
Abstract
Ultrasonic metal welding (USMW) has become considerable attention in terms of its suitable applications compared to conventional fusion welding techniques. The main advantage of USMW results from the comparatively low process times and joining temperatures below the melting point. Thus, USMW is particularly used for the joining of dissimilar material combinations, e.g., aluminum and copper (Al/Cu), in battery cell production or wiring harness applications. However, process fluctuations in USMW of Al/Cu joints can occur due to varying surface conditions of the joining materials. Therefore, this study investigated different surface conditions of copper terminals and their effects on mechanical properties. At first, three different surface conditions were generated, respectively: surface cleaning (sulfuric acid and ethanol), structuring process by laser, and structuring process by milling. These modifications are compared with the terminals in the initial state (contaminated). The characterization of the terminal surfaces was carried out with 3-D laser scanning microscopy as well as light microscopy. The mechanical conditions were examined with shear tensile tests. The tensile tests showed a significant influence of the surface condition on the resulting failure loads compared to the initial state. The highest failure loads could be achieved with the structured terminals (+ 48%), whereas contaminated terminals and terminals with notches exhibited comparatively poor failure loads (− 28%). This can be explained by varying interface formations between the terminal and the wire, which was detected by metallography and SEM analysis. Furthermore, it was figured out that the interface between aluminum and copper exhibits a firm and formed closure bond and hence increased failure loads for laser-structured terminals. Additional investigations by SEM revealed no detectable occurrence of intermetallic phases.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Ultrasonic metal welding (USMW) is a solid-state welding technology for joining dissimilar or similar material combinations below melting temperature and without any filler materials. USMW is primarily used in applications like battery cells, wiring harness, cooling technology, or high-power electronics due to its unique process characteristics. Particularly in the case of wiring harnesses, copper wires are substituted for aluminum to reduce costs and weight in recent years [1]. However, due to different physical material properties, the cross-section of the aluminum wire needs to be increased by factor 1.6 to achieve the same conductivity. Nevertheless, the lower density of the aluminum results in a reduction of the total weight by up to 40% [2]. The material density and electrical conductivity of aluminum and copper are shown in Table 1.
1.1 Challenges in joining aluminum with copper
Joining aluminum-copper dissimilar joints raises various challenges for conventional joining processes caused by the strongly differing chemical and mechanical properties. These include, e.g., the different melting temperatures which preclude a common melt pool of the materials. Furthermore, both materials have a high affinity for each other from temperatures above 120 °C, whereby the formation of brittle intermetallic phases (IMPs) can occur. This is particularly important for electrical contacts where IMPs negatively affect mechanical strength and electrical resistance [4]. Especially the electrical resistance must be kept as low as possible to minimize the wasting of electrical energy and to prevent a temperature increase during the lifecycle of the connection [5].
Further challenges occur for joining methods with no material melting at the interface (e.g., crimping). Cu and Al build passivation layers on their surfaces while being exposed to oxygen so that the contact area of the pure metals in the welding area is reduced. This in turn increases the contact resistance and leads to a decreasing current carrying capacity as high currents result in unintended heating of the joint in practice [3].
Due to these facts, solid-state joining techniques such as friction stir welding [6,7,8], friction stir spot welding [9,10,11,12], or especially ultrasonic welding [2, 13, 14] have become more attractive for joining aluminum and copper. Especially when joining aluminum wires and copper terminals, a further challenge represents the compaction of the wires to ensure cross conductivity as well as the bonding to the copper terminal. In this case, USMW is an established and well-suited joining technology, as the aforementioned challenges can be strongly relieved or almost completely avoided.
USMW is characterized by interfacial friction, short process times, and a process temperature below the melting point of the joining materials. Therefore, joint formation occurs in the solid-state condition. Several researchers have investigated the welding and joint mechanism in ultrasonic welding for different applications and material combinations, including the joining of similar and dissimilar metal sheets, metal ceramics, or metal plastics [15,16,17,18,19,20,21,22,23,24].
