
Abstract
Energy audits directly provided the industrial sector with reduced energy costs and avoided emissions. Still, they also lead to far-reaching indirect and induced local, regional, and national benefits. This paper aims to present the techno-economic-environmental analysis to achieve decarbonization through implementing industrial energy efficiency at micro and macro levels. An integrated techno-economic-environmental methodology is developed. Case studies of micro-level carbon reduction efforts through industrial energy efficiency technologies are presented. The broader macroeconomic and environmental effects of technology on society are analyzed using data from 206 energy audits of industrial compressed air systems conducted over 13 years. The impacts show that energy-efficient improvements lead to direct cost savings for manufacturers, boost economic activity across sectors, and affect carbon dioxide emissions both short-term and long-term in the region. Given their extensive benefits, energy audits significantly influence policymaking. We devised a methodology to link micro-level energy audit data with macroeconomic and environmental analyses to quantify these cascading benefits. The economic scenario analysis shows that $228 M has been saved from direct industrial energy savings from implementing all compressed air recommendations in the studied periods and the region. In addition, the investment made through manufacturers would create 2,025 jobs and $383 M annually, cascading regional economic impacts. The environmental analysis shows that the regional manufacturers have directly avoided about 2.8 M metric tons of carbon dioxide emissions.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The energy crisis of the 1970s was a pivotal event in the history of industrial manufacturing in America. A spike in oil prices, natural gas shortages, and electrical utility monopolization caused this crisis [1]. The pressure of the situation landed on manufacturers to decrease energy consumption and carbon emissions [2, 3]. To resolve such a crisis, the government created policies and programs to start the shift to cleaner manufacturing [4]. One of these programs is the United States Department of Energy’s (US-DOE) Industrial Assessment Center (IAC). The IACs provide a framework for implementing energy assessment recommendations (ARs) to save energy through industrial energy efficiency principles. Such a framework allows facilities to see the long-term benefits of the implementations since it may be daunting to make such an investment without knowing the return [5]. There are also programs to help cover the costs of implementing ARs through energy efficiency rebates and other incentives [6]. However, a study showed that industrial energy audit programs are one of the most effective tools to reduce industrial energy use, which can identify savings of about 20% [7]. Through energy audits, the industry is provided with knowledgeable information and calculations about energy efficiency measures, enabling it to invest in savings opportunities and increase its energy efficiency [8, 9]. Energy audits also educate employees on the importance of energy efficiency, which initiates positive change, not just in energy savings [10]. This leads to widespread knowledge about energy efficiency, and such induced effects can be observed in company culture, the economy, the environment, and the population at large [11]. Therefore, improving energy efficiency leads to improvements in other areas, which is important for states with lots of manufacturing [12]. In the United States, Ohio is a prime example of this, as its economy is powered by manufacturing, with 17% of the state’s GDP coming from the manufacturing industry. Nationally, regionally, and locally, the benefits of supporting energy-efficient practices in manufacturing can be seen at all levels and in all sectors [13]. This research focuses on industrial facilities because it is the largest energy consumer, making up more than 30% of the total in those categories [14]. Compressed air systems (CAS) are vital to manufacturers but consume much of their total energy.
As a result of literature reviews, no studies investigated the macroeconomic impacts of CAS investment at the regional and community level. Our study distinctively explores the economic and environmental impacts of energy efficiency assessments, uniquely applied at both technological and societal scales, through an integrated macro-economic model. It harnesses rich, real-world data from industrial energy-efficient CAS systems, collected via our specialized energy assessment services over the last ten years. Our primary objective is to showcase the multifaceted benefits of industrial energy efficiency from diverse angles, including energy engineering, energy auditing schemes, and broad macro-economic impacts. This research provides essential foundational insights for subsequent studies aimed at enhancing and scaling industrial energy efficiency measures to secure expansive environmental and economic gains.
Section 2 reviews the state-of-the-art technical research, Sect. 3 summarizes the methodology adopted for this paper, and Sect. 4 shows the example of the micro-level carbon reduction efforts through industrial energy efficiency technologies. Lastly, Sect. 5 demonstrates the broader macroeconomic and environmental impacts of technology implementations on society.
2 Literature Reviews
Within manufacturing, approximately 70% of companies utilize compressed air systems (CAS), accounting for 10–20% of all energy use in U.S. industrial manufacturing [15, 16]. Implementation of ARs that are focused on CAS can lead to savings of 20–50% [17,18,19]. CAS is often inefficiently used in many industrial manufacturing processes [20]. In implementing energy-efficient measures to CAS, facilities could shave a large percentage of their utility bills each year while reducing their environmental impact. A plethora of research focused on the technical development of the energy efficiency improvement of CAS and their potential impacts on equipment. A research stated that reducing a compressor’s discharge pressure is cost-effective and has a quick return on investment [21]. Many facilities have a higher pressure setpoint than needed because of safety factors, lack of knowledge, or not realizing the impact of the setpoint on the system [22]. A research found that ensuring a stable pressure not only lowers energy consumption but also helps to maintain reliable production quantity and quality [23]. In CAS, leaks contribute to a large amount of wasted energy; the US-DOE approximates that 20–30% of a compressor’s output can be wasted because of leaks in the system [24, 25]. Not only are these leaks a huge waste of energy, but they can also lead to other problems in the system. Such problems could be unstable system pressure, malfunctions, and increased equipment run time [26]. A human may locate leaks without equipment by listening for and following the ‘hiss’ sound of air leaking out of small holes commonly found in joints, elbows, and equipment extensions [27]. However, ultrasonic leak detectors can detect levels of sounds that are too quiet for a human to hear [26]. The research found that by using such methods to find and repair leaks periodically, an acceptable leakage rate can be met, and savings can be near 40–50% of original energy consumption [28]. Many other factors influence the efficiency of a CAS. A research found that having proper maintenance of any system will lead to the reliability and longevity of the system [29]. Another way to decrease compressed air usage is to use a colder outdoor air supply for air compressors [30]. This reduces compressor work since compressing colder air is easier than warm air [31]. A research confirmed that the compressor size should match the compressed air demand for the facility [32]. An oversized compressor creates unneeded energy usage, but facilities may be tempted to do this to account for future expansions or safety factors. If a facility has multiple compressors, it is important to stage them to optimize efficiency. A study found that depending on the number of compressors and the modulation method of each compressor, certain compressors can be shut off, the modulation method can be changed, or the order can be switched around to account for the needed demand at any time [33]. Many studies confirmed the effectiveness of a variable speed drive (VSD) as a modulation method for compressors [33,34,35,36]. A VSD will automatically match the demanded load level, along with smooth starting, high reliability, and a longer compressor life [37]. Airstreams from an open tube will have a lower velocity because of the larger discharge area. This air stream can be amplified by having a smaller discharge area, provided by the air-saver nozzle, while increasing exit velocity and a more direct stream. A study found that utilizing air-saver nozzles can reduce energy consumption in applications by 30–60% [15]. Many other researchers introduced ways to increase the energy efficiency of CAS through the improvement of ancillary equipment, such as upgrading the performance of drying [38, 39], filter substitution [40, 41], and installing extra air storage [42]. Recovering heat from compression and utilizing it for the other parts of the industrial process is also a great way of saving energy for CAS [43, 44]. Some researchers found non-energy benefits of EE-CAS, such as reduced cost of overhauling, lubrication along with increased productivity, and an improved work environment [45, 46].
