
Abstract
This research studies the influence of local weld notch parameters on fatigue crack initiation sites in laser-hybrid butt welds, utilizing high-resolution 3D scans and fatigue tests to failure. The suitability of different local geometric weld notch parameters for fatigue strength characterization is investigated, and the current challenges associated with their measurements are highlighted. The weld notch shapes were found to fluctuate significantly, resulting in considerable variation in notch parameters over short intervals. Undercut depth was found to determine the critical location for crack initiation. There were several instances where the fatigue crack initiated from notches with large radii despite the presence of sharper notches, contrary to what is expected on the basis of previous investigations. The results of the present study indicate that the undercut depth is a suitable fatigue strength indicator for high-quality laser-MAG hybrid welds, overcoming the practical limitations of notch radius measurement.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
To tackle the current sustainable development goals, society needs lightweight steel structures with high fatigue strength. Current manufacturing technology enables the production of welded structures with high quality and precision (see, e.g., [1,2,3,4,5,6,7,8,9,10,11]). However, the currently applied quality standards such as SFS-EN ISO 12932 [12] and ISO 5817:2014 [13] are related to good workmanship and do not adequately define the quality limits, particularly for weld notch details, despite their significant influence on the fatigue strength, as noted in several investigations [4,5,6, 8, 10, 14,15,16,17,18,19,20,21,22,23,24,25]. To tackle this challenge in the quality limits, i.e., geometry-based fatigue strength characterization, Barsoum and Jonsson et al. [4, 26] studied the correlation between weld quality and the fatigue strength of arc-welded steel joints and created the basis for weld characterization criteria focusing on different weld defects, also known as the Volvo standard [27]. However, this work requires further development since it utilizes an idealized geometric shape of the defects typical of arc-welded joints. Thus, it is not directly applicable to the local weld defects in high-performance structures manufactured using, e.g., laser-hybrid welding, due to the different weld bead shapes of the hybrid laser-arc welding known as the goblet shape [28]. To develop the fatigue strength-based weld characterization further, it is essential to improve the understanding of the influence of local weld notch parameters on the fatigue crack initiation process and the fatigue strength of high-performance welds (see, e.g., [29]).
The research on the influence of weld defects on fatigue strength has a long history. In the 1980s, several researchers studied the relation between the weld notch parameters experimentally, especially that between the undercut depth and the notch radius, but no distinct relation was found [30,31,32]. Jubb categorized the weld undercuts into three types: wide and curved, narrow or very narrow (crack-like), and shallow and narrow (micro-flaws with a depth up to about 0.25 mm) [33]. Bell et al. found that undercuts deeper than 0.5 mm significantly reduced fatigue life, while those under 0.25 mm had a negligible effect on an arc-welded steel joint [31]. It was noted that the deleterious effect of the undercut is determined by notch depth and root radius rather than depth alone. Petershagen [32] noted the tendency of decreasing weld notch radius with increasing depth on the basis of experimental data from Bell et al. [31] and Iida et al. [30] for arc-welded joints. Furthermore, Petershagen pointed out the lack of information regarding undercut shape and its influence on fatigue [32]. This study highlighted that the permissible undercut values in the existing codes were based on good workmanship rather than fitness for purpose since the undercut depth measurement was challenging and even impossible at the time because of the limitations of the measurement methods.
Since the 1990s, numerical simulations have been utilized to study the influence of undercut parameters on the fatigue performance of welds. Gosch and Petershagen concluded that the classification of undercuts based on undercut depth allows the fitness for purpose assessment to be used in weld design [34]. Janosch and Deibiez worked on the fatigue-based categorization of welds in arc-based welds and found that the notch radius is independent of the welding process [35]. Nguyen and Wahab found that the flank angle has a higher influence on fatigue than the weld transition radius but is non-significant between 20 and 60° [36]. In subsequent publications, the higher influence of the undercut on fatigue was highlighted [37], and its detrimental effect on fatigue life was shown [20, 21]. Steimbreger and Chapetti studied the currently available tolerances in different standards with a fracture mechanics approach and highlighted the importance of undercut depth over undercut radius, width, and length [23, 38, 39]. Schork et al. utilized a fracture mechanics-based approach and demonstrated the greater influence of notch depth on the FAT classes among weld toe parameters [25]. Although these numerical simulations provided significant new information, their experimental validation has been a challenge due to the limitations of the geometry measurement methods for welded fatigue test specimens.
Since 2000, developments in high-resolution and high-accuracy optical field measurement systems have enabled the accurate measurement of weld geometry, including the stochastic variation along the length of the weld. This has been applied to study the influence of weld geometry parameters on fatigue performance in recent years [6, 8, 10, 40,41,42]. Hou implemented a 3D scanned weld geometry into finite element analysis (FEA) and found that the major crack locations were closely correlated to the location of the yielded weld toe [43]. Alam et al. observed the fluctuating nature of the weld transition radius in scanned laser-hybrid welds and the detrimental effect of the weld ripples at the weld toe [44]. Fatigue crack initiation in arc-welded specimens was shown to take place in areas of high stress concentration factors by Chaudhuri et al., utilizing 3D scans and alternating current potential drop (ACPD) probes at the weld toe [45]. Niederwanger demonstrated a significant improvement in fatigue life prediction utilizing detailed scanned weld geometry (with a scan resolution of 50 µm and accuracy of 25 µm) in FEA compared to idealized weld geometry [46]. Ottersböck implemented the scanned geometry of welds with a minimum measurable radius of 20 µm in FEA to show the fatigue crack initiation at the locations of the highest stress and the decrease in fatigue strength in the presence of undercuts [8]. In a later publication, a statistical analysis of weld notch parameters was performed on marginally smoothed scanned geometry, showing that the weld transition radius and undercut depth follow a log-normal distribution, while the flank angle follows a normal distribution [40]. Wei et al. studied the evolution of fatigue cracks, focusing on the weld geometry, indicating that the early crack initiation is composed of small cracks and the initiation behavior is strongly related to the weld transition radius [47]. The paper shows a sharp increase in the fatigue crack propagation rate in the crack coalescence region with increasing crack depth and the coalescence of irregular crack shapes into semi-elliptical shapes. Hultgren utilized scanned weld geometry with 50-µm sampling resolution and concluded that the weld leg length and weld toe angle contribute more to fatigue crack initiation compared to the weld transition radius and undercut [42]. This work also discusses the possibility that the most critical location might not be at the weakest absolute value of an individual parameter but at the location with the maximum relative deviation of the parameter. Schork et al. observed the variation in the flank angle and weld transition radius along the weld toe and pointed out that these parameters have no correlation to fatigue crack initiation [24]. On the other hand, the paper suggests that the effect of geometric defects is larger in the high-cycle regime compared to the low-cycle regime.
