
Abstract
Digital manufacturing using 3D models and innovative fabrication methods present challenges for functional areas of medical devices. The advantages arising from 3D manufacturing processes like electron beam melting (EBM) play a major role in producing medical devices as, for example, orthopaedic implants. However, surfaces with functional demands for surface roughness and dimensional accuracy require machining operations to achieve the necessary standards. This study aimed to manufacture a functional cone of the modular component of the hip prosthesis through turning and to assess if an EBM-obtained component could offer better machinability as compared to wrought titanium and ensure functionality. To achieve this, the variances in cutting forces and surface roughness of the resulting surface were analysed during the turning tests. The results show that the EBM test samples had higher roughness (Ra) values, yet it was possible to achieve Ra = 0.4 μm for f = 0.1 mm/rev. and approximately 20% lower resulting cutting forces, for example, for f = 0.1 mm/rev, 122N compared to 101N. Using the Kienzle-Victor model, the specific cutting force of titanium EBM was determined to be 1775 N/mm2. The impact of the shell geometry of the EBM test samples had no significant effect on the results. This allows for the exploration of its potential in component design, as it provides an economic advantage in manufacturing. In conclusion, the cutting forces and surface roughness showed similar or superior machinability compared to that of wrought titanium. The EBM technology enables the production of intricate forms and facilitates finishing operations in functional zones.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Titanium alloys are widely used in the production of medical devices, particularly in orthopaedic implants like screws, femoral nails [1], dental implants, and prosthesis, for example, at knee and hip joint arthroplasty, among other applications [2, 3]. These alloys possess unique properties that make them highly suited for medical implant manufacturing. As a bio-inert biomaterial, its low density, high corrosion resistance, high biocompatibility, and reduced Young’s modulus, compared to stainless steel and Cr-Co alloys, render it highly applicable for biomedical and numerous other purposes compared to other metallic biomaterials [4, 5].
While the use of the Ti-6Al-4V ELI alloy as a biomaterial is associated with toxicity issues related to the elements aluminium and vanadium, this Ti alloy is currently the most widely used in the manufacture of medical devices such as orthopaedic implants [6].
To manufacture implants or other medical devices with complex geometries, machining processes such as milling, turning and drilling are typically used, especially in the functional areas of a prosthesis. The implementation of additive manufacturing (AM) techniques enables the production of even more intricate geometries that were previously unattainable using traditional manufacturing methods as mentioned earlier [7, 8]. The ability to produce devices with greater anatomical compatibility to a patient’s physiognomy, as seen in the creation of custom-made orthopaedic implants, leads to substantial enhancements in biocompatibility.
There are various additive manufacturing (AM) processes available, however, electron beam melting (EBM) is a certified AM process for medical devices and is extensively used in the manufacture of orthopaedic implants [9]. Compared to other additive manufacturing (AM) processes, electron beam melting (EBM) presents higher production speed and design flexibility, lower energy requirements and parts with lower residual stress [10, 11]. Additionally, as the manufactured components are near their final shape, the time needed for finishing operations through machining is significantly decreased [12]. Despite the benefits offered by using additive manufacturing (AM), functional or iteration zones may require additional finishing by subtractive processes to achieve the desired surface finish or geometry. Additionally, the porosity inherent in EBM manufacturing can result in the visibility of surface cracks, which may significantly impact the component’s fatigue resistance [13]. The machining of these surfaces is a viable and accessible solution to eliminate this issue and increase the component’s resistance to fatigue [14].
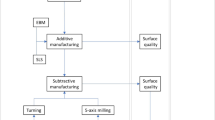
The combination of additive manufacturing (AM) and subtractive manufacturing (SM) fits within the hybrid manufacturing concept [15, 16]. Typically, a component produced through AM-SM hybrid manufacturing undergoes a two-stage process. First, a near-shape object is produced through AM, which is later processed using SM. The use of a computer numerical control (CNC) machine in finishing operations aims to achieve geometry with greater definition or geometric tolerance and surface roughness that cannot be achieved by AM [17, 18].
