
Abstract
The torsion number of drawn fine high carbon steel wires was measured through torsion testing. The angles between the scratches on the tested wire surface and its longitudinal axis were measured. The shear strain calculated from torsion number γt, shear strain at fractured point γf, and plastic shear strain γpc were evaluated. The following results were obtained. First, the shear strain distribution homogenized; further, torsion number per unit length N, γt, and γpc increased when decreasing the difference between γf and γpc where γpc subtracted from γf (=Δγfpc) > 0. Second, the external factors caused non-uniform shear strain distribution and reduction from the potential maximum shear strain, even for the wire that was hardly affected by the internal factors. The difference of shear strain non-uniformity caused a variation in reduction from the potential maximum shear strain. The internal factors included non-uniform microstructure and existence of inclusions and voids. The external factors were caused by the testing machine and setting of the sample. The potential maximum shear strain was obtained when the effects of internal and external factors were inhibited. Finally, two evaluation methods of the potential maximum shear strain were suggested. One method identifies a sample with a small Δγfpc, and a large γpc where Δγfpc > 0. This sample can be regarded as having the closest strain to the potential maximum shear strain. The other method determines γpc when Δγfpc is closest to 0. This value can be interpreted as plastic strain of the potential maximum shear strain.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
For lighter industrial material, smaller electron devices and highly-functional materials, fabrication of high strength wire is required. Recently, high carbon steel wires with a diameter of 0.02 mm and a tensile strength of 7000 MPa were experimentally fabricated on a laboratory scale [1] by wire drawing process which is used to manufacture most of the metal wires. The ductility of the wires decreases while the wires become stronger through this process. The evaluation of ductility is vital because the decrease in ductility is problematic when drawing the wire to make a finer and stronger wire. The authors have studied the wire-drawing method to improve the ductility of drawn high carbon steel wires [2,3,4] and established a simple and reliable method of measuring the ductility of a fine metal wire, acquired from tensile testing [5]. However, the ductility is also evaluated by the torsion testing method because metal wires are often used to be twisted. In the torsion testing, the wire is twisted until it fractures. The number of turns until the wire fractures is called the torsion number, and it is used to calculate shear strain on the surface of the wire (circumferential shear strain). The torsional formability is evaluated based on the torsion number and fracture morphology. For the high carbon steel wire, the fracture morphology is categorized in two types. One is the cross-sectional fractured surface with a smooth, flat aspect. The other is delamination, characterized by the longitudinal splitting at the wire surface during the early stages of plastic torsional deformation [6]. The cross-sectional fractured surface is generally understood as shear fracture. Compared to the torque-angle curve of the wire with a cross-sectional fractured surface, the applied torque decreases in the early stages of the torsion testing of a delaminated wire [7].
Several researchers have focused on delamination and have proposed different mechanisms associated with this morphological type [6,7,8,9,10]. For example, Bae et al. reported that an array of voids adjacent to globular cementite particles would constitute one of the possible origins of the process of delamination and proposed the site for crack propagation [8]. Lefever et al. indicated that small voids (microcracks) were found within shear bands and that larger defects were present at the shear band intersections. Lefever et al. also reported that these defects constituted the origin of delamination [9]. In this way, some researchers have suggested that the inner defects of the wire attributed to the origin of delamination. Conversely, Tanaka et al. stated that delamination was a shear fracture which was generated by the concentration of local deformation during the torsion testing [10]. Lee et al. presented that the increase in temperature during the wire drawing process promoted the occurrence of delamination. Hence, an isothermal pass schedule during the wire drawing process was effective in preventing delamination [6]. Shimizu et al. explained that the occurrence of delamination depended on the parameter K, which was determined according to the fiber texture, morphology of the ferrite layer, strain aging, and residual stress. Thus, the decrease in the volume fraction of the ferrite phase and the lamellar spacing, and the changes from the circular fiber texture, were helpful in preventing delamination [7].
