
Abstract
Additive manufacturing with steel opens up new manufacturing possibilities for individual parts or complex supply chains. The direct energy deposition process DED-arc, also known as wire arc additive manufacturing (WAAM), is particularly suited for manufacturing large structures with a high degree of geometrical freedom. The design freedom makes WAAM ideal for creating force-flow-optimized steel nodes and spaceframes for use in the construction industry. Thick-walled parts can be manufactured with manifold strategies and a variety of infill patterns, like hachure, spiral, or meander as well as with and without a contour path. For parts with varying thicknesses, not all of them apply. If the wall thickness changes in increments smaller than the width of a weld bead, the desired shape cannot be made by selecting one of the available deposition strategies but the distance (overlap) between the individual weld beads needs to be varied. A variation of the weld bead overlap can often lead to compromised build quality due to the presence of voids. Thus, utilizing variable bead overlap requires the development of a deposition parameter set that allows deviation from the defined overlap values without running the risk of introducing voids between beads or between layers. In this study, four parameter sets were analyzed regarding their weld bead geometry, and tolerance ranges for the weld bead overlap were identified for each parameter set. They were found to vary between 15 and 50% overlap, depending on the parameter set and its corresponding weld bead geometry. The geometry of the surface of the last deposited layer was evaluated regarding the height difference. It can be stated that, with decreasing wire feed, the surface of the last welded layer becomes smoother. The findings obtained are transferred to the manufacturing of complex parts. As a result, parts with variable wall thickness in building direction were manufactured by variation of weld bead distances.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
WAAM is capable of combining high build-up rates and geometric freedom. Depending on the used materials, several applications can be addressed. In most applications, e.g., the aerospace industry or the automotive sector, a post-processing of the additively manufactured parts is possible and, sometimes, even necessary, e.g., for functional surfaces. For the industrial sectors utilizing cost-intensive materials like titanium, WAAM is beneficial due to the near-net-shape production and the associated high buy-to-fly ratio [1, 2]. Particularly suitable components for this manufacturing technology are, for example, landing gear ribs [3] or complex fuel nozzles [4].
Considering steel as build-up material, the applications vary slightly from those of lightweight materials, as steel offers high mechanical properties at low material costs. One sector in which WAAM is of great interest is the construction industry [5,6,7,8]. WAAM can be used for a wide range of applications: from force-flow-optimized reinforcement [9] and reinforcement of girders and beam hooks [8] to the fabrication of entire bridges [10].
The most advantageous application for WAAM with steel is the fabrication of complex, force-flow-optimized parts, which can hardly be produced by conventional techniques like cutting and welding, casting, or milling. The force flow-based optimization of the geometry leads to a reduction of the material used. In the optimization process, the material is removed from areas that carry little load while areas that carry excessive loads are reinforced. Considering environmental and economic aspects, material can be saved and production time can be reduced.
In the construction industry, those parts can be, for example, steel nodes as connectors between two or more semi-finished parts, Fig. 1. Here, steel beams with different cross sections (rectangular, round) are connected via the node.

Examples for force-flow-optimized nodal connectors (credit: Christoph Müller, ITE, TU Braunschweig) [11]
In those nodal connectors, the wall thickness varies and the final part is not meant to be post-processed. This brings up high requirements for the path planning when considering sections with continuous increase or decrease of wall thickness either along the build-up direction or within one layer, as the accuracy of the deposition process is basically defined by the dimensions of a single-weld bead. The next section gives a brief overview of the possibilities, advantages, and disadvantages of different fabrication strategies.
2 Path planning for volumetric parts
2.1 Build-up patterns
In the last years, many investigations and approaches regarding tool path generation for WAAM parts have been conducted. According to Liu et al., build-up patterns can be divided into linear path planning, contour path planning, and a combination of both [12]. The most common for linear path planning are raster and zigzag, and, for contour path planning, spiral and contour [13]. In Fig. 2, the different patterns are illustrated. The raster pattern follows a bead-by-bead deposition pattern with start and stop points between the single weld beads, while, the zigzag, also known as the meander pattern, connects the single beads and has only one start and one stop point per layer. When using the contour pattern, the outer contour of a layer is taken as a reference and is placed in the layer as a path in various scales. The individual paths of the contour pattern are closed, and thus each consists of start and stop points. By connecting the individual paths, the spiral pattern is obtained. The spiral also represents the outer contour of the layer but has only one start and one stop point.