Despite the increasing use of AM manufactured components with the need for high dimensional accuracy and surface finish quality, scientific information focused on the machinability of EBM parts is still limited.
Rotella et al. [19], studied the surface quality obtained by turning wrought and AM titanium test samples, including EBM. The study found that the surface quality obtained from wrought was superior to that of AM. Therefore, the study recommends that cutting parameters should be optimised and adapted for the production of parts obtained by AM. Bertolini et al. [20], evaluated the surface integrity of Ti-6AL-4V EBM test samples machined by turning under different cooling and dry machining conditions. Their findings indicated worse surface quality of EBM test samples, compared to wrought ones, regardless of the type of cooling. Dabwan et al. [21], through milling tests of parts obtained by EBM, concluded that the surface quality can be improved if the cutting direction of the tool is perpendicular to the layer planes. Milton et al. [22], in a comparative study on machinability of EBM and SLM test samples that the cutting forces generated during EBM machining are higher, and that the increase in cutting force in the direction perpendicular to the build direction was measured to be about 40% higher. Dabwan et al. [23], in a milling study of EBM parts that had been subjected to heat treatment to eliminate the effect of layers during machining, concluded that the surface roughness was strongly influenced by the cutting direction in relation to the orientation of the part, whereas in parts that had been subjected to heat treatment this influence was much less. Moreover, there were similarities found between differences in surface hardness of heat-treated and non-heat-treated parts.
The aim of this study is to evaluate and compare the machinability of wrought and additive manufactured titanium alloys in a case study based on the manufacture functional surface on a titanium femoral hip prosthesis cone using turning operations on samples obtained through EBM and wrought processes. During the experiment, cutting forces were recorded, and the machined surface’s roughness and material homogeneity were assessed using Micro-CT. Additionally, chip formation was analysed. Therefore, the main objective is to determine whether components obtained by additive manufacturing in a hybrid manufacturing process can, from the perspective of machinability, be a valid alternative in the production of a medical device.
2 Methodology
2.1 Material and femoral cone design
In the machining tests, were used samples of Ti-6Al-4V ELI (ASTM F136-13) titanium alloy obtained by casting and with an AM process, namely EBM (ASTM F2924-14). For the wrought test sample, was used a 12-mm-diameter cylinder with a 50 mm length. Four EBM test samples with varying thicknesses were used: one solid, one with a 2 mm shell and two with 1.5 mm shells. All samples featured a near-shape conical geometry. The solid EBM test sample was designated ‘Full’ and the others were designated T01 (t = 2 mm), T02 and T03 (t = 1.5 mm), respectively (Table 1).
As can be observed in Fig. 1, a femoral cone is defined by the dimensions of the cone angle (Ca), proximal cone diameter (Pcd), distal cone diameter (Dcd), and trunnion length (Tl). There is no standard for cone dimensions, although an attempt was made in the early 1990s. The geometry used for the tests is based on the geometry of the so-called Eurotaper or Eurocone [24].

a Hip prosthesis model, b detailed cone dimensions with geometry similar to type 12/14 and c a machined EBM cone
For the machining tests of the wrought test samples, a 12-mm-diameter rod was utilized, which corresponds to the Dcd. The 6° Ca angle is in line with the 12/14 type cone utilized in total hip arthroplasty. Figure 1 displays the schematic drawing of a femoral cone with its defining dimensions. Also presented in the same figure is a cone that has been machined. The machined surface on the right can be distinguished from the one on the left, which was originally obtained through additive manufacturing.
