
Abstract
This paper aims to investigate the combined effect of circular beam wobbling and varying laser power on crack formation, weld geometry, microstructure and hardness during remote laser welding of AA6082 alloy. AA6082 sheets of 2 mm thickness were joined in overlap weld configuration using wobbling mode remote laser welding at 4 kW, 3 kW and 2.5 kW. Full penetration was achieved in the joints made at 4 kW and 3 kW, with severe crack formation. Welds at 2.5 kW showed partial penetration and no cracks; however, porosity formation was observed. While no significant change was observed in the dendritic structure and compound contents in fusion zones with full penetration, compound clusters dominated by Cu and Si elements were revealed in the seam root region at 2.5 kW (partial penetration). In full penetration welds (4 and 3 kW), the hardness decreased in the center of the fusion zone but increased from the surface to the root zone. However, for the partial penetration weld (2.5 kW), a limited change in the hardness values determined in the same direction was observed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Laser beam welding has emerged among other fusion welding processes by providing competitive benefits such as high processing speed, reduced heat-affected zone (HAZ) and precise control of the beam position on the fly. The high energy density created by the delicate balance between laser power and material interaction allows to reach deep penetration welds, enabling single-pass welding of thick (up to 70 mm) materials. The resulting low energy input minimises the need for rework and ensures a reduced HAZ with limited residual stresses and distortions [1]. As a result, no unnecessary thermal stress is applied to areas outside the joining zone.
Technological advances have paved the way for remote laser welding (RLW), taking conventional laser welding one step further. RLW operations are performed from a remote location by means of a laser beam emitted from a scanner typically mounted on the arm of an industrial robot [2]. This technology allows to operate at higher speeds than conventional welding applications and provides the ability for non-contact and autogenous joints in a fraction of a second, without the need for filler wire and shielding gas [3,4,5]. Due to its easy automation, high welding speeds, high power density, narrow HAZ, high weld seam depth and low thermal distortion [6, 7], RLW has been widely used in various industries such as automotive body frames and closures, shipbuilding, bridge construction and manufacturing of electric vehicles [8, 9]. Although investment and running costs are significantly higher than in conventional welding processes (i.e. MIG, CMT), they can be offset by increased productivity, product quality and production flexibility [10].
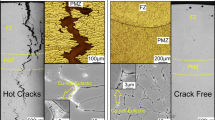
Increasing demand for weight reduction has led to an increased interest in RLW of aluminium alloy sheets [11] [12], especially 6xxx aluminium. These alloys, containing Mg and Si as the main alloying elements, are generally known to have good extrusion and rolling capabilities as well as good corrosion resistance, especially in atmospheric environments. In addition to these positive properties, the low cost of 6xxx aluminium alloys has made them more widely used than 2xxx and 7xxx alloys [13]. However, challenges are posed during welding—the microstructure of 6xxx aluminium alloys consists of coarse elongated α-Al grains in the rolling direction and Mg-Si rich clusters [14, 15]. Mg2Si is present as an intermetallic compound in the alloy system and has strength-enhancing properties [16]. During laser welding of 6xxx alloys, solidification cracks may arise primarily due to the presence of low-melting eutectic phases (Mg2Si). These phases solidify before the surrounding matrix during welding, causing localised shrinkage and crack formation. Moreover, the rapid solidification rate inherent in laser welding promotes the formation of columnar primary-Al grains, further increasing susceptibility to cracking. Furthermore, the HAZ of the welded joint can soften due to microstructural transformation and ultimately affect the mechanical properties of the joint. Therefore, reducing the extent of HAZ softening in the 6xxx aluminium alloy is crucial for enhancing joint performance [17]. Additional challenges encountered during welding of 6xxx aluminium include the high surface reflectivity, low viscosity of the molten metal and the inherent oxide layer. The latter has a much higher melting point than aluminium and requires a higher heat input to initiate the in-coupling of the laser to the material with the risk of localised burn-through [18].
With the deployment of fast scanning technologies, beam wobbling has emerged as an interesting approach to help tailoring the weld microstructure and control critical defects such as solidification cracking [19]. Beam wobbling at high frequency is also known to stabilise the molten pool and reduce the formation of weld pores. Studies have shown that circular beam oscillation produces finer grains and more homogeneously distributed dendrite structures in the weld zone compared to other oscillation mechanisms [20]. In addition, studies on the effects of laser power, a critical parameter in the RLW joining process of AA6082 alloy, on the weld microstructure show that a high laser power-weld speed relationship prevents porosity formation [21]. However, this situation can increase the risk of hot cracking as the grain size decreases [22]. Conversely, low laser power is known to cause insufficient partial melting and an increase in viscosity [23]. In this context, it becomes clear that an optimal value for the laser power causes changes in both the weld geometry and weld microstructure, and the ability to predict these changes in advance offers significant advantages in terms of weld quality and compatibility with the design.
This paper aims to investigate the combined effect of beam wobbling with circular oscillation and varying laser power on crack formation, weld geometry, microstructure and hardness during RLW of AA6082 alloy.
2 Material and methods
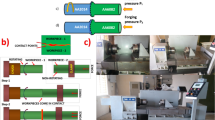
AA6082 alloy sheets with dimensions of 60 × 40 × 2 mm3 were tested. The nominal chemical composition of AA6082 alloy is in Table 1. The joining process was performed with the 10-kW ARM fiber laser source (Coherent–Highlight FL10000–ARM) coupled to the SCANSONIC ALO4-O welding head with a collimating length of 158 mm and focusing length of 176 mm, shown in Fig. 1a. The ARM laser is comprised of the ring and core beams, each independently rated at 5 kW. The beam diameter at the focused plane is 0.11 mm for the core and 0.32 mm for the ring beam. The Rayleigh lengths for the core and ring beam are 0.8 mm and 2.0 mm, respectively. The sheets were cleaned with acetone prior welding. They were placed on the clamping platform with overlapping weld configuration (25 mm) as shown in Fig. 1b—the weld was performed along the x-axis for a length of 50 mm with reference to point O.