Conversely, the torsion number is evaluated as a torsional property of a drawn wire in manufacturing sites; however, a high dispersion exists in the number [11]. There are few studies on torsional deformation and the torsion number. Suzuki et al. reported that the wire twisted uniformly along the longitudinal direction at the beginning of the torsion testing. Subsequently, the wire began to twist non-uniformly along the longitudinal direction after the spacing of the straight line, drawn along the longitudinal direction of the wire in advance, and reached a certain value [12]. According to the aforementioned work [12], it is expected that clarifying the torsional deformation along the longitudinal direction of the wire could provide a reason for the variation in the torsion number. The factors of non-uniform deformation are predicted as follows. For a wire with a diameter of more than 1 mm, non-uniform deformation in longitudinal direction is because of internal factors, such as the deviation of microstructure in longitudinal direction and existence of remarkable inclusions and voids. Contrarily, for a fine wire with a scale of several tens to several hundred-μm, it is probable that non-uniform deformation is because of both internal and external factors. The external factors are caused by the testing machine and setting of the sample, such as the slight divergence between the chucked wire axis and rotational axis of the torsion testing machine, and slipping in the chuck. They cannot be detected visually. It is predicted that the torsion number cannot be accurately measured because of external factors, even for the wire with uniform microstructure in the longitudinal direction. The shear strain of the wire, which is hardly affected by the internal and external factors, is defined as ‘potential maximum shear strain’. A method for measuring potential maximum shear strain is required. Therefore, there are two objectives of this study. First is to clarify the phenomena of torsional deformation along the longitudinal direction of a fine wire, the relationship between torsional deformation in the longitudinal direction and torsion number, and the substance of torsion number variation. Second is to propose methods that evaluate the potential maximum shear strain of the wire.
Experimental Procedures
Starting Materials
The starting materials were patented pearlitic steel wires with a diameter of 0.444 mm and were comprised of 0.98% carbon, provided by Nippon Steel SG Wire Co., Ltd. The chemical compositions of the wires, as represented in Table 1, were measured based on Japanese Industrial Standards (JIS) G1211 [13], G1212 [14], and G1258 [15]. These refer to the quantitative analysis of C, Si, and other elements, respectively.
Wire Drawing
In this study, the definitions of the areal reduction for one pass Ren and the back-stress ratio αBTn were same as those definitions in our previous study, as shown in equations (1) and (2). The parameter Sn is the sectional area of the wire. The parameter σBTn is the back stress applied to the wire. The parameter σTSn-1 is the tensile strength of the wire. The subscript n means pass number.
In this study, the wires were drawn under low back tension condition which indicated 1 N for wires with a diameter larger than 0.296 mm and 0.5 N for wires smaller than this diameter.
A wet-type non-slip type drawing machine (Factory Automation Electronics Inc., D3ULT-5D), in which wire can be drawn continually in five passes, was used in this study. The wires of diameter 0.444 mm were drawn to 0.060 mm under an areal reduction Re of 14% and a back-stress ratio αBT of 5%. The die half-angle was 7° and the bearing length was 30% of the internal diameter of the die. The lubricant was mineral oil (Adeka Chemical Supply Cop., AFCO LUBE AL-590A). The final drawing speed was 500 m/min. The total drawing strain εn was calculated according to the relation 2ln(d0/dn). The symbol dn represents the diameter of the wire. After several passes, wire pieces for the torsion testing were obtained. After the wire-drawing process was completed, the diameters of the wires were measured with a laser interferometer (Zumbach Electronics AG., DU600-RO-OL).
Torsion Testing
The diameters of the tested wire pieces were 0.060, 0.077, 0.097, 0.141, 0.209, 0.296, and 0.444 mm, as listed in Table 2. A wire was placed along the center line of the sandwich-type grippers and was chucked by driving a screw, as shown in Fig. 1(a). The chuck distance between the grippers L ranged from 1.8 to 42.6. The ratio of the chuck distance between the grippers L to the diameter of the wire d (L/d) ranged from 18.7 to 362 including 100 and 200. JIS G3522 [16] and the standards of International Organization for Standardization (ISO) 7800 [17] recommends that the torsion testing is performed under L/d of 100 and 200, respectively. The cross-sectional circular shape of the wire held between the grippers was maintained. The grippers were put into the pins of a torsion testing machine (Fuji Testing Machine Co., FJ-TOP), and were fixed by driving a screw. Subsequently, the wire was rotated in a specific direction around its longitudinal axis. The rotational speed was 10 rpm. Figure 1(b) shows an electric circuit representing a simple and equivalent model of the electrical structures of the torsion testing machine. The wire acted as a switch in the circuit. The flow of current allowed the motor to rotate, thereby, rotating the wire on its axis. After the wire fractured, the rotation of the motor stopped because the circuit was broken. The torsion number until the wire fractured Nt was measured by the digital counter, rounded to the second decimal place. The circumferential shear strain, which is referred to as ‘the shear strain calculated from torsion number γt’, was calculated using Nt, d and L geometrically, as shown in equation (3). The shear strain calculated from torsion number γt represents the average value of the shear strain in the longitudinal direction.

