), 74–80 (2012). https://doi.org/10.1021/nn2024557
U. Khan, Y. Luo, L. Tang, C. Teng, J. Liu et al., Controlled vapor–solid deposition of millimeter-size single crystal 2D Bi2O2Se for high-performance phototransistors. Adv. Funct. Mater. 29(14), 1807979 (2019). https://doi.org/10.1002/adfm.201807979
U. Khan, L. Tang, B. Ding, L. Yuting, S. Feng et al., Catalyst-free growth of atomically thin Bi2O2Se nanoribbons for high-performance electronics and optoelectronics. Adv. Funct. Mater. 31(31), 2101170 (2021). https://doi.org/10.1002/adfm.202101170
N. Li, Q. Wang, C. Shen, Z. Wei, H. Yu et al., Large-scale flexible and transparent electronics based on monolayer molybdenum disulfide field-effect transistors. Nat. Electron. 3, 711–717 (2020). https://doi.org/10.1038/s41928-020-00475-8
L. Tang, C. Teng, Y. Luo, U. Khan, H. Pan et al., Confined van der waals epitaxial growth of two-dimensional large single-crystal In2Se3 for flexible broadband photodetectors. Research (2019). https://doi.org/10.34133/2019/2763704
L. Shi, “Rotating” contact for bias-free photodetection with 2D materials. Nat. Nanotechnol. 18(7), 702 (2023). https://doi.org/10.1038/s41565-023-01472-6
Q. Wu, H. Nong, R. Zheng, R. Zhang, J. Wang et al., Resolidified chalcogen precursors for high-quality 2D semiconductor growth. Angwew. Chem. Int. Ed. 62(29), e202301501 (2023). https://doi.org/10.1002/anie.202301501
A. Kimel, A. Zvezdin, S. Sharma, S. Shallcross, N. de Sousa et al., The 2022 magneto-optics roadmap. J. Phys. D-Appl. Phys. 55(46), 463003 (2022). https://doi.org/10.1088/1361-6463/ac8da0
H. Xu, B. Ding, Y. Xu, Z. Huang, D. Wei et al., Magnetically tunable and stable deep-ultraviolet birefringent optics using two-dimensional hexagonal boron nitride. Nat. Nanotechn. 17, 1091–1096 (2022). https://doi.org/10.1038/s41565-022-01186-1
W. Zhou, X. Zou, S. Najmaei, Z. Liu, Y. Shi et al., Intrinsic structural defects in monolayer molybdenum disulfide. Nano Lett. 13(6), 2615–2622 (2013). https://doi.org/10.1021/nl4007479
R.-S. Chen, G. Ding, Y. Zhou, S.-T. Han, Fermi-level depinning of 2D transition metal dichalcogenide transistors. J. Mater. Chem. C 9, 11407–11427 (2021). https://doi.org/10.1039/d1tc01463c
L. Gao, Q. Liao, X. Zhang, X. Liu, L. Gu et al., Defect-engineered atomically thin MoS2 homogeneous electronics for logic inverters. Adv. Mater. 32(2), e1906646 (2020). https://doi.org/10.1002/adma.201906646
W. Wang, Y. Meng, Y. Zhang, Z. Zhang, W. Wang et al., Electrically switchable polarization in Bi2O2Se ferroelectric semiconductors. Adv. Mater. 35(12), e2210854 (2023). https://doi.org/10.1002/adma.202210854
Y. Sheng, T. Chen, Y. Lu, R.J. Chang, S. Sinha et al., High-performance ws2 monolayer light-emitting tunneling devices using 2D materials grown by chemical vapor deposition. ACS Nano 13(4), 4530–4537 (2019). https://doi.org/10.1021/acsnano.9b00211
R. Frisenda, E. Navarro-Moratalla, P. Gant, D. Perez De Lara, P. Jarillo-Herrero et al., Recent progress in the assembly of nanodevices and van der waals heterostructures by deterministic placement of 2D materials. Chem. Soc. Rev. 47(1), 53–68 (2018). https://doi.org/10.1039/c7cs00556c
R. Bian, C. Li, Q. Liu, G. Cao, Q. Fu et al., Recent progress in the synthesis of novel two-dimensional van der waals materials. Natl. Sci. Rev. 9, nwab164 (2021). https://doi.org/10.1093/nsr/nwab164
H. Fang, S. Chuang, T.C. Chang, K. Takei, T. Takahashi et al., High-performance single layered WSe2 p-fets with chemically doped contacts. Nano Lett. 12(7), 3788–3792 (2012). https://doi.org/10.1021/nl301702r
R. Sharma, A. Dawar, S. Ojha, R. Laishram, V.G. Sathe et al., A thrifty liquid-phase exfoliation (LPE) of MoSe2 and WSe2 nanosheets as channel materials for fet application. J. Electron. Mater. 52(4), 2819–2830 (2023). https://doi.org/10.1007/s11664-023-10245-9
X. Duan, X. Duan, J. Luo, B. Zhao, J. Li et al., Ultrafast growth of large single crystals of monolayer WS2 and WSe2. Natl. Sci. Rev. 7(4), 737–744 (2020). https://doi.org/10.1093/nsr/nwz223
Y. Gao, Y.L. Hong, L.C. Yin, Z. Wu, Z. Yang et al., Ultrafast growth of high-quality monolayer WSe2 on au. Adv. Mater. 29(29), 1700990 (2017). https://doi.org/10.1002/adma.201700990
Z. Wu, Y. Lyu, Y. Zhang, R. Ding, B. Zheng et al., Large-scale growth of few-layer two-dimensional black phosphorus. Nat. Mater. 20(9), 1203–1209 (2021). https://doi.org/10.1038/s41563-021-01001-7
B. Liu, M. Kopf, A.N. Abbas, X. Wang, Q. Guo et al., Black arsenic-phosphorus: layered anisotropic infrared semiconductors with highly tunable compositions and properties. Adv. Mater. 27(30), 4423–4429 (2015). https://doi.org/10.1002/adma.201501758
N. Li, Y. Zhang, R. Cheng, J. Wang, J. Li et al., Synthesis and optoelectronic applications of a stable p-type 2D material: alpha-mns. ACS Nano 13(11), 12662–12670 (2019). https://doi.org/10.1021/acsnano.9b04205
C. Zhao, C. Tan, D.H. Lien, X. Song, M. Amani et al., Evaporated tellurium thin films for p-type field-effect transistors and circuits. Nat. Nanotechnol. 15(1), 53–58 (2020). https://doi.org/10.1038/s41565-019-0585-9