2.2 Equipment and experimental setup
2.2.1 Tools and cutting parameters
It was used a SECO Tools carbide insert (CNMG120408-MF4 TS2000) mounted on a PCLNL2020K2 tool holder with − 6° rake angle and 95° cutting edge angle. The carbide insert has TiAlN/Tin coating, 0.8 mm of corner radius and chip breaker on both sides recommended by the manufacturer for cutting materials α + β titanium alloys such as Ti-6Al-4V alloy. As follows, it was used values of 60 m/min for cutting speed, and 0.1 and 0.2 mm/rev. for feed rate. These values are consistent with what can be found in the literature and are recommended for titanium alloy turning [25]. The machining test consisted of a single cut similar to a finishing pass (ap = 0.15 mm). All tests were performed under dry conditions.
2.2.2 Cutting forces
For the machining tests, was used a Kingsbury Mhp 50 turning centre with 22Kw spindle power and a maximum rotation of 4000 rpm, where was installed a Kistler dynamometer (Type 9121) to register cutting forces. The sample rate acquisition was 4000 Hz for all the tests. During material cutting, the component Fc corresponding to the cutting force is recorded on the Y-axis, Ff which is the feed force on Z-axis, and the passive force Fp on the X-axis (Fig. 2) [25, 26]. The three channels were saved as txt files and treated in MATLAB with a signal process technique, based on denoising with a Wavelet transform, as recommended in Lauro et al. [27]. The same level of denoising was applied to all files.

2.2.3 Surface roughness
Roughness evaluation was measured using a Hommel Tester T1000 roughness metre [28]. Three roughness measurements were made on each test sample with a traverse length of 4.8 mm and a cut-off of 0.8 mm. The roughness measurements were made at 120° from each other and parameters Ra, Rt and RzD were collected. Different roughness parameters were used, as some parameters, such as Rt, are better at detecting point defects, and others, such as Ra and RzD, are better at assessing the overall behaviour of the profile under analysis [28]. From these results was calculated the average for each roughness parameter. With a Leica EZ4W stereo-microscope were taken images from the test sample’s surface to identify differences in the machined surface.
2.2.4 Micro-CT
A Bruker Skyscab1275 with a 10W X-ray source was used for the Micro-CT analysis, which allowed the scanning of the test samples and the subsequent 3D reconstruction of the analysed objects. With this equipment, it was possible to observe the interior of the test samples without destroying them and to identify inconsistencies and heterogeneities in the material obtained by AM comparing the wrought material.
3 Results and discussion
3.1 Cutting forces
The cutting forces of the machining test results are presented in Table 2. This table is divided by the feed rate since this was the imposed variable to differentiate cutting conditions. The results presented are sorted in ascending order of resulting machining cutting force F.
For each machining test, the maximum and minimum force values for cutting, feed and passive forces were extracted. The average of these values was then used to determine the contribution of the measured force in each axis in the resulting cutting force.
Also, in this table are presented the contributions in the percentage of each force component in the resulting cutting force.
To compare the cutting forces measured in each test sample was calculated the resulting machining force F (Eq. 1). For that purpose were used the average values of the measured forces Fc, Ff and Fp using the following equation and that are described in Sect. 2.2.2 and Fig. 2:
From Table 2, it is clear the effect of feed rate on cutting force, when the feed rate is doubled, there is an increase of approximately 50% in the cutting force for the same EBM test samples and an increase of around 45% for the same feed rate variation for the wrought test samples. This increase in feed rate corresponds with a rise in the volume of material in contact with the tool, ultimately resulting in an increase in cutting force.
When turning the cone with the tool moving in both the X and Z axes simultaneously, the force relation differs from the typical relationship seen in cylindrical turning. In this particular example, it was discovered that the passive force exceeded the other force components. It is evident from the findings that, at a feed rate of 0.1 mm/rev., the passive force exceeds the cutting force, whereas at a feed rate of 0.2 mm/rev., the values of the resulting cutting force components are in close proximity.
