
Abstract
Climate change exacerbates the need for resource-efficient and cost-effective production processes across manifold industries, including the field of electrical connections. This specific field is characterized by a conflict of objectives, i.e., weight reductions while maintaining joint strength and electrical conductivity. From a material point of view, the use of aluminum as a conductor material is suitable for this application, as it is lighter than copper, a classical conductor material. Electrical conductors are often used in the form of flexible cables, so-called stranded wires. This type of conductor as well as the fact that the sole use of aluminum in electrical systems is not feasible, e.g., because the predetermined connection terminals of power electronic components are made of copper, creates a substantial demand for dissimilar aluminum-copper cable arrester joints. However, traditional fusion-based welding processes have proved incapable of reliably producing these dissimilar aluminum-copper joints because of thermophysical effects and chemical incompatibilities, the latter eventually leading to the formation of intermetallic phases. These phases adversely affect the quality of the joint in terms of both mechanical and electrical performance. Yet, magnetic pulse welding, a pressure welding process, is ideally suited for producing dissimilar metal joints on the basis of a low energy input during the welding process. Consequently, the formation of intermetallic phases is restrained. However, magnetic pulse welding has not been sufficiently investigated for the reliable contacting of stranded cables to tubular arresters. As a result, this paper focuses on the fabrication of tubular stranded cable arrester joints using magnetic pulse welding. To shed light on possible material combinations, aluminum-to-aluminum and copper-to-copper joints as well as their dissimilar counterparts are welded. Subsequently, the joints are characterized with regard to their microstructure and quasi-static material strength. Electrical characterization comprises the four-wire Kelvin measurement method to evaluate the resistance of the electrical joints. The results demonstrate that magnetic pulse welding is ideally suited to join the aforementioned material combination and joint configuration due to its process characteristics eventually leading to material continuity. As a result, the stranded wires are welded to the tubular arresters rather than crimped. Consequently, a comparative analysis of the joint properties with those of the joining partners shows that the measured electrical resistances and mechanical tensile forces may be considered very good.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction and state-of-the-art
1.1 Magnetic pulse welding in the field of electrical conductors
Electrical connections, in the following referred to as contacts, are increasingly important due to the continuing electrification of applications, e.g., in the automotive industry [1]. The connection of electrical consumers to the power supply offers great potential for a resource-efficient use of materials, e.g., aluminum can be used as a substitution for copper. This leads to weight savings, which is favorable in terms of resource efficiency.
Nevertheless, the exclusive use of aluminum as a conductor material is often not possible in complex modern systems, e.g., as connections to power electronics components and other purchased components are made of copper, or by installation space limitations that preclude the use of aluminum. The closest possible alternative is the partial substitution of copper by aluminum, for which individual segments of the power supply can be designed as aluminum parts. Another trend is the utilization of flexible and highly flexible cables. However, this trend, in combination with the increased use of aluminum as a conductor material, poses major challenges for contacting processes due to the formation of intermetallics [2], eventually rendering fusion-based welding processes unsuitable.
On the contrary, magnetic pulse welding (MPW) is a pressure welding process initiated by a high-frequency current flowing through a welding coil. This alternating current generates a magnetic field [3], subsequently inducing eddy currents in electrically conductive joining partners positioned nearby. Eventually, these eddy currents generate a secondary magnetic field, which interacts with the primary coil magnetic field by exerting a force on the joining partner and accelerating it away from the coil [4,5,6], leading to welding upon collision of the joining partners. Manifold investigations illustrate that both aluminum and copper can be joined well using MPW [7]. This applies to both similar and dissimilar joints [8,9,10,11]. Zhang [12] and Huberth et al. [13] have demonstrated that sheet metal joints in overlap-configuration are well-feasible; due to the jetting during MPW collision, bare metal surfaces are brought together under high pressure. Dissimilar joints between aluminum and copper can be created under consideration of the typical boundary conditions for MPW. These boundary conditions can be high temperatures during the joining process in the joining gap, which can cause local melting [5]. Furthermore, due to the transient joining mechanism of MPW, parts of the joining area are not welded [3].
The influence of MPW-specific process parameters on inherent electrical joint resistances has been investigated by Psyk et al. [11]. They analyzed the effect of the MPW discharge energy, acceleration distance, and overlap length on the electrical joint performance of Al-Cu joints and revealed that the discharge energy positively affects the electrical joint quality. Increasing flyer thickness negatively affected the mechanical joint properties. The acceleration distance was adjustable over a wide range for joints with an aluminum flyer, while the process window was more narrow for copper flyers. However, the alloys used were pure aluminum and a Cu-DHP, which is considered unideal for electrical applications because of its comparatively poor electrical conductivity. In addition to studies on sheet metal joints, rotationally symmetric joints were investigated as well. In addition, [8] showed that similar and dissimilar joints of the Al-Cu type can be realized using MPW. It has to be noted, however, that the tube-rod joints which were mainly realized in the investigation are comparatively simple to fabricate using MPW since no counter support needs to be employed as the rod represents this itself. Moreover, Shen et al. investigated the so-called electromagnetic pulse crimping in the context of joining cables and terminals using a force-fitted approach. Nevertheless, electrical investigations of the joints have not been carried out [14]. The current state-of-the-art in the field of magnetic pulse welding of cable arrester joints illustrates that no investigations have been carried out on material continuity between the arrester and the cable.
Consequently, there is a significant lack of information regarding the electrical properties of MPW joint connections, in particular for the economically important stranded cable arrester joints. All electrical characterizations performed so far for joints made by means of MPW refer to static joint properties [11, 15]. The effect of material continuity due to welding between a cable and an arrester as well as long-term exposure to elevated temperatures in order to reveal a possible deterioration of the electrical joint properties have not been investigated.
1.2 Scope of the present investigation
As a result, the present investigation seeks to fill this gap and characterize stranded cable arrester joints manufactured using MPW. Also, the usage of stranded cables as target in combination with the occurrence of the MPW joining mechanism represents a novelty previously undocumented in literature. In addition to the aforementioned, the studies are supplemented by detailed electrical characterization, and particular focus is set on the material continuity due to welding of the outer wires of the cable to the arrester. Correlations between the determined joint properties and the MPW process parameters as well as the utilized joining partners are identified. Furthermore, the stranded cable arrester joints, which are also considered dissimilar aluminum-copper joints, are exposed to elevated temperatures to shed light on their long-term stability. Concluding, a quality assurance method based on active thermography is presented, which provides additional means of qualification for the use of MPW for the industrial joining of stranded cable arrester joints.
2 Materials and experimental methods
For the investigations presented here, standard cables were selected. As arresters, tubular copper and aluminum were used. The alloys were chosen on the basis of their superior electrical characteristics in bulk. The aluminum tube is a pure aluminum alloy with 99.5% aluminum content, and the copper tube is the CW021A alloy, both known to be well-conducting. The geometry of the arresters was chosen to represent application-oriented geometries, such as those used in commercially available cable lugs. An overview of the cables and arresters used as well as their technical specifications is given in Table 1
2.1 Welding setup
For all welding experiments, the setup shown in Fig. 1 was used. It consists of a field shaper, see Fig. 1 a and Fig. 2, and mounts for the cable and the arrester. The field shaper has an active area of 10 mm which ends with a radius of 2 mm to both sides.

