
Abstract
Sulfated zirconia mesopore has been successfully prepared from zirconyl oxychloride using structure directing agent cetyl trimethyl ammonium bromide (CTAB) and (NH4)2SO4. The preparation involved calcination at four different temperatures denoted as MZS (400, 500, 600, and 700 °C) and three different zirconyl-to-CTAB ratios (1:1, 3:1, and 9:1). Characterization of resulting zirconia was carried out using XRD method, TEM, gas sorption analyzer, and FTIR. The acidity of zirconia evaluated by ammonia adsorption. Calcination temperatures conducted at 500, 600, and 700 °C lead to crystalline structure and tetragonal phase. MZS-600 prepared at ratio 3:1 showed optimum specific surface area, pore diameter, and pore volume: 147.5 m2/g, 6.6 nm, and 0.396 cc/g, respectively. CTAB assisted larger pore size formation in zirconia along with higher surface area. The catalytic activity of sulfated zirconia mesopore was tested on lauric acid esterification. All sulfated zirconia mesopores prepared were able to give 99–100% conversion. The highest yield of methyl lauric 89.8% was achieved by MZS-600 prepared using CTAB to zirconyl ratio 9:1.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Acid catalysts play an important role in many chemical processes to provide feedstock or alternative energy resources. Chemical reaction at industrial scale such as acetylation, benzoylation, isomerization, hydrolysis, transesterification, and esterification will not yield product in significant rate without using an acid catalyst. The acid catalyst widely used nowadays due to its good activity and low cost is a mineral acid such as sulphuric acid. The sulphuric acid has several drawbacks which made scientist to develope other types of acid catalysts.
The development of solid acid catalyst based on metal oxides receives attention in as much as other solid materials such as ion-exchange resin, heteropolyacids, zeolite, carbon mesopore and modified clay [1,2,3,4,5,6,7,8]. Taking economically aspect and ease of synthesis as consideration, metal oxides might the best option to obtain heterogeneous catalyst with strong acidity and good thermal resistance. Among metal oxides, zirconia has remarkable acid property through modification by acid treatment. The activity of sulfated zirconia had been compared with several synthetic zeolites as acid catalyst on n-butane isomerization. Sulfated zirconia concluded as the strongest unpromoted oxide solid super acid ever prepared [9].
Modified sulfated zirconia to assist biodiesel production through esterification had been carried out by many researchers [10]. Sulfated zirconia with various sulfate loadings had been made to evaluate the effect of sulfate loading on oleic acid esterification by methanol [11]. The maximum yield of 18% methyl oleic was able to achieve within 4 h using zirconia treated with sulphuric acid 1.0 N. Increase duration of esterification to 12 h rises the yield obtained by 71%. This is a relatively low yield of fatty acid methyl ester (FAME) as other obtained methyl oleic conversion up to 98% using sulfated zirconia impregnated in MCM-41 [12]. The porosity of sulfated zirconia has a big influence on catalytic activity and in turn esterification yield. Sulfated zirconia was synthesized using template-assisted to make nanocrystalline size and porous structure. Palmitic acid esterification using this catalyst gave yield of methyl palmitic 88–90%. Further research detail on how Zr/CTAB ratio, calcination temperature affects the catalytic activity of catalyst on esterification had not been conducted [13]. Herein, we prepared sulfated zirconia using template-assisted CTAB made with various ratios Zr/CTAB 1:1, 3:1, and 9:1. Sulfated zirconia also prepared with different calcination temperatures 400, 500, 600, and 700 °C and for comparison purpose zirconia prepared without sulfate treatment and CTAB was also synthesized. Calcination temperature has great influence on crystal structure formation of zirconia as well as porosity. High temperature during process leads to sintering and causes pore material to collapse. On the other hand, low temperature will produce incomplete crystallization and forming an amorphous structure having low in activity. The application of CTAB originally was aimed to formed pore in a larger size as well as surface area. To the best of our knowledge, no detailed study has been reported for the preparation of sulfated zirconia using various ratios of Zr/CTAB and different calcination temperatures and its application on esterification of lauric acid. Lauric acid was being chosen as it is the main component of FFA in palm kernel oil.