Schemas of (a) the torsion testing machine without a torque cell and photograph of the grippers, (b) equivalent electric circuit model of the electrical structures of the torsion testing machine in (a), and (c) the torsion testing machine with a torque cell
Moreover, intermediate tests were performed for the wires with a diameter of 0.060 mm. The torsion tests stopped when the numbers of turns measured by the digital counter reached 10, 20, and 30. Furthermore, torsion testing was performed with wires that had diameters of 0.077 mm, using a torsion testing machine (Fuji Testing Machine Co., FTW-500mN) with a torque cell. The torque T applied to the wire and rotation angle Φ during the torsion testing were measured.
Observation of Wires through SEM
A piece of carbon tape was placed on the stage of scanning electron microscope (SEM). The as-drawn wire and the test pieces (fractured wires) were placed on the carbon tape so that the fractured points protruded 2–3 mm from the edge of the tape. The surfaces near the fracture point of the test pieces were observed through SEM (Hitachi Ltd., S2150).
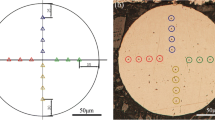
Moreover, an aluminum foil, on which spaced lines were drawn at 1 mm intervals with a ball-point pen, was attached to the SEM stage. The test pieces were placed on the carbon tape on the SEM stage. The surface of the long specimen was observed at 1 mm intervals. The surface of the short specimen was observed at 0.5 mm intervals.
Results
SEM Images of Specimens
Figure 2 shows examples of the sides of the (a) as-drawn wire and test pieces near the (b)–(c) chucked part, (d) middle part, and (e)–(f) fractured part. Figure 2(a) and (d) show that the diameters of the as-drawn wire and test pieces were 61.9 μm and 61.3 μm, respectively, based on the diameter evaluation method using the SEM images [5]. The difference in the wire diameters before and after the torsion testing was negligible. The shear strain calculated from torsion number γt was 0.74 and 0.75 for the wires whose fractured parts were shown in Fig. 2(e) and (f), respectively. Numerous lines including the scratches on the side of a typical test piece, which were formed when the wire went through the die (as indicated in Fig. 2(a)), are shown to fit the function y = arctan x with regard to the radial (x) and longitudinal directions (y), respectively, as indicated in Fig. 2(d). This was because the scratches on the side of the three-dimensional wire were projected onto two dimensions.

Examples of SEM images of sides of (a) the as-drawn high carbon steel wire and test pieces (b)–(c) near the chucked part, (d) middle part, and (e)–(f) near the fractured part. Fracture morphology (e) and (f) represent the cross-sectional fracture and delamination, respectively. The shear strain calculated from torsion number γt was 0.74 and 0.75 for the wires shown in (e) and (f), respectively
Torsion Number
Figure 3 shows an example of the torque T–rotation angle Φ diagram. The increment of torque against angle when the angle was smaller than approximately 1200 was larger than the increment when the angle was larger than approximately 1200. The difference in the elastic and plastic deformations was clearly shown in these plots. Figure 4 shows the torsion number per unit length N (=Nt/L) as a function of the inverse of the diameter of the wire d−1. The range of torsion number per unit length N was large. The maximum N increased with increasing inverse of the diameter of the wire d−1 for each diameter wire. For the wires with a diameter of 0.077 mm, approximately 10% of the test pieces underwent delamination fractures. Others fractured with the cross-sectional fracture. For the wires with a diameter of 0.060 mm, approximately half of the test pieces underwent delamination fractures, while others fractured with the cross-sectional fracture. In this study, the torsion numbers per unit length N for the test pieces that underwent delamination were not necessarily smaller than those of the test pieces with the cross-sectional fracture, though Lee et al. reported that the torsion number Nt of the wire which underwent delamination was smaller than the torsion number of the wire which underwent a cross-sectional fracture [6]. Furthermore, the percentage of the number of wires which fractured in the middle between grippers to the total number of wires was 52.8%.