The research utilizing modern measurement methods has applied scanned weld geometry mostly for numerical simulations of stress concentrations, focusing on the influence of weld geometry parameters such as the flank angle and transition radius (see, e.g., [40, 48]). Most of the existing research on weld notch parameters focuses on the non-local geometric parameters and is based on a 2D idealization of continuous undercuts in arc-welded joints, despite the significant 3D presence of weld notches. Liinalampi et al. utilized the scanned 2D geometry of laser-hybrid welds to study the semi-elliptical notch shape, and a 3D correction factor was derived to demonstrate the 3D effect of local weld notch geometry [10]. Nevertheless, experimental research on local weld notch parameters is still lacking, despite the demonstrated detrimental effect on fatigue performance. Therefore, a realistic simplification of weld notch defect geometry is needed in order to consider local weld notch defects, such as local undercuts. The existing weld quality-based fatigue assessment methods are based on empirical approaches or a continuum mechanics-based definition of stress concentration at the weld toe, which pose challenges for practical use despite being good indicators of fatigue in theoretical analyses. For example, the limitations of radius measurements, including the sensitivity to the resolution of the measurement system, data processing methods, and the lack of standardized measurement methods, have been pointed out in recent investigations [24, 40, 49].
Therefore, to further develop the quality-based weld characterization, the present experimental research analyzes the local weld notch geometry of naturally occurring weld notches in laser-hybrid butt welds without any assumptions or smoothing of the measured geometry. The study focuses on the influence of weld notch parameters on fatigue crack initiation and utilizes fatigue experiments, fracture surface analyses, and high-resolution 3D measurements, which provide novel opportunities for the non-destructive inspection and characterization of undercuts. The specimens were manufactured in a shipyard environment using laser-hybrid welding, representing a real manufacturing environment and modern welding technology with low heat input and a high level of automation. A key novelty of the current experimental work is the utilization of microscopically accurate local weld notch measurements, together with the fracture surfaces of fatigue-tested specimens, to correlate the influence of the geometric parameters of the weld notch on the primary fatigue crack initiation location without the assumptions needed for numerical and theoretical analyses.
2 Method
2.1 Welded test specimens
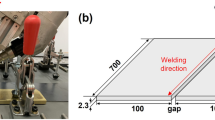
The present study utilized two test series of laser-MAG hybrid butt-welded plates, where a MAG arc was followed by a laser beam to weld the plates. They were produced with similar materials and weld energy, resulting in similar macro-geometric weld profiles. The weld groove preparation for series B was done with higher quality, and the welding parameters were optimized to produce better weld notch quality. This enables the study of weld notch shape variation and its influence on fatigue performance. The test series with normal quality is called series A, and the test series with better weld notch quality is series B. The parent material of the base plates is high-strength steel for ship structures, with a nominal thickness of 10 mm and a nominal yield strength of 355 MPa. The mechanical properties and chemical compositions of the base plates are presented in Tables 1 and 2. The welded plates were produced in a shipbuilding environment, and the welds were successfully inspected according to the common industrial production standards for internal defects [12, 13, 50]. Non-destructive inspections (NDI) were performed on the welds, with a visual inspection followed by magnetic particle testing and radiography to avoid the presence of fatigue-critical internal defects as well as superficial defects. Figure 1 shows the macro-section of the laser-hybrid welds, i.e., series A and B.

Fatigue test specimen geometry for both series A and B, and a cross-section of the two welds
The fatigue test specimens were cut from the welded plates. The start and end sections of the welds were discarded to avoid material irregularities, and eight specimens per test series were prepared. The hardness across the welds of weld series A and B had a negligible difference of 3.5% in average values and 6.3% in peak values, corresponding to hardness values of 237.8/336 HV10 for series A and 246.3/357 HV10 for series B. The gripping ends of the specimens were milled to create a coplanar and parallel gripping surface for the hydraulic grips on the fatigue test machine. This was done to avoid the additional bending stresses caused by the clamping of the specimen with misalignments. Furthermore, the sharp edges of the specimens were manually ground off with sandpaper to avoid early crack initiation from the weld edges and base metal. The test specimen and macro-section of weld seams are shown in Fig. 1.
2.2 Geometry measurements
Geometry measurements were performed on each specimen with two different state-of-the-art optical measurement systems: a global measurement with a typical commercial optical measurement system and a local measurement with a higher-resolution line confocal imaging (LCI)-based measurement system for the weld notch.
The global geometry measurement was performed with GOM GmbH ATOS—a commercial optical measuring system [51, 52]. The ATOS scanner utilizes two stereo cameras that work on the principle of triangulation to record blue light fringe patterns projected onto an object, and the 3D coordinates are calculated for each data point. Spray coating was used to avoid surface reflection. The accuracy of the ATOS scanner depends on the measurement volume utilized to scan the specimen; the current measurements have an accuracy of 0.48 mm with a measurement volume of 1200 mm [52]. Each specimen was scanned from all sides, and a 3D digital model of the global geometry was generated for macro-geometric measurements and misalignment analyses; an example is shown in Fig. 2. About ten 2D geometric profiles were extracted from each specimen, and the weld geometry parameters were measured utilizing a semi-automatic MatLab routine for misalignments as in [7]. In addition, the weld transition radius (R) at the fatigue-critical weld toe was measured, as shown in Fig. 2. The weld transition radius was R = 0.17–1.76 mm and R = 1.32–5.95 for series A and B, respectively. The misalignments were calculated according to the definitions in the IIW recommendations [53]. The absolute values of axial misalignment (e) varied between 0.007 and 0.29 mm, and the angular misalignment (α) varied between 0.012 and 0.407° in the test series. There was an insignificant difference in misalignments between the test series, with a measured maximum e/t ratio of 0.03 for series A and 0.02 for series B. The misalignments in the specimens of both series were within the low misalignment criteria of e/t ≤ 0.1 and α ≤ 1° according to ISO 5817 [13].