Schematic of different build-up patterns: a raster, b zigzag, c contour, and d spiral
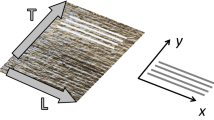
The speed of the robot when welding curves or small radii is nominally the same, but, effectively, the relative movement is slower, which leads to the accumulation of material. The reason for this is that the robot speed refers to the 2-dimensional path. In a 3-dimensional weld bead, with a certain width, the relative speed when welding a radius is smaller at the inside of the weld bead. Furthermore, a lack of fusion may occur at the outside of the weld bead, as the weld bead forms a radius instead of a corner as a result of the viscosity of the molten pool. Especially in the case of the zigzag pattern, where the welding direction changes 180°, this leads to material accumulation in the turning points and/or lack of fusion at the outer radius. For the spiral pattern, material accumulates with decreasing radius, i.e., toward the inside; see Fig. 3. This can probably be neglected for smaller structures but may become significant for larger components with many layers. Regarding superelevations, the raster pattern is best suited for the fabrication of volumetric parts, as it has no radii or turning points.

Height differences after welding 8 layers with a high strength steel for a raster, b zigzag, and c spiral for information about manufacturing parameters; see Appendix Table 4
But other aspects can also be decisive in the choice of pattern. In [14], Köhler et al. investigated the effects of different build-up patterns on the emerging temperature field and the residual stresses. Other studies on the resulting residual stresses for different patterns are also available [15, 16]. Ali et al. [17] investigated the microstructural transformations of martensitic steel with different patterns for the infill. However, when choosing a suitable build-up strategy, it strongly depends on the part to be manufactured and, especially, on the used material, its flow behavior, and its sensitivity to high temperatures.
2.2 Contour path for linear pattern
When fabricating voluminous parts with one of the linear patterns, the outer surface of the structure becomes wavy, because, either in the case of raster, the start or stop points are on the edge or, in the case of zigzag, the turning points are on the outside of the structure [11]. Thus, a contour path is necessary when applying linear paths to reduce waviness or unevenness on the WAAM surface, especially if the final part is supposed to be exposed to dynamic loads. The use of a contour path further helps to avoid the staircase effect when the build-up direction is not vertical, as shown in Fig. 4a [18, 19].

a Stair-case effect, left: linear deposition with contour path (torch can be inclined), right: linear deposition without contour path (torch inclination would have no effect); b overhangs with regard to the welding direction [20]
Another advantage of the contour path is the higher geometrical freedom when it comes to overhangs, Fig. 4b. The realization of overhangs in the welding direction is limited to approximately α = 20°, depending on the welding parameters [20]. For overhangs perpendicular to the welding direction, the limit also strongly depends on the used parameter set, but with the right parameter set, it is possible to realize overhangs of β = 90°, which is, in fact, a horizontal position [21]. In summary, it can be stated that the application of a linear pattern, or, more specifically, the raster pattern, creates depositions with contour accuracy, as superelevations are kept low. In combination with a contour path, a smooth surface can be obtained and large overhangs are possible.
2.3 Geometrically complex parts
WAAM parts need to be manufactured with a parameter set that is qualified for the resulting mechanical properties. Hence, the application of a single parameter set is recommended within one structure. But when it comes to complex parts, like force flow–optimized structures, the wall thickness often increases or decreases continuously along the build-up direction—compare Fig. 5. The realization of these changes of thickness cannot be achieved by varying the number of weld beads per layer only, but the distance between beads must also be modified to accommodate small-step changes (< width of a single-weld bead) in wall thickness. Thus, tolerance range in bead overlap distance is needed so that the weld bead distance can be varied without any lack of fusion to occur.

a Detail of a force flow–optimized node used as a case study demonstrator and b fabrication strategy with constant bead distances for layers 1 and 5 of the demonstrator
2.4 Overlapping
The distance between the single-weld beads of one layer is of great importance when welding solid parts. If the distance is too large, the surface of the layer becomes uneven, and with the subsequent layer, lack of fusion may occur. In contrast, if the distance is too small, the arc is deflected to the previous weld bead, and thus the penetration into the previously welded layer is not sufficient and interlayer lack of fusion may occur. In Fig. 6, the definition of overlap and bead distance is defined. The overlap is calculated by Eq. (1).