a MPW setup with field shaper not in welding position. b MPW setup with field shaper and arrester in welding position as well as adjustable cable holder with inserted cable

Technical drawing showing the utilized field shaper
The diameter of the active area of the field former was 12.6 mm. This was ideally suited to the 12-mm outer diameter of the arresters, since the active area of the field former had to be insulated and any deviations in the arrester geometry could be compensated.
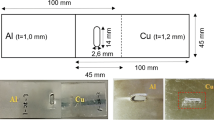
The joints were positioned and joined according to the schematic in Fig. 3. The dimensions were chosen so that both electrical characterization and mechanical testing could be performed.

Schematic illustration of the welding configuration (bottom) and a photographic image of a sample joined by means of MPW (top)
The welding system used was a BlueWave PS48-16 from the manufacturer PSTproducts GmbH. The system supplies a maximum discharge energy of 48 kJ at a maximum charging voltage of its 6 capacitors of 18 kV. For the investigations, discharge energies between 20 and 40 kJ were applied. The values were adjusted in steps of 5 kJ. The MPW system was equipped with a two-winding MP2 round coil, likewise from the manufacturer PSTproducts GmbH.
2.2 Specimen preparation and analysis of cable compaction and microstructure
The arrester cable joints were cut in the center of the deformed area and perpendicular to the longitudinal axis by means of a wet cutoff grinder. Subsequently, the specimens were embedded in cold-curing acrylic resin (ClaroCit of the company Struers GmbH), ground to mesh 4000, and finally, polished with diamond suspension (grit size 1 µm). For investigations on cable compacting and the microstructure, no etching was employed. The specimens were inspected using optical light microscopy (OM, Leica DM2600) and scanning electron microscopy (SEM, Zeiss REM ULTRA PLUS) equipped with energy-dispersive X-ray analysis (EDS, Bruker 6|60). The latter was operated at acceleration voltages of 1.5 kV and 20 kV. Selected specimens were analyzed by means of a micro-computed tomography device (Xradia Versa 520 from the manufacturer Carl Zeiss X-ray Microscopy, Inc.). The specimens were transilluminated with a resolution of 17 µm.
2.3 Cable compacting
For the analysis of the cable compaction, cross sections are measured by means of a microscope. The cable cross section compacted by the MPW collision is the objective parameter. To allow a comparison of the measured values despite having different cable cross sections, the measured values are divided by the respective nominal cable cross section. This ratio is referred to as the degree of compaction in this contribution. The lowest determined degree of compaction is used to define the reference for the mechanical investigations.
2.4 Electrical characterization
For the determination of the electrical resistances, the four-wire Kelvin measurement method is used. The setup of the electrical characterization is depicted in Fig. 4. An overview of the technical data of the used electrical measurement device and the performed tests is presented in Table 2 It is important to note that not only the electrical resistance of the joints was measured, as all the measured values represent integral values. Consequently, the measured electrical values include the resistance of the joint zone, the resistances of the base materials of the stranded cable and the arrester between the voltage tapping points, and, to a small extent, the resistances of the clamping blocks containing the voltage tapping points. As a result, a comparison of different cable cross sections is not possible, since they have different cross sections and the joint zone is not independent from the cable cross section. However, all stranded cable arrester pairings can be analyzed group wise regarding their cross section. The influence of the MPW discharge energy and the cable type (flexible or high flexible) on the electrical quality could thus be investigated. For a comparative evaluation of the measured electrical resistances, reference measurements are indicated. These measurements were conducted with the same test setup (cf. Figure 4) and consist of results of the pure cable without any connection to an arrester.