3D digital measurement model of a specimen from the ATOS scanner with its coordinate system and an extracted 2D weld section profile. The top schematic shows the measured weld geometry parameters from the weld sections
In local measurements, Focalspec Oy’s LCI 1600 sensor was utilized for the measurement of the weld notch geometry with microscopic accuracy [54]. The FocalSpec scanner uses the LCI technique, where the white light from a transmitter is split into a continuous spectrum and its reflection with the wavelength of selected focus is captured to map height variation, creating 2D profiles with high resolution [54]. The measured data points are captured with 7-µm general separation along the horizontal plane (the xy-plane of specimen CS) and with an accuracy of below 1 µm in the vertical direction (the xz-plane of specimen CS as shown in Fig. 2). Furthermore, unlike the previous measurement method, this method can measure reflective parts without a spray coating. The 2D cross-sections at every 100th µm along the weld direction were combined to create a high-accuracy 3D measurement model. A Thorlabs LTS300 was utilized to move the test specimen precisely [55]. The weld sections, with significant notches and 2D profiles at the desired locations, were extracted for further analysis, as shown in Fig. 3. The scan data were not smoothed, and the curve fitting for radius and angle measurement was performed manually to ensure the robustness of the measurement and to get the true geometry data. This measurement is referred to as the LCI scan in this paper.

3D model of a weld seam with a LCI scan (a), a notch defect in 3D (b), a weld notch profile with destructive methods (c), and a 2D weld notch profile extracted from the LCI scan (d)
A semi-automatic MatLab routine was utilized to measure the undercut depth (d), weld notch radius (r), and weld flank angle (θ) from the 2D sections, as shown in Fig. 3. A plane fitted through the flat surface of the base plate next to the weld seam was defined as the plate reference plane for the measurement of the local weld notch parameters. The notch depth is defined as the depth of the deepest measured point at the weld notch from the plate reference plane, the notch radius is the radius of the smallest circle that fits into the deepest contour of the notch, and the flank angle was defined as the angle between a straight line fitted through the slope of the weld seam to the plate reference plane. These parameters were measured in the direction transverse to the weld seam. The weld notch parameters were measured from approximately 350 to 400 cross-sections per specimen from both test series. The individual weld notch parameters were studied with respect to fatigue performance, and the natural occurrence of the three local weld notch parameters was analyzed. In addition, the parameters at the primary fatigue crack initiation location of each specimen were analyzed to reveal their influence on the fatigue failure of the specimen.
2.3 Fatigue test and fracture surface analysis
The fatigue tests were carried out according to the ISO 12107:2012 standard [56] with a servo-hydraulic MTS Landmark testing machine with a maximum load capacity of 250 kN [57]. During the tests, the applied force, axial displacement, strains, number of load cycles, and time were recorded. Force and displacement were measured with the built-in sensors of the MTS Landmark machine. Strain gauges with a gauge length of 5 mm were glued 5 mm from the weld toe, and the strain history of each specimen was recorded throughout the test. HBM QuantumX MX410b amplifiers were used for the strain gauges. The force-controlled fatigue tests were conducted in the tensile–tensile load regime with R = 0.1 at a test frequency of 20 Hz, aiming at the high-cycle fatigue range, i.e., between 100,000 and 2,000,000 cycles.
The fatigue test result of each specimen is given with the structural stress to consider the misalignment-induced secondary bending. This enables the current study to focus on the influence of the weld notch parameters on fatigue behavior. In the structural stress analysis, the average (arithmetic mean) of the angular and axial misalignments of each specimen was used to calculate the stress magnification factor (\({k}_{\mathrm{m}}\)), which was calculated according to the IIW design recommendation [58]. The nominal stress from the experiment was then multiplied by the \({k}_{\mathrm{m}}\) to calculate the structural stress for each specimen Figs. 4 and 5.

Structural stress vs. fatigue life of series A and B; the dashed line represents the lower bounds with a 97.7% probability level. The table shows characteristic fatigue strength with a survival probability of 97.7% calculated based on the best-fitted slope and commonly used m = 3

Undercut depth (d), notch radius (r), flank angle (θ), and d/r distributions in series A and B. The range of the parameters at the primary crack initiation sites is marked with a red line
After the fatigue test, the fracture surfaces of each specimen were analyzed, and the crack initiation locations were identified. These analyses utilized the fracture surface images taken with a Canon 5D Mark-III dSLR camera with a 23.4-megapixel full-frame sensor, together with a Sigma 105-mm F2.8 EX DG OS HSM macro lens and external light sources. The fatigue crack initiation sites were identified from the fatigue damage patterns in the fracture surfaces, with the concentric contours of the progression marks converging to the crack initiation sites [59], as shown in Fig. 6. Multiple simultaneous crack initiations were observed in each specimen, and they were traced back to weld notch undercuts. The fracture surface image, together with the LCI scan of the weld seam, was applied to identify and locate the primary fatigue crack initiation site and the respective weld notch defect.

Fracture surface of specimen A-04 showing the fatigue crack initiation site. The measured weld notch parameters across the width of the specimen are shown as undercut depth contour with notch radius and flank angle plots. The weld notch profile at the fatigue crack initiation site is shown as A-A
3 Results
3.1 Fatigue performance
The fatigue test results were analyzed with a structural stress approach to include the effect of the misalignments of an individual specimen on the fatigue performance according to the IIW recommendations [58] and were compared to the FAT90 design curve. The fatigue strengths of both test series clearly outperformed the FAT90 design curve; however, significant differences in the fatigue performance between the series were observed. Series B has about 50% higher fatigue strength in terms of structural stress at two million cycles compared to series A with the best-fitted slope, as shown in Fig. 4, and 30% higher with a fixed slope of m = 3. The scatter range index 1:\({T}_{\sigma }\) = 1: (\({\mathrm{FAT}}_{10\mathrm{\%}}\) / \({\mathrm{FAT}}_{90\mathrm{\%}}\)) shown in Fig. 4 is defined by the ratio of fatigue strength at two million cycles at 10% and 90% survival probability, with larger values representing larger scatter in the fatigue life of an individual test series. Since the base material and welding parameters are very similar for both series, the observed difference in the fatigue performance is mainly due to the geometrical differences. The fatigue test results, together with the nominal and structural stress, are given in Appendix 1.
3.2 Weld notch parameters and the location of the fatigue crack initiation
A comprehensive statistical analysis of the fatigue-critical notch (sample size of around 3000 per series) was carried out to reveal the geometrical differences. On the evidence of the statistical analysis, the undercut depth and notch radius of the fatigue-critical weld toes from the individual specimens, as well as the ensemble of all specimens, followed log-normal distributions in both test series, while the flank angle was normally distributed, similarly to previous studies [32, 40, 60]. A similar distribution of the measured weld notch parameters was observed for all the individual weld toes; however, combining the data from the weld toes with significantly different average dimensions tends to disturb the distribution, as reported in Appendix 2. Therefore, to have a consistent analysis, the current study focuses on the fatigue-critical weld toe. The weld notch radius and flank angle had similar distributions for series A and B, and no substantial differences were observed in the average value, as shown in Fig. 5. On the other hand, the undercut depths between series A and B were significantly different. The average notch depth of series A was almost three times the notch depth of series B and was able to reflect the difference in fatigue performances.