Experimental section
Materials
ZrOCl2·8H2O, ammonia 25%, N-cetyl-N,N,N-trimethylammonium bromide (CTAB) were purchased from Merck, HCl 37% and demineralized water were purchased from a local supplier, while lauric acid was provided by Sigma-Aldrich. All of the chemicals are analytical grade.
Preparation of mesopore sulfated zirconia by template-assisted
In a particular experiment, 13.082 g zirconyl and 4.9249 g CTAB (molar ratio 3:1) were added into 226.75 mL demineralized water and 36.77 mL HCl (35 wt%). The suspension was heated at 60 °C for 5 h and hydrolysis was achieved using ammonia solution to produce white gel Zr(OH)4. Ammonia solution needed to achieve pH required for gel formation approximately 290 mL. The gel was aged in an oven at 100 °C for 12 h and then washed, filtered, and dried until free from Cl−. Solid Zr(OH)4 formed was soaked with (NH4)2SO4 0.1 M for 30 min and then filtered and dried in an oven. Calcination was conducted at various temperatures (400, 500, 600, and 700 °C) in Memmert furnace, heating rate 5°/min, and held for 5 h. This preparation obtained four different catalysts denoted as MZS-400, MZS-500, MZS-600, and MZS-700. The preparation of sulfated zirconia was repeated using a different ratio of zyrconil and CTAB (Zr/CTAB). Samples denoted as MZS-1:1, MZS-3:1, and MZS-9:1 stand for sulfated zirconia with Zr/CTAB molar ratio 1:1, 3:1, and 9:1. For comparison purposes, zirconia also prepared from zyrconil (Z), zyrconil and (NH4)2SO4 (ZS), zyrconil, and CTAB (MZ).
Catalysts characterization
Rigaku X-Ray diffractometer was used to provide XRD pattern using operating condition set on 30 kV, 10 mA, scan speed 10°/min, and scan range 3°–90°. TEM micrographs were obtained using TEM Jeol JEM 1400 transmission electron microscope (USA). Gas sorption analyzer was carried out using Quantachrome Instruments and adsorption data were calculated using multipoint BET to provide a specific surface area, adsorption–desorption isotherm, and BJH–desorption to provide pore size and volume. The infrared spectrum was analyzed using FT-IR Shimadzu. Pellets were made by grounding samples of catalysts and KBr, while spectrum was scanned from wavenumber 4000–400 cm−1. Solid acidity was calculated gravimetrically based on ammonia adsorbed.
Acidity calculation was conducted using formula:
where A is acidity, w a is the weight of ammonia adsorbed (g), w c is the weight of catalyst, and M a is molecular weight of ammonia (17.007 g/mol).
Esterification of lauric acid using acid catalyst sulfated zirconia
Esterification of lauric acid was performed in three-neck round-bottom flask equipped with a thermometer and arranges as a reflux system. Heating was carried out using oil bath on a hot plate and magnetic stirrer. In a typical reaction 15 mmol of lauric acid, 225 mmol methanol and catalyst (2% weight) were taken into flask. The mixture was heated at 67 °C and was maintained for 12 h. After each reaction completed, the remaining methanol was removed by further heating for 1 h, and finally, reaction mixture was weighed.
Product analysis
Methyl lauric produced was analyzed using Gas Chromatography Hewlett Packard 5890 Series II, using column HP-1, carrier gas helium flow speed 40 mL/min, detector FID operating at 300 °C. Using this GC configuration and pure material of the corresponding compound, we found out that methyl lauric detected at retention time 12–13 min, while lauric acid was detected at 13–14 min. Yield percentage of methyl lauric was calculated using formula:
where ML is methyl lauric, ML area is peak area percentage from GC for methyl lauric, RM is reaction mixture after 12 h (g), and LAinitial is initial weight of lauric acid used as reactant (g).