a Experimental setup of the laser welding system. b Schematics showing the weld configuration and the beam wobbling pattern
In circular oscillating, the laser beam moves in both x and y directions. These two motions have two velocity parameters. The speed of the circular motion is known as the tangential velocity (Vt), and the period (T) is the time in which the circular motion is performed. The speed in the x direction is known as the welding velocity (vx) and the number of circular revolutions gives the overlap measure, Ol, as expressed in Eqs. (1)–(3), where A is the diameter of the circle and f the frequency.
The AA6082 sheets were welded by the circular oscillation path configuration shown in Fig. 2. In this configuration, the frequency was set to 100 Hz, the x and y amplitudes (Ax and Ay) to 0.5 mm and the welding speed (vx) to 50 mm/s. As a result, the overlap measure, Ol, was 0.25 mm. This ensured that the laser points were in contact with each other in the x-axis along the oscillation path, considering that the fiber laser ring diameter was 0.32 mm. Due to the oscillation pattern, the + y region of the plate (I. zone) has a more intense laser spot contact, while the − y region (II. zone) has reduced laser spot contact.

Circular oscillation path configuration
The total displacement distance in the x direction from the origin (O) is found by summing the displacement A for the semicircular motion and the velocity-dependent displacement in the x direction. In this context, the total displacement in the + x direction of the I. zone pattern (Ix = 1.25 mm) is determined from Eq. (4), where tsc is the time (s) required to form a semicircle as in Eq. (5).
The pattern in II. zone has a completely different formation compared to the pattern in I. zone. The circular motion in II. zone is in the − x direction. The total displacement distance in the x direction from O in II. zone is found by subtracting the displacement A for the semicircular motion and the velocity-dependent displacement in the x direction. The total displacement in the x direction (IIx = 0.75 mm) of II. zone pattern is calculated from Eq. (6).
Equations (7) and (8) present the time-dependent displacements in x directions for I. zone and II. zone, respectively. Equation (9) presents the time-dependent displacements in y directions for I. zone and II. zone. It should be noted that these formulations are obtained for only one circular motion, where Xt and Yt are functions of time t as independent variables, which respectively represent the horizontal and vertical coordinates of the beam spot in the coordinate system. As a result of the calculations, the time-dependent displacement graphs of the beam spot in x and y directions for a circular motion are given in Fig. 3.

The time-dependent displacement graphs of the beam spot in x and y directions for a circular motion: a displacement in the x direction and b in the y direction
Beam wobbling with circular oscillation was implemented and the combined effect of varying the laser power revealed the effect on weld microstructure. The selected power levels are 4 kW, 3 kW and 2.5 kW. Each welding experiment was repeated three times. The applied welding parameters are presented in Table 2. In addition, no welding wire and no shielding gas were used.
The welded sheets were cut 15 mm in the x direction and 20 mm in y direction for microstructure and hardness examinations. Thus, specimens were obtained for separate examination of the initial, middle and end zones of the weld line. After hot mounting process, the cut samples were ground with 320 grit SiC abrasive under 5 N and then polished with 9 and 3 µm solutions respectively. Barker solution (200 ml HBF4 + 800 ml H2O) was used for etching. The microstructure of the samples was examined with a Nikon Eclipse LV150N microscope. SM-7800F Schottky Field Emission Scanning Electron Microscope was used for SEM images and EDX analysis. Finally, microhardness measurements were performed with Wilson VH1150 under 300 gf for 15 s. An indentation range of 250 µm was used for each test measurement. The hardness test specimens were evaluated with measurements taken on four different lines: surface line, centre line, root line and vertical line.
3 Results and discussion
3.1 Weld geometry and microstructure
The weld bead and weld root surfaces of AA6082 sheets joined with different laser beam powers are shown in Fig. 4a–f. In the joining process performed with 4-kW laser power, an incomplete filled groove (IFG) was observed on the weld bead surface (Fig. 4a), while high root reinforcement (RR) and undercutting caused by excessive penetration was detected on the weld root surface (Fig. 4b). Reducing the laser beam power to 3 kW significantly reduced IFG and undercut defects on the weld bead surface (Fig. 4c), while resulting in lower of RR formation on the weld root surface (Fig. 4d). In the joining process using 2.5-kW laser power, no significant defects were observed on both the weld bead surface (Fig. 4d) and the weld root surface (Fig. 4e) by visual inspection. In addition, incomplete fusion was detected at the weld initial and end points in all sheets joined with different laser power. The weld features measured in the cross-sectional images are presented in Fig. 5.