A. Zavabeti, P. Aukarasereenont, H. Tuohey, N. Syed, A. Jannat et al., High-mobility p-type semiconducting two-dimensional β-TeO2. Nat. Electron. 4(4), 277–283 (2021). https://doi.org/10.1038/s41928-021-00561-5
B.Y. Zhang, K. Xu, Q. Yao, A. Jannat, G. Ren et al., Hexagonal metal oxide monolayers derived from the metal-gas interface. Nat. Mater. 20, 1073–1078 (2021). https://doi.org/10.1038/s41563-020-00899-9
S.-Y. Ahn, S.C. Jang, A. Song, K.-B. Chung, Y.J. Kim et al., Performance enhancement of p-type SnO semiconductors via siox passivation. Mater. Today Commun. 26, 101747 (2021). https://doi.org/10.1016/j.mtcomm.2020.101747
F. Shan, A. Liu, H. Zhu, W. Kong, J. Liu et al., High-mobility p-type niox thin-film transistors processed at low temperatures with Al2O3 high-k dielectric. J. Mater. Chem. C 4(40), 9438–9444 (2016). https://doi.org/10.1039/c6tc02137a
Y.L. Hong, Z. Liu, L. Wang, T. Zhou, W. Ma et al., Chemical vapor deposition of layered two-dimensional MoSi2N4 materials. Science 369(6504), 670–674 (2020). https://doi.org/10.1126/science.abb7023
S.A. Arabi, J. Dong, M. Mirza, P. Yu, L. Wang et al., Nanoseed assisted pvt growth of ultrathin 2d pentacene molecular crystal directly onto SiO2 substrate. Crystal Growth Design. 16(5), 2624–2630 (2016). https://doi.org/10.1021/acs.cgd.5b01726
K.S. Novoselov, Graphene: materials in the flatland (nobel lecture). Angew. Chem. Int. Ed. 50(31), 6986–7002 (2011). https://doi.org/10.1002/anie.201101502
Y. Huang, Y.H. Pan, R. Yang, L.H. Bao, L. Meng et al., Universal mechanical exfoliation of large-area 2D crystals. Nat. Commun. 11(1), 2453 (2020). https://doi.org/10.1038/s41467-020-16266-w
Y. Cao, V. Fatemi, S. Fang, K. Watanabe, T. Taniguchi et al., Unconventional superconductivity in magic-angle graphene superlattices. Nature 556, 43–50 (2018). https://doi.org/10.1038/nature26160
Y. Cao, V. Fatemi, A. Demir, S. Fang, S.L. Tomarken et al., Correlated insulator behaviour at half-filling in magic-angle graphene superlattices. Nature 556, 80–84 (2018). https://doi.org/10.1038/nature26154
S. Yuan, C. Shen, B. Deng, X. Chen, Q. Guo et al., Air-stable room-temperature mid-infrared photodetectors based on hBN/black arsenic phosphorus/hbn heterostructures. Nano Lett. 18(5), 3172–3179 (2018). https://doi.org/10.1021/acs.nanolett.8b00835
V. Nicolosi, M. Chhowalla, M.G. Kanatzidis, M.S. Strano, J.N. Coleman, Liquid exfoliation of layered materials. Science 340(6139), 1226419 (2013). https://doi.org/10.1126/science.1226419
J.N. Coleman, M. Lotya, A. O’Neill, S.D. Bergin, P.J. King et al., Two-dimensional nanosheets produced by liquid exfoliation of layered materials. Science 331(6017), 568 (2011). https://doi.org/10.1126/science.1194975
D. Hanlon, C. Backes, E. Doherty, C.S. Cucinotta, N.C. Berner et al., Liquid exfoliation of solvent-stabilized few-layer black phosphorus for applications beyond electronics. Nat. Commun. 6(1), 8563 (2015). https://doi.org/10.1038/ncomms9563
A.G. Kelly, T. Hallam, C. Backes, A. Harvey, A.S. Esmaeily et al., All-printed thin-film transistors from networks of liquid-exfoliated nanosheets. Science 356(6333), 69–73 (2017). https://doi.org/10.1126/science.aal4062
X. Cai, Y. Luo, B. Liu, H.M. Cheng, Preparation of 2D material dispersions and their applications. Chem. Soc. Rev. 47(16), 6224–6266 (2018). https://doi.org/10.1039/c8cs00254a
G. Hu, J. Kang, L.W.T. Ng, X. Zhu, R.C.T. Howe et al., Functional inks and printing of two-dimensional materials. Chem. Soc. Rev. 47(9), 3265–3300 (2018). https://doi.org/10.1039/C8CS00084K
Z. Zeng, Z. Yin, X. Huang, H. Li, Q. He et al., Single-layer semiconducting nanosheets: high-yield preparation and device fabrication. Angew. Chem. Int. Ed. 50(47), 11093–11097 (2011). https://doi.org/10.1002/anie.201106004
R.A. Wells, M. Zhang, T.-H. Chen, V. Boureau, M. Caretti et al., High performance semiconducting nanosheets via a scalable powder-based electrochemical exfoliation technique. ACS Nano 16(4), 5719–5730 (2022). https://doi.org/10.1021/acsnano.1c10739
D. Liu, J. Wang, S. Bian, Q. Liu, Y. Gao et al., Photoelectrochemical synthesis of ammonia with black phosphorus. Adv. Funct. Mater. 30(24), 2002731 (2020). https://doi.org/10.1002/adfm.202002731
M. Nakano, Y. Wang, Y. Kashiwabara, H. Matsuoka, Y. Iwasa, Layer-by-layer epitaxial growth of scalable WSe2 on sapphire by molecular beam epitaxy. Nano Lett. 17(9), 5595–5599 (2017). https://doi.org/10.1021/acs.nanolett.7b02420
H.J. Liu, L. Jiao, L. Xie, F. Yang, J.L. Chen et al., Molecular-beam epitaxy of monolayer and bilayer WSe2: a scanning tunneling microscopy/spectroscopy study and deduction of exciton binding energy. 2D Mater. 2(3), 4004 (2015). https://doi.org/10.1088/2053-1583/2/3/034004
C.-H. Su. In Fundamentals of Physical Vapor Transport Process. ed. by SU C-H (Springer International Publishing; Cham, 2020), pp. 9–38