When comparing the forces resulting from the tests carried out using feed rates of 0.1 and 0.2 mm/rev, respectively (see Fig. 3), the difference in behaviour between the two materials used becomes apparent, as well as the consistency of behaviour for each material type. In the test sample of wrought alloy, there is a gradual increase in the resulting machining force, whereas in the EBM test samples, the machining force is less variable.

Machining force comparison for Vc = 60 m/min, ap = 0.15 mm and a f = 0.1 mm/rev. and b f = 0.2 mm/rev
In Fig. 3, the EBM test samples always demonstrates lower cutting force values, around 20% less, compared to the wrought test samples for the two cutting conditions (i.e. feed rates), maintaining this difference throughout the machining test. Additionally, the shell effect of the EBM test samples appears not to have any significant influence on the variations of cutting forces.
Using the Kienzle-Victor [29, 30] model to calculate the specific cutting force, Ks (Eq. 2), from the previously measured cutting force values F. Since the tip radius is greater than the depth of cut in the turning operation in question, it is necessary to calculate the equivalent theoretical chip cross section Aeq, where Leff is an equivalent length and heq is the equivalent thickness:
and
where ap is the depth of cut [mm], r is the tool radius [mm], kr the cutting edge angle [rad], and f is the feedrate [mm/rev]. Table 3 shows the specific cutting force values calculated for each machining test carried out.
It can be noted from Table 3 that the Ks values for the EBM test samples are approximately 20% lower than those for the Ti-6Al-4V alloy. In Fig. 4 is presented the EBM-specific cutting force as a function of heq. Also, is presented the curve equation from where the value of K1,0.1 can be predicted to be approximately 1775 N/mm2. For the wrought Ti-6Al-4V titanium alloy, the Ks value found in the literature ranges from approximately 1968 to 2398 N/mm2 [30,31,32] and in our study is 2115.8 N/mm2. Hence, the value determined for EBM titanium, supported by the fact that the cutting forces measured in the machining tests were lower than those of the wrought titanium specimens, is acceptable. Also, as can be observed the adjust factor R2 is near 100% which validates the regression equation.

Specific cutting force KS as a function of heq for titanium obtained by EBM (based on [30])
3.2 Surface roughness
The machined surface of a wrought test sample and an EBM test sample at f = 0.2 mm/rev are presented in Fig. 5. A comparison of the two images reveals that tool marks are more identifiable on the EBM test sample. As previously demonstrated, EBM samples require less cutting force, and therefore, have better machinability.

a Ti-6Al-4V ELI and b EBM machined test samples (Vc = 60 m/min, f = 0.2 mm/rev, ap = 0.15 mm)
Another significant factor is that the Young’s modulus of EBM is higher than that of wrought. This implies that EBM has higher stiffness and is therefore more susceptible to vibration during machining.
Consequently, EBM is less resistant to machining and less responsive to tool contact. As a result, the tool can leave a more pronounced imprint of its path on the surface of the EBM test sample.
The values of the Ra, RzD, and Rt roughness, measured in each test sample with a feed rate of 0.1 mm/rev are presented in Fig. 6. From what can be observed in all roughness parameters used for this study, the Ti-6Al-4 V wrought test sample had the lowest roughness values in agreement with Fig. 5. The values shown for each of the roughness parameters are the result of the average of three roughness measurements made in each test sample.

Roughness results for Vc = 60 m/min, ap = 0.15 mm and a Ra, b RzD and c Rt for f = 0.1 mm/rev
Figure 7 shows the values of Ra, RzD, and Rt, for a feed rate of 0.2 mm/rev. Also, for this feed rate, as before, the wrought test sample presented a lower roughness value.

Roughness results for Vc = 60 m/min, ap = 0.15 mm and a Ra, b RzD and c Rt for f = 0.2 mm/rev
The EBM-Full test sample generally displays the lowest roughness values among the EBM set test samples. Due to its filled interior, it is more compact than the other EBM test samples and presents greater robustness than shell-type test pieces, resulting in higher deformation resistance. This suggests that the structure of the component influences the roughness values.