Setup for electrical characterization of welded cable arrester joints
2.5 Mechanical characterization
The stranded cable arrester joints were tested under quasi-static conditions using uniaxial tensile tests. The quasi-static regime was selected in order to enable a quick and reliable comparison of the strength of all joints. To ensure the best possible force introduction into all wires of the cable for the tensile test, the joints were embedded in a fast-curing polyurethane resin (Biresin G27 of the manufacturer Sika Deutschland GmbH) on the stranded cable side. Subsequently, the arrester was manually flattened with a vice. Both ends of the joints were then clamped into a universal tensile testing machine (Z100, ZwickRoell GmbH & Co. KG) and tested with a constant test speed of 10 mm/s. For the evaluation of the mechanical properties, the cable cross sections, the maximum compaction of 85% as shown in Fig. 6, and the material-specific tensile strength in the R200 condition are used. This results in reference tensile forces of 1700 N for joints with a 10-mm2 copper cable, 2720 N for joints with a 16-mm2 copper cable, and 4250 N for joints with a 25-mm2 copper cable. The aluminum cable used is specified by the manufacturer Leoni AG with a tensile strength of min. 70 N/mm2. This results in a reference force of 595 N for the 10-mm2 cable, considering the compaction.
2.6 Investigation of thermal stability
To determine the thermal stability of stranded cable arrester joints made using MPW, a selection of joints is exposed in the furnace. The furnace is a forced-air furnace so that all specimens are equally exposed. The temperature was set at 150 °C and the exposure time was 168 h. These boundary conditions were specified by the industry as part of the research project on which the investigations are based. The objective is to investigate stranded cable arrester joints under operating conditions. This should provide an initial impression of the influence of the material-specific thermal expansion coefficients on the possible degradation of the joints. Particularly the correlation of the results with the occurrence of welding between the arrester and the cable is intended to provide information about the quality of the joints and their origin.
2.7 Active thermography as a quality assurance method
A suitable quality assurance method is essential for the successful industrial application of the MPW for electrically loaded stranded cable arrester joints. Active thermography provides itself as a non-destructive testing method for this purpose. It can be integrated into production processes and enables users to obtain both qualitative and quantitative information about the quality of the joint. Qualitative here is understood as the analysis of the homogeneity of the temperature development in the joint area. Quantitative analysis covers the evaluation of defined areas, e.g., the area of the arrester formed by the MPW process, and determines the average temperature there over a defined period of time.
The technical data of the thermographic sensor and the measurement parameters used are listed in Table 3. The excitation mode for active thermography was a current supply of 400 A and the resulting heat generation within the joints. The specimens are clamped in aluminum contact blocks. These contact blocks have holes for the arrester and cable geometries used. High-current cables are screwed to the contact blocks and connected to a TDK-Lambda power source. The power source used delivers up to 1500 A DC.
3 Results and discussion
3.1 Cable compacting and analysis of the arrester and stranded cable joint
In a first step of the investigation, cross sections from the center of the joint zone are examined. These cross sections are analyzed macroscopically with regard to the cable compaction present there. A quantitative evaluation of the compaction data obtained is conducted in order to identify the influence of the MPW process parameters as well as the effect of the joining partner geometries, in particular the cable cross sections. Figure 5 presents the compaction as a function of MPW discharge energy of a dissimilar aluminum-copper joint. The arrester is a 12-mm aluminum arrester with a wall thickness of 1.5 mm, and the cable is a flexible 10-mm2 copper cable. From 20- to 30-kJ discharge energy, a decrease of the cross section of the stranded cable is evident and measurable. Empty spaces at the contact points of the individual wires have disappeared. Thus, the higher discharge energy applied results in better compaction of the wires due to the greater kinetic energy of the arrester caused by the higher discharge energy. Between 30 and 40 kJ, there is no significant change in terms of compaction. However, this is due to the fact that all the empty spaces have already been compacted.

Compacting of a 12-mm aluminum arrester with a wall thickness of 1.5 mm and a flexible 10-mm2 copper cable at different discharge energies
Figure 6 summarizes the findings of the investigation regarding the compaction of similar copper–copper cable arrester joints as line diagram, where the degree of compaction is plotted on the Y-axis. It is defined as the quotient of the measured cross section and the nominal cross section. Arresters with an outer diameter of 12 mm and a wall thickness of 1 mm were used, as well as 10-, 16-, and 25-mm2 stranded conductors, both flexible and highly flexible. The effect of MPW discharge energy on the degree of compaction is evident from the declining curves in all cases. Higher MPW discharge energies provide better cable compaction. This applies regardless of cable type and diameter. A decreasing trend can be seen for individual cables, especially those with the smallest cross sections. Analogous to the results in Fig. 5, there is a limit to compaction. This is observable because the empty spaces between the wires have been fully compacted. Further compaction would be associated with material removal from the joint zone or material compression, neither of which is to be expected in the MPW process. The larger cable cross sections continue to show increasing compaction then the discharge energy rises from 30 to 40 kJ. This can be attributed to two effects, distinctively different compared to the small 10-mm2 cables. First, there are more empty spaces between the individual wires to be compacted because the cables consist of a higher number wires in general. Second, the kinetic energy of the arrester is reduced compared to the small cables, because the arrester has a shorter distance to travel to the cable due to the larger cross section of the cable. Accordingly, it is accelerated to lower velocities. The fact that the amount of wire contact points possesses an effect on compaction is also apparent when the highly flexible 16- and 25-mm2 cables are examined at 40 kJ discharge energy. Both cross sections are less compacted as high flexible cables than the corresponding flexible cables. This can be explained by the larger number of wire contact points in the high flexible cables due to the smaller diameter of the individual wires.