S. Wu, C. Huang, G. Aivazian, J.S. Ross, D.H. Cobden et al., Vapor-solid growth of high optical quality MoS2 monolayers with near-unity valley polarization. ACS Nano 7(3), 2768–2772 (2013). https://doi.org/10.1021/nn4002038
Z. Zhang, P. Chen, X. Duan, K. Zang, J. Luo et al., Robust epitaxial growth of two-dimensional heterostructures, multiheterostructures, and superlattices. Science 357(6353), 788–792 (2017). https://doi.org/10.1126/science.aan6814
M. Liu, S. Feng, Y. Hou, S. Zhao, L. Tang et al., High yield growth and doping of black phosphorus with tunable electronic properties. Mater. Today 36, 91–101 (2020). https://doi.org/10.1016/j.mattod.2019.12.027
S. Anil, J. Venkatesan, M.S. Shim, E.P. Chalisserry, S.K. Kim, In 4 - Bone Response to Calcium Phosphate Coatings for Dental Implants. ed. by PIATTELLI A (Woodhead Publishing; 2017), pp. 65–88
L. Tang, J. Tan, H. Nong, B. Liu, H.-M. Cheng, Chemical vapor deposition growth of two-dimensional compound materials: controllability, material quality, and growth mechanism. Acc. Mater. Res. 2(1), 36–47 (2020). https://doi.org/10.1021/accountsmr.0c00063
L. Tang, T. Li, Y. Luo, S. Feng, Z. Cai et al., Vertical chemical vapor deposition growth of highly uniform 2D transition metal dichalcogenides. ACS Nano 14(4), 4646–4653 (2020). https://doi.org/10.1021/acsnano.0c00296
S. Feng, J. Tan, S. Zhao, S. Zhang, U. Khan et al., Synthesis of ultrahigh-quality monolayer molybdenum disulfide through in situ defect healing with thiol molecules. Small 16(35), e2003357 (2020). https://doi.org/10.1002/smll.202003357
L. Chen, B. Liu, M. Ge, Y. Ma, A.N. Abbas et al., Step-edge-guided nucleation and growth of aligned WSe2 on sapphire via a layer-over-layer growth mode. ACS Nano 9(8), 8368–8375 (2015). https://doi.org/10.1021/acsnano.5b03043
T. Li, W. Guo, L. Ma, W. Li, Z. Yu et al., Epitaxial growth of wafer-scale molybdenum disulfide semiconductor single crystals on sapphire. Nat. Nanotechnol. 16(11), 1201–1207 (2021). https://doi.org/10.1038/s41565-021-00963-8
L. Liu, T. Li, L. Ma, W. Li, S. Gao et al., Uniform nucleation and epitaxy of bilayer molybdenum disulfide on sapphire. Nature 605(7908), 69–75 (2022). https://doi.org/10.1038/s41586-022-04523-5
J. Wang, X. Xu, T. Cheng, L. Gu, R. Qiao et al., Dual-coupling-guided epitaxial growth of wafer-scale single-crystal WS2 monolayer on vicinal a-plane sapphire. Nat. Nanotechnol. 17, 33–38 (2021). https://doi.org/10.1038/s41565-021-01004-0
B. Liu, M. Fathi, L. Chen, A. Abbas, Y. Ma et al., Chemical vapor deposition growth of monolayer WSe2 with tunable device characteristics and growth mechanism study. ACS Nano 9(6), 6119–6127 (2015). https://doi.org/10.1021/acsnano.5b01301
G. Clark, S. Wu, P. Rivera, J. Finney, P. Nguyen et al., Vapor-transport growth of high optical quality WSe2 monolayers. APL Mater. 2(10), 101101 (2014). https://doi.org/10.1063/1.4896591
S.S. Li, S.F. Wang, D.M. Tang, W.J. Zhao, H.L. Xu et al., Halide-assisted atmospheric pressure growth of large WSe2 and WS2 monolayer crystals. Appl. Mater. Today 1(1), 60–66 (2015). https://doi.org/10.1016/j.apmt.2015.09.001
J. Zhou, J. Lin, X. Huang, Y. Zhou, Y. Chen et al., A library of atomically thin metal chalcogenides. Nature 556(7701), 355–359 (2018). https://doi.org/10.1038/s41586-018-0008-3
S. Li, Salt-assisted chemical vapor deposition of two-dimensional transition metal dichalcogenides. Science (2021). https://doi.org/10.1016/j.isci.2021.103229
S. Li, J. Hong, B. Gao, Y.C. Lin, H.E. Lim et al., Tunable doping of rhenium and vanadium into transition metal dichalcogenides for two-dimensional electronics. Adv. Sci. 8(11), e2004438 (2021). https://doi.org/10.1002/advs.202004438
J. Zou, Z. Cai, Y. Lai, J. Tan, R. Zhang et al., Doping concentration modulation in vanadium-doped monolayer molybdenum disulfide for synaptic transistors. ACS Nano 15(4), 7340–7347 (2021). https://doi.org/10.1021/acsnano.1c00596
L. Tang, R.Z. Xu, J.Y. Tan, Y.T. Luo, J.Y. Zou et al., Modulating electronic structure of monolayer transition metal dichalcogenides by substitutional nb-doping. Adv. Funct. Mater. 31(5), 2006941 (2021). https://doi.org/10.1002/adfm.202006941
T.S. Kim, K.P. Dhakal, E. Park, G. Noh, H.J. Chai et al., Gas-phase alkali metal-assisted mocvd growth of 2D transition metal dichalcogenides for large-scale precise nucleation control. Small 18(20), e2106368 (2022). https://doi.org/10.1002/smll.202106368
D. Andrzejewski, M. Marx, A. Grundmann, O. Pfingsten, H. Kalisch et al., Improved luminescence properties of MoS2 monolayers grown via mocvd: role of pre-treatment and growth parameters. Nanotechnology 29(29), 295704 (2018). https://doi.org/10.1088/1361-6528/aabbb9
H. Cun, M. Macha, H. Kim, K. Liu, Y. Zhao et al., Wafer-scale mocvd growth of monolayer MoS2 on sapphire and SiO2. Nano Res. 12(10), 2646–2652 (2019). https://doi.org/10.1007/s12274-019-2502-9
K. Kang, S. Xie, L. Huang, Y. Han, P.Y. Huang et al., High-mobility three-atom-thick semiconducting films with wafer-scale homogeneity. Nature 520(7549), 656–660 (2015). https://doi.org/10.1038/nature14417