Example of torque T –rotation angle Φ diagram of a drawn high carbon steel wire with a diameter of 0.077 mm under the chuck distance between grippers L of 24.22. The torsion number Nt, torsion number per unit length N and shear strain calculated from torsion number γt were 108.7, 4.5, and 0.83, respectively

Torsion number per unit length N as a function of the inverse of the high carbon steel wire diameter d−1. The white and gray plots represent cross-sectional fracture and delamination, respectively. The circle and triangle plots indicate that the wire fractured in the middle between grippers and at the edge of the chucked part for the wires with a diameter of 0.060 mm. The square plots belong to the wires with diameters of 0.077, 0.097, 0.141, 0.209, 0.296, and 0.444 mm. These plots cannot be used to distinguish between cross-sectional fracture and delamination. The star plot indicates the torsion number per unit length N into which the potential maximum shear strain was converted
Discussion
Definition of the Edge of the Chucked Part
The part that was chucked with the grippers did not remain the round section which was formed in wire drawing process. Figure 5(a) is the same as Fig. 2(c) and shows the side of the specimen near the chucked part. The boundary between the maintained round section and the deformed section was illustrated in Fig. 5(b). The slope of the scratches on the surface of the wire which was twisted was larger than that in the chucked part, as shown in Fig. 5(c). Therefore, the position of the top of the curve, as illustrated in Fig. 5(c), was defined as the edge of the chucked part.

Examples of SEM images of the sides of the tested and chucked part (a) without and (b) with the guide curve (dashed curve) of the boundary between the maintained round section and the deformed section, and (c) at higher magnification. The straight and short dashed lines were drawn along the directions of the scratches on the surface of the tested part and chucked part, respectively. The straight line drawn in the chucked part was drawn to compare the angle between the scratch line and the longitudinal direction
Calculation of Shear Strain from SEM Image
A straight line lA was drawn along one side of the outline of the wire on the SEM image, as shown in Fig. 6(a-1). The other straight line lB parallel to lA was drawn along the outline of the other side. The straight center line lC was drawn directly in the middle between lines lA and lB. Near the center of the wire, the straight line lD was drawn along one of the scratch lines on the surface. The intersection point of lines lC and lD was defined as point O. The intersection of line lC and the line lE which passed through O was defined as point A. The intersection of the lines lB and lD was defined as point B. The distances between O and A and between A and B are referred to as w and h, respectively. Therefore, ‘shear strain measured from SEM image γ’ was calculated according to equation (4). In particular, ‘shear strain measured from the SEM image at the fractured point γf’ was calculated in accord with equation (5) by drawing the straight lines lAf, lBf, lCf, lDf, and lEf, as shown in Fig. 6(a-2). The parameters wf and hf are the distacnces between O and A and between A and B for the fractured part shown in Fig. 6(a-2). In the same way, shear strain was calculated at fractured point for the wire of which the torsional deformation concentrated on fractured point as shown in Fig. 6(b). The shear strain measured from the SEM image γ and the shear strain measured from the SEM image at the fractured point γf were abbreviated as ‘measured shear strain γ’ and ‘shear strain at fractured point γf’, respectively. They represent the local values of the shear strain in the longitudinal direction.

Examples of SEM images of the sides of (a-1) the middle and (a-2) fractured parts (shown in Fig. 2 (d) and (e), respectively) of which the wire twisted uniformly in longitudinal direction, and (b) the fractured part of the wire of which the torsional deformation concentrated on the fractured point. The shear strain was calculated using the parameters h and w. Auxiliary lines lA, lB, lC, lD, and lE were drawn to measure h and w. Auxiliary lines lAf, lBf, lCf, lDf, and lEf were drawn to measure hf and wf
Comparison of Local and Average Information of Shear Strain
Figure 7 shows the shear strain calculated from torsion number γt as a function of the shear strain at fractured point γf for the wire with a diameter of 0.060 mm. The plots colored in white and gray present the shear strains of the wire with a cross-sectional fracture and delamination, respectively. The circular and triangular plots indicate that the wire was fractured in the middle between the grippers and at the edge of the chucked parts, respectively. Some plots were close to the dashed line, indicating that γt = γf; while others were far from the line. These data suggest that the shear strain is independent of fracture morphology and position.