Analysis of compaction of MPW joined similar copper arrester-copper cable joints
As intermediate conclusion, it can be stated that MPW compacts stranded cables with excellent results. Both cross section and flexibility of the cable prove to have an effect, as the number of wires to be compacted increases with the flexibility and cross section of the cable. However, since statements on the compacting of the cables only provide limited information on the properties of arrester stranded cable joints, the following section shall detail the inherent electrical and mechanical characteristics.
3.2 Electrical and mechanical characterization of magnetic pulse welded stranded cable arrester joints
Similar copper–copper cable arrester joints with an arrester wall thickness of 1 mm provide excellent electrical and mechanical properties, as Fig. 7 visualizes. The effect of the MPW discharge energy is evident as low discharge energies result in inadequate joint properties regardless of the cable cross section. For all three cross sections, a discharge energy of 25 kJ results in poor electrical conductivity as is evidenced by the comparison with referential resistance measurements. At 30-kJ discharge energy, all connections are sound except for one consisting of a highly flexible 25-mm2 cable. A further increase in energy steadily reduces the joint resistance. Accordingly, the type of cable, either flexible or high flexible, has a small effect on the quality, though connections that include flexible cables have slightly better properties. This may be ascribed to the better cable compaction due to the small number of individual wires as shown in Fig. 6. The mechanical properties of almost all joints are excellent from an applied discharge energy of 30 kJ, regardless of the cable type. This is evident from the comparison with the reference force. A single 10-mm2 specimen welded with 40 kJ shows low tensile force. This is probably due to the acceleration distance. This distance, combined with the high discharge energy, results in high collision speeds that may destroy the cable. This is emphasized by the observation that this specimen failed in the weld during the tensile test. Accordingly, for this joining partner pairing, the discharge energy should not be selected too high.

Mechanical and electrical characterization of a joint of a copper arrester (wall thickness 1 mm) and a copper cable of different types and cross section. Each square represents a measured value
The same material combination as in Fig. 7 is analyzed in Fig. 8, except that the wall thickness of the arrester has been increased to 1.5 mm. On the basis of the comparison with the reference measurements, the electrical properties of all connections can be rated as good starting from 30-kJ discharge energy. This is independent of the cable cross section and cable type. However, the connections with a flexible 10-mm2 cable at 30 kJ still show large variations in the measured values, which can be reproducibly minimized by further increasing the discharge energy. Accordingly, the higher wall thickness of the arrester compared to the results in Fig. 7 does not pose a problem for MPW, which in turn underlines the flexibility of the technique with regard of the joining partner geometries. The mechanical properties are excellent for joints with 16-mm2 cables already from 25 kJ, as shown by the assessment with the reference force. This applies regardless of the cable type. The joints with 10-mm2 cables present a greater challenge and require 30 kJ of discharge energy. From then on, the determined values are close to or above the reference force. For joints with 25-mm2 cables, the cable type is decisive for the selection of the discharge energy. High flexible cables require 35-kJ discharge energy, while flexible cables are considered good from 25 kJ, as evidenced by the comparison with the reference force. This is due to the poor compaction of the highly flexible cables as a result of the larger number of empty spaces between the individual wires, compare Fig. 6. The load introduction is therefore not homogeneous. It should be noted that the two comparatively low tensile forces determined for the joints made with 35-kJ discharge energy and a flexible 25-mm2 cable are the result of the cables being pulled out of the casting resin and, thus, cannot be correlated to the intrinsic joint behavior.

Mechanical and electrical characterization of a joint of a copper arrester (wall thickness 1.5 mm) and a copper cable of different types and cross section. Each square represents a measured value
In addition to similar copper joints, similar aluminum joints of a 12-mm aluminum arrester with a wall thickness of 1.5 mm and a flexible aluminum cable with a cross section of 10 mm2 also provide excellent electrical and mechanical joint properties, as the comparison with the reference force and resistance states. Figure 9 shows that good electrical and mechanical properties are achieved at 20-kJ discharge energy. A very good electrical resistivity value for 30-kJ discharge energy is remarkable. To shed further light on the underlying mechanisms, computer tomography measurements were performed on joints manufactured using two different discharge energies, 20 kJ and 35 kJ. At 35 kJ, a defective cable was detected, while at 20 kJ, the cable was completely intact. The defective cable is due to excessive forces resulting from the collision with the arrester. The two poorer readings for the 30 kJ joints therefore indicate that there might have been defects as well, possibly to a lesser extent than in the 35 kJ joint. However, these defects do not occur in every repetition, which is why one of the joints features superior electrical properties. This can be explained by the positioning of the cable in the arrester. This is varying for every joint due to the flexibility of the cable and therefore the collision process between the arrester and the cable also varies. This may result in partial failure of the cable. The ideal discharge energy is therefore one that eliminates the potential for cable failure, e.g., a discharge energy between 25 and 30 kJ. The mechanical properties of the joint are independent of the discharge energy applied. Even damage to the cable from excessive collisions at high discharge energies does not minimize the measured tensile force. This is presumably due to the fact that the cable is already ideally joined to the arrester before the defective area, which is in the center of the joint. The µ-CT image of the 35 kJ joint supports this assumption. In this image, the cable is very well joined to the arrester next to the damaged area. Accordingly, the force is introduced into all wires by the arrester despite a defective area.