Scheme for the definition of overlap
Regarding this issue, Ding et al. published several investigations [22,23,24,25]. In [23], Ding et al. developed a fitting function to describe the weld bead geometry. Based on this function, they derived the optimal distance between two weld beads, which is d = 0.738*w, where w is the width of a single-weld bead. This approach was validated for different wire feeds to travel speed ratios, but here only the travel speed was varied. Hence, the power of the arc (U*I) was the same in all investigated parameter sets. Accordingly, the global bead geometry, like the toe angle, was, more or less, similar. In a different study, Cao et al. also developed a fit function for the geometry of a single-weld bead and calculated the weld bead distance that leads to the smoothest surface [26]. The result of that was an optimal distance of d = 0.637*w. In that study, only the geometry of one parameter set was investigated.
In summary it can be noted that basic investigations and theoretical approaches about optimal weld bead distances are available, but they do not specify a universal and sufficient tolerance range, nor are the manufacturing parameters, material behavior, and penetration considered sufficiently.
3 Experimental
To investigate the effect of different welding parameters on the weld bead geometry, the eligible bead distance, and its suitability for welding complex structures, the following experiments were conducted.
For correlating the outer weld bead characteristics with the appropriate weld bead distances, single-weld beads with different welding parameters were deposited and analyzed regarding their geometry and penetration.

After that, volumetric blocks of 4 layers with the dimensions 40 mm × 40 mm were manufactured with varying weld bead distances. Macrosections were taken from the blocks and examined regarding lack of fusion. The limits for maximum and minimum overlapping in % for each parameter set are derived. Finally, a parameter set, which is suitable for the manufacturing of complex parts, was identified and used for the manufacturing of a section of the force flow–optimized node.
3.1 Welding set-up and materials
The welding set-up consisted of a Kuka 6-axis robot with a tilt-turn table (Fig. 7). The Fronius TPS500i power source with CMT mode is connected to the robot and the torch is mounted on the robotic handling system. An infrared pyrometer was used to control the interpass temperature.

Welding set-up
For all experiments, a high strength steel consumable was used. The chemical composition of the consumable is given in Table 1. The used shielding gas was according to the M21 designation with 82% argon and 18% CO2 with a flow rate of 16 l/min.
3.2 Geometrical investigation of single-weld beads.
Single-weld beads were welded on a substrate plate (S355J2 + N, t = 15 mm) for the characterization of the weld bead geometry when using different welding parameters. Macrosections were prepared for examining the geometrical weld bead characteristics and penetration. The investigated parameters are listed in Table 2.
The metallographic macrosections of the single-weld beads were digitally measured for the geometrical investigation using the software ImageJ.
3.3 Manufacturing of volumetric blocks
To obtain a range for weld bead overlaps in which no lack of fusion occurs, solid blocks were manufactured for all parameter combinations in Table 2. These blocks had a length of approximately 40 mm × 40 mm and consisted of four layers. The pattern used for the infill was raster with a contour path. After each layer, the pattern was turned 90°, (Fig. 8). To avoid steep toe angles at the weld start points and, thus, bonding (fusion) defects, the arc-length correction was set to − 10% for the first second of the welding duration. This causes the power source to lower the voltage of the arc by 10%, thus producing a shorter arc, enabling a smooth toe angle where the contour path can bond reliably.