Shear strain calculated from the torsion number γt based on shear strain measured from the SEM image at fractured point γf for the drawn high carbon steel wires with diameter of 0.060 mm. The white and gray plots indicate cross-sectional fracture and delamination, respectively. The circle and triangle plots indicate that the wire was fractured in the middle between the grippers and at the edge of chucked parts, respectively. The black dashed and solid lines indicate that γt = γf and γt = 1.15γf, respectively. The arrows indicate the samples whose shear strain distribution are shown in Fig. 8. The star plot indicates the shear strains calculated from torsion number γt and measured from SEM image at fractured part γf into which the potential maximum shear strain was converted
Shear Strain Distribution
Figure 8 shows the shear strain distributions in the longitudinal direction for the wire, whose plots are close to and far from the dashed line and indicated by the arrows in Fig. 7. The horizontal and vertical axes show dimensionless chuck distance L* and measured shear strain γ, respectively. The dimensionless chuck distance L* is the ratio of the distance between one chuck edge and measured point to the chuck distance. The difference of shear strain between the vicinity of the fractured part and other part varied with samples. The shear strain near the fractured part was higher than that in the other part. Comparing the samples that were near and far from the dashed line, γt = γf in Fig. 7, i.e., the samples with small and large differences between shear strain calculated from the torsion number γt and shear strain at fractured point γf, the following tendency was obtained. The samples with small difference between shear strain at fractured point γf and measured shear strain γ had uniform shear strain distribution in the longitudinal direction. For all plots, the shear strain calculated from the torsion number γt was slightly larger than measured shear strain γ.

Shear strain distributions in the longitudinal direction of the drawn high carbon steel wires with a diameter of 0.060 mm. The horizontal and vertical axes represent dimensionless chuck distance L* and the shear strain measured from the SEM image γ, respectively. The solid and dashed lines indicate the shear strain calculated from torsion number γt and integrated plastic shear strain γpi calculated by integrating distribution, respectively. The dot-dash line represents the fractured position
Since the measured shear strain γ was local information, the integrated value of the shear strain distribution shown in Fig. 8 was calculated. The following tendency was also obtained; the shear strain distribution homogenized as the difference between the shear strain at the fractured point γf and integrated value of shear strain distribution decreased. In addition, the shear strain calculated from torsion number γt was larger than the integrated value of the shear strain distribution. This is because the integrated value of the shear strain distribution evaluated plastic shear strain only, while the shear strain calculated from torsion number γt evaluated the total shear strain, i.e., both elastic and plastic shear strains. The integrated value of shear strain distribution is referred to as the ‘integrated plastic share strain γpi’.
Figure 9 shows the relationship between integrated plastic shear strain γpi and the shear strain calculated from torsion number γt for the wires that shear strain distribution was measured. The difference between the shear strain calculated from torsion number γt, and integrated plastic shear strain γpi, i.e., the gap between solid and dashed lines in Fig. 9, increased with increasing shear strain calculated from torsion number γt. Thus, the difference corresponds to elastic shear strain γe. An increase in difference γe with increasing γpi is caused by work hardening. Assuming that γt = γpi + γe, and γe was a function of γt, γt would be expressed by a function, γt = aγpi. Symbol a is a coefficient, which was assumed as 1.15 in this study.

Relationship between the integrated plastic shear strain γpi and shear strain calculated from torsion number γt. The circle and square plots indicate the samples shown in Fig. 8 and results of intermediated tests, respectively. The straight line, γt = 1.15γpi, was calculated using the least-squares method
Relationship between Torsional Deformation in Longitudinal and Local-Average Shear Strain
Figure 10 shows the shear strain calculated from the torsion number γt and difference Δγft (= γf – γt) between the shear strain at the fractured point and the shear strain calculated from the torsion number. The straight line shows that γt = aγf i.e., Δγft = (1/a − 1)γt. Coefficient a in this study was 1.15, as mentioned in the previous section. Assuming that the wire fractured with slight local deformation even when the wire was deformed uniformly in longitudinal direction just before it fractured, the shear strain at the fractured point γf was larger than the integrated plastic shear strain γpi. Thus, the relationship between γt and γf was explained as γt < aγf. According to the relation, γt < 1.15γf, the shear strain calculated from torsion number γt increased by decreasing difference Δγft in the range that Δγft > −0.13γt.