Mechanical and electrical characterization of a joint of an aluminum arrester (wall thickness 1.5 mm) and a flexible 10-mm2 aluminum cable as well as µ-CT images of 20 and 35-kJ joints. Each square represents a measured value
Consequently, it can be derived that joints with aluminum cables require different processing than joints consisting copper cables. Excessive application of discharge energy causes mechanical damage to the cable, which has a particularly negative effect on the electrical properties.
In subsequent examinations, dissimilar copper-cable-aluminum arrester joints were analyzed with regard to tensile force and electrical resistance, as Fig. 10 illustrates. The aluminum arrester has a diameter of 12 mm and a wall thickness of 1.5 mm. The copper cables were of various cross sections and were used in both flexible and high flexible versions. All arrester-cable combinations have favorable electrical and mechanical properties, as shown by the comparison with the reference measurements. Joints with a 10-mm2 cable are excellent from 20 kJ. Accordingly, the aluminum arrester is better suited for large acceleration distances than its copper equivalent. This is consistent with the research of Psyk et al. [11]. In the case of 16-mm2 cables, the type of cable has an effect on the discharge energy required for good joints. High flexible cables require more energy, which is due to the larger number of individual wires and corresponding empty spaces that have to be compacted. However, the high flexible cables can be classified as good both mechanically and electrically from as low as 25 kJ, as evidenced by the reference measurements. For joints with 25-mm2 cables, both the influence of the discharge energy and of the cable type are evident. The discharge energy positively influences the mechanical and electrical properties for both cable types. Nevertheless, the high flexible cables clearly require considerably more discharge energy in order to provide good electrical and mechanical properties, as underlined by the comparison with the reference measurements. This is due to the larger number of empty spaces between the wires, which are present here in the greatest numbers due to the largest cross section. Additionally, the acceleration distance is the smallest. The application of high discharge energies is therefore indispensable for this joining partner pairing.

Mechanical and electrical characterization of a joint of an aluminum arrester (s = 1.5 mm) and a copper cable of different types and cross sections. Each point and square represent a measured value
Finally, as another dissimilar joint, copper arresters with wall thicknesses of 1 mm and 1.5 mm are joined to 10-mm2 flexible aluminum cables using MPW. Figure 11 illustrates the electrical and mechanical properties as a function of the applied discharge energy and the wall thickness of the copper arrester. The effect of the arrester wall thickness is clearly evident.

Mechanical and electrical characterization of a joint of a copper arrester with 1 mm and 1.5-mm wall thickness and a flexible 10-mm2 aluminum cable. Each point and square represent a measured value
Joints of the arrester with 1-mm wall thickness present the best electrical and mechanical properties at 25-kJ discharge energy, as the comparison with the reference force and resistance reveals. Both a reduction and an increase of the discharge energy cause a deterioration of the mechanical and electrical joint properties. Accordingly, the process window for this joining partner combination is very small. This is underlined by the observation that only two out of three measured values of electrical resistance at 25-kJ discharge energy are lower than the reference. Increasing the arrester wall thickness to 1.5 mm significantly shifts the process window to higher discharge energies. The electrical resistances of such joints are lower than the reference only at discharge energies 30 kJ and 35 kJ. And this is not the case for all experiments of the respective group. In terms of mechanical properties, only one joint welded with 30 kJ is above the reference. These results can be accounted for by the destruction of the aluminum cable due to the MPW collision. Both arrester wall thicknesses do not exclude destruction, but they influence its extent. The thinner arrester is accompanied by a greater acceleration distance and is also less stiff. Accordingly, a relatively small discharge energy leads to a collision that destroys the cable or parts of its wires.
To put these results into perspective, it is important to note that the geometries of the arresters and cables used do not perfectly match each other, as evidenced by the comparison of the aluminum cable cross section of 10 mm2 with the arrester cross sections of 49.5 mm2 and 34.6 mm2, respectively, with further superior electrical conductivity of the copper. Damage to the individual wires would be less likely using aluminum stranded cables with cross sections of 16 mm2 and 25 mm2, eventually leading to a reduced gap. This assumption shall be detailed in a future study.
Accordingly, this joining partner and material combination proves to be challenging and emphasizes that the MPW process requires ideal adaptation to the materials of the joining partners and their geometries.
In light of the results, it can be concluded that MPW enables the robust production of a large variety of stranded cable arrester joints. Precise process control is essential, in particular when using aluminum cables. The joints produced exhibit excellent electrical and mechanical properties, as evidenced by the comparison with the respective reference measurements. Causes for this property portfolio are investigated in the subsequent sections.
3.3 Joint analysis of the stranded cable/arrester and individual wires
Particular emphasis during the following analysis is put on whether the outer wires are welded to the arrester and to determine whether the wires in the cable are only well-compacted or also partially welded to each other.
The joint of an aluminum arrester to a copper cable is shown in Fig. 12. The overview shows that the arrester encloses the outer wires of the stranded cable. Welded copper wires are also visible. MPW-typical phenomena occur both between the arrester and the stranded cable as well as between the copper wires, indicating a welded material connection. A vortex formation between two copper wires and a local material accumulation between a copper wire and the aluminum arrester are visible. Both phenomena are known to be caused by the collision that occurs during MPW. A detailed examination of these areas using SEM and EDS shows that a mixture of copper and aluminum is present at the transition between the stranded cable and the arrester. In these areas, the aluminum and copper are unevenly distributed, and the oxygen content is locally increased. This is a result of the extremely short process time of the MPW and the resulting high temperature gradients. As a result, locally different chemical compositions are present. The pores observed are caused by the material being ejected during the collision between the arrester and the stranded cable, which is referred to as the jet. The jet is locally trapped by the joining partners, resulting in its porous solidification. This is analogous to the studies of Bellmann et al. [5]. All findings pinpoint the welding of the arrester to the stranded cable.