1.2 Ultrasonic metal welding of aluminum to copper
Few studies exist considering the USMW of dissimilar Al and Cu sheets. Among them, Fuji et al. [24] investigated the microstructure evaluation and weld formation during ultrasonic spot welding of Al alloy 1050 to copper. It was found that once micro-bonds were generated between Al and Cu, shear deformation occurred around the weld interface. In addition, Ma et al. [16] examined the dynamic weld evolution for dissimilar welds of Al alloy 1060 and T2 copper and proposed three stages of dynamic weld evolution. They also discussed the changes in failure loads for the different stages and observed that the lap shear failure loads gradually increased with increasing welding time. Besides the weld formation and dynamic weld evolution, Balasundaram et al. [25] studied the effect of zinc interlayer on a 1.5-mm-thick sheet Al 5754 alloy and a 1-mm-thick sheet of C110 copper alloy. It was determined that welds with zinc interlayer between the sheets formed a eutectic structure of Al and Al2Cu at the center and Al-Zn and CuZn5 at the edges of the joint. Moreover, the lap joints with zinc interlayer displayed 25–170% greater lap shear tensile strengths than joints without interlayer.
As discussed before, previous investigations were limited to sheet-sheet connections. Gester et al. [26] investigated the mechanical and microstructural properties as well as the interface of large cross-section aluminum wires AA1050 (120 mm2) and copper C18070 terminals. The mechanical properties have been determined via tensile tests. A pull-out force of around 1800 N could be achieved, and strand lift-off was identified as the main failure characteristic. Scanning electron microscopy showed a small intermetallic compound of about 1 µm in the region of the compacted area of the joint, which could not be specified more precisely. Bergmann et al. [27] also examined the joint properties of EN AW 1070 stranded wire and CW004A terminals, but especially with regard to different interface characteristics (coatings), as the joint formation is highly affected by the boundary conditions at the interface. It was found that different Ni coatings led to varying process behavior, whereas failure loads with small deviations were obtained. In conclusion, they considered the condition of the interface as an important factor during the different stages of bond formation.
1.3 Surface properties and bond formation during ultrasonic metal welding
Quite a few bonding formations and mechanisms were reported, including interfacial diffusion, adhesion due to plastic deformation, local heating, and mechanical interlocking for ultrasonic metal welding in general. The fundamental bonding mechanism still depends on the used material due to different material properties, the joint configuration, as well as the surface conditions [28, 29].
Since bond formation occurs close to the surface of the welding partners, already minor variations of the surface conditions can significantly influence the joint quality. Accordingly, mechanical surface properties (e.g., roughness and coating) as well as natural surface conditions (e.g., oxides, grease, and dust) have to be considered [17]. However, rather few investigations about different surface conditions of the terminal and the influence on the joint properties were carried out. Lin et al. [30] investigated the effect of surface roughness on bonding interface formation during the welding of steel and nickel. It was found that surface roughness did affect the bonding strength of the joints. Smooth bonding surfaces led to a rapid increase in bonding strength because extensive contact areas were formed easily between the smooth surfaces and subsequently created bonded areas gradually. In contrast, roughened surfaces showed a change in bonding strength evolution behavior and a longer time was required to generate bonded sections. Nunes et al. [31] examined the influence of different surface preparation methods on the properties of 1 mm CW004A joints. They obtained that a high surface roughness caused mechanical interlocking and micro-welding of the surface asperities. In contrast, relatively low surface roughness did not generate enough friction between the copper sheets to create a firm joint. Different surface conditions (hardness and roughness) for CW004 overlap joints were also investigated by Müller et al. [32, 33]. During the experiments, it was demonstrated that different surface roughnesses and hardness result in varying process curves and could be detected by analyzing the welding time, welding energy, and plunging depth. Furthermore, it was assumed that such changes do not necessarily have a negative effect on joint strength. Furthermore, structuring the sheets can decisively improve the joint quality of certain joint configurations.
In general, it can be summarized that investigations regarding the influence of different surface conditions are restricted to sheet-sheet connections, which do not include Al and Cu. However, the joining of dissimilar aluminum wire strands and copper terminals with different surface properties by USMW has not been investigated yet. In particular, the material bonding of the stranded wire to the copper contact is of great importance in order to keep the contact resistance as low as possible and to achieve excellent mechanical and metallurgical properties. Subsequently, the surface condition of the copper terminal is crucial for a good quality of the joint. Thus, the investigation of this study focuses on the influence of different surface conditions on the mechanical and metallurgical properties of ultrasonic-welded aluminum copper joints. Four different surface conditions of the terminal will be investigated in the following: contaminated surface (initial state), cleaned surface, structured surface, and surface with notches.