Despite ARs leading to substantial savings, some companies still hesitate to implement them. Such barriers may include a long payback period for the project, lack of information regarding the specifics of the implementation, limited funding, inaccurate cost estimates, and standardized inventories [47]. Misunderstanding where the savings of the purchase come from will lead to unintentionally not implementing the AR and, therefore, not seeing the savings from it [48]. To avoid this, the auditor needs to understand the company's internal process and provide realistic recommendations for their facility [49]. While barriers associated with implementation costs may exist, programs and policies are in place to assist and encourage companies to adopt energy-efficient practices [50]. A recent study found that implementing energy-efficient lighting could have increased by 40% if utility rebates in the region were given [51]. The state of Ohio in the U.S. currently has 81 programs available [52]. Another research study found that rebate programs directly support manufacturers, service providers, the local economy, and other upstream industries [53]. By shifting their focus from short-term gains to long-term sustainable development, sustainability becomes part of a company’s culture [54].
While previous studies [55, 49] have examined the broader economic impacts of industrial energy efficiency measures, none have utilized Environmentally Extended Input–Output Analysis to comprehensively assess the systemic economic, environmental, and societal impacts of these measures. In addition, while numerous studies have explored the technical feasibility of the CAS system as investigated in this literature review, our work uniquely addresses the broader systematic impact of CAS energy efficiency improvements on macroeconomic and societal levels, an area previously unexplored in existing research.
3 Methodology
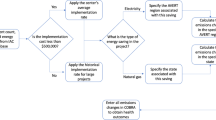
Figure 1 shows the framework of this study. The first step of the framework is the energy audit. This research investigates audits conducted at 206 participating manufacturing facilities between 2008 and 2021, performed by the University of Dayton Industrial Assessment Center. Historical EE-CAS ARs collected. Of the 503 total compressed air recommendations, 359 were focused on the operations category, and the other 144 were focused on the hardware category. Energy savings in the micro-factory levels are calculated and collected for all industries audited, and various investment costs for CAS implementations, such as material, equipment, and labor, are quantified. These values are assigned to corresponding economic sectors for the macroeconomic analysis. The regional economic input–output (EIO) analysis was adopted to estimate the direct, indirect, and induced economic impacts of implementing EE-CAS in the region. Direct impacts accrued from the direct manufacture of new equipment required to implement EE-CAS. Indirect impacts are generated from the supply chain impacts associated with manufacturing the CAS system or associated service industry activities. Induced impacts result from increased incomes, which are spent directly and indirectly on the community. Equation 1 is the main formula that captures the cascading economic impacts of CAS investment throughout various economic sectors. A plethora of research is performed to model economic systems with the EIO, it is not the scope of this paper to discuss in detail the specifications of EIO.
where i is the economic sectors, \({\Delta X}_{i}\) is the total industry output change ($), A is unitless industry transaction matrix, and \({\Delta y}_{i}\) is increased final demand ($) caused by the CAS investment throughout the regional economic sectors. Total economy-wide environmental impacts of EE-CAS implementation can be found using Eq. 2 which is the backbone of the Environmentally Extended Input Output Analysis (EEIO) [56, 57].
where i is industry sectors, \({R}_{CO2}\) is the CO2 intensity of each sector, amount of emission per dollar production. The EIO analysis examines three scenarios. The first scenario will be the impact of current CAS in the region; only implemented ARs will be used in this analysis. The second scenario will be the current technical potential of EE-CAS in the region; all ARs, implemented or not, will be used in this analysis. Lastly, the third scenario will be the total technical potential of EE-CAS in the future for the region.

Overall framework of the methodology
4 Micro-level Facility Impacts of EE-CAS Implementation
This section introduces a streamlined version of EE-CAS recommendations to showcase the micro facility-level economic and environmental impacts of the CAS implementation. Table 1 lists some common assessment recommendations (ARs). The recommendations for CAS are split into two categories: hardware and operation; hardware ARs focus on equipment changes, and operation ARs focus on adjustments to the current process. Due to the page limit, we were unable to include all 14 ARs. Instead, we featured a streamlined version of the calculation for each of the six selected ARs in this section. Our objective was to highlight the high-impact CAS ARs that we frequently encounter, choosing those that are particularly popular due to their higher return on investment and shorter payback periods. This selection aims to give readers a representative insight into the most effective and impactful ARs. All the data presented in this study has been collected directly using equipment for energy audits or provided by facility energy managers during the assessment. Additionally, we have analyzed the baseline energy consumption of each manufacturer using robust statistical and analytical methods developed by the UD-IAC.
4.1 Hardware: Install Compressor Air Intakes in the Coolest Locations
During the visit to a manufacturing plant, the audit team noticed that the air compressors were compressing hot air. The compressors were rejecting heat to the facility but were located near the plant boilers, giving off a large amount of waste heat. Therefore, the compressors were compressing hot air. Compressors must work harder to compress this hot air because air expands at higher temperatures. Cooler air is easier to compress, resulting in energy, cost, and emission savings. Assuming polytropic expansion, this relationship reduces to one of the absolute temperatures of the intake air. This relationship can be found using Eq. 3.
where β is the fractional savings, α high is the power draw at high temp, α low is the power draw at low temp, τhigh is the average compressor inlet temp, and τ low is the average outdoor temp.