The weld notch parameters shown in Fig. 5 varied significantly within the series (i.e., between the test specimens) and also at short intervals within each specimen. On the evidence of the fracture surface and geometry analysis, the variation was substantial in the locality of the crack initiation sites, as shown in Fig. 6. There were multiple crack initiations in all of the specimens from both test series, as shown in Fig. 6. The section A-A in Fig. 6 is extracted from the primary crack initiation site, and it shows the typical weld notch profile at the primary crack initiation site. Figure 6 also presents the notch depth as the contour plot, the flank angle, and the notch radius of the toe plotted across the width of the specimen. This analysis enables the weld notch geometry at the primary and secondary crack initiation sites to be studied. The range of weld notch parameters at the primary crack initiation site is marked with a red line in Fig. 5. The figure indicates that the fatigue crack initiation sites are more related to the maximum notch depth than to a sharp radius or high flank angle value.
The fracture surface analysis of individual specimens shows the initiation of the primary fatigue crack from the deepest notch or its vicinity, despite the presence of sharper notch radii elsewhere. Furthermore, the sites of the secondary crack initiation were also found in the neighborhoods with a locally deeper weld notch, as shown in the notch depth contour plot in Fig. 6. There were instances where the primary crack initiation sites were not at the sharpest notch radii but at comparatively shallower notch radii, as shown in Fig. 6, contrary to the expectations that a sharper notch with a higher SCF dominates the crack initiation. Deeper notches were observed to have radii toward a sharper domain, which explains the appearance of locally sharper radii at the crack initiation sites. The flank angles at the primary crack initiation sites among the specimens of the two series were closer to their respective average values. No significant differences between the two series were observed in the flank angle with respect to the crack initiation sites. The differences in the notch depth of the two series, reflecting their fatigue performance, and the initiation of the primary crack at the deepest notch instead of the location with the sharpest radii demonstrate that the undercut depth dominates the fatigue critical primary crack initiation among the local weld notch parameters that were studied.
From all the 16 fatigue test specimens, there were only two exceptional observations where the deepest notch did not determine the primary crack initiation location; they are presented in Fig. 7. The specimen B-02 had a very shallow weld notch with a maximum depth of only 89.2 µm, and the primary crack initiation location was at the location where the weld toe direction changed. Multiple cracks initiated throughout the specimen and merged to cause the specimen to fail. Specimen A-02 shows significant crack development at the deepest notch, but the easier coalescence of multiple cracks at another location outgrew them. A similar change in the weld toe direction as in the previous specimen determined the primary crack initiation location.

Fracture picture and notch depth contour of the exceptional crack initiations
3.3 Natural occurrence of notch parameter combinations
In order to understand the relationship and occurrence of the weld notch parameters in a fatigue-critical notch, statistical correlation analyses were carried out, as shown in Fig. 8. In this analysis, the combination of the local weld notch parameters measured from each cross-section defines the profile of the weld notch at that selected location. The natural combinations of notch depth, notch radius, and flank angle were studied from the measurements to understand their correlation. The frequency of the simultaneous presence was analyzed in order to understand the ranges of occurrences of these co-dependent parameters in the fatigue-critical weld toe. The measured combinations of the weld notch parameters are presented in Fig. 8, where the color indicates the observed number of occurrences of that specific combination in the measurements. The red dots in the plots are the weld notch parameters at the primary fatigue crack initiation site of the specimens from the respective test series.

Natural occurrences of the weld notch parameters in their respective combinations. The colors represent the number of occurrences observed for the selected combination of the weld notch parameters, and the red dots are the weld notch parameters at the primary fatigue crack initiation site
The weld notch parameters at the primary fatigue crack initiation sites of the individual specimens suggest that the undercut depth is the most significant local weld notch parameter. The magnitude of the notch depth at the most critical fatigue crack initiation location (or the red dots) was the deepest weld notch of the respective specimens. However, the combination plots of the weld notch radius vs. notch depth might give rise to an ambiguous interpretation as they show most of the failure locations towards a sharper range of radii. In order to clarify this further, the measured weld notch radius and undercut depth from the fatigue-critical weld toes were normalized on a scale from 0 to 1, where the measured magnitudes were divided by the respective maximum of the parameter for each specimen. The normalized weld notch parameters of the primary fatigue crack initiation sites are marked as red squares for series A and blue dots for series B, as shown in Fig. 9. It shows that the most critical fatigue crack initiation consistently initiates at the deepest weld notch of the specimen, but not necessarily at the sharpest radii or the largest flank angle of the specimen. The fracture pictures from the two exceptional fatigue crack initiations (A-02 and B-02) at a relatively shallower notch depth are presented in Fig. 7.

Normalized undercut depth vs. notch radius and flank angle from the fatigue-critical weld toes of all the specimens; the red and blue dots are the parameters at the primary fatigue crack initiation sites. A-04 represents a typical fracture case, and the other two (A-02 and B-02) are exceptional cases
4 Discussion
The present study investigated the influence of the local weld notch geometry on the fatigue behavior of butt-welded steel joints, focusing particularly on local undercuts. The weld notches in the current study were under 0.35 mm deep, with the majority of them belonging to the shallow and narrow categories, according to [33]. The analyses revealed a correlation between the fatigue crack initiation site and the local weld notch parameters. Furthermore, statistical analyses showed that the differences in the local weld notch geometry are reflected in the fatigue strength of the welded joints that were tested. Below, the main findings of the present study are discussed and compared to the previous investigations and existing fatigue-based quality criteria.