Relationship between the shear strain calculated from torsion number γt and shear strains difference Δγft (= γf − γt) (the difference between the shear strain measured from the SEM image at fracture point γf and shear strain calculated from torsion number γt) for the drawn high carbon steel wires with a diameter of 0.060 mm. The straight line indicates the relationship, Δγft = (1/a − 1)γt. Coefficient a was 1.15, which was calculated by the least-squares method in Fig. 9. The sample with γt of 0.73, which is represented by a black plot, was interpreted as the sample with the closest shear strain to the potential maximum shear strain
For the samples in which shear strain distribution was not measured, the plastic shear strain was calculated using the relationship, γt = 1.15γpi, as illustrated in Fig. 9. The plastic shear strain was referred as ‘the calculated plastic shear strain’ and represented as γpc because γpc was not calculated by integrating the shear strain distribution. Figure 11 shows the relationship between the calculated plastic shear strain γpc and difference Δγfpc (= γf − γpc) between the shear strain at the fractured point and calculated plastic shear strain. As mentioned in the previous paragraph, the relationship, γf > γpi, was satisfied because the wire that was deformed uniformly in the longitudinal direction fractured with slight local deformation. Thus, the relationships, γf > γpc and Δγfpc > 0, were also satisfied. The calculated plastic shear strain γpc, increased by decreasing difference Δγfpc in the range of Δγfpc > 0.

Relationship between calculated plastic shear strain γpc and shear strains difference Δγfpc (= γf − γpc) (difference between the shear strain measured from the SEM images at fracture point γf and calculated plastic shear strain γpc) for the drawn high carbon steel wires with a diameter of 0.060 mm. The plastic shear strain γpc was calculated using the approximation, γt = 1.15γpi. The sample with γpc of 0.64, which is represented by a black plot, was interpreted as the sample that had the closest shear strain to the potential maximum shear strain. The dashed line, Δγfpc = −0.98γpc + 0.75, was calculated using the least-squares method. The potential maximum shear strain was approximately 0.76
Assuming that the meanings of the integrated plastic shear strain γpi and calculated plastic shear strain γpc were the same, and using the results shown in Figs. 8 and 11, the following is explained: the shear strain distribution homogenizes, and the calculated plastic shear strain γpc, increases by decreasing difference Δγfpc in the range that Δγfpc > 0. According to the relation shown in Fig. 9, γt = aγpi, the relationship between the torsional deformation in the longitudinal direction and average value of shear strain is explained as follows. The uniform shear strain distribution results in a large torsion number per unit length N, shear strain calculated from torsion number γt, and plastic shear strain (integrated/calculated plastic shear strain γpi and γpc).
Evaluation of the Potential Maximum Shear Strain
As mentioned in Introduction, non-uniform deformation results from internal and external factors. If the wire had internal factors, their effects would have been detected, such as the wire fractures during wire drawing, and low value of other mechanical properties or their variation would have been shown. However, the wires in this study could be drawn without rapturing. The significant value of variation of tensile strength, uniform elongation, and reduction of area were not observed [2,3,4,5]. Thus, it is interpreted that external factors mainly caused non-uniform shear strain distribution. Therefore, the wires used in this study can be regarded as not being affected by internal factors. The potential maximum shear strain, which is obtained by excluding the effect of external factors, can be evaluated as follows:
The sample wire with the smallest Δγft in the range of Δγft > (1/a − 1)γt and the largest γt, i.e., the sample wire with the smallest Δγfpc in the range of Δγfpc > 0 and the largest γpc, is interpreted as the sample that has the closest shear strain to the potential maximum shear strain. In this study, the sample, with γt = 0.73 and γpc = 0.64, is interpreted as having the closest shear strain to the potential maximum shear strain. Conversely, since both shear strains at fractured point γf and calculated plastic shear strain γpc are plastic, γpc when Δγfpc is closest to 0 is interpreted as the plastic strain of the potential maximum shear strain. The relationship between difference Δγfpc and γpc was calculated using the least-squares method. The approximation was Δγfpc = −0.98γpc + 0.75. Thus, the plastic shear strain of the potential maximum shear strain was estimated to be approximately 0.76.
When the plastic strain of the potential maximum shear strain was 0.76, the torsion number per unit length N and shear strain calculated from the torsion number γt into which the plastic maximum shear strain was converted were 6.3 and 0.88, respectively. These values were represented by the star plots in Figs. 4 and 7, respectively. Except for the wire fractured at the chucked edge, the results obtained in this study were smaller than the potential maximum shear strain. The reduction exhibited a large variation. The diameters of wires in this study ranged from 0.060 to 0.444 mm, and the wires were fine. The external factors caused by the testing machine and setting of the sample were significantly small since we could not specify the factors visually. Thus, the relationship among the external factors, non-uniform shear strain distribution, and reduction amount from the potential maximum shear strain was not clarified quantitatively. However, the following relation can be expected: the external factors can cause non-uniform shear strain distribution and results in a reduction of shear strain from the potential maximum shear strain. Moreover, the difference of non-uniformity of shear strain distribution causes the variation of the reduction from the potential maximum shear strain. Consequently, the torsion number has been recognized as mechanical properties with large variation, but practically, the reduction from the potential maximum shear strain varies.