The audit team recommended installing ductwork to supply outdoor air to the air compressors. This will allow the air compressors to compress the cooler outdoor air rather than the warm air from the plant boilers. With fractional savings of 3.7% for this facility, the annual savings associated with this AR are listed in Table 2. Overall, implementing this AR resulted in an annual cost savings of $2,801 and reduced carbon dioxide emissions by 36 tonnes annually.
4.2 Hardware: Upgrade Controls on Compressors
The audit team also identified two distinct periods of compressor operation. The first period was during normal weekday production hours, and the other was during weekend non-production hours. Figure 2 shows the current draw of the compressors during both periods. During normal weekday production hours Fig. 2a, the main compressor, compressor #1, spent most of the time fully loaded, compressor #2 loaded and unloaded regularly, and compressors #3 and #4 spent most of the time unloaded. In general, the lead compressor should be the primary source of compressed air, and the backups should be turned on and supply air only when the lead compressor cannot meet the plant’s air demand. Therefore, for production hours, compressors #1 and #2 should be loaded, and compressors #2 and #3 should be shut off. During normal weekend non-production hours Fig. 2b, compressor #1 spent most of the time fully loaded, while the other compressors were either unloaded or turned off. For this low-use period, compressor #1 can handle an entire load of compressed air demand. As such, the other three air compressors should be turned off. However, only compressors #2 and #4 were shut off. Therefore, compressor #3 should also be shut off during this time.

Compressor current draw over six-hours
All of the air compressors were set to similar activation pressures. Since air compressors operate at their highest efficiency when fully loaded, staging the activation pressures too closely will cause the compressors to work against each other. To ensure the backup air compressors do not unnecessarily load, it may be advisable to lower the load activation pressure of each backup air compressor in order of compressor capacity. Figure 3 shows a typical staging pattern for four air compressors. The audit team recommended improving the controls on the air compressors so that they are properly staged and not working against each other. This may involve decreasing the load activation pressure of the backup compressors. Compressor #1 should have an activation pressure between 100–110 psig (when visited, all compressors were at this range), compressor #2 should be between 95–105 psig, compressor #3 should be between 90–100 psig, and compressor #4 should be between 85–95 psig.

Traditional staging with set point control
Therefore, the audit team recommended that compressor #2 should be loaded, and compressors #3 and #4 should be shut off during normal weekday production hours. Also, the audit team recommended shutting off compressor #3 during normal weekend non-production hours. Table 3 lists the annual savings associated with this AR. Since most of the compressed air usage occurs during production hours, improving the staging controls for this time period is where most of the savings come from, resulting in $13,277. However, improving the staging controls for non-production hours also has significant savings of $2,375, making the total savings $15,652 annually while reducing carbon dioxide emissions by 138 tonnes annually.
4.3 Hardware: Use / Purchase Optimum Sized Compressors
Additional compressors consisted of one 30-hp compressor and two 50-hp compressors (main compressors), used to compress air for product blow-off, vacuum machines, and air jets. The 30-hp compressor operated as the trim compressor in load/unload control. A trim compressor is a supplement to the main compressor. The 30-hp compressor was often used and was very old, resulting in frequent maintenance issues. Figure 4 displays the different efficiencies at part-load operation for the different control types. Load/unload control is more efficient than modulation control, but the fraction power at zero-load for a compressor operating in load/unload is still about 50%. A variable frequency drive (VFD) is the most efficient way to control at partial. A VFD compressor motor slows down or speeds up to meet plant air demand. Therefore, a VFD can achieve the constant pressure output of modulation mode with maximum energy savings at low loads, and it has a higher part load efficiency, meaning that it uses less power at part-load than a load/unload compressor.

Part-load efficiencies by compressed air control type
Switching to a new VFD compressor would also provide more reliability since there were many maintenance issues with the current compressor. Thus, installing a 30-hp VFD compressor would result in more reliable operation and energy, carbon dioxide emissions, and cost savings. Table 4 lists the annual savings associated with this AR.
4.4 Operations: Reduce the Operating Pressure of Compressed Air to the Minimum Required
The audit team noticed that the plant was continuously served by an additional constant speed 150-hp compressor and a variable speed 75-hp compressor. The compressors operated in modulation, meaning that the constant speed 150-hp compressor worked as the main compressor to provide the facility with 115 psig compressed air. The variable speed 75-hp compressor operated as trim, meaning that when the main compressor could not meet the pressure setpoint, this variable speed compressor began to load. The highest pressure of compressed air needed in the plant was 90 psig. To account for line loss, the pressure setpoint must be slightly higher (approximately 10 psig) than the highest pressure of compressed air. Line loss is the pressure lost inside a CAS, commonly through leaks in the line providing compressed air.
The cost penalty for operating at high system pressures is found using fractional savings. This calculation is shown in Eq. 4, which relates the high and low discharge pressures to the inlet air pressure to find the associated savings with lowering the pressure.
where β is the fractional savings, λ2high is the high discharge pressure, λ 2low is the reduced discharge pressure, λ1 is the inlet air pressure, and η is the isentropic expansion of air constant, which is 0.2857.
The audit team recommended lowering the pressure setpoint of compressed air from 115 to 100 psig. Lowering the operating pressure of the compressors resulted in energy, cost, and carbon dioxide emission savings. Implementing this recommendation would allow the air compressors to operate at a sufficient pressure level while being more energy efficient. With the fractional savings of 7.5%, the annual savings associated with this compressed air pressure reduction are listed in Table 5. Annually, the facility would save $6,841 and reduce its carbon dioxide emissions by 91 tonnes.
4.5 Operations: Eliminate Leaks in Inert Gas and Compressed Air Lines/Valves
The air compressor leaks comprise up to 30% of the typical load in plants. In discussion with the facility personnel, a conservative 15% of compressed air was estimated to leak. Leaks in the CAS increase the compressor’s load, resulting in excess energy consumption. The audit team recommended purchasing an ultrasonic leak detector, which greatly aids in detecting compressed air leaks. Ultrasonic leak detectors are available for purchase and range from $300 to $1,000.