Fabrication strategy of the solid block; layers 1–4 from left to right with welding start (green) and stop points (red)
The patterns were manufactured with different weld bead distances and thus different overlaps. For all parameter sets, the distance between the weld beads was increased/decreased until a maximum/minimum was found. The minimum overlap is distinguished by the presence of lack of fusion between the single-weld beads and the maximum overlap is characterized by the presence of lack of fusion between two layers. This lack of fusion is a result of the arc being deflected to the neighboring weld bead instead of the previous layer. Thus, the penetration is missing, and interlayer lack of penetration occurs. For the evaluation of lack of fusion, the parts were cut into at least three parts and the obtained surfaces were ground. For every overlap distance of each parameter set, a metallographic macrosection (etchant: 2% nital) was prepared.
The macrosections of the deposited specimens that were used for metallography were additionally evaluated for height variations in the last welded layer. Height differences in a single layer are important for the successful deposition of large structures with a high number of layers. For that, the Wt-value (maximum waviness [11]) was determined by digital measurement of the macrosection. The parameter Wt is determined as the height difference between global maximum and global minimum.
3.4 Manufacturing of complex parts
The findings obtained from the previously described steps were used for the manufacturing of a complex voluminous part. This complex part is a section of the force-flow optimized steel node, depicted in Fig. 5. For the slicing and path planning, the Software SKM DCAM was used. The layer height and weld bead distances were chosen on behalf of the results from the variation of overlapping and the obtained tolerance range.
4 Results and discussion
4.1 Characterization of single-weld beads regarding geometry and penetration
Table 3 shows the results of the characterization of the single-weld beads. For all parameter sets, the bead height is in the range of 2.1 to 2.7 mm. For the parameter set with the lowest wire feed (25–2), the toe angle is steepest and the ratio h/w is the highest. With increasing wire feed, and, thus, arc power, the toe angle becomes smoother and the h/w ratio lower.
Even though 25–2 and 45–3 have been deposited with almost the same energy input per unit length, the geometry of the resulting weld beads differs strongly and the penetration to the base plate is much higher for the parameter set 45–3. It can be concluded that the energy input per unit length is not the crucial factor defining the resulting bead geometry but the arc power, as defined by the wire feed rate. High-arc power leads to deeper penetration and, at the same time, to a smoother toe angle.
4.2 Variation of overlapping
Fig. 9 to Fig. 12 show the results of the weld bead distance variation. Each figure depicts four macrosections. The outermost (left and right) are the ones where already defects like lack of fusion occurred. The two samples in the middle show the overlaps of the investigated parameter set at which no defect was found. In the parameter set 25–2 in Fig. 9, all four builds showed lack of fusion defects.

Macrosections for different weld bead overlaps/bead distances for the parameter set 25–2
With the parameter set 25–2, the overlap was varied between 15.6 and 40%. It was not possible to manufacture flawless samples due to the low-arc power and the low toe angle. Regarding the geometry, it can be stated that, for an overlap of 26.7%, the surface of the last welded layer is very smooth and shows low waviness.
The metallographic samples for the parameter set 45–3 are depicted in Fig. 10. The overlap of ~ 19% exhibits a lack of fusion between the weld beads of the second and third layer, which shows that the distance between the beads was too high. The overlap of 56% shows that interlayer lack of fusion occurs between layers two and three when the weld beads are too close. The surface of the specimens is wavy when the bead distance is too high, and when the bead distance is too low, the surface becomes convex.

Macrosections for different weld bead overlaps/bead distances for the parameter set 45–3
Figure 11 shows the limits for overlaps for the parameter set 45–4. On the right-hand side, it can be seen that there is a lack of fusion between the base plate and the volume for 52% overlap, and, on the left-hand side, there is, again, a lack of fusion between two weld beads of the third and fourth layer. For the low overlapping (9.3%), the contour path exhibits a higher build-up height than the infill. The reason for that is that, for the contour path, the weld beads are just placed on top of each other, whereas the infill path is rotated 90° after each layer, and thus the gaps between the weld beads are also filled with material from the layer above. This effect also becomes apparent when comparing the build-up height of 52% and 9.3% overlaps. Due to the smaller gaps between the weld beads of the infill, the layer height gets significantly higher.