4.1 The difference in quality and fatigue performance
The fatigue strength of the two series that were studied shows high fatigue strength and significant differences, i.e., a 30% higher fatigue strength for series B in terms of structural stress and 44% higher in terms of nominal stress with m = 3 (see Fig. 4). The characteristic fatigue strength for nominal stress are 84 and 121 MPa for series A and B, respectively. This is unexpected since these two series appear in a similar quality category using the current standards, which define the permitted limit values for the weld geometry parameters. According to the flank angle (θ) < 70° criteria, ISO 5817 categorizes both joints in the FAT63 class (m = 3), with a maximum flank angle of 51.1° in series A and 47.3° in series B. In fact, series A is closer to FAT90, which requires a flank angle of θ < 30° and an undercut depth of d < 500 µm (0.05 * t) according to ISO 5817. Similarly, despite series B having a maximum undercut of 267 µm and a minimum weld transition radius of 1.32 mm, it competes with FAT125, which does not allow any undercut and requires a weld transition radius > 4 mm [13]. The same requirements apply to the highest quality class (VB, i.e., FAT125) in Volvo’s standard [27] for fatigue design. According to Volvo’s standard, both test series fulfill the higher-quality (VC, i.e., FAT100) undercut depth requirement of d < 400 µm (0.04 * t). The fatigue performance of series A approached FAT100, despite failing to qualify for the weld transition radius criteria of R > 1 mm (R = 0.171 mm) [26, 27]. The present study indicates that a potential reason for these inconsistencies is related to the fact that the existing quality criteria are based on conventional NDI methods, which were insufficient to distinguish the weld notch shape variations and thus more focused on the weld geometry parameters, such as the weld transition radius and a continuous undercut. It is worth mentioning that previously the measurement of the local weld notch geometry was not feasible [32], and it is only recently that microscopically accurate field measurement methods have emerged for the efficient spatial characterization of micro-geometric features and the local variation of the weld notch shape, such as local non-continuous undercuts.
4.2 Characterization of notch geometry
In the present study, the modern geometry measurement technology provided a more detailed characterization of the weld notch defects in comparison to traditional weld shape characterization thanks to the possibility of measuring a considerable length of the weld with higher accuracy, as shown in Fig. 10. The resolution of traditional measurements (global scan in the present study) was not high enough to capture the sharp local geometric changes in the weld toe, especially around the weld notches (see Fig. 10a). Furthermore, it has been pointed out by other researchers that the spray powder coating used to enhance the optical weld geometry measurement could cover the fatigue-critical notches [45]. Therefore, an LCI scan that did not require non-reflective coating for high-resolution measurements was necessary for the analysis of the local weld notch parameters (see Fig. 10b). The LCI scan was able to capture the local geometric variation of the weld notch and eliminate the risk of missing critical weld notch shapes (see Fig. 10c, d). As shown in Fig. 10b, the weld notch has a distinctive 3D presence with characteristic features along the directions that are longitudinal and transverse to the weld, highlighting the importance of local undercut characterization. The weld notch parameters fluctuated at short intervals among the laser-hybrid butt weld joints that were studied, which is in line with previous investigations of weld parameters in the longitudinal direction of different welds [8, 24, 40, 44]. However, the current study shows that the fluctuation is not just limited to the magnitude of the weld notch parameters along the longitudinal direction but also extends to the shape of the weld notch profile and respective magnitudes of the weld notch parameters in both the longitudinal and transverse directions (see, e.g., in Fig. 10). Consequently, the local characterization of the weld notch shape is crucial for the fundamental study of the fatigue performance of a welded joint. Depending on the shape and size of the notch defect, the defect can aid in early crack initiation (see, e.g., [29, 61]).

Weld notch measurements for a typical geometry scan (a), a high-resolution LCI scan (b), and the corresponding representative transversal weld profile at the deepest notch (c, d)
4.3 Influence of weld notch parameters on fatigue crack initiation
Among the weld notch parameters that were studied, the undercut depth showed the strongest correspondence with the location of fatigue crack initiation. As shown in Fig. 6, both the primary and secondary fatigue cracks initiated at the deep weld notches, despite the presence of sharper radii elsewhere. This is illustrated in Fig. 9, which shows that the normalized weld notch radius values for initiation locations are in the 0.03–0.24 range, while the normalized notch depth is 0.95–1 without considering the two exceptional primary fatigue crack initiations, which will be discussed later. This clearly shows that the primary fatigue cracks are typically initiated at the deepest weld notch of the respective specimen. Additionally, it is worth noting that the measured average notch depth reflected the fatigue performance of the two series; Fig. 5 demonstrates a significant difference in fatigue performance as a result of a difference of a factor of three in the average notch depth. Indeed, this finding is in line with previous research showing that the undercut depth has a deleterious effect on fatigue performance [20, 21, 23, 25, 34, 35, 37, 47].
In contrast to the undercut depth, the measured weld notch radius could not reflect the fatigue performance as the average notch radii were similar in the two series (see Fig. 5). The notable scatter in the normalized notch radii and the flank angle at the primary crack initiation site further highlights their inability to determine the primary fatigue crack initiation site in comparison to the undercut depth (see Fig. 9). Furthermore, it is worth mentioning that the maximum flank angles in the current study were 51.1 and 47.3°, and the research of Nguyen and Wahab has shown that flank angles between 20 and 60° have a negligible effect on the fatigue performance [36]. The negligible effect of the flank angle and weld toe radius on the fatigue crack initiation site was also reported by Schork et al. [24].
On the evidence of the literature, the weld notch radius and parameters that are a function of the notch radius, such as d/r, have a strong theoretical significance [29, 62, 63]. However, the presence of small to large notch radii in the shallower weld notches within the weldments that were studied (d < 150 µm for series A and d < 100 µm for series B) amplifies the d/r parameter, making it ambiguous as a result of the abundant presence of shallow but sharp notch profiles, as shown in Fig. 8. In the current study, the differences in the d/r parameter are a direct consequence of the notch depth, since the measured notch radius is not significantly different in the two series. The d/r parameter at the crack initiation site was not found to be near the maximum values, as would be expected (see Fig. 5); therefore, it is not found to be a suitable parameter for the practical application of fatigue strength characterization. Furthermore, the weld notch radius measurement has a strong sensitivity to the operator’s interpretation, curve fitting method, data analysis, and resolution, as well as the accuracy of the measured data, as observed in previous studies [24, 40, 49].
In the present study, there were two exceptional primary fatigue crack initiations, as shown in Fig. 9, with their fracture surfaces presented in Fig. 7. In the absence of a significantly deeper weld notch, the influence of other parameters was heightened. The specimen A-02 had a very shallow weld notch, with a maximum depth of only 89.2 µm, as shown in Fig. 7. In this case, the primary failure occurred when the location of the weld toe (weld-base plate interface) changed in comparison to its nominal position along the length of the weld, causing a higher stress concentration. Similar observations have also been made in previous research [24, 44, 45, 64]. In specimen B-02, the fatigue crack initiated at the deepest notch, but its growth was arrested, and the failure location was determined by the site where cracks could easily merge and propagate as a larger crack. The sharp increase in the crack propagation rate in the crack coalescence region has been reported by Wei et al. [47]. However, one should note that these exceptional cases for narrow test specimens might not be relevant in large structures, since the considerable length of weld seams is statistically bound to include the deep undercuts that determine the fatigue crack initiation and hence fatigue strength.