When comparing the measured roughness values of the machining tests, it is evident that higher feed values lead to an increase in roughness. This indicates that the structure of a 3D printed part influences its susceptibility to damage when subjected to cutting. A more fragile structure will be less resistant to machining. Consequently, the outcome in this specific case was that the surface roughness was greater.
Examining Figs. 6 and 7, it is evident that the roughness parameters vary as the feed rate increases. The wrought test sample of Ti-6Al-4V ELI exhibited a 218% increase in Ra, while the EBM test sample had a 180% increase for the same parameter.
Although the wrought test samples displayed the lowest roughness results, the variation in Ra for the EBM samples was negligible, with differences of around 15% at the lowest feed rate and 2% at the higher feed rate.
The results obtained are coherent with the work carried out by other researchers [19, 33] in which wrought test samples presented better roughness results than the EBM ones or AM in general.
3.3 Micro-CT
From the Micro-CT analysis is possible to see the differences in consistency and density of each test sample (Fig. 8). As can be seen in the wrought test sample designated as Ti-6Al-4V ELI in the figure, there is a uniformity in its density that is not possible to observe in the remaining test samples obtained by EBM.

Micro-CT analysis of the machined test samples
It is also possible to identify and distinguish the surfaces that have not been machined from the images obtained. The surfaces exhibit a distinctive unevenness attributable to 3D metal printing. This unevenness has a significant effect on the mechanical qualities of the material and leads to a reduction in the elastic modulus and yield strength of AM components. The varying mechanical properties of the materials analysed will impact the obtained results. Thus, an EBM component is anticipated to exhibit inferior deformation resistance when juxtaposed with a wrought bulk component.
Upon scrutiny of Tables 2 and 3, it is evident that the cutting forces and consequent specific cutting force for EBM test samples are consistently lower than those for wrought test samples. The surface of the EBM test samples is heterogeneous, thereby offering lower resistance to the cutting tool. As the tool moves along the surface, it is relieved of contact with the material due to its discontinuity. Conversely, in the case of wrought test samples, the tool remains in continuous contact with the material, causing permanent stress on the cutting tool.
3.4 Chip formation
The chip formed during cutting depends on several factors, such as cutting parameters, use and type of coolant and tool geometry [34]. After each test, the resulting chips were gathered for further analysis and classification. Figure 9 displays the chips obtained from EBM and wrought test samples for two different feed rates utilised in the machining tests. It is evident from the Fig. 8 that the EBM chips have a regular tubular and helical shape with short and long sizes, whereas the wrought titanium chips have a snarled shape. According to ISO 3685-1977 (E) [35], EBM chips can be classified as long snarled-type helical chips for 0.1 mm/rev and long tubular chips for 0.2 mm/rev. For the same feed rate of 0.1 mm/rev., wrought chips may be identified as snarled ribbon chips, and as snarled tubular chips for 0.2 mm/rev. It should be noted that the shape of the chip is affected by the variation in feed rate and the type of material used.
When examining the chips collected from a machining point of view, the best chip formation was achieved with EBM and a feed rate of 0.2 mm/rev. The regular and short chips allow a more efficient removal of the cutting zone, allowing the coolant to reach this zone more efficiently and reducing the cutting temperature, with benefits that have already been studied in detail [34] and known for the reduction of cutting forces, an increase in tool life and a better surface roughness (Fig. 9).