In order to calculate the average compressed air consumption of the compressors, the average power draw must be calculated first. Equations 5 and 6 show the calculations for each of these, estimating the amount of compressed air savings from checking for and fixing leaks.
where α avg is the average power draw, ν is the voltage, δ is the current, ζ is the phase, ε is the power factor, θ avg is the average consumption, and ω is compressed air output [58].
Leaks were estimated to account for 15% of the load, and savings estimated that 50% of the leaks would be fixed. With the recommendation of establishing a monthly preventative maintenance program to identify and fix compressed air leaks, the associated energy, cost, and carbon dioxide emissions savings are shown in Table 6. With the cost savings of $9,940, the simple payback for purchasing an ultrasonic leak detector is relatively small, making this AR more desirable to the facility. The facility would also reduce carbon dioxide emissions by 165 tonnes per year.
4.6 Operations: Eliminate or Reduce Compressed Air Usage
The facility had forty blow-off guns that utilized compressed air to blow off parts. The blow-off gun consisted of a short pipe with a quarter-inch diameter opening at the end. Because of this large opening in the blow-off gun, the compressed air discharged is not focused, and a large volume is wasted. Air-saver nozzles work by entraining surrounding air into the air stream and can amplify the compressed airflow up to 25 times. Thus, air-saver nozzles achieve an air flow and cooling capacity greater than straight tube nozzles with significantly less compressed air. In addition, air saver nozzles meet all Occupational Safety and Health Administration (OSHA) requirements for compressed air guns and blow-offs, whereas open pipes may not meet OSHA requirements. One type of air-saver nozzle is the Venturi nozzle. Figure 5 shows the benefits of installing such a nozzle, such as an amplified flow rate and a more direct streamlining of air coming out. As it is illustrated, an input of 10 cfm of air into a tube with no nozzle only amplifies the flow to 40 cfm (4 times). But, with a Venturi nozzle on the end of the tube, with the same input of 10 cfm of air into the tube, the flow is now amplified 25 times to be 250 cfm. Not only is the flow amplified much greater with the Venturi nozzle, but the output air is also more direct than with no nozzle, allowing the user to get the job done more efficiently.

Comparison of applications with no nozzle vs. with Venturi nozzle
The average compressed air consumption was found using Eq. 7, which is then used to calculate the reduction in compressed air from using the air saver nozzles, shown in Eq. 8. In order to calculate the savings, the current usage must be found, which then allows for the proper reduction in usage to be calculated.
where σ is the average CA consumption, ω is the nozzle diameter, λ is pressure, μ is the average number of blow-off guns in operation at any time, φ is the reduction in compressed air, and θ is the total number of blow-off guns. Installing air-saver nozzles would cause the facility to consume less compressed air, resulting in energy, carbon dioxide emissions, and cost savings. The audit team recommended installing air-saver nozzles on all 40 blow-off guns. With a calculated compressed air reduction of 82 scfm, the facility would save $7,962 annually while reducing its carbon dioxide emission by 91 tonnes yearly. Table 7 lists the annual savings associated with this AR.
5 Broader Macroeconomic-environmental-societal Impacts of EE-CAS Implementation
This section presents the results of the macroeconomic impact of implementing EE CAS. Specifically focusing on 206 audited facilities in Ohio, 503 CAS recommendations were made. 203 of these recommendations were implemented, thus resulting in an overall implementation rate of 40.4%. The timeframe of the data assessed is between 2008 and 2021. Table 8 summarizes the total costs, energy savings, and the avoided CO2 emission directly from the industries after implementing the EE-CAS. The implementation costs include labor and material costs. Hardware ARs focus on equipment changes such as installations and upgrades. Operation ARs focus on adjustments to the current process, such as removing equipment and reducing or eliminating usage. The total implementation cost is found by combining the total labor and material costs, resulting in a total implementation cost of approximately $3 M if all 503 ARs were implemented.
Table 9 lists the allocated monetary values on the five economic sectors associated with the CAS implementation for economic input–output analysis. The inputs are the industries involved in implementing ARs and the associated investment or implementation costs for the ARs. The implementation of CAS ARs was narrowed down to focus on 5 main industries, of which 2 were labor related and the other 3 were material related. Of the total 503 CAS ARs in this analysis, the implementation of each AR was able to be assigned to one, or two, possible industries. For example, if an AR included buying new equipment and installing it, the investment was split into two industries, with one responsible for the manufacturing of the equipment/parts and the other being responsible for the labor of installing the equipment/parts. Scenario 1 is the case of 203 implemented UD-IAC CAS recommendations. Scenario 2 is the case of all 503 CAS recommendations implemented. Scenario 3 is when all Ohio manufacturing facilities implement EE-CAS.
Figure 6 displays a reduced version of the monetary impacts on 546 economic sectors for scenario 3. The horizontal axis indicates selected economic sectors. Not all 546 sectors appear due to the space limit. The sectors have been filtered on the graph to only display those with a total economic impact greater than $1 M. The vertical axis indicates the monetary impact (USD). The total direct economic impact is $205 M. Three industries with the largest direct economic impacts are industrial machinery and equipment repair and maintenance, industrial valve manufacturing, and air compressor manufacturing. It is logical that the economic activities of these three sectors saw a direct increase due to the enhanced production capabilities of the equipment and CAS system, which resulted from the energy efficiency improvements achieved through ARs. The total indirect economic impact is $76 M. The three industries with the largest indirect economic impacts are the management of companies and enterprises, wholesale (machinery, equipment, and supplies), and wholesale (other durable goods and merchant wholesalers). These examples represent economic sectors that supply parts and equipment to the three direct sectors outlined above. Their production levels subsequently increase in response to the heightened production or maintenance of the energy-efficient CAS system. The total induced economic impact is $101 M. The three industries with the largest induced economic impacts are dwellings, hospitals, and insurance sectors. Induced economic impacts reflect the ripple effect of increased cash flow throughout communities, as the income earned is distributed across society. For instance, with the expansion of the CAS system, companies that have directly and indirectly increased their production distribute their enhanced profits by hiring additional staff or offering higher compensation to their current employees. These employees, in turn, inject more money into the community by engaging in various economic activities, such as spending on entertainment, education, and housing, and many others.