Macrosections for different weld bead overlaps/bead distances for the parameter set 45–4
The parameter set with the highest energy input, respectively wire feed, exhibits defects already at an overlap of 45%, as shown in Fig. 12. This can be explained by the large melt pool that flows to regions away from the arc, where the penetration is limited and thus adequate material bonding cannot be obtained.

Macrosections for different weld bead overlaps/bead distances for the parameter set 45–6
4.3 Derivation of tolerance ranges
All macrographs that were taken from the samples with different overlaps were inspected for lack of fusion. The results are given in Fig. 13. As the parameter set 25–2 showed lack of fusion in every investigated overlap, there is no tolerance range that can be defined for these welding parameters. This can be attributed to the steep toe angle in combination with the low energy input (or rather arc power). The other parameter sets with a toe angle of ~ 140° show a tolerance range of approximately 25–30% overlap.

Derivation of tolerance ranges for the investigated specimens
For those parameter sets, the eligible overlap increases with decreasing energy input. For a wire feed of 3 m/min, for example, the overlap can be up to 50%, while for a wire feed of 6 m/min, the maximum overlap is 40%. The reason for that is the change of the weld bead geometry. First, bead-on-plate tests were conducted, showing a smooth toe angle, but, in the overlap situation, the bead geometry changes. Figure 14 depicts this effect schematically. Due to the low bead distance, the weld bead forms a bulk and the toe angle becomes steeper. At a certain point, the arc power is not high enough to re-melt the previously deposited bead and a bonding defect occurs. This effect becomes stronger the more material is molten and deposited, which is the case at higher wire feed rates.

Occurring lack of fusion for high degree of overlap (58%) with high wire feed (6 m/min)
4.4 Waviness of the surface
The evaluation of the waviness on the surface of the volumes shows that there is an optimum bead distance/overlap for every parameter set at which the lowest surface waviness can be achieved. Generally, it can be stated that, with decreasing wire feed, a lower Wt is obtained.
The parameter set with the lowest wire feed (25–2) has the potential to produce the highest surface quality with a Wt of only 0.7 mm for an overlap of 26.7%. Nevertheless, it must be considered that it is not suitable for welding volumes with more than one layer. When looking at the three parameter sets with a travel speed of 45 cm/min, there is a slight shift of the best overlap. The optimum overlap regarding surface quality increases with decreasing wire feed (Fig. 15).

Waviness (Wt) on the surface of the last welded layer for different overlaps, measuring length = 40 mm
As the next smoothest parameter set, besides 25–2, is 45–3, it is advantageous for the manufacturing of large parts. Another advantage besides the good surface quality is the lower energy input, which is beneficial when it comes to overhangs since the molten pool solidifies quickly, which counteracts humping effects. In order to find a good compromise between an adequate tolerance range for varying the weld bead distance and obtaining high geometric freedom in terms of overhangs with sufficient surface quality, the parameter set 45–3 was chosen for the manufacturing of complex parts.
4.5 Application of the findings obtained to the manufacturing of complex parts
The complex structure that was manufactured is a section of the case study demonstrator depicted in Fig. 5. The dimensions are 114 × 85 × 53 mm. For the chosen parameter set (45–3), the applied weld bead distance is between 3.2 and 4.4 mm, which equates an overlap of 28–48%.
All layers of the structure to be manufactured were initially planned for a bead distance of 3.7 mm (40% overlap) and a layer height of 2.2 mm. The pattern was raster with a contour path. After the robot path was generated automatically by the CAD/CAM software, each layer was examined separately and checked for potential points of failure.
Figure 16 shows points where the maximum weld bead distance of 4.4 mm was not met due to the slow increase of the wall thickness of the structure. Between the contour path and two paths of the infill, there is a gap larger than 4.4 mm, which, in consequence, would lead to lack of fusion, as shown in Fig. 16 (left).