Chip formation on EBM for a f = 0.1 mm/rev., b f = 0.2 mm/rev., and wrought titanium alloy for c f = 0.1 mm/rev., d f = 0.2 mm/rev
4 Conclusions
To access the machinability of EBM Ti-6Al-4V ELI titanium alloy, machining tests were carried out where a cone of the hip femoral component was produced. During the machining tests, were recorded the cutting forces, and afterwards, was measured the surface roughness. From the work done, and the results obtained it can be concluded that:
-
EBM exhibits lower machining resulting force but slightly higher roughness values compared to wrought titanium, indicating similar or favourable machinability;
-
The specific cutting force, Ks, of EBM titanium was found to be approximately 20% lower than the value determined for the wrought titanium alloy, and calculated according to the Kienzle-Victor model for fine turning to be 1775 N/mm2. It can be inferred that EBM-produced titanium parts exhibit better machinability than those of wrought Ti-6Al-4 V;
-
The shell thickness of the EBM test samples machined in this study was not a determining factor in terms of cutting forces from a machinability point of view, as very similar values were obtained for identical cutting conditions. This potential economic benefit for manufacturing EBM components warrants consideration during component design;
-
For the feed rate of 0.1 mm/rev, it was possible to achieve a surface roughness of grade N5 (Ra = 0.4 μm) that is equivalent to a grinding finish according to ISO 7206. Also, as verified, feed rate has a direct influence on the cutting forces, in which, with its increase, there was an increase in cutting forces;
-
Concerning chip control, the best chip formation conditions were met for the EBM test samples at a feed rate of 0.2 mm/rev. in which it was possible to produce short helical-shaped chips;
-
EBM-produced components, when subjected to a subtractive process as a finishing operation, are suitable for applications that require a high surface roughness. This highlights the significance of hybrid manufacturing and the potential use of EBM in medical applications.
While the findings produced are promising and pertinent to the field of machining, there exist certain limitations on this study. Notably, the scope of both test sample and tool geometries used in the machining tests are just one to evaluate in that geometry application. Varying tool geometries and part geometry can support the findings.
References
Guo AXY et al (2022) Biomedical applications of the powder-based 3D printed titanium alloys: a review. J Mater Sci Technol 125:252–264. https://doi.org/10.1016/j.jmst.2021.11.084
Saptaji K, Gebremariam MA, Azhari MABM (2018) Machining of biocompatible materials: a review. Int J Adv Manuf Technol 97(5–8):2255–2292. https://doi.org/10.1007/s00170-018-1973-2
Sarraf M, Rezvani Ghomi E, Alipour S, Ramakrishna S, Liana Sukiman N (2022) A state-of-the-art review of the fabrication and characteristics of titanium and its alloys for biomedical applications. Bio-Design Manuf 5(2):371–395. https://doi.org/10.1007/s42242-021-00170-3
Khorasani AM, Goldberg M, Doeven EH, Littlefair G (2015) Titanium in biomedical applications—properties and fabrication: a review. J Biomater Tissue Eng 5(8):593–619. https://doi.org/10.1166/jbt.2015.1361
Kaur M, Singh K (2019) Review on titanium and titanium based alloys as biomaterials for orthopaedic applications. Mater Sci Eng C 102(February):844–862. https://doi.org/10.1016/j.msec.2019.04.064
Hussein AH, Gepreel MAH, Gouda MK, Hefnawy AM, Kandil SH (2016) Biocompatibility of new Ti-Nb-Ta base alloys. Mater Sci Eng C 61:574–578. https://doi.org/10.1016/j.msec.2015.12.071