Overall economic impacts of selected industry sectors
Figure 7 shows a breakdown by percentage of the selected top industries influenced by the implementation of EE-CAS. This graph does not display dollar amounts as in Fig. 6. Instead, its purpose is to illustrate the percentage distribution of the economic impact on a specific sector, categorized into direct, indirect, and induced impacts. This analysis is to offer insight into how improvements in CAS affect various economic sectors through cascading impacts. This information is valuable for policymakers and investors as they prioritize and assess the effects of different industrial energy efficiency investments. The highest directly impacted industries were the construction of new manufacturing structures (NAICS: 238220), industrial controls manufacturing (NAICS: 334512), air compressor manufacturing (NAICS: 333912), industrial machinery and equipment repair and maintenance (NAICS: 236210), and industrial valve manufacturing (NAICS: 332911). Three of these industries are involved with substantial investments into manufacturing associated with parts of compressed air recommendations; the other two industries are associated with substantial investments into the labor required for implementing compressed air recommendations. The industry sectors highly impacted indirectly were wholesale, management, and transportation. Sectors that advanced from induced impacts include restaurants (full-service and limited-service), owner-occupied dwellings, hospitals, offices of physicians, and tenant-occupied housing. These sectors are mildly impacted; due to increased job security, more individuals can eat out at restaurants, have access to health care, and can afford to buy/invest in real estate.

Percentile breakdown of selected economic sectors' contribution to direct, indirect, and induced economic impacts
Many EE-CAS improvements involve the installation of new equipment or a change in operation. Therefore, there will be an initial spike in the economy-wide emissions in the year of the implementation due to increased direct, indirect, and induced economic activity. Figure 8 displays carbon dioxide emission generated for scenario 3 when EE-CAS investments were implemented in 2008. The horizontal axis shows some names of the economic sectors, but not all sectors appear due to the limited space. The vertical axis shows the amount of carbon dioxide emissions (tonne) generated by the increased economic activities from each sector. The three sectors with the largest direct environmental impacts are the construction of new manufacturing structures, air compressor manufacturing, and industrial valve manufacturing. These three sectors deal with implementing CAS improvements, so it is logical that these implementations would directly add emissions to these sectors through increased economic activity. The three sectors with the largest indirect and induced environmental impacts are electric power transmission and distribution, electric power generation (fossil fuel), and truck transportation. The overall carbon dioxide emission generated is 30,431 tonnes of generated carbon dioxide emissions. Of these, 1,572 tonnes are from direct emissions, 16,118 tonnes are from indirect emissions, and 12,741 tonnes are from induced emissions. The key insight from Fig. 8 is that reducing industrial energy consumption through EE-CAS improvements initially leads to a temporary, economy-wide increase in CO2 emissions due to heightened production and service activities across all economic sectors.

Overall environmental impacts of selected industry sectors
Figure 9 shows the economy-wide industrial sector emissions for Ohio each year (red dots) compared to the total Ohio emissions after the implementation of ARs from energy audits in each year from 2008–2020 (green bars). Each green bar shows the total number of emissions for Ohio, taking into account the base Ohio emissions and subtracting the emissions avoided over the years, accrued from the cumulative implementation of CAS system improvements each year. It’s important to note that a significant drop in Ohio industrial emissions in 2009 can be observed due to a devastating global economic collapse, often referred to as The Great Recession. As a result, many businesses suffered to stay alive or keep production numbers up, along with high unemployment. Because of this, decreased emissions were recorded in 2009 [59]. From this graph, it can be observed that if all CAS system improvements were implemented each year, Ohio would be able to significantly reduce their emissions. It is critical for Ohio (or any state/organization) to increase their implementation of improvements, and continue to do this over the years, in order to take full advantage of the savings that CAS systems provide.

Industrial emissions in Ohio compared to cumulative avoided emissions from audits
Figure 10 compares the economy-wide carbon dioxide emissions before and after implementing EE-CAS. The “before” values were gathered from historic data detailing industrial carbon dioxide emissions in Ohio for each year studied in this research [60]. The “after” values were calculated by taking these base numbers for each year, adding carbon dioxide emissions generated each year from implementing audit ARs, and subtracting avoided carbon dioxide emissions from implemented audit ARs of each year. The avoided carbon dioxide emissions presented in this graph are cumulative for each year, meaning that the avoided emissions in 2008 are solely the avoided emissions from the 2008 audits, while the avoided emissions in 2020 are the total of all avoided emissions from 2008–2020 audits. From this, it is seen that the total economy-wide carbon dioxide emissions decrease each year and rise to 8% by the end of the period examined. The percentage reduction in each year is calculated by taking the after value divided by the before value. The reduction steadily increases each year, meaning more emissions are avoided every year. The emissions avoided by energy savings outweigh emissions added by increased economic activities. While there may be an initial increase in emissions, long-term avoided emissions make the implementation pay off economically and environmentally. Once the transition period into the new equipment and/or operation is completed, avoided emissions will be experienced and make up for the generated emissions.

Ohio industrial CO2 emissions before and after implementing EE-CAS
Figure 11 displays the projected impacts for the three scenarios. It also depicts the estimated avoided carbon dioxide emissions from these three scenarios. As a reminder, S1 is the actual implemented ARs at the audited facilities, S2 is if all the ARs were implemented at the audited facilities, and scenario 3 is if all Ohio manufacturers implemented all of these ARs. As shown, 2.8 M tonnes of carbon dioxide would be avoided for S3 which is equivalent to the annual emissions generated from 354,430 houses. All three scenario recommendations significantly reduced carbon dioxide emissions. With the overall potential emissions generated being 30,431 tonnes and overall potential emissions avoided being 354,430 tonnes, it is clear that implementing EE-CAS will pay off economically and environmentally.