The robot path automatically generated by the software (left) and the modified robot path considering minimum and maximum bead distances (right)
For those points, the robot paths were shifted to left or right. Occasionally, more paths were added or paths were extended to get closer to the contour path. That was done until all paths had a minimum distance of 3.2 mm (criterion 1: the circle with the d = 3.2 mm was not allowed to touch two robot paths at the same time) and a maximum distance of 4.4 mm (criterion 2: the circle with d = 4.4 mm needs to touch the path always at min. 2 points).
These two criteria were checked for every layer, and, based on that, the path was optimized. Via that, a complex force flow–optimized part can be manufactured. The part contains a change of wall thickness within one layer and along the build-up direction, and it also contains small overhangs parallel and perpendicular to the weld direction. Fig. 17 shows the result.

Complex part with change of wall thickness and overhangs
To ensure, that the applied bead distances and the modified paths lead to a good result, the manufactured part was sectioned in the middle and the surface was ground. Figure 18 provides a view on the sectioned part.

View inside the case study demonstrator
5 Conclusion and outlook
This study fundamentally investigated the eligible overlap for different parameter sets when welding voluminous elements. Furthermore, the surface quality was assessed for the manufactured specimens. Based on this, one parameter set (45–3) was chosen for the manufacturing of a complex part with varying thicknesses. The following conclusions and suggestions could be drawn:
-
The applicable variation of overlap strongly depends on the energy input, respectively, the arc power, and on the resulting weld bead geometry.
-
For high-energy inputs, the applicable maximum overlap is, in general, lower than for smaller energy inputs.
-
Too large overlaps lead to accumulation of material (bulging), which influences the geometry of the weld bead, in particular the toe angle.
-
The toe angle should be as smooth as possible to avoid binding defects and thus to have a reliable process when welding solid parts.
For the manufacturing of complex parts, the distance between the weld beads and the distance between the contour path and the infill must fit the tolerance range. This can be controlled by fitting a circle with a diameter of the limit distances into the layer with the generated robot paths. Based on that, the paths should be shifted or extended until all gaps in the robot paths are within the tolerance range.
Data Availability
The data that support the findings of this study are available from the corresponding author, Johanna Müller, upon reasonable request.
References
Cunningham CR, Wikshåland S, Xu F et al (2017) Cost modelling and sensitivity analysis of wire and arc additive manufacturing. Procedia Manuf 11:650–657
Williams SW, Martina F, Addison AC, Ding J, Pardal G, Colegrove P (2015) Wire + arc additive manufacturing. Materials Science and Technology 32(7):641–647
Addison A (2006) Manufacture of complex titanium parts using wire+arc additive manufacturing. In: Fabozzi FJ, Davis HA, Choudhry M (eds) Introduction to structured finance. John Wiley, Hoboken, NJ, pp 1–22
DebRoy T, Wei HL, Zuback JS et al (2018) Additive manufacturing of metallic components – process, structure and properties. Prog Mater Sci 92:112–224
Laghi V, Palermo M, Gasparini G, Girelli VA, Trombetti T (2019) Experimental results for structural design of wire-and-arc additive manufactured stainless steel members. Journal of Constructional Steel Research. https://doi.org/10.1016/j.jcsr.2019.105858
Mechtcherine V, Grafe J, Nerella V, Spaniol E, Hertel M, Füssel V (2018) 3D-printed steel reinforcement for digital concrete construction - manufacture, mechnical properties and bond behaviour. Constr Build Mater 179:125–137
Feldmann M, Kühne R, Citarelli S, Reisgen U, Sharma R, Oster L (2019) 3D-Drucken im Stahlbau mit dem automatisierten wire arc additive manufacturing. Stahlbau 88(3):203–213
Feucht T, Lange J, Erven M (2019) 3-D-printing with steel: additive manufacturing of connection elements and beam reinforcements. ce/papers 3(3–4):343–348