Weld bead and weld root surfaces of AA6082 sheets joined with different laser power values: a 4-kW-weld bead surface; b 4-kW weld root surface; c 3-kW-weld bead surface; d 3-kW-weld root surface; e 2.5-kW-weld bead surface; f 2.5-kW-weld root surface

Definition of the weld features measured during microstructural analysis
3.1.1 Welding process with 4-kW laser power
In Fig. 6a–d, the cross-sectional images of the seams in different zones of the plate joined with 4-kW laser power are presented. As shown in Fig. 6a, weld cracks appeared at the initial of the weld line, above the weld seam. These cracks, known as solidification cracks, were caused by the high heat input and progressed from the seam surface to the centre depending on the cooling rate (residual stresses) [25, 26]. During the welding process, the initial region of the weld line is exposed to continuous heat input (post-heating) and therefore, the cooling rate along the weld line is low [27]. The continuous heat input and slow cooling created a wider and more downwardly directed seam compared to other weld lines. The weld geometry shows the formation of a 0.78-mm-deep IFG and 1.26-mm RR in the weld initial zone. Since high laser power causes undercutting in the root area, the root width (RW) size is in the range of 3.11–2.77 mm. In other seam measurements, the seam width (SW) was 4.50 mm, while the mid-seam width (Mid.SW) and minimum seam width (Min.SW) were 3.37 mm and 2.46 mm, respectively.

Seam cross-sections of different weld zones for 4-kW laser power: a initial zone of weld line; b middle zone of weld line; c end zone of weld line; d middle zone HAZ and fusion microstructure
Figure 6b shows a cross-sectional image of the seam in the middle zone of the weld line. The laser beam reached the centre of the weld line after about 50 circular movements. Thus, a localised preheating occurs before the welding process takes place. The heat generated before welding, combined with the heat input during the welding process, caused a higher temperature compared to the previous region. In this context, the high cooling rate of the weld seam increased further, and as a result, the crack formation that appeared in the initial zone of the weld line appeared longitudinally in the middle zone of the weld line. The high cooling rate directed the seam upward (IFG = 0.57, RR = 0.74), and accordingly, the seam widths decreased (SW = 3.92 mm, Max.SW = 4.06 mm, Mid.SW = 3.21 mm, Min. SW = 2.48 mm). The undercut formation in the root zone became more pronounced (RW = 2.99–2.10 mm). Figure 6d shows the microstructure image of the rectangular area covering the HAZ and fusion zone (FZ). The HAZ near the fusion line had compounds of different sizes (≈ 16 µm) containing the elements AA6082. Some grain coarsening was observed at the edge of the fusion line, but no significant grain orientation was detected. As it progressed from the fusion line to FZ, clustered coarse grain (CG) regions were observed as a result of irregular solidification. Considering the grain size distribution around the crack, it was revealed that crack formation occurred due to residual stress in the FZ.
In the cross-sectional view of the end zone of the weld line shown in Fig. 6c, the crack density increased due to rapid cooling of the surface. The zone was preheated due to heat input from previous weld lines, but exhibited faster solidification after the welding process than the other zones, especially on the surface. This resulted in less deep but more intense crack formation compared to the middle zone. The high preheating did not lead to a large change in seam dimensions, although it directed the seam slightly downward compared to the middle weld region (SW = 3.94 mm, Max.SW = 3.98 mm, Mid.SW = 3.18 mm, Min.SW = 2.41 mm, IFG = 0.61 mm, RR = 0.98 mm). The undercut defect remained, but its effects were reduced (RW = 2.94–2.18).
Table 3 presents the seam geometry dimensions of the different weld zones for 4-kW laser power; it was clearly identified that the largest seam size was obtained in the initial zone of the weld line. Except for the initial zone values in Table 3, the seam geometries of the other welding zones were in accordance with ISO 13919–1 and ISO 13919–2 standards. Finally, under the influence of 4-kW laser power, weld distortion occurred in all regions, but the most pronounced weld distortion was in the weld initial zone. This is evident from the fact that the bottom weld sheets are not aligned with each other in Fig. 6a.
3.1.2 Welding process with 3-kW laser power
The cross-sectional images of the seams in different zones of the plate joined with 3-kW laser power and the microstructure of some regions of the middle zone of weld line are shown in Fig. 7a–g. In the weld cross-section images presented in Fig. 7a–c, it was observed that the formation of solidification cracks was significantly eliminated by decreasing the laser power. Table 4 presents the seam geometry dimensions of different welding zones for 3-kW laser power. The seam dimensions showed that low heat input reduces the seam width dimensions. Furthermore, the IFG and RR dimensions were reduced for all zones of the weld line and no undercut formation was observed on the root surface. Studies on the effect of laser power on weld geometry have shown that the changes in penetration depth are more dominant than the changes in weld width [28]. Figure 7d and e shows optical microscope images of the HAZ and FZ of the middle zone weld line, respectively. The decrease in laser power caused an increase in the proportion of the compound distribution in the HAZ and a grain orientation (columnar dendrites) from the FZ towards the fusion line. The morphology of the grains was affected by the solid–liquid interfacial ratio as well as structural supercooling [29]. At high laser power, the compounds in the HAZ were coarser but sparser, whereas with decreasing laser power and the associated increase in cooling rate, the compounds became finer but more dispersed (≈ 11.5 µm). In the FZ, however, there were no coarse compounds or precipitates. The precipitates dissolve during welding due to the high temperature and do not have time to regenerate [30]. In rare cases, the appearance of coarse-grained phase (CGP) in the FZ region is possible due to slow cooling, but especially the FZ centre contains equiaxed dendrites (Fig. 7e). Figure 7f and g shows SEM images of HAZ–FZ and FZ–HAZ zone transitions, respectively. Due to the overlap welding position, the short plate area close to the weld zone in the + y direction (Fig. 1b) was subjected to heat accumulation, resulting in the reduction of precipitates and compounds in the HAZ due to heat treatment, as shown in Fig. 7g. With the circular oscillation configuration, which is more effective in the + y direction, the heat treatment was even more effective in this region.