2 Experimental setup
For the experiments, EN AW-1370 single-core stranded wires and CW004A terminals with dimensions of 50 × 22.5 × 3 (L × W × H) have been used. The aluminum wires had a length of 300 mm and a cross-section of 50 mm2 and were insulated with PVC. Each terminal was etched with sulfuric acid (10%) and degreased with ethanol before the welding process to obtain reproducible surface conditions. An exception is the contaminated terminal, which has not been cleaned to investigate the influence of this surface condition. The terminal and the wire used for the reference experiments are shown in Fig. 1a–c.

(a) Contaminated terminal (initial state); (b) cleaned terminal; (c) single-core stranded wire
A Schunk LS-C longitudinal ultrasonic metal welding machine with an operating frequency of 20 kHz, a maximum Power of 9 KW, and a maximum welding force of 10 kN was used for the experiments. Figure 2 shows the welding area, respectively, of the workspace.

Structure of the longitudinal ultrasonic welding system and welding area
The terminal was fixed via side shifters, whereas the wire was clamped with a separate wire clamping. Furthermore, a 3-D printed mask was used for positioning the terminal and to ensure optimum reproducibility. The process parameters for these investigations were already known from previous studies. Accordingly, all experiments were carried out with the same parameters and in the energy-based welding mode. The process parameters and the dimensions of the horn are shown in Table 2.
Selected joints were characterized by means of metallography. Therefore, the specimens were cut in the middle of the weld node (see Fig. 9) by wire erosion and subsequently vacuumed, embedded, and polished. The light microscopic overview images of the cross-sections afterward have been taken with a Carl Zeiss Axio Scope A1.
For an even more precise analysis of the bonding between Al and Cu and to investigate the formation of IMPs, scanning electron microscopy (SEM) analysis was carried out on a Hitachi S-4800 scanning electron microscope. The notches in the copper terminal were generated on a conventional milling machine using a radial milling cutter (Fig. 4a). Seven notches with a depth of 0.1 mm and 0.2 mm were milled for each copper terminal. The laser structuring of the copper terminal was generated with a QCW fiber laser YLR-450/4500 from IPG Laser GmbH (Fig. 4b). The pulse duration was 5 ms with a maximum peak power of 4.5 kW. With the fixed optics D30 R, also from IPG Laser GmbH, a spot diameter of 117 µm could be achieved. Just as in the case of the notches for each terminal, seven lines of structuring were made in the terminal. Both the notches and the structuring were generated in the rolling direction of the copper terminal.
The surfaces of the modified copper terminals were characterized with a 3D-laser scanning microscope Olympus LEXT OLS4100. Tensile shear tests were carried out with a universal testing machine inspect retrofit Zwick 1455, and a constant crosshead speed of 10 mm/min was used for the experiments. Furthermore, the specimens were clamped using cross-grid jaws to prevent the cable from slipping during the test. The clamping was also carried out with an offset to address the asymmetric lap joint. An overview image of the tensile shear test setup is depicted in Fig. 3.

Tensile shear test setup
3 Results and discussion
3.1 Characterization of the modified terminals
At the beginning of the experiments, the terminal modification was done with a conventional milling machine (notches) and a QCW fiber laser (structuring). Figure 4 depicts the modified terminal surfaces in the top view position. To ensure a flat surface with a constant height, every terminal was milled before the preparation with notches. Due to this milling process, the rolling direction of the copper terminal (see Fig. 4a) is not visible anymore.

Modified terminal (a) with notches and (b) structuring
Both the notches and the structuring were generated in the rolling direction of the copper terminal. Figure 4a shows a single notch as well as the tool marks from the milling process in the detailed view. Figure 4b depicts the single pulses from the laser process, which led to the copper material throw-up. However, the laser structuring exhibits a strong oxidation of the copper surface. This can be explained by the high local temperatures, which occur shortly during the laser structuring process. Therefore, an additional etching step with sulfuric acid was carried out to prevent a negative impact regarding the mechanical boning conditions. For qualitative characterization of the terminals, overview images by 3D laser scanning microscopy were carried out. Figure 5 shows the 3D overview images of the modified Cu-terminals (milled notches) and the surface profile.