Freund N, Lowke D (2022) Interlayer reinforcement in shotcrete-3D-printing. Open Conf Proc 1:83–95
Joosten S (2015) Printing a stainless steel bridge: an exploration of structural properties of stainless steel additive manufactures for civil engineering purposes. Master Thesis, TU Delft, 13.04, http://repository.tudelft.nl
Hensel J, Przyklenk A, Müller J, Köhler M, Dilger K (2022) Surface quality parameters for structural components manufactured by DED-arc processes. Mater Des 215:110438
Liu J, Xu Y, Ge Y, Hou Z, Chen S (2020) Wire and arc additive manufacturing of metal components: a review of recent research developments. Int J Adv Manuf Technol 111(1–2):149–198
Ding D, Pan Z, Cuiuri D, Li H (2015) A practical path planning methodology for wire and arc additive manufacturing of thin-walled structures. Robot Comput Integr Manuf 34:8–19
Köhler M, Sun L, Hensel J et al (2021) Comparative study of deposition patterns for DED-arc additive manufacturing of Al-4046. Mater Des 210:110122
Sun L, Ren X, He J, Zhang Z (2021) A bead sequence-driven deposition pattern evaluation criterion for lowering residual stresses in additive manufacturing. Addit Manuf 48:102424
Sun L, Ren X, He J, Zhang Z (2021) Numerical investigation of a novel pattern for reducing residual stress in metal additive manufacturing. J Mater Sci Technol 67:11–22
Ali MH, Han YS (2021) Effect of phase transformations on scanning strategy in WAAM fabrication. Materials 14, 7871, https://doi.org/10.3390/ma14247871
Singh S, Sharma SK, Rathod DW (2021) A review on process planning strategies and challenges of WAAM. Materials Today: Proceedings, https://doi.org/10.1016/j.matpr.2021.02.632
Pan Z, Ding D, Wu B, Cuiuri D, Li H, Norrish J (2017) Arc Welding Processes for Additive Manufacturing: A Review Transactions on Intelligent Welding Manufacturing. Transactions on Intelligent Welding Manufacturing 1–1:3–24. https://doi.org/10.1007/978-981-10-5355-91
Plangger J, Schabhüttl P, Vuherer T, Enzinger N (2019) CMT additive manufacturing of a high strength steel alloy for application in crane construction. Metals 9(6):650
Kazanas P, Deherkar P, Almeida P, Lockett H, Williams S (2012) Fabrication of geometrical features using wire and arc additive manufacture. Proc Inst Mech Eng, Part B: J Eng Manuf 226(6):1042–1051
Ding D, Pan Z, Cuiuri D, Li H, van Duin S, Larkin N (2016) Bead modelling and implementation of adaptive MAT path in wire and arc additive manufacturing. Robot Comput Integr Manuf 39:32–42
Ding D, Pan Z, Cuiuri D, Li H (2014) A multi-bead overlapping model for robotic wire and arc additive manufacturing (WAAM). Robot Comput Integr Manuf 31:101–110
Ding D, He F, Yuan L, Pan Z, Wang L, Ros M (2021) The first step towards intelligent wire arc additive manufacturing: an automatic bead modelling system using machine learning through industrial information integration. J Ind Inf Integr 23:100218
Ding D, Shen C, Pan Z et al (2016) Towards an automated robotic arc-welding-based additive manufacturing system from CAD to finished part. Comput Aided Des 73:66–75
Cao Y, Zhu S, Liang X, Wang W (2011) Overlapping model of beads and curve fitting of bead section for rapid manufacturing by robotic MAG welding process. Robot Comput Integr Manuf 27(3):641–645
Acknowledgements
The research presented in this paper is being conducted within the project “Wire Arc Additive Manufacturing (WAAM) of Complex and Refined Steel Components (A07).” The project is part of the collaborative research center “Additive Manufacturing in Construction—The Challenge of Large Scale,” funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation)—project number 414265976—TRR 277. The authors acknowledge the technical infrastructure and support of the Institute of Joining and Welding, TU Braunschweig.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission I - Additive Manufacturing, Surfacing, and Thermal Cutting
Appendix
Appendix
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Müller, J., Hensel, J. WAAM of structural components—building strategies for varying wall thicknesses. Weld World 67, 833–844 (2023). https://doi.org/10.1007/s40194-023-01481-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01481-y