Seam cross-sections of different weld zones for 3-kW laser power: a initial zone of weld line; b middle zone of weld line; c end zone of weld line; d middle zone HAZ–FZ microstructure; e middle zone FZ microstructure; f middle zone HAZ–FZ microstructure; g middle zone FZ–HAZ microstructure
3.1.3 Welding process with 2.5-kW laser power
Figure 8a–e shows cross-sectional images of the seams in different regions of the plate joined with 2.5-kW laser power. The full seam penetration could not be achieved by reducing the laser power; therefore, face reinforcement (FR) was used instead of IFG value and lack of penetration (LP) was used instead of RR value for weld geometry evaluation. Table 5 presents the seam geometry dimensions of the different weld zones for 2.5-kW laser power. Although the seam penetration (SP) values increased towards the end zone of the weld line, in general, all seam dimensions had values close to each other. In addition, low laser power caused the formation of pores. The bubbles formed at the tip of the keyhole are carried into the molten pool by the flow of molten metal and the keyhole expands and deepens; then, the bubbles formed in the keyhole, which undergo severe expansion and contraction, also expand and are retained in the weld zone as large pores [31]. With 4-kW and 3-kW laser powers, the joints were fully penetrated, so that pore formation was largely unnoticeable. This is due to the complete penetration of the keyhole tip into the workpiece so that the bubbles were directed out of the base cavity [32].

Seam cross-sections of different weld zones for 2.5-kW laser power: a initial zone of weld line; b middle zone of weld line; c end zone of weld line; d initial zone HAZ–FZ microstructure; e initial zone FZ–HAZ microstructure
Figure 8d and e shows HAZ–FZ and FZ–HAZ microstructure images of the initial zone of the weld line. The columnar dendrites were formed in the direction of the arrow towards the fusion line from both edges of the FZ with the effect of the cooling rate. Furthermore, the low laser power caused sudden cooling and the post-heating process did not reach a sufficient level for this zone during the rest of the welding process. Insufficient time for pore expulsion increased the pore density. The reason for the decrease in porosity towards the end zone of the weld line is the natural preheating that occurs during the welding process. Natural preheating is a process that can help reduce porosity in processes without full penetration.
3.2 Microstructure analysis
Figure 9a–e shows the microstructure analysis results of the FZ centre in the middle region of the weld line for 3 kW. As a result of the EDS mapping analysis of the microstructure image presented in Fig. 9a, it was determined that in the FZ region, besides Al, Si (Fig. 9b) and Cu (Fig. 9c) were dominant in the dark and light coloured structure, respectively. Considering the high melting point of Si, it is an expected result that Si is dominant in the FZ element distribution in the process of melting and resolidification in a short time. In Fig. 9d, elemental analysis was performed within the rectangular areas determined for spectrum 1 and the presence of 95.46 wt.% Al, 1.79 wt.% Cu and 1.36 wt.% Si elements as well as Mn, Mg and Fe elements below 1 wt.% was determined. In spectrum 2 analyses representing light-coloured structures (Fig. 9e), the presence of compound formation with 70.47 wt.% Cu, 16.25 wt.% Al, 9.40 wt.% Zn, 3.56 wt.% Si and 0.33 wt.% Mg was determined.