3-D overview image (top) and surface profile of the 0.2 mm notches (bottom)
The 3-D overview images were captured using 10 × magnification. For each terminal, a representative rectangular area was scanned and subsequently measured. To analyze the resulting height/depth, a sectional plan was placed across the entire length of the laser structuring, respectively, the notches. The sectional plane is shown as a red plane in Fig. 5 and Fig. 6 (top). The corresponding 2-D surface profile is depicted in Fig. 5 and Fig. 6 (bottom). The height of the notches varies in a small range (see Fig. 5), but in general, it was applied very homogeneously into the terminal, and the adjusted depth of 0.2 mm could be achieved successfully. The resulting angle of the notches after milling is ~ 90° (see also Fig. 10).

3-D overview image (top) and surface profile of the laser-structuring (bottom)
As depicted in Fig. 6, the surface processed with the laser shows a less homogeneous surface compared to the terminal with notches (the unprocessed surface is shown in blue). In addition to areas with comparatively high throw-ups, there are also those where the material was not or only very little thrown up. Still, the surface profile in Fig. 6 illustrates that structuring with QCW fiber laser is possible. The resulting structuring has a height of approximately 200 µm and is in the same range as the depth of the notches (see Fig. 6 bottom).
After the characterization of the surface, the Al/Cu joints were produced with the parameters listed in Table 2. An exception is the structured specimens, where the increase of the welding energy was additionally investigated. The joints were then examined mechanically and metallurgical. In the following, the mechanical characterization is discussed first.
3.2 Tensile testing
Figures 7 and 8 show the results of the tensile tests of the contaminated, cleaned, and laser-structured specimens as well as for the specimens with notches. For each surface condition, five samples were tested.

Tensile tests of the contaminated and cleaned specimens as well as the specimens with notches

Tensile tests of the contaminated and cleaned specimens as well as the laser-structured specimens
Basically, the tensile tests demonstrate that the surface conditions of the copper terminal have a significant impact on the resulting failure loads of the specimens. The measured failure load with contaminated surface condition amounts to, on average, 2159 N. This can mainly be attributed to the contaminated surface (with oxides, grease, and dust) which probably resulted in poor bonding of the wires to the terminal. Still, the failure load is above the tensile strength requirement for 50 mm2 aluminum wires (1650 N) from SAE/USCAR-38–1 performance. An additional cleaning step of the surface affects an increase in the failure load of up to 3016 N on average and a decrease in standard deviation (see Fig. 7 and Fig. 8). Hence, the cleaning of the terminals before welding is an important process step considering the mechanical properties of the joint.
In contrast, notches in the surface of the terminal resulted in significantly lower failure loads and higher standard deviation compared with the cleaned joints. The failure load was reduced to 2320 N (0.1 mm), respectively, 2282 N (0.2 mm). As for both notch depths, a decrease in the failure loads was determined; it is assumed that a further increase in the depth or the generation of notches in general would not lead to better mechanical properties. Potential reasons for this effect are discussed in Section 3.3.
While notches have a negative effect on the mechanical properties of the joint, laser structuring tends to have a positive impact on the failure loads (Fig. 8). This can be seen by the slight increase in the failure loads from 3016 to 3213 N. With a combination of structuring and a change of the welding energy from 2000 to 3000 Ws, an even higher failure load was achieved (3417 N). In relation to the cleaned specimens, this corresponds to an increase in the failure load by up to 12%. The standard deviation of both laser structuring is in the same range as the cleaned joints. Regarding the failure behavior, all tested specimens failed at the interface between the wire and the terminal.
To investigate the interface between the wire and the modified terminal as well as the bonding mechanism, cross-sections of the joints with modified terminals were prepared.
3.3 Metallographic analysis of the modified joints
For metallographic analysis, the laser-structured joints (2000Ws) and the joints with notches (0.2 mm) were investigated. The section plane of the probes is exemplarily depicted in Fig. 9.