Comparison of implementation cost, direct energy savings, and avoided emissions
Figure 12 compares the cascading economic impacts of implementing the EE-CAS recommendations. The value of the impacts increases with each consequential scenario. This shows that expanding industrial energy efficiency will not stop at the facility level; the impacts will continue to grow and be seen on a larger level. Subsequently, it shows that the impact of scenario 3 would create 2,025 jobs. In the input–output analysis, a combination of models and extensive datasets are used to calculate employment impacts. Primary components include 1) an input–output model, 2) a social accounting matrix, and regional economic data. An input–output model describes the flow of goods and services within an economy. It shows how output from one industry serves as input to another and how these interactions lead to output, including employment. The model captures the local economic structures and interactions. Social Accounting Matrix (SAM) provides a more detailed representation of the flow of payments across an economy. It includes all economic transactions from households, government entities, and industries. The SAM is crucial for capturing induced effects, the economic impact resulting from the re-spending of incomes earned in direct and indirect activities. In addition, detailed regional economic data is utilized, such as U.S. Census Bureau data from the Economic Census and County Business Patterns, which provide detailed industry-specific information. Employment and wage data from the Quarterly Census of Employment and Wages and Occupational Employment Statistics under the Bureau of Labor Statistics (BLS) is utilized. Regional income and product account data stem from the U.S. Bureau of Economic Analysis (BEA). In addition, economic multipliers are derived from the I-O model and SAM, tailored to Ohio. Multipliers can vary significantly based on regional economic conditions and the interconnectedness of industries within that region. Different types of multipliers exist for output, income, and employment, reflecting how economic activities resonate through the economy. Further information on how to estimate job creation can be found in many macroeconomic textbooks regarding input–output methodology and SAM methodology.

Comparison of cascading economic impacts
6 Conclusions
This study employed data gathered from 503 ARs regarding industrial CAS in Ohio facilities and evaluated the impact of industrial energy audits at micro and macro levels. Over the 13 years, Ohio manufacturers have saved around $1 M in energy costs from implementing EE-CAS ARs provided by UD-IAC. We showcased some streamlined versions of the engineering analysis to account for potential dollar savings, simple payback periods, and avoided carbon emissions. All the investment dollars made by industries for implementing EE-CAS were allocated to the corresponding NAICS economic sectors to quantify the implementation's direct, indirect, and induced impacts.
Of 206 audited manufacturers in Ohio, an implementation rate of 40.4% was achieved with compressed air system recommendations. If a 100% implementation rate of all 503 CAS recommendations were achieved, the audited manufacturers would save $3.4 M. If all Ohio manufacturers implemented EE-CAS, annual savings of about $228 M would be achieved. The total economic impact (direct, indirect, and induced) of implementing compressed air system recommendations is $383 M annually. This number shows that implementing energy efficiency in manufacturing causes widespread economic benefits.
In addition, the overall potential emissions generated from implementing CAS improvement was 30,431 tonnes, while the overall potential emissions avoided was 354,430 tonnes; therefore, it is clear that implementing EE-CAS will pay off, both economically and environmentally. Information like this enables companies to implement recommendations for their benefit and society’s larger economic and environmental benefit. Through these results, it is seen that encouraging sustainable CAS has the ability to impact society at both micro and macro levels.
The purpose of an energy audit is deeper than providing basic recommendations; ARs must be facility-specific in order to provide the most accurate energy and cost savings calculations. This also provides increased information to the facility personnel, avoiding miscommunication between the audit and implementation of ARs. Effective follow-up post-audit is necessary for this to occur. Providing information specific to each audited facility makes the translation of information efficient. An example is for the auditor to use the same metrics as the facility personnel, so there are no necessary conversions where misinformation may occur.
The studied 206 manufacturers represent only about 3% of manufacturers in Ohio. The impacts would be significantly greater if the program could cover a larger range of facilities. Implementing ARs has been hard to achieve because many facilities are uncertain about implementing recommendations because of existing barriers. The main barriers are a long payback period for the project, lack of information regarding the specifics of the implementation, limited access to capital, inaccurate cost estimates, and standardized inventories. To eliminate the barriers to adopting energy efficiency, programs, and policies, such as rebates and incentives, have been created to assist and encourage companies to invest in these practices. To provide more benefits to SMEs, governments can devise utility-incentivized programs.
It’s critical for these programs to be used, as increased implementation rates have been proven with access to these programs. Rebate programs provide monetary assistance to companies trying to implement energy-efficient practices to overcome the burden of large implementation costs. Rebate and incentive programs can range from local electric providers to statewide or federal energy initiatives. Not only do these programs allow for economic benefits to the direct industries associated with the implementation of ARs, but economic benefits are also seen by other industries that do not have a direct association with the implementation of ARs. Because many governments worldwide steadily recognize the need for sustainability and the climate crisis, there is no better time than now for manufacturers to invest in energy efficiency. While the rush to reach net-zero carbon emissions may be ambitious, it is achievable through the correct actions and will benefit all citizens. This will require federal, state, and city leadership support, technological innovations, and societal efforts at all levels.
Our key findings are highly relevant to the environmental, social, and governance (ESG). First, the maximum environmental potential would result in a significant reduction in carbon dioxide emissions (354,430 metric tons) in Ohio. If all Ohio manufacturers implemented EE-CAS, annual savings of about $228 M would be achieved. The total economic impact (direct, indirect, and induced) of implementing compressed air system recommendations is $383 M annually. This number shows that implementing EE-CAS in manufacturing causes widespread economic benefits as well. This reduction aligns with environmental sustainability goals. Second, our results showed the potential of creating more than 2,025 jobs in Ohio. Job creation can have a positive social impact by improving employment opportunities and contributing to the economic well-being of the community. This aligns with the social sustainability component of ESG. Third, while our study doesn't explicitly discuss governance aspects, we touched on the economic analysis of various scenarios related to industrial energy efficiency. Governance in the context of ESG often includes responsible decision-making. This study could be seen as an example of responsible research and analysis to assess the economic and environmental impacts of different industrial energy efficiency scenarios.
7 Discussion
By elucidating the mechanisms and effects described in our studies, we pave the way for a broader application of these principles across various disciplines. The methodologies and approaches developed in this work are designed to be scalable and adaptable, encouraging other researchers to tailor them to their own topic of interest. For example, it can be readily available to apply to investigate the broader economic, environmental, societal impacts of any emerging technology by integrating the micro level technology data along with the macroeconomic and EEIO methodology presented in this work. The potential for these methodologies to be integrated into more comprehensive models or to be used in conjunction with emerging technologies could dramatically increase the efficiency and impact of research in our field and beyond. In conclusion, the work presented in this article is not merely a recount of our findings; it is an invitation to inspire and catalyze further research. It is our hope that this work will ignite the curiosity and drive of other researchers, leading to valuable innovations and a continued pursuit of knowledge that benefits us all.