Cross section of a joint between an Al arrester with 1.5-mm wall thickness and a flexible 10-mm2 Cu cable, joined by means of 40-kJ discharge energy. Detailed SEM images from the center of the cable and from the edge as well as an EDS mapping
In the center of the stranded cable, the individual wires are well compacted and predominantly hexagonal in shape, see Fig. 12 detail 2. An SEM image clearly illustrates that welding also occurs between individual wires in the center of the stranded cable, illustrated in Fig. 12 detail 3. It shows a typical MPW wavy interface between two single wires, including locally porous area. These phenomena prove that a collision between the wires has occurred, which is a prerequisite for a weld. The weld is clearly visible as the wavy interface disappears at one point. From this position, no separation between two of the individual wires is observable. The microstructural phenomena shown in Fig. 12 are associated with excellent electrical and mechanical joint properties (compare Fig. 10). This is presumably due to an increase in transverse conductivity and a more effective introduction of force into the individual wires of the cable.
In addition to the consideration of aluminum arrester and copper cable joints, joints of a copper arrester and an aluminum cable are analyzed in Fig. 13 using SEM and EDS. These investigations concentrate again on the occurrence of welding between the arrester and the stranded cable as well as on the occurrence of welding between the single wires of the cable. The overview image clearly reveals that a large number of the single wires of the stranded cable are not welded together. This can be attributed to the oxide layer of the individual wires, which must necessarily be removed for a perfect joint.

Cross section of a joint between a Cu arrester with 1-mm wall thickness and a flexible 10-mm2 Al cable, joined by means of 30-kJ discharge energy. Detailed SEM images from the center of the cable and from the edge as well as an EDS line scan to provide an estimate of the chemical composition
However, the magnified SEM image in Fig. 13 detail 1 demonstrates that welding has occurred locally between single aluminum wires. A wavy interface is visible that transitions into a weld. This can be attributed to the varying MPW process variables “collision point velocity” and “collision angle” during the collision process. These process variables have to be within certain ranges, the so-called process windows, in order to enable welding. For welding between two individual aluminum wires, the process window is narrow because the oxide layer negatively affects the welding process. As a result, only limited parts of the stranded cable are welded.
The interface between a copper arrester and an aluminum stranded cable is observed on the same specimen. A detailed SEM image and an EDS line scan indicate that there are certain areas between the arrester and the cable in which the main elements of both joining partners, as well as oxygen, are identified. This pinpoints that local material mixing occurs as a result of the welding process, but the joint is significantly worse than the joints with aluminum arresters shown in Fig. 12. This can be attributed to two effects. First, the copper arrester deforms less than its aluminum counterpart due to its higher strength. Second, the energy used in the MPW process is limited because the aluminum cable fails at too high discharge energies that go hand in hand with high velocities of the arrester (compare Fig. 9). It is presumably a brittle fracture of the cable due to the high compressive stress resulting from the impact of the arrester. This limits the tolerable energy input of the process, which has the consequence that the oxide layer of the aluminum cable cannot be completely removed from its individual wires.
The transition between the aluminum arrester and the aluminum stranded cable is also examined, see Fig. 14. The detailed SEM images clearly show the existence of a weld. Deposits of material can be seen adjacent to the welded area due to the deformation of the aluminum arrester and its collision with the aluminum cable. Accordingly, the MPW process effectively removed both the oxide layer of the aluminum arrester and that of the single wire.

Cross section of a joint between an Al arrester with 1.5-mm wall thickness and a flexible 10-mm2 Al cable, joined by means of 30-kJ discharge energy. Detailed SEM images from the edge of the cable
It was proven that the MPW joining mechanism occurs between the arrester and the stranded cable as well as between the individual wires of the cable and induces welding. In order to evaluate the performance of these joints for electrical applications, they are exposed to thermal stress.
3.4 Examination of the thermal resistance of arrester stranded cable joints made by MPW
The thermal resistance of the joints is examined on the basis of an exposure in a furnace and its effect on the electrical properties of those joints. Figure 15 shows the electrical resistances of the joints before and after exposure to the furnace. It can be seen that the similar joints aluminum-arrester-aluminum cable and copper-arrester-copper cable show no change in resistance. There are several reasons for this. First, the static electrical resistances are very low. This indicates welding between the cable and arrester and well compacted and welded wires in the cable. In addition, there are no thermally induced mechanical stresses due to the similarity of the materials of the joining partners. To illustrate the quality of the joints under thermal stress, it should be noted that Fig. 15 shows samples manufactured using 25-kJ discharge energy, unless otherwise noted. A comparison with Figs. 8 and 9 illustrates that the initial joint resistance could be further reduced by increasing the MPW discharge energy. The high flexibility of the copper cable is also not a limitation. This joint also shows no thermally induced degradation. The investigated dissimilar joint, consisting of an aluminum arrester and a flexible 10-mm2 copper cable, also shows no thermally induced degradation. This is due to the excellent weld between the arrester and the stranded cable, see Fig. 12, which is also underlined by the determined resistances (see Fig. 10). Potential mechanical stress due to the different thermal expansion coefficients of copper and aluminum do not seem to be a concern.