Harun WSW, Kamariah MSIN, Muhamad N, Ghani SAC, Ahmad F, Mohamed Z (2018) A review of powder additive manufacturing processes for metallic biomaterials. Powder Technol 327:128–151. https://doi.org/10.1016/j.powtec.2017.12.058
Bose S, Ke D, Sahasrabudhe H, Bandyopadhyay A (2018) Additive manufacturing of biomaterials. Prog Mater Sci 93:45–111. https://doi.org/10.1016/j.pmatsci.2017.08.003
Trevisan F et al (2018) Additive manufacturing of titanium alloys in the biomedical field: processes, properties and applications. J Appl Biomater Funct Mater 16(2):57–67. https://doi.org/10.5301/jabfm.5000371
Harun WSW et al (2018) A review of powdered additive manufacturing techniques for Ti-6AL-4V biomedical applications. Powder Technol 331:74–97. https://doi.org/10.1016/j.powtec.2018.03.010
Chua K, Khan I, Malhotra R, Zhu D (2021) Additive manufacturing and 3D printing of metallic biomaterials. Eng Regen 2:288–299. https://doi.org/10.1016/j.engreg.2021.11.002
DebRoy T et al (2018) Additive manufacturing of metallic components–process, structure and properties. Prog Mater Sci 92:112–224. https://doi.org/10.1016/j.pmatsci.2017.10.001
Depboylu FN, Yasa E, Poyraz Ö, Minguella-Canela J, Korkusuz F, De los Santos López MA (2022) Titanium based bone implants production using laser powder bed fusion technology. J. Mater. Res. Technol. 17:1408–1426. https://doi.org/10.1016/j.jmrt.2022.01.087
Gupta MK et al (2020) Machining characteristics based life cycle assessment in eco-benign turning of pure titanium alloy. J Clean Prod 251:119598. https://doi.org/10.1016/j.jclepro.2019.119598
Flynn JM, Shokrani A, Newman ST, Dhokia V (2016) Hybrid additive and subtractive machine tools-research and industrial developments. Int J Mach Tools Manuf 101:79–101. https://doi.org/10.1016/j.ijmachtools.2015.11.007
Zhu Z, Dhokia VG, Nassehi A, Newman ST (2013) A review of hybrid manufacturing processes-state of the art and future perspectives. Int J Comput Integr Manuf 26(7):596–615. https://doi.org/10.1080/0951192X.2012.749530
Li G, Chandra S, Rashid RAR, Palanisamy S, Ding S (2022) Machinability of additively manufactured titanium alloys: a comprehensive review. J Manuf Process 75:72–99. https://doi.org/10.1016/j.jmapro.2022.01.007
Festas AJ et al (2023) A case study of hybrid manufacturing of a Ti-6Al-4V titanium alloy hip prosthesis. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-023-12621-5
Rotella G, Imbrogno S, Candamano S, Umbrello D (2018) Surface integrity of machined additively manufactured Ti alloys. J Mater Process Technol 259:180–185. https://doi.org/10.1016/j.jmatprotec.2018.04.030
Bertolini R, Lizzul L, Bruschi S, Ghiotti A (2019) On the surface integrity of electron beam melted Ti-6Al-4V after machining. Procedia CIRP 82(March):326–331. https://doi.org/10.1016/j.procir.2019.04.166
Dabwan A, Anwar S, Al-Samhan AM, Nasr MM (2020) On the effect of electron beam melted Ti6Al4V part. Metals 10:1172. https://doi.org/10.3390/met10091172
Milton S et al (2021) Microstructure effects on the machinability behaviour of Ti6Al4V produced by selective laser melting and electron beam melting process. Mater Sci Eng A. https://doi.org/10.1016/j.msea.2021.141773
Dabwan A, Anwar S, Al-Samhan AM, Nasr MM, AlFaify A (2022) On the influence of heat treatment in suppressing the layer orientation effect in finishing of electron beam melted Ti6Al4V. Int J Adv Manuf Technol 118(9–10):3035–3048. https://doi.org/10.1007/s00170-021-07995-3
Rajpura A, Board TN (2015) The evolution of the trunnion. HIP Int 25(1):2–6. https://doi.org/10.5301/hipint.5000213
Festas A, Ramos A, Davim JP (2022) Machining of titanium alloys for medical application-a review. Proc Inst Mech Eng Part B J Eng Manuf 236(4):309–318. https://doi.org/10.1177/09544054211028531
Sadílek M, Dubský J, Sadílková Z, Poruba Z (2016) Cutting forces during turning with variable depth of cut. Perspect Sci 7:357–363. https://doi.org/10.1016/j.pisc.2015.11.055