H. Zhu, N. Nayir, T.H. Choudhury, A. Bansal, B. Huet et al., Step engineering for nucleation and domain orientation control in WSe2 epitaxy on c-plane sapphire. Nat. Nanotechnol. (2023). https://doi.org/10.1038/s41565-023-01456-6
X. Zhang, F. Zhang, Y. Wang, D.S. Schulman, T. Zhang et al., Defect-controlled nucleation and orientation of WSe2 on hBN: a route to single-crystal epitaxial monolayers. ACS Nano 13(3), 3341–3352 (2019). https://doi.org/10.1021/acsnano.8b09230
J.D. Lin, C. Han, F. Wang, R. Wang, D. Xiang et al., Electron-doping-enhanced trion formation in monolayer molybdenum disulfide functionalized with cesium carbonate. ACS Nano 8(5), 5323–5329 (2014). https://doi.org/10.1021/nn501580c
L. Yang, K. Majumdar, H. Liu, Y. Du, H. Wu et al., Chloride molecular doping technique on 2D materials: WS2 and MoS2. Nano Lett. 14(11), 6275–6280 (2014). https://doi.org/10.1021/nl502603d
J. Ren, C. Teng, Z. Cai, H. Pan, J. Liu et al., Controlled one step thinning and doping of two-dimensional transition metal dichalcogenides. Sci. China Mater. 62(12), 1837–1845 (2019). https://doi.org/10.1007/s40843-019-9461-8
M. Tosun, L. Chan, M. Amani, T. Roy, G.H. Ahn et al., Air-stable n-doping of WSe2 by anion vacancy formation with mild plasma treatment. ACS Nano 10(7), 6853–6860 (2016). https://doi.org/10.1021/acsnano.6b02521
A. Azcatl, X. Qin, A. Prakash, C. Zhang, L. Cheng et al., Covalent nitrogen doping and compressive strain in MoS2 by remote N2 plasma exposure. Nano Lett. 16(9), 5437–5443 (2016). https://doi.org/10.1021/acs.nanolett.6b01853
B. Tang, Z.G. Yu, L. Huang, J. Chai, S.L. Wong et al., Direct n- to p-type channel conversion in monolayer/few-layer WS2 field-effect transistors by atomic nitrogen treatment. ACS Nano 12(3), 2506–2513 (2018). https://doi.org/10.1021/acsnano.7b08261
T. Yang, B. Zheng, Z. Wang, T. Xu, C. Pan et al., Van der waals epitaxial growth and optoelectronics of large-scale WSe2/SnS2 vertical bilayer p–n junctions. Nat. Commun. 8(1), 1906 (2017). https://doi.org/10.1038/s41467-017-02093-z
H. Jiao, X. Wang, Y. Chen, S. Guo, S. Wu et al., Hgcdte/black phosphorus van der waals heterojunction for high-performance polarization-sensitive midwave infrared photodetector. Sci. Adv. 8(19), eabn1811 (2022). https://doi.org/10.1126/sciadv.abn1811
H. Yuan, X. Liu, F. Afshinmanesh, W. Li, G. Xu et al., Polarization-sensitive broadband photodetector using a black phosphorus vertical p–n junction. Nat. Nanotechnol. 10(8), 707–713 (2015). https://doi.org/10.1038/nnano.2015.112
P.K. Venuthurumilli, P.D. Ye, X. Xu, Plasmonic resonance enhanced polarization-sensitive photodetection by black phosphorus in near infrared. ACS Nano 12(5), 4861–4867 (2018). https://doi.org/10.1021/acsnano.8b01660
H.-M. Li, D. Lee, D. Qu, X. Liu, J. Ryu et al., Ultimate thin vertical p–n junction composed of two-dimensional layered molybdenum disulfide. Nat. Commun. 6(1), 6564 (2015). https://doi.org/10.1038/ncomms7564
H. Yuan, X. Liu, F. Afshinmanesh, W. Li, G. Xu et al., Polarization-sensitive broadband photodetector using a black phosphorus vertical p–n junction. Nat. Nanotechnol. 10, 707 (2015). https://doi.org/10.1038/nnano.2015.112
Z. Huang, N. Lu, Z. Wang, S. Xu, J. Guan et al., Large-scale ultrafast strain engineering of CVD-grown two-dimensional materials on strain self-limited deformable nanostructures toward enhanced field-effect transistors. Nano Lett. (2022). https://doi.org/10.1021/acs.nanolett.2c01559
X. Yu, S. Zhang, H. Zeng, Q.J. Wang, Lateral black phosphorene p–n junctions formed via chemical doping for high performance near-infrared photodetector. Nano Energy 25, 34–41 (2016). https://doi.org/10.1016/j.nanoen.2016.04.030
J. Pu, H. Ou, T. Yamada, N. Wada, H. Naito et al., Continuous color-tunable light-emitting devices based on compositionally graded monolayer transition metal dichalcogenide alloys. Adv. Mater. 34(44), 2203250 (2022). https://doi.org/10.1002/adma.202203250
L. Kong, X. Zhang, Q. Tao, M. Zhang, W. Dang et al., Doping-free complementary WSe2 circuit via van der waals metal integration. Nat. Commun. 11(1), 1866 (2020). https://doi.org/10.1038/s41467-020-15776-x
L. Yu, A. Zubair, E.J.G. Santos, X. Zhang, Y. Lin et al., High-performance WSe2 complementary metal oxide semiconductor technology and integrated circuits. Nano Lett. 15(8), 4928–4934 (2015). https://doi.org/10.1021/acs.nanolett.5b00668
J.S. Ross, P. Klement, A.M. Jones, N.J. Ghimire, J. Yan et al., Electrically tunable excitonic light-emitting diodes based on monolayer WSe2 p–n junctions. Nat. Nanotechnol. 9(4), 268–272 (2014). https://doi.org/10.1038/nnano.2014.26
K. Hao, G. Moody, F. Wu, C.K. Dass, L. Xu et al., Direct measurement of exciton valley coherence in monolayer WSe2. Nat. Phys. 12(7), 677–682 (2016). https://doi.org/10.1038/nphys3674
A.M. Jones, H. Yu, N.J. Ghimire, S. Wu, G. Aivazian et al., Optical generation of excitonic valley coherence in monolayer WSe2. Nat. Nanotechnol. 8(9), 634–638 (2013). https://doi.org/10.1038/nnano.2013.151