Section plane of the probe (A-A) for metallographic analysis
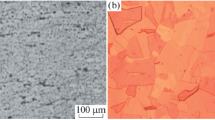
After polishing of the vacuum-embedded cross-sections, light microscopic overview images were taken afterward. The triangular notches from the milling process are visible in the overview image of the cross-section (see Fig. 10a).

Cross-section of the joint with notches: (a) overview image, (b) detail image, and (c) region for SEM analysis
In the range of the notches, it was observed that the stranded wires are worse or just partly connected to the copper terminal in comparison to the regions without notches (see Fig. 10b). Furthermore, the lower part of the aluminum knot seems to show slightly less compaction of the strands, which might be attributed to the reduced relative motion between strand and terminal caused by the missing material from the notches. In addition, the unconnected parts of the strands lead to a reduction of the resulting bonding area. Hence, the combination of reduced bonding area and less compaction causes a decrease in the failure loads.
Figure 11a shows the laser structuring (copper throw-ups) at the interface. In contrast to the results demonstrated in Fig. 10, the strands at the interface are well bonded to the structuring (see Fig. 11b), which leads to an increase in total bonded area. Besides the firm bond between the strands and the terminal, the laser structuring represents an additional form fit, respectively, a mechanical interlocking between the structuring and the strands. Both result in a significant increase in the failure loads compared to the terminals with notches or contamination. These findings are in good accordance with Müller et al. [33], which assumed that terminals with laser structuring – e.g., structuring carried out during the rolling process – could significantly improve the joint quality of certain specimen geometries.

Cross-section of the joint with structuring: (a) overview image, (b) detail image, and (c) region for SEM analysis
4 SEM analysis
SEM analysis was carried out with the same specimens used for the metallographic investigations. The regions used for the analysis are depicted in Fig. 9c and Fig. 11c.
Figure 12a exhibits the interface zone between the copper laser structuring and one aluminum strand. A firm bond of the strand to the copper structuring could be observed, as within the analysis, no gaps or other irregularities were detected at the interface. Moreover, the SEM image on the left shows a lighter-appearing narrow zone (see the white line in Fig. 9a) between aluminum and copper. It is assumed that this zone represents a small diffusion zone (~ 1–2 µm) due to the welding process. To specify and determine the width of the diffusion zone, EDS analysis was carried out additionally. Due to the too-small width of the diffusion zone, no typical intermetallic compounds such as Al2Cu or AlCu could be detected [12]. However, the total prevention of intermetallic phase formation cannot be ruled out entirely. Figure 12b depicts the interface zone between the notch and the aluminum strand. In the area where no bonding between aluminum and copper was observed, the black appearing embedding resin is visible.

(a) SEM analysis of the laser-structured joint and (b) of the joint with notches
The bright appearing particles in the detailed view (left side) remain at the surface from the previous sputtering process. In contrast to Fig. 12a, it also shows areas, which are not firmly bonded and exhibit a small gap between Al and Cu. Poor bonding occurs, especially at the bottom area of the notches. However, bonded areas are also visible in the detailed view in Fig. 11b (right side), which leads to the conclusion that the aluminum strands are partly bonded to the notches in principle.
5 Conclusion
The aim of this study was to investigate the influence of different surface conditions and surface qualities on the mechanical and metallurgical properties of aluminum-copper joints manufactured by USMW. Therefore, joints of EN AW-1370 stranded wires with a cross-section of 50 mm2 and 3 mm CW004A terminals were produced via linear USMW. The following conclusion could be drawn.
-
Copper terminals with four different surface conditions (contaminated, cleaned, laser-structured, and notches) were investigated. Notches were inserted with a conventional milling machine using a radial milling cutter. A method for the structuring of the terminals could be successfully generated with a QCW fiber laser in combination with a pulsed laser process.
-
For the mechanical characterization of the joints, tensile tests were carried out. In comparison to the cleaned terminals (3016 N), reduced failure loads were observed for the terminals with notches (2320 N for 0.1 mm and 2282 N for 0.2 mm) as well as for the contaminated terminals (2159 N). In contrast, the laser structuring had a positive impact on the mechanical properties (3213 N). The combined application of structuring and a change of the welding energy from 2000 to 3000 Ws led to a further increase in the failure load (3417 N). Summarizing the surface conditions strongly influence the mechanical properties of the joint.