5 Conclusion
The present study focused on the experimental characterization of weld notch geometry and finding correlations to (1) the crack initiation site and (2) fatigue strength. The characterization of the local weld notch geometry was carried out with high-resolution measurements without any assumptions regarding the shape of the notches. The current study showed that the undercut depth is the most influential parameter in primary fatigue crack initiation. The primary fatigue cracks were found to initiate at the deepest notches instead of the sharpest radii (see Figs. 5 and 9). Its average value also successfully reflected the fatigue performance, and therefore, it was found to be suitable for fatigue strength-based weld characterization. The simple yet robust definition of the notch depth measurement has insignificant sensitivity to the operator’s interpretation and is suitable for practical implementation, allowing efficient quality control limits to be established. Furthermore, as the deeper notches (e.g., d > 150 µm in the current study) have radii towards the sharper domain (e.g., r < 500 µm, see Fig. 8), the blunt notches that have little influence on fatigue strength can be excluded from the characterization with a notch depth criterion. This significantly reduces the data to be analyzed and minimizes the analysis time for local geometry-based fatigue strength characterization, which opens up the possibility of adapting high-resolution weld notch quality control limits in industrial applications. Furthermore, should the notch radius be required for other purposes, it is relatively easy to determine for deep notches through curve fitting guided by the contour of the notch itself.
The current work was limited to laser-hybrid welded butt joints manufactured in a shipyard environment, representing modern welding technology and a high level of automation. As the weld notches are developed in the process of welding itself, the results could be extended to other joint types, materials, plate thicknesses, and welding methods. The notch defects were observed to have different shapes in the longitudinal and transverse directions of the weld, and the effect of the three-dimensional shape needs to be studied further. An accurate yet simple enough idealization of the weld notch defect shapes and a systematic sensitivity analysis are left for future work.
Data Availability
The data is available on request from the authors.
References
Lillemäe I (2014) Fatigue assessment of thin superstructure decks. Aalto University publication series. Doctoral dissertations, 121/2014. http://urn.fi/URN:ISBN:978-952-60-5813-9
Lillemäe I, Liinalampi S, Remes H et al (2017) Fatigue strength of thin laser-hybrid welded full-scale deck structure. Int J Fatigue 95:282–292. https://doi.org/10.1016/j.ijfatigue.2016.11.012
Lehto P (2019) Grain interaction in local plastic deformation of welded structural steel - Influence of length scale on sub-grain deformation behaviour for polycrystalline BCC material. Aalto University publication series. Doctoral dissertations, 206/2019. http://urn.fi/URN:ISBN:978-952-60-8807-5
Barsoum Z, Jonsson B (2011) Influence of weld quality on the fatigue strength in seam welds. Eng Fail Anal 18:971–979. https://doi.org/10.1016/j.engfailanal.2010.12.001
Barsoum Z, Stenberg T, Lindgren E (2018) Fatigue properties of cut and welded high strength steels-quality aspects in design and production. Procedia Eng 213:470–476. https://doi.org/10.1016/j.proeng.2018.02.046
Liinalampi S, Remes H, Lehto P et al (2016) Fatigue strength analysis of laser-hybrid welds in thin plate considering weld geometry in microscale. Int J Fatigue 87:143–152. https://doi.org/10.1016/j.ijfatigue.2016.01.019
Lillemäe I, Remes H, Liinalampi S, Itävuo A (2016) Influence of weld quality on the fatigue strength of thin normal and high strength steel butt joints. Weld World 60:731–740. https://doi.org/10.1007/s40194-016-0326-8
Ottersböck MJ, Leitner M, Stoschka M, Maurer W (2016) Effect of weld defects on the fatigue strength of ultra high-strength steels. Procedia Eng 160:214–222. https://doi.org/10.1016/j.proeng.2016.08.883
Braun M, Ahola A, Milaković A-S, Ehlers S (2022) Comparison of local fatigue assessment methods for high-quality butt-welded joints made of high-strength steel. Forces Mech 6:100056. https://doi.org/10.1016/j.finmec.2021.100056
Liinalampi S, Remes H, Romanoff J (2019) Influence of three-dimensional weld undercut geometry on fatigue-effective stress. Weld World 63:277–291. https://doi.org/10.1007/s40194-018-0658-7
Roland F, Manzon L, Kujala P et al (2004) Advanced joining techniques in European shipbuilding. J Sh Prod 20:200–210. https://doi.org/10.5957/jsp.2004.20.3.200
ISO 12932:2013 (2013) Welding—laser-arc hybrid welding of steels, nickel and nickel alloys—quality levels for imperfections. https://www.iso.org/standard/52215.html
ISO 5817:2014 (2014) Welding—fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded)—quality levels for imperfections. https://www.iso.org/standard/54952.html
Remes H, Romanoff J, Lillemäe I et al (2017) Factors affecting the fatigue strength of thin-plates in large structures. Int J Fatigue 101:397–407. https://doi.org/10.1016/j.ijfatigue.2016.11.019
Lillemäe-Avi I, Remes H, Dong Y, et al (2017) Benchmark study on considering welding-induced distortion in structural stress analysis of thin-plate structures. In: Progress in the Analysis and Design of Marine Structures - Proceedings of the 6th International Conference on Marine Structures, MARSTRUCT 2017. pp 387–394. https://doi.org/10.1201/9781315157368
Fricke W, Remes H, Feltz O et al (2015) Fatigue strength of laser-welded thin-plate ship structures based on nominal and structural hot-spot stress approach. Ships Offshore Struct 10:39–44. https://doi.org/10.1080/17445302.2013.850208
Cerit M, Kokumer O, Genel K (2010) Stress concentration effects of undercut defect and reinforcement metal in butt welded joint. Eng Fail Anal 17:571–578. https://doi.org/10.1016/j.engfailanal.2009.10.010
Lillemäe I, Lammi H, Molter L, Remes H (2012) Fatigue strength of welded butt joints in thin and slender specimens. Int J Fatigue 44:98–106. https://doi.org/10.1016/j.ijfatigue.2012.05.009
Ottersböck MJ, Leitner M, Stoschka M, Maurer W (2019) Analysis of fatigue notch effect due to axial misalignment for ultra high-strength steel butt joints. Weld World 63:851–865. https://doi.org/10.1007/s40194-019-00713-4