The microstructure analysis results of the FZ centre in the middle zone of the weld line for 3 kW: a FZ analysis region; b, c EDS mapping analysis; d, e EDS spectrum analysis graphs
Figure 10a–e shows the microstructure analysis results of the HAZ in the middle zone of the weld line for 3 kW. As a result of the EDS mapping analysis of the microstructure image presented in Fig. 10a, it was determined that Si (Fig. 10b) and Cu (Fig. 10c) were dominant in HAZ as in FZ. The dark compounds in Fig. 10d (Spectrum 3) contain 60.13 wt% Al, 30.05 wt% Si, 8.56 wt% Cu and 1.25 wt% Mg. The yellow compounds in Fig. 10e (spectrum 4) contain 45.18 wt% Cu, 39.55 wt% Al, 10.71 wt% Fe and 4.55 wt% Si.

The microstructure analysis results of the HAZ in the middle zone of the weld line for 3 kW: a HAZ analysis region; b, c EDS mapping analysis; d, e EDS spectrum analysis graphs
For a clearer understanding of the microstructural changes in the HAZ with decreasing laser power, the HAZ selected for 3-kW laser power examination was also selected for 2.5-kW laser power. The results of the HAZ microstructure analysis of the plate joined with 2.5-kW laser power are shown in Fig. 11a–e. As the laser power decreased, the average size of Al compounds with high Si content in the HAZ decreased gradually and the average size of these compounds was calculated as 10 µm at 2.5-kW laser power. The average size of the compounds with similar content in the base metal was 7.7 µm and in this context, it can be said that increasing the laser power causes the compound coarsening in the HAZ. In the EDS mapping analysis of the region shown in Fig. 11a, it was observed that Cu particle size was smaller but dispersed while Si particles were larger but not dispersed (Fig. 11b, c). Spectrum analyses (Fig. 11d, e) from the points identified in the HAZ near the fusion boundary revealed that the Si content in the compound decreased when the 3-kW laser power was compared to the HAZ.

The microstructure analysis results of the HAZ in the middle zone of the weld line for 2.5 kW: a HAZ analysis region; b, c EDS mapping analysis; d, e EDS spectrum analysis graphs
Figure 12a–e shows the microstructure analysis results of the seam root in the middle zone of the weld line for 2.5 kW. As a result of the spectrum analysis performed (Fig. 12b) on the seam root image presented in Fig. 12a, it was determined that the compounds containing Al, Cu, Si and Mg elements together are concentrated in the seam root region towards the bottom of the FZ. Figure 12c–e mapping analysis shows that Al, Mg, Si and Cu elements form clustered compounds in this region. Since the low heat input 200 µm upwards from the bottom FZ point could not form a clear liquefaction form and also since a rapid cooling occurred in this region, it is estimated that compound clusters may have occurred. High levels of aggregation were approximately 30 µm in size and were observed at the edges of the root curvature formation.

The microstructure analysis results of the seam root in the middle zone of the weld line for 2.5 kW: a seam root analysis region; b EDS spectrum analysis graph; c–e EDS mapping analysis
3.3 Microhardness
The hardness measurements of the sheets joined with different laser powers were performed with the hardness test model shown in Fig. 13. For hardness tests, specimens belonging to the initial zone of the weld line, which was determined to have minimum weld defects in general after microstructure examinations, were used. Each hardness measurement line was established at a distance of 250 µm from the nearest plate surface. Thus, the changes in the weld seam and surrounding areas were observed.