Data availability
The datasets generated and/or analyzed during the current study can be available from the corresponding author upon request.
Abbreviations
- A :
-
Direct requirement matrix
- α avg :
-
Power draw (average)
- α high :
-
Power draw at high temperatures
- α low :
-
Power draw at low temperatures
- β :
-
Fractional savings
- δ :
-
Current
- ε :
-
Power factor
- ζ :
-
Phase
- η :
-
Isentropic expansion of air constant
- θ avg :
-
Average compressed air consumption
- λ 1 :
-
Inlet air pressure
- λ 2high :
-
High discharge pressure
- λ 2low :
-
Reduced discharge pressure
- ν :
-
Voltage
- τ high :
-
Average compressor inlet temperature
- τ low :
-
Average outdoor temperature
- ω :
-
Compressed air output
- x :
-
Industry output vector ($)
- y :
-
Final demand vector ($)
References
Lifset, R. D. (2014). A new understanding of the American energy crisis of the 1970s. Historical Social Research / Historische Sozialforschung, 39(4(150)), 22–42.
Zhou, L., Li, J., Li, F., Meng, Q., Li, J., & Xu, X. (2016). Energy consumption model and energy efficiency of machine tools: A comprehensive literature review. Journal of Cleaner Production, 112, 3721–3734.
May, G., Stahl, B., Taisch, M., & Kiritsis, D. (2017). Energy management in manufacturing: From literature review to a conceptual framework. Journal of Cleaner Production, 167, 1464–1489.
Choi, J.-K., & Ramani, K. (2009). A quest for sustainable product design: a systematic methodology for integrated assessment of environmentally benign and economically feasible product design. VDM Publishing.
Choi, J.-K., Schuessler, R., Ising, M., Kelley, D., & Kissock, K. (2018). A pathway towards sustainable manufacturing for mid-size manufacturers. Procedia CIRP, 69, 230–235.
NC Clean Energy (2021). DSIRE (Database of state incentives for renewables & efficiency). https://www.dsireusa.org/. Accessed September 2023.
Tonn, B., & Peretz, J. H. (2007). State-level benefits of energy efficiency. Energy Policy, 35(7), 3665–3674.
Thollander, P., & Palm, J. (2013). Improving energy efficiency in industrial energy systems: An interdiscplinary perspective on barriers, energy audits, energy management, policies, and programs (p. 162). Springer.
Vine, E., Sullivan, M., Lutzenhiser, L., Blumstein, C., & Miller, B. (2014). Experimentation and the evaluation of energy efficiency programs. Energy Efficiency, 7(4), 627–640.
Kluczek, A., & Olszewski, P. (2017). Energy audits in industrial processes. Journal of Cleaner Production, 142, 3437–3453.
Naji, A., Al Tarhuni, B., Choi, J.-K., Alshatshati, S., & Ajena, S. (2021). Toward cost-effective residential energy reduction and community impacts: A data-based machine learning approach. Energy and AI, 4, 100068.
Choi, J.-K., Hallinan, K., Kissock, K., & Brecha, R. (2015). Economic and environmental impacts of energy efficiency investment on local manufacturers. In: ASME 2015 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference. https://doi.org/10.1115/DETC2015-46180
Gold, S. First person: The importance of manufacturing to the U.S. economy. https://www.areadevelopment.com/advanced-manufacturing/q3-2016/importance-manufacturing-to-US-economy-909033.shtml. Accessed September 2023
Menghi, R., Papetti, A., Germani, M., & Marconi, M. (2019). Energy efficiency of manufacturing systems: A review of energy assessment methods and tools. Journal of Cleaner Production, 240, 118276.
Saidur, R., Rahim, N. A., & Hasanuzzaman, M. (2010). A review on compressed-air energy use and energy savings. Renewable and Sustainable Energy Reviews, 14(4), 1135–1153.
McLaughlin, E., Choi, J.-K., & Kissock, K. (2021). Techno-economic impact assessments of energy efficiency improvements in the industrial combustion systems. Journal of Energy Resources Technology, 144(8), 1.
Scaron, D., Ignjatovi, I., Dudi, S., & Lagod, B. (2011). Potential energy savings in compressed air systems in Serbia. African Journal of Business Management, 5(14), 5637–5645.
U.S. Department of Energy (2004). Compressed air tip sheet. https://www.energy.gov/eere/amo/articles/minimize-compressed-air-leaks
Kaya, D., Phelan, P., Chau, D., & Ibrahim Sarac, H. (2002). Energy conservation in compressed air systems. International Journal of Energy Research, 26(9), 837–849.
Nagarkar, P., & Pal, P. (2021). Conserving energy in compressed air system: Practical case studies from Indian industry. Springer International Publishing.
Mascarenhas, Jd. S., Chowdhury, H., Thirugnanasambandam, M., Chowdhury, T., & Saidur, R. (2019). Energy, exergy, sustainability, and emission analysis of industrial air compressors. Journal of Cleaner Production, 231, 183–195.
Widayati, E., & Nuzahar, H. (2016). Compressed air system optimization: Case study food industry in Indonesia. In IOP Conference Series: Materials Science and Engineering, 105, 1.
Ayoub, A. H. M. (2018). Modeling of industrial air compressor system energy consumption and effectiveness of various energy saving on the system (p. 62). Purdue University.
Challenge, C. A. (2002). Fundamentals of compressed air systems. US Department of Energy.
Paucar, M. A., Amancha, P. I., Viera, E. F., San Antonio, T. D., & Salazar, D. M. (2017). Implementation of a methodology to perform an energy audit with academic purpose. International Journal of Applied Engineering Research, 12(24), 14908–14913.
Dudić, S., Ignjatović, I., Šešlija, D., Blagojević, V., & Stojiljković, M. (2012). Leakage quantification of compressed air using ultrasound and infrared thermography. Measurement, 45(7), 1689–1694.