J.X. Li, W.Q. Li, S.H. Hung, P.L. Chen, Y.C. Yang et al., Electric control of valley polarization in monolayer WSe2 using a van der waals magnet. Nat. Nanotechnol. 17(7), 721–728 (2022). https://doi.org/10.1038/s41565-022-01115-2
X. Yang, R. Wu, B. Zheng, Z. Luo, W. You et al., A waveguide-integrated two-dimensional light-emitting diode based on p-type WSe2/n-type CdS nanoribbon heterojunction. ACS Nano 16(3), 4371–4378 (2022). https://doi.org/10.1021/acsnano.1c10607
R. Soref, Mid-infrared photonics in silicon and germanium. Nat. Photon. 4(8), 495–497 (2010). https://doi.org/10.1038/nphoton.2010.171
C. Chen, F. Chen, X. Chen, B. Deng, B. Eng et al., Bright mid-infrared photoluminescence from thin-film black phosphorus. Nano Lett. 19(3), 1488–1493 (2019). https://doi.org/10.1021/acs.nanolett.8b04041
C. Chen, X. Lu, B. Deng, X. Chen, Q. Guo et al., Widely tunable mid-infrared light emission in thin-film black phosphorus. Sci. Adv. 6(7), eaay6134 (2020). https://doi.org/10.1126/sciadv.aay6134
H. Kim, S.Z. Uddin, D.-H. Lien, M. Yeh, N.S. Azar et al., Actively variable-spectrum optoelectronics with black phosphorus. Nature 596(7871), 232–237 (2021). https://doi.org/10.1038/s41586-021-03701-1
J. Wang, A. Rousseau, M. Yang, T. Low, S. Francoeur et al., Mid-infrared polarized emission from black phosphorus light-emitting diodes. Nano Lett. 20(5), 3651–3655 (2020). https://doi.org/10.1021/acs.nanolett.0c00581
X. Zong, H. Hu, G. Ouyang, J. Wang, R. Shi et al., Black phosphorus-based van der waals heterostructures for mid-infrared light-emission applications. Light Sci. Appl. 9(1), 114 (2020). https://doi.org/10.1038/s41377-020-00356-x
N. Gupta, H. Kim, N.S. Azar, S.Z. Uddin, D.-H. Lien et al., Bright mid-wave infrared resonant-cavity light-emitting diodes based on black phosphorus. Nano Lett. 22(3), 1294–1301 (2022). https://doi.org/10.1021/acs.nanolett.1c04557
L. Zeng, D. Wu, J. Jie, X. Ren, X. Hu et al., Van der waals epitaxial growth of mosaic-like 2D platinum ditelluride layers for room-temperature mid-infrared photodetection up to 10.6 µm. Adv. Mater. 32(52), 2004412 (2020). https://doi.org/10.1002/adma.202004412
L. Huang, K.-W. Ang, Black phosphorus photonics toward on-chip applications. Appl. Phys. Rev. 7(3), 031302 (2020). https://doi.org/10.1063/5.0005641
L. Jia, J. Wu, Y. Zhang, Y. Qu, B. Jia et al., Fabrication technologies for the on-chip integration of 2D materials. Small Methods 6(3), 2101435 (2022). https://doi.org/10.1002/smtd.202101435
T. Ren, K.P. Loh, On-chip integrated photonic circuits based on two-dimensional materials and hexagonal boron nitride as the optical confinement layer. J. Appl. Phys. 125(23), 230901 (2019). https://doi.org/10.1063/1.5096195
Y. Zhao, Y. Ren, C.Ó. Coileáin, J. Li, D. Zhang et al., High response and broadband photodetection by monolayer MoSe2 with vanadium doping and mo vacancies. Appl. Surf. Sci. 564, 150399 (2021). https://doi.org/10.1016/j.apsusc.2021.150399
R. Zhang, Y. Zhang, H. Yu, H. Zhang, R. Yang et al., Broadband black phosphorus optical modulator in the spectral range from visible to mid-infrared. Adv. Opt. Mater. 3(12), 1787–1792 (2015). https://doi.org/10.1002/adom.201500298
K. Parto, S.I. Azzam, K. Banerjee, G. Moody, Defect and strain engineering of monolayer WSe2 enables site-controlled single-photon emission up to 150 k. Nat. Commun. 12(1), 3585 (2021). https://doi.org/10.1038/s41467-021-23709-5
J. Wu, H. Ma, P. Yin, Y. Ge, Y. Zhang et al., Two-dimensional materials for integrated photonics: recent advances and future challenges. Small Sci. 1(4), 2000053 (2021). https://doi.org/10.1002/smsc.202000053
J. You, Y. Luo, J. Yang, J. Zhang, K. Yin et al., Hybrid/integrated silicon photonics based on 2D materials in optical communication nanosystems. Laser Photon. Rev. 14(12), 2000239 (2020). https://doi.org/10.1002/lpor.202000239
T.-Y. Chang, Y. Chen, D.-I. Luo, J.-X. Li, P.-L. Chen et al., Black phosphorus mid-infrared light-emitting diodes integrated with silicon photonic waveguides. Nano Lett. 20(9), 6824–6830 (2020). https://doi.org/10.1021/acs.nanolett.0c02818
L. Huang, B. Dong, X. Guo, Y. Chang, N. Chen et al., Waveguide-integrated black phosphorus photodetector for mid-infrared applications. ACS Nano 13(1), 913–921 (2019). https://doi.org/10.1021/acsnano.8b08758
N. Youngblood, C. Chen, S.J. Koester, M. Li, Waveguide-integrated black phosphorus photodetector with high responsivity and low dark current. Nat. Photon. 9(4), 247–252 (2015). https://doi.org/10.1038/nphoton.2015.23
L. Huang, B. Dong, Z.G. Yu, J. Zhou, Y. Ma et al., Mid-infrared modulators integrating silicon and black phosphorus photonics. Mater. Today Adv. 12, 100170 (2021). https://doi.org/10.1016/j.mtadv.2021.100170
F. Peyskens, C. Chakraborty, M. Muneeb, D. Van Thourhout, D. Englund, Integration of single photon emitters in 2D layered materials with a silicon nitride photonic chip. Nat. Commun. 10(1), 4435 (2019). https://doi.org/10.1038/s41467-019-12421-0