Electrical resistance of stranded cable arrester joints made by MPW with 25-kJ discharge energy unless otherwise described before and after an exposure in a furnace
The dissimilar joint, which consists of a copper arrester and a flexible 10-mm2 aluminum cable, is the only specimen that does not show satisfactory electrical performance after exposure in the furnace. The initial resistance is already high and increases tremendously after exposure. At 25-kJ discharge energy, which was sufficient for all other joints, the resistance increases by 650%. This is due to the weak material bonding of the cable wires to the arrester and insufficient cable compaction. The thermal stress, which also causes mechanical stress, now leads to a significant deterioration in the electrical properties of the joint. As a corrective measure, it is possible to adjust the MPW process by applying a higher discharge energy of 30 kJ. This increased discharge energy results in a significant improvement in the properties for this joining partner pairing. Both the initial electrical resistance and the resistance after furnace exposure are drastically reduced. The thermal-induced degradation is decreased to 73%. At this increased discharge energy, welding between the arrester and the stranded wires occurs more frequently. This increases the durability of the joint, allowing it to withstand thermally induced mechanical stresses. Nevertheless, the unideal outcome can be attributed to the welding conditions of the arrester and the stranded cable as well as its microstructure, which is revealed in Fig. 13.
These results clearly indicate that MPW is suitable for manufacturing joints that can withstand thermal stress. However, the MPW process must be precisely designed. In particular, focusing on welding between the stranded cable and the arrester is desirable.
3.5 Implementation of a quality assurance method
In order to investigate the feasibility of using thermography for quality assurance of MPW-joined stranded cable arrester joints, joints of an aluminum arrester and a highly flexible copper cable with a cross section of 25 mm2 were analyzed. Two MPW discharge energies, 20 and 35 kJ, were applied. The electrical resistances of the joints studied were 109 µΩ (for 20-kJ discharge energy) and 65 µΩ (for 35-kJ discharge energy). Figure 16 shows the temperature development of both joints under a load of 400 A for a period of 20 s.