Effect of Chuck Distance between Grippers
Figure 12 presents the relationship between the ratio of the chuck distance between the grippers to wire diameter L/d and shear strain at the fractured point γf, and the relationship between L/d and difference Δγfpc. All plots represent the results of samples with cross-sectional fracture and fractures in the middle between the grippers. The black circle plot shows the sample with the closest shear strain to the potential maximum shear strain. There was no relationship between the chuck distance between grippers L and shear strain at fractured point γf. In contrast, Δγfpc was conspicuous when L/d was smaller than 100 and larger than 300. Thus, we recommend that the chuck distance between grippers L should range from 100 to 200 based on the results in this study and the conditions described in the JIS and ISO standards.

Relationships between the ratio of chuck distance to wire diameter L/d and shear strain measured from the SEM image at fractured point γf, and between L/d and shear strains difference Δγfpc (= γf − γpc) (difference between the shear strain measured from the SEM images at fractured point γf and plastic shear strain γpc). The black circle plot shows the sample that has the closest shear strain to the potential maximum shear strain
Conclusion
This study clarified the torsional deformation in the longitudinal direction of a wire, the relationship between torsional deformation and torsion number, and the substance of torsion number variation. Furthermore, we proposed a method to evaluate the potential maximum shear strain, i.e., the shear strain of the wire that was hardly affected by internal and external factors. The internal factors included non-uniform microstructures and existence of inclusions and voids, while the external factors were caused by testing machine and setting of the sample.
-
1)
By decreasing the difference between the shear strain at the fractured point γf and calculated plastic shear strain γpc, in the range that γpc subtracted from γf was larger than 0, the shear strain distribution homogenized, whereas the torsion number per unit length N, shear strain calculated from torsion number γt, and the plastic shear strain γpc increased.
-
2)
The external factors cause non-uniform shear strain distribution even for the wire that is hardly affected by internal factors. The difference in degree of non-uniform shear strain in the longitudinal direction causes the variation of reduction from potential maximum shear strain.
-
3)
The potential maximum shear strain is evaluated by the following two methods even if the wire is affected by external factors:
-
i)
Identify a sample with a small difference between the shear strain at the fractured point γf and calculated plastic shear strain γpc, and a large calculated plastic shear strain γpc. The sample has the closest shear strain to potential maximum shear strain.
-
ii)
Determine the calculated plastic shear strain γpc when the plastic shear strain γpc subtracted from shear strain at the fractured point γf is closest to 0. This value can be interpreted as the plastic strain of the potential maximum shear strain.
Data Availability
The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations.
Abbreviations
- ISO:
-
International Organization for Standardization
- JIS:
-
Japanese Industrial Standards
- SEM:
-
Scanning Electron Microscope
- a :
-
Coefficient of a function: γt = aγpi
- d :
-
Diameter of the wire [mm]
- h :
-
Distance between the intersections; intersection A of the straight line (lA) along the outline of the wire and the straight line (lE) vertical to the center line (lC) and intersection B of the straight line (lA) along the outline of the wire and the straight line (lB) along the scratch line of the wire surface through the intersection O of lC and lE on SEM image [μm]
- h f :
-
Distance between the intersections; intersection A of the straight line (lAf) along the outline of the wire and the straight line (lEf) vertical to the center line (lCf) and intersection B of the straight line (lAf) along the outline of the wire and the straight line (lBf) along the scratch line of the wire surface through the intersection O of lCf and lEf on SEM image at the fractured part [μm]
- L :
-
Chuck distance between grippers [mm]
- L*:
-
Dimensionless chuck distance
- N :
-
Torsion number per unit length (= Nt/L) [mm−1]
- N t :
-
Torsion number until the wire fractures
- R e :
-
Areal reduction for one pass [%]
- S :
-
Sectional area of the wire [mm2]