R. J. Baker. Cmos: Circuit Design, Layout, and Simulation (John Wiley & Sons; 2019).
X. Duan, C. Wang, J.C. Shaw, R. Cheng, Y. Chen et al., Lateral epitaxial growth of two-dimensional layered semiconductor heterojunctions. Nat. Nanotechnol. 9(12), 1024–1030 (2014). https://doi.org/10.1038/nnano.2014.222
M. Tosun, S. Chuang, H. Fang, A.B. Sachid, M. Hettick et al., High-gain inverters based on WSe2 complementary field-effect transistors. ACS Nano 8(5), 4948–4953 (2014). https://doi.org/10.1021/nn5009929
Y. Zheng, D. Xiang, J. Zhang, R. Guo, W. Wang et al., Controlling phase transition in WSe2 towards ideal n-type transistor. Nano Res. 14(8), 2703–2710 (2021). https://doi.org/10.1007/s12274-020-3275-x
H. Shen, J. Ren, J. Hu, Z. Liu, Y. Chen et al., Low-power logic-in-memory complementary inverter based on p- WSe2 and n- WS2. Adv. Electron Mater. 8(12), 2200768 (2022). https://doi.org/10.1002/aelm.202200768
J. Jang, H.-S. Ra, J. Ahn, T.W. Kim, S.H. Song et al., Fermi-level pinning-free WSe2 transistors via 2D van der waals metal contacts and their circuits. Adv. Mater. 34(19), 2109899 (2022). https://doi.org/10.1002/adma.202109899
H. Chen, X. Xue, C. Liu, J. Fang, Z. Wang et al., Logic gates based on neuristors made from two-dimensional materials. Nat. Electron. 4(6), 399–404 (2021). https://doi.org/10.1038/s41928-021-00591-z
M. Andreev, J.-W. Choi, J. Koo, H. Kim, S. Jung et al., Negative differential transconductance device with a stepped gate dielectric for multi-valued logic circuits. Nanoscale Horiz. 5(10), 1378–1385 (2020). https://doi.org/10.1039/D0NH00163E
Y. Zheng, Z. Hu, C. Han, R. Guo, D. Xiang et al., Black phosphorus inverter devices enabled by in-situ aluminum surface modification. Nano Res. 12(3), 531–536 (2019). https://doi.org/10.1007/s12274-018-2246-y
W. Lv, X. Fu, X. Luo, W. Lv, J. Cai et al., Multistate logic inverter based on black phosphorus/snses heterostructure. Adv. Electron. Mater. 5(1), 1800416 (2019). https://doi.org/10.1002/aelm.201800416
W.T. Hsu, L.S. Lu, D. Wang, J.K. Huang, M.Y. Li et al., Evidence of indirect gap in monolayer WSe2. Nat. Commun. 8(1), 929 (2017). https://doi.org/10.1038/s41467-017-01012-6
A. Kuddus, K. Yokoyama, H. Shirai, Direct synthesis of submillimeter-sized few-layer WS2 and WS0.3Se1.7 by mist chemical vapor deposition and its application to complementary mos inverter. Semicond. Sci. Technol. 37(9), 095020 (2022). https://doi.org/10.1088/1361-6641/ac84fb
S. Wang, X. Zeng, Y. Zhou, J. Lu, Y. Hu et al., High-performance MoS2 complementary inverter prepared by oxygen plasma doping. ACS Appl. Electron. Mater. 4(3), 955–963 (2022). https://doi.org/10.1021/acsaelm.1c01070
Z. Ma, C.J. Estrada, K. Gong, L. Zhang, M. Chan, On-chip integrated high gain complementary MoS2 inverter circuit with exceptional high hole current p-channel field-effect transistors. Adv. Electron. Mater. 8(10), 2200480 (2022). https://doi.org/10.1002/aelm.202200480
J. Chen, J. Zhu, Q. Wang, J. Wan, R. Liu, Homogeneous 2D MoTe2 cmos inverters and p–n junctions formed by laser-irradiation-induced p-type doping. Small 16(30), 2001428 (2020). https://doi.org/10.1002/smll.202001428
M. Huang, S. Li, Z. Zhang, X. Xiong, X. Li et al., Multifunctional high-performance van der waals heterostructures. Nat. Nanotechnol. 12(12), 1148–1154 (2017). https://doi.org/10.1038/nnano.2017.208
L. Zhang, L.Y. Shao, G. Gu, T. Wang, X.W. Sun et al., Type-switchable inverter and amplifier based on high-performance ambipolar black-phosphorus transistors. Adv. Electron. Mater. 5(6), 1900133 (2019). https://doi.org/10.1002/aelm.201900133
P.J. Jeon, J.S. Kim, J.Y. Lim, Y. Cho, A. Pezeshki et al., Low power consumption complementary inverters with n-MoS2 and p-WSe2 dichalcogenide nanosheets on glass for logic and light-emitting diode circuits. ACS Appl. Mater. Interfaces 7(40), 22333–22340 (2015). https://doi.org/10.1021/acsami.5b06027
J.S. Kim, P.J. Jeon, J. Lee, K. Choi, H.S. Lee et al., Dual gate black phosphorus field effect transistors on glass for nor logic and organic light emitting diode switching. Nano Lett. 15(9), 5778–5783 (2015). https://doi.org/10.1021/acs.nanolett.5b01746
S. Lee, H.S. Lee, S. Yu, J.H. Park, H. Bae et al., Tungsten dichalcogenide nanoflake/ingazno thin-film heterojunction for photodetector, inverter, and ac rectifier circuits. Adv. Electron. Mater. 6(5), 2000026 (2020). https://doi.org/10.1002/aelm.202000026
S. Wang, X. Liu, M. Xu, L. Liu, D. Yang et al., Two-dimensional devices and integration towards the silicon lines. Nat. Mater. 21(11), 1225–1239 (2022). https://doi.org/10.1038/s41563-022-01383-2