Thermographic analysis of an Al-arrester-highly flexible Cu-cable joint
The temperature plotted is the average temperature in the area deformed by the MPW process. The temperature increase of the joint made with 20-kJ discharge energy is significantly steeper than the temperature increase of the joint made with 35-kJ discharge energy. This indicates that the initial higher joint resistance causes higher heat generation and that thermography is capable of detecting this difference. The qualitative analysis of four thermographs, both MPW discharge energies, obtained after 10-s and 20-s inspection time, also reveals substantial differences. The temperature is evenly distributed in the 35-kJ joint, justifying its superior performance. The joint welded with 20-kJ discharge energy already shows hot spots after 10-s inspection time, which are in the saturation region of the 2 °C scale selected in this study. Accordingly, the thermographic results are in excellent agreement with the measured electrical joint characteristics.
It can be clearly stated that thermography can be applied as a quality assurance method for the joints investigated here. Both qualitative and quantitative conclusions can be derived to assess the quality of the joint.
4 Conclusion
The present study focused on the application of MPW for the fabrication of similar and dissimilar aluminum and copper stranded cable arrester joints. The findings presented allow for the following conclusions to be drawn:
-
By means of MPW, stranded cables with cross sections between 10 and 25 mm2, of flexible or high flexible type, were successfully joined with tubular arresters of 12 mm diameter and 1-mm or 1.5-mm wall thickness. Both conductor materials copper and aluminum were considered, which were joined similar and dissimilar to one another. Nevertheless, stranded aluminum cables can be mechanically damaged by the MPW immanent collision and accordingly must be joined with lower discharge energy.
-
The cable compaction observed was affected by the applied discharge energy, cable cross section, and cable type. A correspondingly designed MPW process ensured a good cable compaction.
-
The joints exhibited excellent electrical and mechanical properties based on comparative evaluation with the cables used.
-
It was verified that welding occurred between the arrester and the stranded cable as well as between the individual wires of the cables. This ranged over a wide spectrum of similar and dissimilar aluminum copper joints. Thermophysical effects and chemical incompatibilities at the material interface of aluminum and copper have not been an impediment due to the low temperature input and the short process time of MPW.
-
MPW-typical phenomena such as jetting and locally high temperatures in the joining area occur and can be identified on the basis of the microstructure.
-
By designing the MPW process according to the findings of the microstructure, matched to the joining partners, thermally stable joints could be achieved.
-
The excellent mechanical and electrical joint properties were the result of well-compacted cables and material continuity due to welding between the arrester and the cable, as well as between the individual wires of the cable. The occurrence of welding and the resulting material continuity should therefore be targeted in future investigations and applications.
-
Active thermography can be employed as non-destructive testing method that provides insight on the electrical quality of a joint.
-
An evaluation of the mechanical properties of magnetic pulse welded joints by comparison with crimped joints is pending and should be sought. However, when conducting a comparison, it should be noted that classic cable lugs are not always suitable for the MPW process, as for MPW, there has to be an acceleration gap. Consequently, a suitable methodology for the comparison of the technologies must be developed.
Future studies should focus on the investigation of ideal joint designs. In particular, reducing the wall thickness of copper arresters when joining them to aluminum cables appears to be advantageous in terms of cross sections and the associated material-specific electrical conductivities. Additionally, increased experimentation with aluminum cables, especially with larger cross sections, should be pursued. This might reduce the mechanical damage of the aluminum cables. Furthermore, detailed investigations of the resistance distribution in the welded area, as well as its correlation with the MPW process design should be sought. A transition to joining stranded wires with flat conductors is also desirable to fully validate the ability of the MPW for electrical applications.
References
Statista Research Department (2023) Anzahl der Elektroautos in Deutschland von 2006 bis April 2023. https://de.statista.com/statistik/daten/studie/265995/umfrage/anzahl-der-elektroautos-in-deutschland/. Accessed 07 Jun 2023
Braunovic M, Aleksandrov N (1992) Intermetallic compounds at aluminum-to-copper and copper-to-tin electrical interfaces. Electrical contacts - 1992 Proceedings of the thirty-eighth IEEE holm conference on electrical contacts, Philadelphia, PA, USA, pp 25–34. https://doi.org/10.1109/HOLM.1992.246938
Kapil A, Sharma A (2015) Magnetic pulse welding: an efficient and environmentally friendly multi-material joining technique. J Clean Prod 100:35–58. https://doi.org/10.1016/j.jclepro.2015.03.042
Groche P, Becker M, Pabst C (2017) Process window acquisition for impact welding processes. Mater Des 118:286–293. https://doi.org/10.1016/j.matdes.2017.01.013
Bellmann J, Lueg-Althoff J, Niessen B et al (2020) Particle ejection by jetting and related effects in impact welding processes. Metals 10:1108. https://doi.org/10.3390/met10081108
Aizawa T, Kashani M, Okagawa K (2007) Application of magnetic pulse welding for aluminum alloys and SPCC steel sheet joints. Weld J 86:119–124
Zhang Y, Babu SS, Daehn GS (2010) Interfacial ultrafine-grained structures on aluminum alloy 6061 joint and copper alloy 110 joint fabricated by magnetic pulse welding. J Mater Sci 45:4645–4651. https://doi.org/10.1007/s10853-010-4676-0
Raoelison RN, Racine D, Zhang Z et al (2014) Magnetic pulse welding: interface of Al/Cu joint and investigation of intermetallic formation effect on the weld features. J Manuf Process 16:427–434. https://doi.org/10.1016/j.jmapro.2014.05.002
Zhang S, Kinsey BL (2021) Influence of material properties on interfacial morphology during magnetic pulse welding of Al1100 to copper alloys and commercially pure titanium. JMMP 5:64. https://doi.org/10.3390/jmmp5020064
Jöckel A, Maciolek A, Baumgartner J, Möller B, Völkers S, Graß M, Böhm S (2023) Fatigue strength assessment of laser beam welded joints made of AA7075 and Magnetic pulse welded joints made of AA7075 and 3D-Printed AlSi10Mg. Adv Eng Mater 25:2300108. https://doi.org/10.1002/adem.202300108
Psyk V, Scheffler C, Linnemann M et al (2017) Process analysis for magnetic pulse welding of similar and dissimilar material sheet metal joints. Procedia Eng 207:353–358. https://doi.org/10.1016/j.proeng.2017.10.787
Zhang Y (2010) Investigation of magnetic pulse welding on lap joint of similar and dissimilar materials. PhD Thesis, The Ohio State University, Columbus
Huberth F, Ragupathi B, Scheffler C, Psyk V, Preußner J (2021) Local Microscopic and integral macroscopic analysis of magnetic pulse welds and deformations for dissimilar metal joints. In: Daehn G, Cao J, Kinsey B, Tekkaya E, Vivek A, Yoshida Y (eds). Forming the Future. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-75381-8_104
Shen T, Li C, Zhou Y et al (2022) The effect of assembly of coil and field shaper on electromagnetic pulse crimping. Energy Rep 8:1243–1248. https://doi.org/10.1016/j.egyr.2021.11.213
Psyk V, Scheffler C, Linnemann M et al (2016) Prozessanalyse für das Magnetimpulsschweißen von Aluminium- Kupfer-Mischverbindungen. Sächsische Fachtagung Umformtechnik 23:174–183
Funding
Open Access funding enabled and organized by Projekt DEAL. The shown results were achieved in the project “Dauerfeste Litze-Ableiter-Verbindungen mit verbesserten elektrischen Eigenschaften mittels Magnetimpulsschweißen (MPWire)” (reference IGF 20.813 N), which is supervised by the Forschungsvereinigung Schweißen und verwandte Verfahren e.V. of the German Welding Society and funded by the German Federation of Industrial Research Associations (AiF) by means of the Federal Ministry for Economic Affairs and Climate Action (BMWK) on the basis of a decision by the German Bundestag.
Author information
Authors and Affiliations
Contributions
M. Graß: conceptualization, writing, project administration, investigation, and data evaluation.
N. Sommer: project administration, investigation, and data visualization.
S. Böhm: review and editing, supervision and validation, and funding acquisition.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission III—Resistance Welding, Solid State Welding, and Allied Joining Process.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Graß, M., Sommer, N. & Böhm, S. Enabling magnetic pulse welding for dissimilar tubular arrester cable joints. Weld World 68, 1837–1852 (2024). https://doi.org/10.1007/s40194-024-01760-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-024-01760-2