Kaya, D., Phelan, P., Chau, D., & Ibrahim Sarac, H. (2002). Energy conservation in compressed-air systems. International Journal of Energy Research, 26(9), 837–849.
Dindorf, R. (2012). Estimating potential energy savings in compressed air systems. Procedia Engineering, 39, 204–211.
Zhang, B., Liu, M., Li, Y., & Wu, L. (2013). Optimization of an industrial air compressor system. Energy Engineering, 110(6), 52–64.
Saidur, R., & Mekhilef, S. (2010). Energy use, energy savings and emission analysis in the Malaysian rubber producing industries. Applied Energy, 87(8), 2746–2758.
University of Dayton Industrial Assessment Center (2022). https://udayton.edu/engineering/research/centers/industrial_assessment/index.php
Bader, W., & Kissock, K. (2000). Exergy analysis of industrial air compression. In National Industrial Energy Technology Conference (Vol. 22, pp. 89–98). [Texas A&M University]; 1999.
Kissock, K. (2005). Modeling and simulation of air compressor energy use. In ACEEE Summer Study on Energy Efficiency in Industry (Vol. 1, No. 13).
Schmidt, C., & Kissock, J. K. (2003). Power characteristics of industrial air compressors.
Shinde, A., & Jadhav, H. T. (2017). Energy saving through air compressor system automation. 2017 International Conference on Circuit, Power, and Computing Technologies (pp. 1–7). IEEE.
Mousavi, S., Kara, S., & Kornfeld, B. (2014). Energy efficiency of compressed air systems. Procedia Cirp, 15, 313–318.
Rathikrindi, K. S., Paramasivam, S., & Sandeep, L. (2018). Energy saving opportunities through variable frequency drive for commercial air conditioners. In 2018 4th International Conference on Electrical Energy Systems (ICEES) (pp. 338–340). IEEE.
Marshall, R. C. (2012). Optimization of single-unit compressed air systems. Energy Engineering, 109(1), 10–35.
Terrell, R. E. (1999). Improving compressed air system efficiency—know what you really need. Energy Engineering, 96(1), 7–15.
Beyene, A. (2005). Energy efficiency and industrial classification. Energy Engineering, 102(2), 59–80.
Yang, M. (2009). Air compressor efficiency in a Vietnamese enterprise. Energy Policy, 37(6), 2327–2337.
Foss, R. S. (2005). Optimizing the compressed air system. Energy Engineering, 102(1), 49–60.
Neale, J. R., & Kamp, P. J. J. (2009). Compressed air system best practice programmes: What needs to change to secure long-term energy savings for New Zealand? Energy Policy, 37(9), 3400–3408.
La, T. (2013). Don’t let compressed air blow away your profits. Energy Engineering, 111(1), 7–15.
Trianni, A., Cagno, E., & De Donatis, A. (2014). A framework to characterize energy efficiency measures. Applied Energy, 118, 207–220.
Shook, P., Choi, J.-K., & Kissock, K. (2023). Analyzing the multiscale impacts of implementing energy-efficient HVAC improvements through energy audits and economic input–output analysis. Journal of Energy Resources Technology, 145(4), 041701.
Sudhakara Reddy, B. (2013). Barriers and drivers to energy efficiency – A new taxonomical approach. Energy Conversion and Management, 74, 403–416.
Howarth, R. B., & Andersson, B. (1993). Market barriers to energy efficiency. Energy Economics, 15(4), 262–272.
Kapp, S., Wang, C., McNelly, M., Romeiko, X., Choi, J.-K. (2024). A comprehensive analysis of the energy, economic, and environmental impacts of industrial variable frequency drives. Journal of Cleaner Production, 434, 140474.
Cattaneo, C. (2019). Internal and external barriers to energy efficiency: Which role for policy interventions? Energy Efficiency, 12(5), 1293–1311.
Shook, P., & Choi, J.-K. (2022). Predicting the impact of utility lighting rebate programs on promoting industrial energy efficiency: A machine learning approach. Environments, 9(8), 100.
Shook, P., & Choi, J. K. (2022, September). Broader impacts of implementing industrial energy-efficient lighting assessment recommendations. In International Conference on Sustainable Design and Manufacturing (pp. 312–321). Springer Nature.
Choi, J.-K., Eom, J., & McClory, E. (2018). Economic and environmental impacts of local utility-delivered industrial energy-efficiency rebate programs. Energy Policy, 123, 289–298.
McKane, A. (2009). Thinking globally: How ISO 50001-energy management can make industrial energy efficiency standard practice. Lawrence Berkeley National Laboratory. https://escholarship.org/uc/item/92d8q553
Kapp, S., Choi, J.-K., & Kissock, K. (2022). Toward energy-efficient industrial thermal systems for regional manufacturing facilities. Energy Reports, 8, 1377–1387.
Choi, J.-K., Bakshi, B. R., & Haab, T. (2010). Effects of a carbon price in the U.S. on economic sectors, resource use, and emissions: An input–output approach. Energy Policy, 38(7), 3527–3536.
Choi, J.-K., Bakshi, B. R., Hubacek, K., & Nader, J. (2016). A sequential input–output framework to analyze the economic and environmental implications of energy policies: Gas taxes and fuel subsidies. Applied Energy, 184, 830–839.
McLaughlin, E., & Choi, J.-K. (2022). Utilizing machine learning models to estimate energy savings from an industrial energy system. Resources, Environment and Sustainability, 12, 100103.
Gore, C. (2010). The global recession of 2009 in a long-term development perspective. Journal of International Development, 22(6), 714–738.
Federal Reserve Bank of St. Louis. Industrial carbon dioxide emissions, all fuels for ohio. 2020. https://fred.stlouisfed.org/series/EMISSCO2TOTVICTOOHA. Accessed September 2023
Acknowledgements
We appreciate the US Department of Energy for supporting the research through the Industrial Assessment Center program (DE-EE0009721). We’d also like to thank all previous UD-IAC members’ contribution to this research.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing Interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
McNelly, M., Choi, JK. Pathway to Decarbonization Through Industrial Energy Efficiency: Micro and Macro Perspectives from Compressed Air Usage. Int. J. of Precis. Eng. and Manuf.-Green Tech. (2024). https://doi.org/10.1007/s40684-024-00638-4
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40684-024-00638-4