Hardness test model view
Figure 14a-d shows the hardness graphs of the weld joints performed with 4-kW laser power. Since the longest solidification time was at the centre (O) of the horizontal hardness lines, a decrease in hardness was observed towards the centre of the FZ. However, the hardness in the centre decreases dramatically for joints made with high laser power. The FZ exhibits a melting followed by solidification and high laser power increases the melting area. This phenomenon leads to slow solidification in the centre of the FZ and rapid solidification at the edges of the region close to the fusion line. Figure 14a and b shows the graphs of the surface and centre hardness lines on the top weld plate. The hardness value at centre O was 75 HV at surface line and 58 HV at centre line. Furthermore, the hardness value increased towards the fusion line and reached the maximum hardness value (≈ 93 HV) and the hardness pattern was similar for both hardness lines. The hardness of the base metal was in the range 105 HV–120 HV. In this context, although it was possible to reach the base metal from the HAZ at a distance of 6 mm in the − y direction, this was not possible in the + y direction. The inability to reach the hardness of the base metal in the + y direction is due to the fact that the weld plate ends too close to the weld zone and this zone is softened by the heat treatment effect. In the root line graph in Fig. 14c, the hardness properties changed direction due to the overlap plate position and the base metal hardness was not reached in the − y direction. The vertical line graph in Fig. 14d shows the hardness values of the weld seam from top to bottom. Depending on the cooling rate, the hardness value decreases towards the centre, while the hardness values increase towards the weld bead and weld root surfaces. In the vertical hardness line, the highest hardness was observed in the root region (88 HV–94 HV).

The hardness graphs of the weld joints performed with 4-kW laser power: a surface line; b centre line; c root line; d vertical line
In the hardness graphs of the welded joints with 3-kW laser power presented in Fig. 15a–d, the effects of reduced heat input were observed. In this context, the hardness distribution at the fusion centre on the surface hardness line continued in the range of 74 HV–80 HV for about 2 mm (Fig. 15a). Thus, it can be said that solidification occurs in the surface line in a similar time period and crack formation is prevented. As the fusion line was approached, the hardness reached in the range of 85 HV–88 HV. Although the hardness decreased up to 78 HV in the HAZ near the fusion line in the − y direction, the hardness increased to 110 HV towards the base metal. In the + y direction, the HAZ hardness after the fusion line reached from 82 to 93 HV, but the hardness of the base metal could not be reached at a distance of 6 mm from the centre. The hardness pattern at the centre line (Fig. 15b) was similar to the hardness pattern of the welded joint performed with 4-kW laser power, except for the fusion centre hardness increase. While a slight increase in hardness was noted in the root line, base metal was reached in the + y and − y directions (Fig. 15c). The lower RW size in the seam geometry and the lower temperature in this region reduced the effect of the heat treatment and, accordingly, the HAZ distance. The increase in hardness at the root line was also determined in the vertical hardness line pattern and the hardness range was 75 HV–118 HV (Fig. 15d).

The hardness graphs of the weld joints performed with 3-kW laser power: a surface line; b centre line; c root line; d vertical line
Figure 16a–d shows the hardness patterns of the welded joints obtained by reducing the laser power to 2.5 kW. The hardness patterns of the horizontal lines showed the formation of boundaries between the HAZ and the base metal. The low laser power resulted in a low HAZ distance and the FZ hardness and HAZ hardness close to the fusion line were close to each other. At a distance of 1.5 mm from the fusion centre of the surface hardness line in Fig. 16a, the hardness range was 78 HV–84 HV. The hardness reached the range of 90 HV–93 HV close to the + y and − y fusion lines. The estimated HAZ distance was about 2.75 mm in the − y direction and about 4 mm in the + y direction. Despite a slight decrease in hardness values, a similar formation was observed in the centre hardness line presented in Fig. 16b. In the root hardness line graph presented in Fig. 16c, the hardness value in the FZ was in the range of 83 HV–88 HV. Although HAZ softening was observed in the short area close to the weld zone (in the − y direction) on the bottom plate, the hardness gradually increased from the FZ to the base metal as soon as the HAZ zone in the + y direction was crossed. The vertical hardness line values shown in Fig. 16d were in the range of 78 HV–86 HV. Considering the specimens joined with different laser power, a balanced hardness was determined in the FZ at 2.5-kW laser power.