-
Cross-sections were prepared to investigate the interface formation. It was observed that the stranded wires were only partly bonded to the ground of the notches. The structuring instead generated beside the firmly bond an additional form fit that increased the total bonding area and the failure load.
-
SEM analysis showed a firm bond between the aluminum strands and the laser-structured copper terminal. Poor bonding indicated by gaps between Al and Cu was observed for the notches, which confirms the findings of the cross-sections. The occurrence of intermetallic compounds could not be detected in both cases.
References
Bergmann JP, Petzoldt F, Schürer R, Schneider S (2013) Solid-state welding of aluminum to copper—case studies. Weld World 57(4):541–550
Gester A, Wagner G, Pöthig P, Bergmann JP, Fritzsche M (2022) Analysis of the oscillation behavior during ultrasonic welding of EN AW-1070 wire strands and EN CW004A terminals. Weld World 66(3):567–576
Braunovic M, Konchits VV, Myshkin NK (2017) Electrical contacts: fundamentals, applications and technology. CRC Press, Boca Raton
Yang JW, Cao B, He XC, Luo HS (2014) Microstructure evolution and mechanical properties of Cu–Al joints by ultrasonic welding. Sci Technol Weld Join 19(6):500–504
Abbasi M, Taheri AK, Salehi MT (2001) Growth rate of intermetallic compounds in Al/Cu bimetal produced by cold roll welding process. J Alloy Compd 319(1–2):233–241
Naumov A, Isupov F, Rylkov E, Polyakov P, Panteleev M, Skupov A, Amancio-Filho ST, Panchenko O (2020) Microstructural evolution and mechanical performance of Al–Cu–Li alloy joined by friction stir welding. J Market Res 9(6):14454–14466
Mao Y, Ni Y, Xiao X, Qin D, Fu L (2020) Microstructural characterization and mechanical properties of micro friction stir welded dissimilar Al/Cu ultra-thin sheets. J Manuf Process 60:356–365
Choudhury T, Ghorai A, Medhi T, Acharya U, Roy BS, Saha SC (2021) Study of microstructure and mechanical properties in friction stir welded aluminum copper lap joint. Mater Today: Proc 46:9474–9479
Li G, Zhou L, Zhou W, Song X, Huang Y (2019) Influence of dwell time on microstructure evolution and mechanical properties of dissimilar friction stir spot welded aluminum–copper metals. J Market Res 8(3):2613–2624
Li M, Zhang C, Wang D, Zhou L, Wellmann D, Tian Y (2019) Friction stir spot welding of aluminum and copper: a review. Materials 13(1):156
Tchouaha Tankoua A, Köhler T, Bergmann JP, Grätzel M, Betz P, Lindenau D (2021) Tool downscaling effects on the friction stir spot welding process and properties of current-carrying welded aluminum–copper joints for e-mobility applications. Metals 11(12):1–20
Regensburg A, Petzoldt F, Benss T, Bergmann JP (2019) Liquid interlayer formation during friction stir spot welding of aluminum/copper. Weld World 63(1):117–125
Ni ZL, Yang JJ, Hao YX, Chen LF, Li S, Wang XX, Ye FX (2020) Ultrasonic spot welding of aluminum to copper: a review. Int J Adv Manuf Technol 107(1):585–606
Silva RGN, De Meester S, Faes K, De Waele W (2022) Development and evaluation of the ultrasonic welding process for copper-aluminium dissimilar welding. J Manuf Mater Process 6(1):6
Ni ZL, Liu Y, Wang YH, He BY (2022) Interfacial bonding mechanism and fracture behavior in ultrasonic spot welding of copper sheets. Mater Sci Eng A 833:142536
Ma Q, Song C, Zhou J, Zhang L, and Ji H (2021) Dynamic weld evolution during ultrasonic welding of Cu–Al joints. Mater Sci Eng: A 823. https://doi.org/10.1016/j.msea.2021.141724
Balz I, Abi Raad E, Rosenthal E, Lohoff R, Schiebahn A, Reisgen U, Vorländer M (2020) Process monitoring of ultrasonic metal welding of battery tabs using external sensor data. J Adv Join Process 1:100005