S. Zeng, C. Liu, X. Huang, Z. Tang, L. Liu et al., An application-specific image processing array based on WSe2 transistors with electrically switchable logic functions. Nat. Commun. 13(1), 56 (2022). https://doi.org/10.1038/s41467-021-27644-3
X. Jia, Z. Cheng, B. Han, X. Cheng, Q. Wang et al., High-performance cmos inverter array with monolithic 3D architecture based on CVD-grown n-MoS2 and p-MoTe2. Small (2023). https://doi.org/10.1002/smll.202207927
M. Sivan, Y. Li, H. Veluri, Y. Zhao, B. Tang et al., All WSe2 1T1R resistive ram cell for future monolithic 3d embedded memory integration. Nat. Commun. 10(1), 5201 (2019). https://doi.org/10.1038/s41467-019-13176-4
L. Mennel, J. Symonowicz, S. Wachter, D.K. Polyushkin, A.J. Molina-Mendoza et al., Ultrafast machine vision with 2D material neural network image sensors. Nature 579(7797), 62–66 (2020). https://doi.org/10.1038/s41586-020-2038-x
N. Mounet, M. Gibertini, P. Schwaller, D. Campi, A. Merkys et al., Two-dimensional materials from high-throughput computational exfoliation of experimentally known compounds. Nat. Nanotechnol. 13(3), 246–252 (2018). https://doi.org/10.1038/s41565-017-0035-5
Y. Luo, S. Zhang, H. Pan, S. Xiao, Z. Guo et al., Unsaturated single atoms on monolayer transition metal dichalcogenides for ultrafast hydrogen evolution. ACS Nano 14(1), 767–776 (2020). https://doi.org/10.1021/acsnano.9b07763
M. Graf, M. Lihter, M. Thakur, V. Georgiou, J. Topolancik et al., Fabrication and practical applications of molybdenum disulfide nanopores. Nat. Protoc. 14(4), 1130–1168 (2019). https://doi.org/10.1038/s41596-019-0131-0
A.Y. Lu, H. Zhu, J. Xiao, C.P. Chuu, Y. Han et al., Janus monolayers of transition metal dichalcogenides. Nat. Nanotechnol. 12(8), 744–749 (2017). https://doi.org/10.1038/nnano.2017.100
Y. Luo, L. Tang, U. Khan, Q. Yu, H.M. Cheng et al., Morphology and surface chemistry engineering toward ph-universal catalysts for hydrogen evolution at high current density. Nat. Commun. 10(1), 269 (2019). https://doi.org/10.1038/s41467-018-07792-9
C. Zhang, Y. Luo, J. Tan, Q. Yu, F. Yang et al., High-throughput production of cheap mineral-based two-dimensional electrocatalysts for high-current-density hydrogen evolution. Nat. Commun. 11(1), 3724 (2020). https://doi.org/10.1038/s41467-020-17121-8
Y. Wang, C. Jian, W. Hong, W. Liu, Nonlayered 2D ultrathin molybdenum nitride synthesized through the ammonolysis of 2D molybdenum dioxide. Chem. Commun. 57(2), 223–226 (2021). https://doi.org/10.1039/d0cc07065c
X.B. Zou, H.K. Liang, Y. Li, Y.C. Zou, F. Tian et al., 2D Bi2O2Te semiconductor with single-crystal native oxide layer. Adv. Funct. Mater. 33(18), 2213807 (2023). https://doi.org/10.1002/adfm.202213807
Y. Zhang, J. Yu, R. Zhu, M. Wang, C. Tan et al., A single-crystalline native dielectric for two-dimensional semiconductors with an equivalent oxide thickness below 0.5 nm. Nat. Electron. 5(10), 643–649 (2022). https://doi.org/10.1038/s41928-022-00824-9
B. Liu, Y. Ma, A. Zhang, L. Chen, A.N. Abbas et al., High-performance WSe2 field-effect transistors via controlled formation of in-plane heterojunctions. ACS Nano 10(5), 5153–5160 (2016). https://doi.org/10.1021/acsnano.6b00527
N. Syed, A. Zavabeti, J.Z. Ou, M. Mohiuddin, N. Pillai et al., Printing two-dimensional gallium phosphate out of liquid metal. Nat. Commun. 9(1), 3618 (2018). https://doi.org/10.1038/s41467-018-06124-1
R. Kappera, D. Voiry, S.E. Yalcin, W. Jen, M. Acerce et al., Metallic 1t phase source/drain electrodes for field effect transistors from chemical vapor deposited MoS2. APL Mater. (2014). https://doi.org/10.1063/1.4896077
Y. Ma, B. Liu, A. Zhang, L. Chen, M. Fathi et al., Reversible semiconducting-to-metallic phase transition in chemical vapor deposition grown monolayer WSe2 and applications for devices. ACS Nano 9(7), 7383–7391 (2015). https://doi.org/10.1021/acsnano.5b02399
Y. Gong, H. Yuan, C.L. Wu, P. Tang, S.Z. Yang et al., Spatially controlled doping of two-dimensional SnS2 through intercalation for electronics. Nat. Nanotechnol. 13(4), 294–299 (2018). https://doi.org/10.1038/s41565-018-0069-3
Y. Luo, X. Li, X. Cai, X. Zou, F. Kang et al., Two-dimensional MoS2 confined Co(OH)2 electrocatalysts for hydrogen evolution in alkaline electrolytes. ACS Nano 12(5), 4565–4573 (2018). https://doi.org/10.1021/acsnano.8b00942
R. Zhang, Y. Zhang, Q. Zhang, H. Xie, W. Qian et al., Growth of half-meter long carbon nanotubes based on schulz–flory distribution. ACS Nano 7(7), 6156–6161 (2013). https://doi.org/10.1021/nn401995z