The hardness graphs of the weld joints performed with 2.5-kW laser power: a surface line; b centre line; c root line; d vertical line
4 Conclusion
In the presented study, AA6082 sheets were joined in overlap weld configuration using wobbling mode RLW at different laser power levels. The weld joints were divided into initial, middle and end zones, and the effects of the applied laser power on the weld geometry, microstructure and hardness properties of each zone were investigated. The key findings are presented as follows:
-
Welds produced at 4 kW and 3 kW led to full penetration. Incomplete filled groove and root reinforcement with decreasing values were observed on the weld bead and weld root surfaces of the welded sheets with decreasing laser power. The face reinforcement was observed at 2.5 kW, where full penetration was not achieved. The ratio of laser power and average seam width was 4 kW/4.12 mm, 3 kW/3.05 mm and 2.5 kW/2.75 mm.
-
Microstructural investigations of the initial, middle and end zones of the welded sheets revealed that the variation in laser power affects the structural formation phenomena of each zone. Considering the crack formation between the zones under the influence of 4-kW laser power, the post-heating of the initial zone reduced the crack formation, but the high laser power caused undercutting in all regions. With 3 kW, crack formation and undercutting defects were minimized. With the welds at 2.5 kW, full penetration did not occur, cracks were not observed, but pore formation was revealed.
-
Si and Cu elements were dominant in the FZ, except Al. While no significant change was observed in the dendritic structure and compound contents in FZs with full penetration (4 and 3 kW), the presence of compound clusters dominated by Cu and Si elements was determined in the seam root region at 2.5 kW (partial penetration). The sudden change in temperature during the welding process increased the kinetic energy of Cu and Si atoms and caused mutual diffusion. However, the lack of sufficient time as a result of the sudden cooling/solidification process in the seam root region created an unstable cluster structure. In the HAZ close to the fusion line, compounds containing Al, Si, Cu and Mg were detected, while the compound sizes changed in direct proportion to the laser power.
-
In full penetration welds (4 and 3 kW), the hardness decreased in the centre of the FZ due to the effect of cooling rate after increasing laser power (4 kW/58 HV, 3 kW/69 HV); however, it increased from the surface to the root zone. In the partial penetration weld (2.5 kW), the hardness in the FZ was 76 HV and limited variation was determined from the surface to the root zone. Due to the nature of the lap weld configuration, one edge of the joined sheets was very close to the weld centre, so at high laser powers, this region was affected by heat treatment and the base metal hardness was not reached. As the laser power decreased, HAZ and base metal boundaries could be detected. At 2.5-kW laser beam power, the average HAZ width was 3 mm.
References
Tunçel O, Aydın H, Çetin Ş (2020) Microstructure and mechanical properties of similar and dissimilar laser welds of dp600 and dp1000 steel sheets used in the automotive industry. Turk J Eng 5:8–14. https://doi.org/10.31127/tuje.649975
Pamarthi VV, Sun T, Das A, Franciosa P (2023) Tailoring the weld microstructure to prevent solidification cracking in remote laser welding of AA6005 aluminium alloys using adjustable ringmode beam. J Market Res 25:7154–7168. https://doi.org/10.1016/j.jmrt.2023.07.154
Deepak JR, Anirudh RP, Saran Sundar S (2023) Applications of lasers in industries and laser welding: a review. Mater Today Proc. https://doi.org/10.1016/j.matpr.2023.02.102
Svenungsson J, Choquet I, Kaplan AFH (2015) Laser welding process - a review of keyhole welding modelling. In: Physics Procedia. Elsevier B.V. pp 182–191. https://doi.org/10.1016/j.phpro.2015.11.042
Ceglarek D, Colledani M, Váncza J et al (2015) Rapid deployment of remote laser welding processes in automotive assembly systems. CIRP Ann Manuf Technol 64:389–394. https://doi.org/10.1016/j.cirp.2015.04.119
Behera A (2020) Optimization of process parameters in laser welding of dis-similar materials. In: Materials Today: Proceedings Elsevier Ltd. pp 5765–5769. https://doi.org/10.1016/j.matpr.2020.07.148
Katayama S, Kawahito Y, Mizutani M (2012) Latest progress in performance and understanding of laser welding. Physics procedia. 39:8–16
Kotadia HR, Franciosa P, Jabar S, Ceglarek D (2022) Remote laser welding of Zn coated IF steel and 1050 aluminium alloy: processing, microstructure and mechanical properties. J Market Res 19:449–465. https://doi.org/10.1016/j.jmrt.2022.05.041
Chopde RS (2017) Study on laser beam welding of copper and aluminum joint. IOSR J Mech Civ Eng 17:65–74. https://doi.org/10.9790/1684-17010056574
Sun Z, Ion JC (1995) Review Laser welding of dissimilar metal combinations. J Mater Sci 30(17):4205
Long J, Zhang LJ, Ning J, Na SJ (2022) Effect of ambient pressure change on pure tungsten laser spot welding. Welding in the World 66:2133–2141. https://doi.org/10.1007/s40194-022-01372-8