- T :
-
Torque applied to the wire during torsion testing [mN·m]
- w :
-
Distance between the center line of the wire and the straight line along the outline of the wire on SEM image [μm]
- w f :
-
Distance between the center line of the wire and the straight line along the outline of the wire on SEM image at fractured part [μm]
- α BT :
-
Back-stress ratio (= σBT / σTS×100) [%]
- Δγ ft :
-
Difference between shear strain measured from SEM image at fractured point γf and shear strain calculated from torsion number γt (= γf − γt)
- Δγ fpc :
-
Difference between shear strain measured from SEM image at fractured point γf and calculated plastic shear strain γpc (= γf − γpc)
- ε :
-
Total drawing strain
- Φ :
-
Rotation angle during torsion testing [°]
- γ :
-
Shear strain measured from SEM image (Measured shear strain)
- γ e :
-
Elastic shear strain
- γ f :
-
Shear strain measured from SEM image at fractured point (Shear strain at fractured point)
- γ pc :
-
Calculated plastic shear strain
- γ pi :
-
Integrated plastic shear strain
- γ t :
-
Shear strain calculated from torsion number
- σ BT :
-
Back stress applied to the wire during wire drawing [MPa]
- σ TS :
-
Tensile strength of the wire [MPa]
- n :
-
Pass number of wire drawing
References
Li Y, Raabe D, Herbig M, Choi PP, Goto S, Kostka A, Yarita H, Borchers C, Kirchheim R (2014) Segregation stabilizes nanocrystalline bulk steel with near theoretical strength. Phys Rev Lett 113:106104
Gondo S, Suzuki S, Asakawa M, Takemoto K, Tashima K, Kajino S (2015) Improvement of the limit of drawing a fine high-carbon steel wire by decreasing back tension. Conf Proc 85th Annu Conv WAI
Gondo S, Suzuki S, Asakawa M, Takemoto K, Tashima K, Kajino S (2016) Improvement of ductility with maintaining strength of drawn high carbon steel wire. Key Eng Mater 716:32–38
Gondo S, Tanemura R, Suzuki S, Kajino S, Asakawa M, Takemoto K, Tashima K (2019) Microstructures and mechanical properties of fiber textures forming mesoscale structure of drawn fine high carbon steel wire. Mater Sci Eng A 747:255–264
Gondo S, Suzuki S, Asakawa M, Takemoto K, Tashima K, Kajino S (2018) Establishing a simple and reliable method of measuring ductility of fine metal wire. Int J Mech Mater Eng 13:5. https://doi.org/10.1186/s40712-018-0091-0
Lee SK, Ko DC, Kim BM (2009) Pass schedule of wire drawing process to prevent delamination for high strength steel cord wire. Mater Des 30:2919–2927
Shimizu K, Kawabe N (2002) Fracture mechanics aspects of delamination occurrence in high-carbon steel wire, Wire J Int March 2002: 88–97
Bae CM, Nam JW, Lee CS (1996) Effect of interlamellar spacing on the delamination of pearlitic steel wires. Scr Mater 35:641–646
Lefever I, Haene UD, Raemdonck WV, Aernoudt E, Houtte PV, Sevillano JG (1998) Modeling of the delamination of high strength steel wire. Wire J Int November 1998:90–95
Tanaka M, Saito H, Yasumaru M, Higashida K (2016) Nature of delamination cracks in pearlitic steels. Scr Mater 112:32–36
Suzuki H, Kiuchi M (1966) On torsion test of high carbon steel wires (1st report). J Jpn Soc Technol Plast 7:464–474 in Japanese
Suzuki H (1967) Senzai no nenkaisiken nitsuite. Seisan Kenkyu 19:55–64 in Japanese
JIS G1211 (1995) Iron and steel - Determination of carbon content-, Japanese Industrial Standards Committee
JIS G1212 (1997) Iron and steel – Methods for determination of silicon content. Japanese Industrial Standards Committee
JIS G1258 (2007) Iron and steel – ICP atomic emission spectrometric method-, Japanese Industrial Standards Committee
JIS G3522 (2014) Piano wires, Japanese Industrial Standards Committee
ISO 7800 (2012) Metallic materials – Wire – Simple torsion test. International Organization for Standardization
Acknowledgements
This work was supported by JSPS Grant-in-Aid for JSPS Research Fellow Grant Number 16 J11098. We would also like to express our gratitude to Nippon Steel SG Wire Co., Ltd. for providing the materials and for the permission to use a torsion testing machine.
Funding
This work was supported by JSPS Grant-in-Aid for JSPS Research Fellow Grant Number 16 J11098.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of Interest/Competing Interests
None.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gondo, S., Akamine, H., Mitsui, R. et al. Method for Evaluating Potential Maximum Shear Strain for a Fine Metal Wire in Torsion Testing. Exp Tech 45, 25–35 (2021). https://doi.org/10.1007/s40799-020-00397-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40799-020-00397-2