While conversion of lauric acid was calculated using formula:
Results and discussion
Effect of calcination on catalyst
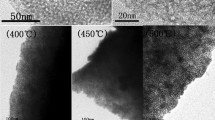
Metal oxides formed crystal structure when heated sufficiently via calcination. Diffractogram of zirconia prepared by template-assisted treated with sulfate and heated under different calcination temperatures showed a slightly different (Fig. 1). Catalyst calcined at 400 °C displays amorphous structure due to incomplete crystallization process. Other authors using a different template (sodium dodecyl sulfate and sodium cetyl sulfate) also found out that sulfated zirconia calcined at 400 °C has amorphous structure [14]. Sulfated zirconia started to formed crystal at 500 °C in which degree of crystallization increased as calcination temperature rise to 700 °C. This fact was confirmed by peak sharpening in the diffractogram. Comparison of 2θ diffraction angle of samples with JCPDS 17-923 shows that all sulfated zirconia prepared have a tetragonal structure with no peak of monoclinic structure. The existence of sulfate group has stabilized the formation of tetragonal structure in this temperature limit which in our case, no monoclinic was formed. Other author reported the same trend until calcination temperature 600 °C. The increase of calcination temperature above 600 °C leads to the increase of monoclinic phase in sulfated zirconia [15]. Tetragonal phase has been known as the active catalytic phase of zirconia compare to monoclinic or cubic.

Diffractogram of sulfated zirconia calcined at different temperatures: a 400 °C, b 500 °C, c 600 °C, and d 700 °C
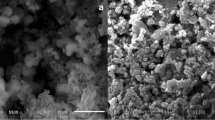
TEM micrographs of Z show small aggregated particles of zirconia (Fig. 2). The addition of CTAB into precursor made zirconia formed regularly shape and less aggregated. Sulfate treatment in the addition of CTAB caused zirconia to not only more regularly shape but also smaller size and, hence, provides larger surface area. Arata reported that zirconia with sulfate treatment has surface area 124 m2/g compared to without sulfate which only has 50 m2/g (calcined at 650 °C) [16]. TEM image confirmed that the addition of precursor CTAB and sulfate treatment on zirconium hydroxide has changed morphological feature of zirconia.

TEM micrograph of samples a Z, b MZ, and c MZS
FTIR spectra of the samples calcined at different temperatures show similarity (Fig. 3). The broad peak at 3500–3000 cm−1 region and 1630 cm−1 indicates a possible bending mode (δHOH) of coordinated molecular water associated with the sulfate group [17]. The bands between 1300 and 1450 cm−1 are characteristic to S=O stretching vibrations of sulfate groups. The bands at 900–1150 cm−1 are related to the vibrations of S–O bonds of sulfate species connected to the zirconia surface [18]. According to the model that had been developed, the existence of sulfate group along with hydroxyl on zirconia structure could increase acid properties of the solid. The hydroxyl group ability on donating proton which took place on zirconia surface is strengthened by the electron inductive of the S=O double bonds of sulfate group [19].

FTIR spectra of sulfated zirconia under different calcination temperatures: a 400 °C, b 500 °C, c 600 °C, and d 700 °C
Ammonia adsorption was determined by gravimetric method. Calculation of ammonia adsorbed is 4.18, 3.446, 3.344, and 1.938 mmol NH3/g for MZS-400, MZS-500, MZS-600, and MZS-700, respectively. The result showed a decrease in the amount of ammonia being adsorbed by the catalyst as calcination temperature increased. Sulfated zirconia calcined at 400 °C with an amorphous structure tends to adsorbed more ammonia than other catalysts. This amorphous sulfated zirconia has hydroxyl groups bond to Zr which was undergo incomplete elimination during calcination process. The hydroxyl group is a suitable site for chemisorption of ammonia at the surface of zirconia. As the calcination temperature reached 700 °C, sulfated zirconia shows a decreased in the amount of ammonia adsorbed. The decreased in specific surface area might cause a decrease of ammonia adsorption. Sulfate groups were reported to be expelled from pores to the surface of zirconium network during calcination [20]. The increase of heat on higher calcination temperature resulted in the successive loss of sulfate from the surface, which in turn could decrease suitable sites for ammonia adsorption.
Calcination temperature influenced isotherm adsorption–desorption of sulfated zirconia (Fig. 4). The isotherm pattern exhibits type IV which according to IUPAC classified as mesoporous material, while hysteresis type is fit for H1 type which refers to porous material having cylindrical-like pore [21]. Calculation of specific surface area by multipoint BET method is shown in Table 1. The catalyst shows a remarkable surface area as result from combined preparation methods of sulfate treatment and CTAB template-assisted. Other author reported to obtain sulfated zirconia with specific surface area 120 m2/g using the same template and calcination temperature (600 °C), whereas at this temperature, our result is 147.5 m2/g [22].