Nguyen TN, Wahab MA (1998) The effect of weld geometry and residual stresses on the fatigue of welded joints under combined loading. J Mater Process Technol 77:201–208. https://doi.org/10.1016/S0924-0136(97)00418-4
Wahab MA, Alam MS (2004) The significance of weld imperfections and surface peening on fatigue crack propagation life of butt-welded joints. J Mater Process Technol 153–154:931–937. https://doi.org/10.1016/j.jmatprotec.2004.04.150
Jonsson B, Dobmann G, Hobbacher AF et al (2016) IIW guidelines on weld quality in relationship to fatigue strength. Springer International Publishing, Cham
Steimbreger C, Chapetti MD (2017) Fatigue strength assessment of butt-welded joints with undercuts. Int J Fatigue 105:296–304. https://doi.org/10.1016/j.ijfatigue.2017.09.011
Schork B, Kucharczyk P, Madia M et al (2018) The effect of the local and global weld geometry as well as material defects on crack initiation and fatigue strength. Eng Fract Mech 198:103–122. https://doi.org/10.1016/j.engfracmech.2017.07.001
Schork B, Zerbst U, Kiyak Y et al (2020) Effect of the parameters of weld toe geometry on the FAT class as obtained by means of fracture mechanics-based simulations. Weld World 64:925–936. https://doi.org/10.1007/s40194-020-00874-7
Jonsson B, Samuelsson J, Marquis GB (2011) Development of weld quality criteria based on fatigue performance. Weld World 55:79–88. https://doi.org/10.1007/BF03321545
Volvo Group (2017) STD 181–0004 Smältsvetsning Volvo Group. https://webstd.volvo.com/webstd/streamDoc?pDocumentId=83933
Zhan X, Zhang J, Wang J et al (2022) Microstructure characteristics and mechanical properties of fiber-diode hybrid laser welded 304 austenitic stainless steel. Mater Sci Eng A 854:143884. https://doi.org/10.1016/j.msea.2022.143884
Remes H, Gallo P, Jelovica J et al (2020) Fatigue strength modelling of high-performing welded joints. Int J Fatigue 135:105555. https://doi.org/10.1016/j.ijfatigue.2020.105555
Iida K, Miyasako K, Ohgi M, Okano Y (1978) An investigation of influencing factors on bending fatigue strength of fillet welded joint. J Soc Nav Archit Japan 1978:434–445. https://doi.org/10.2534/jjasnaoe1968.1978.434
Bell R, Vosikovsky O, Bain S (1989) The significance of weld toe undercuts in the fatigue of steel plate T-joints. Int J Fatigue 11:3–11. https://doi.org/10.1016/0142-1123(89)90041-8
Petershagen H (1990) The influence of undercut on the fatigue strength of welds: a literature survey. Weld World 28:114–125
Jubb JEM (1981) Undercut or toe groove-the Cinderella defect. Metal Constr 13(2):94–98
Gosch T, Petershagen H (1997) Influence of undercuts on the fatigue strength of butt welds. Schweiss und Schneid 49(3):E44–E46
Janosch JJ, Debiez S (1998) Influence of the shape of undercut on the fatigue strength of fillet welded assemblies - application of the local approach. Weld World 41:350–360
Ninh Nguyen T, Wahab MA (1995) A theoretical study of the effect of weld geometry parameters on fatigue crack propagation life. Eng Fract Mech 51:1–18. https://doi.org/10.1016/0013-7944(94)00241-9
Nguyen NT, Wahab MA (1996) The effect of undercut and residual stresses on fatigue behaviour of misaligned butt joints. Eng Fract Mech 55:453–469. https://doi.org/10.1016/0013-7944(96)00024-0
Steimbreger C, Chapetti M (2018) Undercut tolerances in industry from a fracture mechanic perspective. MATEC Web Conf 165:1–8. https://doi.org/10.1051/matecconf/201816521009
Steimbreger C, Chapetti MD (2019) Fracture mechanics based prediction of undercut tolerances in industry. Eng Fract Mech 211:32–46. https://doi.org/10.1016/j.engfracmech.2019.02.006
Ottersböck MJ, Leitner M, Stoschka M (2021) Characterisation of actual weld geometry and stress concentration of butt welds exhibiting local undercuts. Eng Struct 240:1–13. https://doi.org/10.1016/j.engstruct.2021.112266
Hultgren G, Myrén L, Barsoum Z, Mansour R (2021) Digital scanning of welds and influence of sampling resolution on the predicted fatigue performance: modelling, experiment and simulation. Metals (Basel) 11:822. https://doi.org/10.3390/met11050822
Hultgren G, Barsoum Z (2020) Fatigue assessment in welded joints based on geometrical variations measured by laser scanning. Weld World 64:1825–1831. https://doi.org/10.1007/s40194-020-00962-8
Hou CY (2007) Fatigue analysis of welded joints with the aid of real three-dimensional weld toe geometry. Int J Fatigue 29:772–785. https://doi.org/10.1016/j.ijfatigue.2006.06.007
Alam MM, Barsoum Z, Jonsén P et al (2010) The influence of surface geometry and topography on the fatigue cracking behaviour of laser hybrid welded eccentric fillet joints. Appl Surf Sci 256:1936–1945. https://doi.org/10.1016/j.apsusc.2009.10.041
Chaudhuri S, Crump J, Reed PAS, Mellor BG (2019) High-resolution 3D weld toe stress analysis and ACPD method for weld toe fatigue crack initiation. Weld World 63:1787–1800. https://doi.org/10.1007/s40194-019-00792-3
Niederwanger A, Warner DH, Lener G (2020) The utility of laser scanning welds for improving fatigue assessment. Int J Fatigue 140:105810. https://doi.org/10.1016/j.ijfatigue.2020.105810
Wei G, Hu K, Chen S, Yan M (2021) Experiment and simulation investigation of multiple cracks evolution at the weld toe. Int J Fatigue 144:106037. https://doi.org/10.1016/j.ijfatigue.2020.106037
Niederwanger A, Ladinek M, Lener G (2019) Strain-life fatigue assessment of scanned weld geometries considering notch effects. Eng Struct 201:109774. https://doi.org/10.1016/j.engstruct.2019.109774
Schubnell J, Jung M, Le CH et al (2020) Influence of the optical measurement technique and evaluation approach on the determination of local weld geometry parameters for different weld types. Weld World 64:301–316. https://doi.org/10.1007/s40194-019-00830-0
ISO 23278:2015 (2015) ISO 23278:2015 Non-destructive testing of welds—magnetic particle testing of welds—acceptance levels. https://www.iso.org/standard/62316.html
GOM Metrology (2022) ATOS. https://www.gom.com/en/products/3d-scanning. Accessed 19 May 2022
PES Scanning (2022) GOM ATOS 3D scanner system 3D blue optical light. https://pes-scanning.com/3d-scanning-technology/gom-atos-3d-scanner/. Accessed 24 Jan 2022
Hobbacher AF (2009) The new IIW recommendations for fatigue assessment of welded joints and components - a comprehensive code recently updated. Int J Fatigue 31:50–58. https://doi.org/10.1016/j.ijfatigue.2008.04.002