Lin J-Y, Nambu S, Koseki T (2019) Evolution of bonding interface during ultrasonic welding between steel and aluminium alloy. Sci Technol Weld Join 24(1):83–91
Bhudolia SK, Gohel G, Leong KF, Islam A (2020) Advances in ultrasonic welding of thermoplastic composites: a review. Materials 13(6):1284
Xinchen QU, Hongjun LI (2020) Welding process of CFRP and metal: a systematic review. Eng Trans 68(3):203–222
Liesegang M, Beck T (2021) Ultrasonic welding of magnetic hybrid material systems–316L stainless steel to Ni/Cu/Ni-coated Nd2Fe14B magnets. Funct Compos Mater 2(1):1–9
Gester A and Wagner G (2019) Ultrasonic torsional welding of metal/glass ceramics joints. In: Key Eng Mater. https://doi.org/10.4028/www.scientific.net/KEM.809.237
Patel SK, Dave HK, and Patel HV (2020) Ultrasonic welding of molybdenum using aluminium interlayer, in: Advances in Additive Manufacturing and Joining, Springer, 669–677
Fujii HT, Endo H, Sato YS, Kokawa H (2018) Interfacial microstructure evolution and weld formation during ultrasonic welding of Al alloy to Cu. Mater Charact 139:233–240
Balasundaram R, Patel VK, Bhole S, Chen DL (2014) Effect of zinc interlayer on ultrasonic spot welded aluminum-to-copper joints. Mater Sci Eng A 607:277–286
Gester A, Wagner G, Kesel I, and Guenter F (2019) Mechanical and microstructural characterization of ultrasonic metal welded large cross section aluminum wire/copper terminal joints, in: Light Metals 2019, Springer, 1491–1498
Bergmann JP, Regensburg A, Schürer R, Petzoldt F, Herb A (2017) Effect of the interface characteristics on the joint properties and diffusion mechanisms during ultrasonic metal welding of Al/Cu. Weld World 61(3):499–506
Dhara S, Das A (2020) Impact of ultrasonic welding on multi-layered Al–Cu joint for electric vehicle battery applications: a layer-wise microstructural analysis. Mater Sci Eng A 791:139795
Gencsoy HT, Adams JA, and Shin S (1967) On some fundamental problems in ultrasonic welding of dissimilar metals: Gencsoy, HT, Adams, JA and Shin S. Weld J 46 (4) 145-s. Ultrasonics, 5 (4), 274
Lin J-Y, Nambu S, Pongmorakot K, Koseki T (2020) Effect of surface roughness on bonding interface formation of steel and Ni by ultrasonic welding. Sci Technol Weld Join 25(2):157–163
Nunes R, Faes K, De Meester S, De Waele W, Kubit A (2022) Influence of welding parameters and surface preparation on thin copper-copper plates welded by ultrasonic welding process. Int J Adv Manuf Technol 123:373–388. https://doi.org/10.1007/s00170-022-10164-9
Müller FW, Schiebahn A, Reisgen U (2022) Quality prediction of disturbed ultrasonic metal welds. J Adv Join Process 5. https://doi.org/10.1016/j.jajp.2021.100086
Müller FW, Schiebahn A, Reisgen U (2019) Untersuchungen zum Störeinfluss von Werkstoff- und Oberflächeneigenschaften auf Cu-Cu Metall-Ultraschallschweißverbindungen. Metall 73
Acknowledgements
The IGF Project No. 20376 BR of the research association “Schweißen und verwandte Verfahren e.V.” of the DVS, Aachener Straße 172, 40223 Düsseldorf was, on the basis of a resolution of the German Bundestag, promoted by the Federal Ministry for Economic Affairs and Climate Action via AiF within the framework of the program for the promotion of joint industrial research and development (IGF). The authors thank all the industrial participants for their funding and support.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission III - Resistance Welding, Solid State Welding, and Allied Joining Process
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Pöthig, P., Grätzel, M. & Bergmann, J.P. Influence of different surface conditions on mechanical properties during ultrasonic welding of aluminum wire strands and copper terminals. Weld World 67, 1427–1436 (2023). https://doi.org/10.1007/s40194-023-01490-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01490-x