Isotherm adsorption–desorption of catalysts calcined at various temperatures: a 400 °C, b 500 °C, c 600 °C, and d 700 °C
Specific surface area tends to decrease as calcination temperature increased (Table 1). It is well known that zirconia surface is stabilized by sulfate group, but undergos decomposition in higher temperature which caused pores collapse and, hence, reduces its surface area. According to calculation based on BJH desorption, the catalysts have mesopore type (2–50 nm). Large pore showed by catalyst of 700 °C indicates pore collapse accompanied by a decrease in specific surface area [20].
Effect of sulfate and CTAB template
The effect of sulfate treatment on zirconia is not only on its surface area but also crystal structure preference (Fig. 5). Soaking zirconia with sulfate made the metal oxide to form tetragonal phase rather than monoclinic during calcination at the same temperature. Samples prepared without sulfate soaking display a bit monoclinic phase on its crystal structure which according to calculation are 8.14% for MZ and 4.75% for Z catalysts. Sulfate groups act as bridging bonds between zirconium atoms and, therefore, at calcination tend to shorten forming bonds in zirconia. Shorter bonds in zirconia provide a tetragonal structure rather than monoclinic [23].

Diffractogram of zirconia prepared with and without sulfate or CTAB. a Z, b ZS, c MZ, and d MZS
Sulfate groups in the zirconia structure are confirmed by FTIR spectra (Fig. 6). Bands at region 3000–3500 cm−1 along with 1630 cm−1 which belong to bending mode (δHOH) of coordinated molecular water associated with the sulfate group appear on all samples. Spectra correspond to S=O stretching vibration and S–O vibration which appears at 1300–1450 and 900–1150 cm−1 is only exhibited by ZS and MZS samples, whereas Z and MZ samples have no peak on these regions [17, 18]. Adsorption test using ammonia as an adsorbate on the catalysts shows how the absence of sulfate groups made Z and MZ samples undergos no ammonia adsorption. Samples of ZS and MZS adsorbed ammonia on its surface subsequently 4.565 and 3.344 mol NH3/g catalyst.

FTIR spectra of zirconia prepared with and without sulfate and CTAB. a Z, b ZS, c MZ, and d MZS
Isotherm adsorption–desorption of zirconia samples prepared with and without sulfate and CTAB, as shown in Fig. 7. Samples without CTAB have maximum volume adsorbed (<200 cc/g), whereas samples prepared using CTAB increased their maximum volume to be adsorbed (225–250 cc/g). Hysteresis type displayed by desorption process for ZS sample refers to H2 type, i.e., mesoporous with irregular pore of shape and size. The addition of CTAB on its precursor during preparation indicates that structure directing agent has influenced the porosity of zirconia.

Isotherm adsorption–desorption of zirconia prepared with and without sulfate and CTAB. a Z, b ZS, c MZ, and d MZS
Sulfate group appears to influence specific surface area of the sample, while CTAB has a more likely influence on pore size (Table 2). As mention earlier, the stabilization of surface by sulfate group results in a larger surface area of the sample. It is confirmed by specific surface area data. Calculation by multipoint BET for Z sample gave 76.729 m2/g, whereas ZS 148.81 m2/g. On the other hand, MZ has pore size 12.55 nm which almost 1.3 times pore larger than Z catalyst (9.76 nm). ZS catalyst was affected by sulfate treatment which caused to form smaller size of pore diameter. The same reason also applied for MZS, which has large surface area, but smaller size of pore diameter compares to Z and MZ. TEM image of MZS likewise confirmed that this catalyst has small particles size which is fit with its large surface area.
To explore more about how CTAB affected the porosity of catalyst, we made three different amounts of this template added to zirconia precursor. Zr/CTAB molar ratios 1:1, 3:1, and 9:1 were made and analyzed by XRD instrument (Fig. 8). Diffractogram patterns exhibit similarity between three catalysts. All samples had both tetragonal and monoclinic phases as shown by 2θ angle at 30° for tetragonal and 28° for monoclinic.