LMI Technologies (2022) Meet FocalSpec Line Confocal Sensors | LMI3D | LMI Technologies. https://lmi3d.com/focalspec-line-confocal-sensors/. Accessed 26 Jan 2022
Thor Labs (2020) 300 mm linear translation stage with integrated controller, stepper motor. https://www.thorlabs.com/newgrouppage9.cfm?objectgroup_id=7652&pn=LTS300. Accessed 26 Jan 2022
ISO 12107:2012 (2012) British standard metallic materials—fatigue testing—statistical planning and analysis of data. https://www.iso.org/standard/50242.html
MTS (2019) MTS - testing solutions versatile, high-performance servohydraulic systems for static and dynamic material and component testing. https://www.mts.com/en/products/materials/dynamic-materials-test-systems/landmark-servohydraulic#technical. Accessed 2 Mar 2022
Hobbacher AF (2016) Recommendations for fatigue design of welded joints and components. Springer International Publishing, Cham
Sachs NW (2005) Understanding the surface features of fatigue fractures: how they describe the failure cause and the failure history. J Fail Anal Prev 5:11–15. https://doi.org/10.1361/15477020522924
Remes H (2008) Strain-based approach to fatigue strength assessment of laser-welded joints. TKK Dissertations 102, Espoo. http://lib.tkk.fi/Diss/2008/isbn9789512291908/
Berkovits A, Kelly D, Di S (1998) Consideration of the effect of residual stresses on fatigue welded Aluminum alloys structures. Fatigue Fract Eng Mater Struct 21:159–170. https://doi.org/10.1046/j.1460-2695.1998.00013.x
Smith RA, Miller KJ (1978) Prediction of fatigue regimes in notched components. Int J Mech Sci 20:201–206. https://doi.org/10.1016/0020-7403(78)90082-6
Neuber H (1961) Theory of notch stresses: principles for exact calculation of strength with reference to structural form and material, 2nd ed. Oak Ridge, Tennessee
Zerbst U, Hensel J (2020) Application of fracture mechanics to weld fatigue. Int J Fatigue 139:105801. https://doi.org/10.1016/j.ijfatigue.2020.105801
Acknowledgements
We acknowledge the provision of facilities and technical support by Aalto University at the Solid Mechanics Laboratory. Sincere thanks to OptiWeld Oy for the LCI scans and the MatLab routines for the data analysis. Special thanks to Matti Rautiainen and Ari Niemelä from Meyer Turku Oy for supervising and coordinating the specimen production.
Funding
Open Access funding provided by Aalto University. This research was funded by Aalto University, Meyer Turku Oy, and the RAMSSES project (funded by the European Union’s Horizon 2020, grant agreement No. 723246), and the CaNeLis project (funded by the Business Finland, grant No. 3409/31/2022). The financial support is gratefully acknowledged.
Author information
Authors and Affiliations
Contributions
Abinab Niraula: conceptualization, methodology, validation, formal analysis, investigation, visualization, writing—original draft, and funding acquisition. Heikki Remes: conceptualization, supervision, writing—reviewing and editing, resources, and funding acquisition. Pauli Lehto: visualization, investigation, and writing—reviewing and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures
The original online version of this article was revised: there was a wrong link in reference 63
Appendices
Appendix 1
Table
3 summarizes the specimen dimensions, misalignments, and stress magnification factors for each specimen, along with the fatigue test data. The axial misalignment (e) is zero when plates meet at the center of the weld seam with no offset and positive when the base plate in the positive x-direction offsets to the positive z-direction in the specimen coordinate system shown in Fig. 2. The base plate in the negative x-direction is used as the reference for the misalignment measurements. Similarly, the angular misalignment (α) is zero when the plates are coplanar and positive when the right-hand-side plate forms a counterclockwise angle with the reference plate. The arithmetic mean of the angular and axial misalignments of each specimen was used to calculate the stress magnification factor (\({k}_{\mathrm{m}}\)). The stress magnification factor resulting from the axial misalignment (\({k}_{\mathrm{m}\_\mathrm{axial}}\)) is calculated as
where e is the axial misalignment of the plates and t is the thickness of the plates. The stress magnification factor resulting from the angular misalignment (\({k}_{\mathrm{m}-\mathrm{angular}}\)) is calculated as
where \(y\) is the lateral distance of the weld from the nominal plate plane, \({\sigma }_{\mathrm{m}}\) is the membrane stress, and \(E\) is the modulus of elasticity. The support length (l) is 230 mm in these experiments. Finally, the overall stress magnification factor is calculated as
Table 3
Appendix 2
Figure

An example of the measured undercut depth, notch radius, and flank angle of a specimen. The red arrows mark the measured parameter at the primary fatigue crack initiation site
11 shows the measured undercut depth, notch radius, and flank angle from all the weld toes of a test specimen. Different weld toes were observed to have similar distribution of the measured local weld parameters. However, when the data from multiple weld toes were combined, the variation in the measured average and range of these parameters for the individual weld toes was found to disturb the distribution of the measured parameter. This was specially observed in the weld notch depth and flank angle. The example specimen of Fig. 11 shows the disturbed distribution of the flank angle, as its average was significantly different among the top and bottom weld toes. On the other hand, when the notch radius data from different weld toes were plotted together, the ensemble followed the same distribution as the individual weld toes; this indicates that the weld notch radius is independent of the weld toe. This is in line with the findings of Janosch and Debiez, where the notch radius was stated to be independent of the welding process and position [35].
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Niraula, A., Remes, H. & Lehto, P. Local weld geometry-based characterization of fatigue strength in laser-MAG hybrid welded joints. Weld World 67, 1527–1544 (2023). https://doi.org/10.1007/s40194-023-01488-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01488-5