Mukherjee M, Kundu J, Shome M (2022) Effect of processing parameters on the interface characteristics and joint strengths of aluminium-on-steel lap joints produced using conduction mode laser welding. Weld World 66:2461–2482. https://doi.org/10.1007/s40194-022-01392-4
Troeger LP, Starke EA (2000) Microstructural and mechanical characterization of a superplastic 6xxx aluminum alloy. Mater Sci Eng A 277:102–113
Shehabeldeen TA, Mahmoud TS, Nemat-Alla M et al (2020) Improvement of microstructural and mechanical characteristics of friction stir welded AA6061 aluminium alloy joint. IOP Conference Ser Mater Sci Eng Institute of Physics Publishing 751(1):012088
Wang H, Liu X, Liu L (2020) Research on laser-TIG hybrid welding of 6061-T6 aluminum alloys joint and post heat treatment. Metals 10:1–15. https://doi.org/10.3390/met10010130
Qin QD, Zhao YG, Zhou W, Cong PJ (2007) Effect of phosphorus on microstructure and growth manner of primary Mg2Si crystal in Mg2Si/Al composite. Mater Sci Eng, A 447:186–191. https://doi.org/10.1016/j.msea.2006.10.076
Yang S, Yang X, Lu X et al (2023) Strength calculation and microstructure characterization of HAZ softening area in 6082-T6 aluminum alloy CMT welded joints. Mater Today Communications 37:1–12. https://doi.org/10.1016/j.mtcomm.2023.107077
Liu J, Wang LL, Lee J et al (2015) Size-dependent mechanical properties in AA6082 tailor welded specimens. J Mater Process Technol 224:169–180. https://doi.org/10.1016/j.jmatprotec.2015.05.004
Sun T, Franciosa P, Liu C et al (2021) Effect of micro solidification crack on mechanical performance of remote laser welded AA6063 fillet lap joint in automotive battery tray construction. ApplSci (Switzerland) 11:1–16. https://doi.org/10.3390/app11104522
Pang X, Dai J, Chen S, Zhang M (2019) Microstructure and mechanical properties of fiber laser welding of aluminum alloy with beam oscillation. ApplSci (Switzerland) 9:1–11. https://doi.org/10.3390/app9235096
Fetzer F, Hagenlocher C, Weber R, Graf T (2021) Geometry and stability of the capillary during deep-penetration laser welding of AlMgSi at high feed rates. Opt Laser Technol 133:1–19. https://doi.org/10.1016/j.optlastec.2020.106562
Tang Z, Vollertsen F (2014) Influence of grain refinement on hot cracking in laser welding of aluminum. Welding in the World 58:355–366. https://doi.org/10.1007/s40194-014-0121-3
Canel T, Zeren M, Sınmazçelik T (2019) Laser parameters optimization of surface treating of Al 6082-T6 with Taguchi method. Opt Laser Technol 120:1–15 https://doi.org/10.1016/j.optlastec.2019.105714
Lipińska M, Pixner F, Szachogłuchowicz I et al (2023) Application of electron beam welding technique for joining coarse-grained and ultrafine-grained plates from Al-Mg-Si alloy. J Manuf Process 104:28–43. https://doi.org/10.1016/j.jmapro.2023.08.057
Rakhi K, Kang S, Shin J (2023) Hot-cracking mechanism of laser welding of aluminum alloy 6061 in lap joint configuration. Materials 16:1–15. https://doi.org/10.3390/ma16196426
Norouzian M, Amne Elahi M, Plapper P (2023) A review: suppression of the solidification cracks in the laser welding process by controlling the grain structure and chemical compositions. J Adv Join Process 7:1–15. https://doi.org/10.1016/j.jajp.2023.100139
Avci U, Temiz Ş (2018) Developer effects of pre-heating applied to the Al7039 armor plates prior to the friction stir welding. El-Cezeri Fen ve Mühendislik Dergisi 5:773–784
Faraji AH, Goodarzi M, Seyedein SH, Maletta C (2016) Effects of welding parameters on weld pool characteristics and shape in hybrid laser-TIG welding of AA6082 aluminum alloy: numerical and experimental studies. Weld World 60:137–151. https://doi.org/10.1007/s40194-015-0278-4
Wang C, He D, Cui L et al (2023) Influence of surface pretreatment on porosity and microstructure of laser welding in AlSi10Mg alloys sheets fabricated by laser powder bed fusion. Weld World 67:2449–2462. https://doi.org/10.1007/s40194-023-01579-3
Gündoğduİş E, Topuz P, Akman E, Yılmaz M (2021) Effect of laser welding speed on pore formation in AA 6061 T6 alloy. Mater Test 62:979–984
Matsunawa A, Mizutani M, Katayama S, Seto N (2003) Porosity formation mechanism and its prevention in laser welding. Weld Int 17:431–437. https://doi.org/10.1533/wint.2003.3138
Chang B, Allen C, Blackburn J, Hilton P (2013) Thermal and fluid flow characteristics and their relationships with porosity in laser welding of AA5083. In: Physics Procedia Elsevier B.V., pp 478–487. https://doi.org/10.1016/j.phpro.2013.03.104
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK). This research was supported by the Scientific and Technological Research Council of Turkey (TUBITAK) with the project number TUBITAK2219/1059B192202722.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was revised: the article note on page 1 was missing
Recommended for publication by Commission IV - Power Beam Processes
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Avci, U., Franciosa, P. Effect of laser power on weld microstructure of AA6082 sheets remote laser welded by circular beam wobbling. Weld World (2024). https://doi.org/10.1007/s40194-024-01802-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40194-024-01802-9