XRD diffractogram of zirconia prepared with ratio Zr/CTAB a 1:1, b 3:1, and c 9:1
The isotherm adsorption–desorption along with hysteresis of samples with different ratios showed similarity (Fig. 9). The pattern displayed was assigned as type IV for mesoporous material and H1 type of hysteresis for having a cylindrical-like pore. Using data from XRD and gas sorption analysis, we predict pore wall thickness of catalysts according to formula T w = a 0 − Dv(d). Since a 0 stands for lattice parameter of zirconia, whereas Dv(d) is pore diameter obtained from BJH desorption calculation, the result shows that MZS-9:1 has the larger pore wall thickness among the catalysts due to it has smaller Dv(d) at 7.8 nm compared to MZS-1:1 and MZS-3:1 which has 9.7 and 12.7 nm, respectively. The concentration of surfactant used in preparation of mesoporous materials using template-assisted affected pore shape of the catalyst. The increase of precursor concentration will affect the thickness of the pore wall. Wall thickness influences thermal resistant of catalyst and hence the effect on how it used in reaction catalysis [21].

Isotherm adsorption–desorption of sulfated zirconia with different ratios Zr/CTAB. a 1:1, b 3:1, and c 9:1
Acidity based on adsorption test using ammonia shows that catalyst MZS-9:1 adsorbed more ammonia (5.443 mmol NH3/g) then MZS-1:1 (2.451 mmol NH3/g) and MZS-3:1 (4.257 mmol NH3/g). The result shows that the increase of zirconium precursor ratio made MZS-9:1 possibly has more sulfate groups attached to zirconia. This leads to more suitable sites that are available on MZS-9:1 compared to other ratios. MZS-1:1 has the least ammonia adsorbed on its surface due to a smaller amount of zirconium precursor. The FTIR spectra of samples with indicate the existence of bending vibration water molecule coordinated to zirconia. This spectrum is shown as vibration of S=O and also vibration of S–O on regions 3000–3500, 1630, and 1300–1450 and regions 900–1150 cm−1.
Esterification of lauric acid
Esterification of lauric acid was carried out for 12 h using methanol-to-lauric acid molar ratio of 15:1. Methanol excess caused equilibrium shifted to product side. However, larger ratio on the other hand may have dilution effect by overloading the catalyst’s active sites that may hinder the protonation of acid at the active sites hence resulted in lower activity. The condition of reaction was chosen according to work reported by other author with slight modification [13, 24]. The choice of parameter was to ensure optimum performance of catalysts. The effect of calcination temperature on the conversion of lauric acid was evaluated (Fig. 10). Catalysts MZS-500, MZS-600, MZS-700, and MZS-9:1 were able to completely convert lauric acid, whereas MZS-3:1 achieved 99.77% conversion. The lowest performance of catalyst is zirconia-prepared without template-assisted and sulfate treatment. This catalyst, however, still has conversion 25.28%, which above esterification without using catalyst 21.12%. MZS-400 catalyst, which has amorphous structure still managed to convert lauric acid 76.42%. The activity of MZS-400 came from good properties of acidity and porosity. The relatively low conversion of lauric acid was mainly due to an amorphous structure. Amorphous zirconia has catalytic activity below crystalline phase. Amorphous zirconia doped with alumina and titania had been used as a esterification catalyst. The result showed this catalyst able to convert soybean oil approximately 95% [25]. The experiment, however, is conducted at temperature 175–200 °C, whereas our experiments are conducted at 67 °C.

Lauric acid conversion on esterification over catalysts prepared
Among the MZS’s catalysts, MZS-1:1 has the lowest acidity accompanied by low specific surface area even though has pore diameter quite large 9.75 nm. In contrary, acidity and specific surface of ZS are large enough to give higher conversion, although it has small pore diameter (4.89 nm). Lauric acid is a fatty acid which has short chain carbon structure (C-12). As long as pore diameter can load lauric acid macromolecule, it only has a slight effect on catalytic activity.
The yield of methyl lauric is depicted in Fig. 11. ZS catalyst provides 100% conversion, but only gave yield 81% of methyl lauric. Porosity appears to be irrelevant for catalysts MSZ-500, MSZ-600, and MSZ-700 in terms of esterification yield. Reason for this is all three catalysts that have large enough BET surface and pore size suitable for lauric acid molecule. The three catalysts also have similar phase, i.e., tetragonal and only slightly different in degree of crystallinity; therefore, these catalysts gave similarly high value of yield and conversion percentage. The MZS’s catalysts except for MZS-400 and MZS-1:1 gave yield approximately 87–90%. Chemical reaction using heterogeneous catalysts ordinarily took place in pores [26]. ZS catalyst has a pore diameter large enough to contain lauric acid; unfortunately, it has low pore volume 0.265 cc/g, the lowest value of all catalysts prepared.