Lauro CH, Ribeiro Filho SLM, Brandão LC, Davim JP (2016) Analysis of behaviour biocompatible titanium alloy (Ti-6Al-7Nb) in the micro-cutting. Meas J Int Meas Confed 93:529–540. https://doi.org/10.1016/j.measurement.2016.07.059
Carvalho SR, Horovistiz A, Davim JP (2023) The role of roughness parameters in grading the machined surface quality in Ti-alloys. Proc Inst Mech Eng Part B J Eng Manuf. https://doi.org/10.1177/09544054231179249
Horváth R, Lukács J (2017) Application of a force model adapted for the precise turning of various metallic materials. Stroj Vestnik/J Mech Eng 63(9):489–500. https://doi.org/10.5545/sv-jme.2017.4430
Filho SLMR, Pereira RBD, Lauro CH, Brandão LC (2019) Investigation and modelling of the cutting forces in turning process of the Ti-6Al-4V and Ti-6Al-7Nb titanium alloys. Int J Adv Manuf Technol 101(9–12):2191–2203. https://doi.org/10.1007/s00170-018-3110-7
Wu S, Chen F, Wang D, Wang G, Li C, Lu J (2023) Machining mechanism and stress model in cutting Ti6Al4V. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-023-11941-w
Khan A, Maity K (2019) Statistical modelling and machinability assessment of commercially pure titanium (CP-Ti) grade II: an experimental investigation. Meas J Int Meas Confed 137:664–672. https://doi.org/10.1016/j.measurement.2019.02.018
Uçak N, Çiçek A, Aslantas K (2022) Machinability of 3D printed metallic materials fabricated by selective laser melting and electron beam melting: a review. J Manuf Process 80(June):414–457. https://doi.org/10.1016/j.jmapro.2022.06.023
Yılmaz B, Karabulut Ş, Güllü A (2020) A review of the chip breaking methods for continuous chips in turning. J Manuf Process 49:50–69. https://doi.org/10.1016/j.jmapro.2019.10.026
Polli ML, Cardoso MJ (2018) Effects of process parameters and drill point geometry in deep drilling of SAE 4144M under MQL. J Braz Soc Mech Sci Eng. https://doi.org/10.1007/s40430-018-1062-3
Acknowledgements
The authors acknowledge “Project No. 031556-FCT/SAICT/2017; FAMASI—Sustainable and intelligent manufacturing by machining financed by the Foundation for Science and Technology (FCT), POCI, Portugal, in the scope of TEMA, Centre for Mechanical Technology and Automation—UID/EMS/00481/2013. The authors also acknowledge TiFast S.R.L, from Italy, for providing the Ti alloys and Mr Alex Ballu for providing the EBM test samples. The authors also would like to thank the staff of S.mart Grenoble Alpes, G-scop (Grenoble, France) and I2M (Bordeaux, France) for the printing of the EBM parts. Also, would like to thank PhD Susana Pinto from TEMA, for all the help provided in Micro-CT tests and MSc. Silvia Carvalho for the precious help in the machining tests.
Funding
Open access funding provided by FCT|FCCN (b-on).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors who are involved in this work certify that they have NO affiliations with or involvement in any organization or entity with any financial interest (such as honoraria; educational grants; participation in speakers’ bureaus; membership, employment, consultancies, stock ownership, or other equity interest; and expert testimony or patent-licencing arrangements), or nonfinancial interest (such as personal or professional relationships, affiliations, knowledge, or beliefs) in the subject matter or materials discussed in this manuscript.
Additional information
Technical Editor: Diego Carou Porto.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Festas, A.J., Ramos, A. & Davim, J.P. Machining of a functional hip prosthesis cone in TI-6AL-4V ELI titanium alloy produced by electron beam melting. J Braz. Soc. Mech. Sci. Eng. 46, 182 (2024). https://doi.org/10.1007/s40430-024-04754-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-024-04754-9