P.J. Wang, D.R. Yang, X.D. Pi, Toward wafer-scale production of 2D transition metal chalcogenides. Adv. Electron. Mater. (2021). https://doi.org/10.1002/aelm.202100278
J.-K. Huang, Y. Wan, J. Shi, J. Zhang, Z. Wang et al., High-κ perovskite membranes as insulators for two-dimensional transistors. Nature 605(7909), 262–267 (2022). https://doi.org/10.1038/s41586-022-04588-2
A.J. Yang, K. Han, K. Huang, C. Ye, W. Wen et al., Van der waals integration of high-κ perovskite oxides and two-dimensional semiconductors. Nat. Electron. 5(4), 233–240 (2022). https://doi.org/10.1038/s41928-022-00753-7
K. Liu, B. Jin, W. Han, X. Chen, P. Gong et al., Scalable integration of hybrid high-κ dielectric materials on two-dimensional semiconductors with a van der waals interface. Nat. Electron. 4(12), 906–913 (2021). https://doi.org/10.1038/s41928-021-00683-w
S. Puebla, T. Pucher, V. Rouco, G. Sanchez-Santolino, Y. Xie et al., Combining freestanding ferroelectric perovskite oxides with two-dimensional semiconductors for high performance transistors. Nano Lett. 22, 7457–7466 (2022). https://doi.org/10.1021/acs.nanolett.2c02395
T. Jin, J. Mao, J. Gao, C. Han, K.P. Loh et al., Ferroelectrics-integrated two-dimensional devices toward next-generation electronics. ACS Nano 16(9), 13595–13611 (2022). https://doi.org/10.1021/acsnano.2c07281
K.H. Kim, S. Oh, M.M.A. Fiagbenu, J. Zheng, P. Musavigharavi et al., Scalable cmos back-end-of-line-compatible alscn/two-dimensional channel ferroelectric field-effect transistors. Nat. Nanotechnol. (2023). https://doi.org/10.1038/s41565-023-01399-y
C. Tan, M. Yu, J. Tang, X. Gao, Y. Yin et al., 2D fin field-effect transistors integrated with epitaxial high-k gate oxide. Nature 616(7955), 66–72 (2023). https://doi.org/10.1038/s41586-023-05797-z
T. Tu, Y. Zhang, T. Li, J. Yu, L. Liu et al., Uniform high-k amorphous native oxide synthesized by oxygen plasma for top-gated transistors. Nano Lett. 20(10), 7469–7475 (2020). https://doi.org/10.1021/acs.nanolett.0c02951
S.J. Yun, D.L. Duong, D.M. Ha, K. Singh, T.L. Phan et al., Ferromagnetic order at room temperature in monolayer WSe2 semiconductor via vanadium dopant. Adv. Sci. 7(9), 1903076 (2020). https://doi.org/10.1002/advs.201903076
X. Jiang, X. Hu, J. Bian, K. Zhang, L. Chen et al., Ferroelectric field-effect transistors based on WSe2/CuInP2S6 heterostructures for memory applications. ACS Appl. Electron. Mater. 3(11), 4711–4717 (2021). https://doi.org/10.1021/acsaelm.1c00492
C. Wang, L. You, D. Cobden, J. Wang, Towards two-dimensional van der waals ferroelectrics. Nat. Mater. 22(5), 542–552 (2023). https://doi.org/10.1038/s41563-022-01422-y
M. Wu, Z. Lou, C.M. Dai, T. Wang, J. Wang et al., Achieving ferroelectricity in a centrosymmetric high-performance semiconductor by strain engineering. Adv. Mater. (2023). https://doi.org/10.1002/adma.202300450
Q. Yang, J. Hu, Y.W. Fang, Y. Jia, R. Yang et al., Ferroelectricity in layered bismuth oxide down to 1 nanometer. Science 379(6638), 1218–1224 (2023). https://doi.org/10.1126/science.abm5134
M. Wu, Two-dimensional van der waals ferroelectrics: scientific and technological opportunities. ACS Nano 15(6), 9229–9237 (2021). https://doi.org/10.1021/acsnano.0c08483
T. Ahmed, S. Kuriakose, S. Abbas, M.J.S. Spencer, M.A. Rahman et al., Multifunctional optoelectronics via harnessing defects in layered black phosphorus. Adv. Funct. Mater. 29(39), 1901991 (2019). https://doi.org/10.1002/adfm.201901991
Y. Liu, Y. Huang, X. Duan, Van der waals integration before and beyond two-dimensional materials. Nature 567(7748), 323–333 (2019). https://doi.org/10.1038/s41586-019-1013-x
Acknowledgements
We acknowledge support from the National Natural Science Foundation of China (Nos. 52202044 and 52302190) and Suzhou Science and Technology Program for Industrial Prospect and Key technology (No. SYC2022018). We also acknowledge Prof. Wenjun Chen at Foshan University for the help of Figure 1 and Mr. Junyang Tan at Tsinghua University for the discussion of the outline of this review paper.
Funding
Open access funding provided by Shanghai Jiao Tong University.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no conflict of interest. They have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this review paper.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Tang, L., Zou, J. p-Type Two-Dimensional Semiconductors: From Materials Preparation to Electronic Applications. Nano-Micro Lett. 15, 230 (2023). https://doi.org/10.1007/s40820-023-01211-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40820-023-01211-5