Methyl lauric yield from esterification of lauric acid over catalysts prepared
This low pore volume might be affected the effectiveness of catalyst performance; hence, it slightly lower yields by 81% compared to MZSs. Mid conversion of lauric acid by MZS-400 and MZS-1:1 is also followed by appropriate yield of methyl lauric. The amorphous structure obviously affected MZS-400, whereas MZS-1:1 probably caused by low acidity as shown by ammonia adsorption test.
Conclusion
Zirconia prepared using template-assisted CTAB and sulfate soaking exhibit good character on porosity and acidity. Sulfate group could stabilize surface structure forming of zirconia during calcination made it has high specific surface area by prevent pore from collapse as shown by ZS catalyst. CTAB tends to assist porosity to better develop made it higher in pore diameter which ranges from 6.6 nm for MZS-600 to 12.7 nm for MZS-3:1 and also made high pore volume range from 0.382 cc/g for MZS-700 to 0.485 cc/g for MZS-1:1. Calcination temperature is an important parameter for crystal forming of zirconia. So far, from porosity point of view, MZS-600 has the best properties of specific surface area, pore diameter, and volume. Catalytic activity test using esterification of lauric acid showed that calcination at 500, 600, and 700 °C gave the similar result of conversion and yield. The best catalyst is MZS-9:1 with 100% conversion and almost 90% yield of methyl lauric.
References
Özbay, N., Oktar, N., Tapan, N.A.: Esterification of free fatty acids in waste cooking oils (WCO): role of ion-exchange resins. Fuel 87, 1789–1798 (2008)
Hu, L., Lin, L., Wu, Z., Zhou, S., Liu, S.: Chemocatalytic hydrolysis of cellulose into glucose over solid acid catalysts. Appl. Catal. B Environ. 174, 225–243 (2015)
Mena-Duran, C.J., Macquarrie, D.J.: Esterification of lauric acid with methanol using sulfonated Starbons. Res. J. Chem. Environ. 18, 1–6 (2014)
Jiang, K., Tong, D., Tang, J., Song, R., Hu, C.: The Co-promotion effect of Mo and Nd on the activity and stability of sulfated zirconia-based solid acids in esterification. Appl. Catal. A Gen. 389, 46–51 (2010)
Kitano, M., Arai, K., Kodama, A., Kousaka, T., Nakajima, K., Hayashi, S., Hara, M.: Preparation of a sulfonated porous carbon catalyst with high specific surface area. Catal. Lett. 131, 242–249 (2009)
Balci, S., Gokcay, E.: Pore structure and surface acidity evaluation of Fe-PILCs. Turk. J. Chem. 33, 843–856 (2009)
Hasanudin, H., Wijaya, K., Santoso, B.: Preparation and catalytic activity for isopropyl benzene cracking of Co, Mo and Co/Mo-Al2O3-pillared montmorillonite catalysts. Indones. J. Chem. 9, 189–194 (2009)
Suseno, A., Wijaya, K., Trisunaryanti, W., Shidiq, M.: Synthesis and characterization of ZrO2-pillared bentonites. Asian J. Chem. 27, 2619–2623 (2014)
Fraenkel, D., Jentzsch, N.R., Starr, C., Nikrad, P.V.: Acid strength of solids probed by catalytic isobutane conversion. J. Catal. 274, 29–51 (2010)
Sathyaselvabala, V., Thiruvengadaravi, K.V., Sudhakar, M., Selvaraj, D.K., Sivanesan, S.: Optimization of free fatty acids reduction in Calophyllum inophyllum (pinnai) oil using modified zirconia catalyst for biodiesel production. Asia Pac. J. Chem. Eng. 7, 140–149 (2012)
Patel, A., Brahmkhatri, V., Singh, N.: Biodiesel production by esterification of free fatty acid over sulfated zirconia. Renew. Energy. 51, 227–233 (2013)
Jiménez-Morales, I., Del Río-Tejero, M.A., Braos-García, P., Santamaría-González, J., Maireles-Torres, P., Jiménez-López, A.: Preparation of stable sulfated zirconia by thermal activation from a zirconium doped mesoporous MCM-41 silica: application to the esterification of oleic acid with methanol. Fuel Process. Technol. 97, 65–70 (2012)
Saravanan, K., Tyagi, B., Shukla, R.S., Bajaj, H.C.: Esterification of palmitic acid with methanol over template-assisted mesoporous sulfated zirconia solid acid catalyst. Appl. Catal. B Environ. 172, 108–115 (2015)
Sang, X., Zhang, L., Wang, H., He, D., Deng, L., Huang, S., Wang, J., Luo, Y.: Influence of synthetic parameters on structural and catalytic properties of sulfated zirconia nanoparticles prepared by employing sulfate-containing anion surfactants via one-step route. Powder Technol. 253, 590–595 (2014)
Tangchupong, N., Khaodee, W., Jongsomjit, B., Laosiripojana, N., Praserthdam, P., Assabumrungrat, S.: Effect of calcination temperature on characteristics of sulfated zirconia and its application as catalyst for isosynthesis. Fuel Process. Technol. 91, 121–126 (2010)
Arata, K., Hino, M.: Preparation of superacids by metal oxides and their catalytic action. Mater. Chem. Phys. 26, 213–237 (1990)
Shi, G., Yu, F., Wang, Y., Pan, D., Wang, H., Li, R.: A novel one-pot synthesis of tetragonal sulfated zirconia catalyst with high activity for biodiesel production from the transesterification of soybean oil. Renew. Energy. 92, 22–29 (2016)
Li, X., Nagaoka, K., Lercher, J.A.: Labile sulfates as key components in active sulfated zirconia for n-butane isomerization at low temperatures. J. Catal. 227, 130–137 (2004)
Ward, D.A., Ko, E.I.: One-step synthesis and characterization of zirconia–sulfate aerogels as solid superacids. J. Catal. 150, 18–33 (1994)
Tyagi, B., Mishra, M.K., Jasra, R.V.: Solvent free synthesis of 7-isopropyl-1,1-dimethyltetralin by the rearrangement of longifolene using nano-crystalline sulfated zirconia catalyst. J. Mol. Catal. A: Chem. 301, 67–78 (2009)
Kleitz, F.: Ordered mesoporous materials: template removal, frameworks and morphology (2002)
Lutecki, M., Solcova, O., Werner, S., Breitkopf, C.: Synthesis and characterization of nanostructured sulfated zirconias. J. Sol Gel Sci. Technol. 53, 13–20 (2009)
Wang, J.A., Valenzuela, M.A., Salmones, J., Vázquez, A., García-Ruiz, A., Bokhimi, X.: Comparative study of nanocrystalline zirconia prepared by precipitation and sol–gel methods. Catal. Today 68, 21–30 (2001)
Omar, W.N.N.W., Amin, N.A.S.: Biodiesel production from waste cooking oil over alkaline modified zirconia catalyst. Fuel Process. Technol. 92, 2397–2405 (2011)
Furuta, S., Matsuhashi, H., Arata, K.: Biodiesel fuel production with solid amorphous-zirconia catalysis in fixed bed reactor. Biomass Bioenergy 30, 870–873 (2006)
Coppens, M.-O., Wang, G.: Design of heterogeneous catalysts new approaches based on synthesis. characterization and modeling. Wiley-VCH GmbH & Co. KGaA, Weinheim, Germany (2009)
Acknowledgements
The author would like to thank the Directorate of Higher Education, Ministry of Research and Technology and Higher Education Indonesia (Grant number 023/SP2H/LT/DPRM/II/2016) who has provided scholarship for doctoral degree and also would like to thank the Department of Chemistry Universitas Gadjah Mada for providing laboratory and supervisor for doctoral degree.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Rachmat, A., Trisunaryanti, W., Sutarno et al. Synthesis and characterization of sulfated zirconia mesopore and its application on lauric acid esterification. Mater Renew Sustain Energy 6, 13 (2017). https://doi.org/10.1007/s40243-017-0097-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40243-017-0097-1