
Abstract
The precise and realistic simulation of the vibration and heating behaviour of thermoplastics in the ultrasonic welding process has so far been associated with great challenges. In particular, the determination of the required frequency- and temperature-dependent mechanical stiffness and damping properties in the high-frequency vibration range is only insufficiently possible according to the current state of the art, which prevents an early and valid numerical prediction of the weldability in the development process of new joining components. In order to provide more precise input data (storage and loss modulus) for describing the material behaviour of thermoplastics in the ultrasonic welding process in the future, a novel measurement concept was implemented that is based on the adaptation of simulation results to real structure-borne sound measurements. The test rig concept was successfully commissioned and calibrated at room temperature and the calculation routine for material data determination was implemented. On the basis of the generated material data, an increase in the prediction quality of the vibration behaviour in a frequency range of 1 Hz to 22.5 kHz of rectangular specimens at room temperature could already be achieved compared to the state of the art using dynamic mechanical analysis and a time–temperature shift approach. Measurements at different ambient temperatures up to 60 °C were also carried out. Although the prediction quality of the vibration behaviour was slightly improved at 60 °C, there is still a need for optimisation with regard to the test specimen geometry and the further development of the evaluation routine in order to increase the analysable temperature range on the one hand and the quality of the generated material data on the other.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Ultrasonic welding is one of the established and widespread series welding processes in the plastics processing industry and is characterised by extremely short welding times (sometimes less than one second), high automation potential and an extremely broad range of applications [1,2,3]. However, despite the widespread use of the process and the various successfully implemented applications, a component design that is suitable for ultrasonic welding still represents a major challenge.
This is mainly due to the heat generation mechanism used (dissipation of mechanical vibration energy). As a result, in addition to the classic requirements for the functionality and visual appearance of the component systems, the influences of the component geometry, the material properties and the component fixation in the welding process on the structure-borne noise and thus on the welding behaviour must also be taken into account. Due to these diverse influencing factors and the currently hardly predictable interactions, the entire development process of new joining components is predominantly based on the experience knowledge of the users. This circumstance usually leads to extensive test series shortly before the start of production in order to guarantee a safe and high-quality weld seam. This is not infrequently followed by elaborate iterative changes to the component geometry or correspondingly cost-intensive adjustments to the injection moulding tools in order to subsequently optimise the sound propagation in the joining partners.
One approach to save development costs and time is the integration of structure-borne sound simulations into the design process. With the help of thermo-mechanically coupled simulations, the vibration and heating behaviour could already be calculated in the development process and the influence of critical component areas, such as rib structures, mass accumulations or possible inserts in complex joining structures on the structure-borne sound behaviour could be predicted. Problematic structures that, e.g., lead to melting in undesired areas could thus be identified and eliminated at an early stage and subsequent iterations of the component geometry would no longer be necessary.
However, for realistic simulations of the ultrasonic welding process, reliable input data are required that describe the viscoelastic material behaviour of thermoplastics in the range of welding frequencies (typically between 20 and 70 kHz). Due to the high accelerations during ultrasonic welding, the temperature- and frequency-dependent stiffness and damping parameters (storage and loss modulus) required for structure-borne sound simulations cannot be measured with sufficient precision according to the current state of the art. Therefore, current work on the simulation of the ultrasonic welding process often uses either constant or extrapolated moduli to represent the viscoelastic material behaviour [4,5,6]. Even if the qualitative profiles of the temperature or the dissipated energy and the vibration amplitudes of the components can partly be predicted adequately on the basis of these material parameters, a precise and quantitative calculation is currently not possible [5, 6]. An established and widely used procedure for determining storage and loss moduli in the higher-frequency vibration range is the measurement by means of dynamic mechanical analysis (DMA) and subsequent time–temperature shift (TTS) [7,8,9]. Here, measurements are carried out at low frequencies between about 0.1 and 100 Hz at different temperature levels followed by an extrapolation of the characteristic values to high frequencies (e.g. to 20 kHz). However, this procedure is very time consuming and associated with limitations, especially with regard to the applicability of the TTS for determining the loss modulus in the higher frequency range, which can lead to larger deviations between real and extrapolated material behaviour [9]. A major reason for this is the thermorheologically complex aspects of the material behaviour of plastics [9]. For this reason, structure-borne sound simulations cannot currently predict the real vibration and heating behaviour of the entire welding partners in the ultrasonic welding process and have hardly been used so far in the industry.
In order to reduce the time and experimental effort and to enable a valid database for predicting the vibration and heating behaviour at an exemplary ultrasonic welding frequency of 20 kHz, research is currently carried out on an alternative methodology to precisely determine the temperature- and frequency-dependent stiffness and damping properties of thermoplastics. For this purpose, a novel test bench concept was implemented in combination with a reverse engineering approach. In the following, the basic principles, the setup and the first results are presented.
2 Basics of ultrasonic welding, viscoelastic material behaviour of thermoplastics and their determination
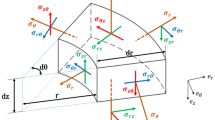
In ultrasonic welding of plastics, the joining partners are subjected to mechanical vibrations (longitudinal waves) of constant frequency in the range of 20 kHz to 70 kHz and amplitudes in the range of 10 µm to 80 µm via the horn and joined under pressure [1,2,3]. The pressure and the mechanical vibrations usually act perpendicular to the joining plane. Through a process-specific design of the joining zone, e.g. in the form of a shear joint or an energy director, as exemplarily on a ultrasonic Test specimen of the German Welding Society (DVS) shown in Fig. 1, the introduced sound is focused and leads to defined melting in the seam area. The heating is primarily based on the dissipation of the mechanical energy inside the workpieces (molecular friction) and on the interfacial friction in the contact area of the two joining partners (see Fig. 1) [1,2,3].

Heating mechanisms during ultrasonic welding of plastics
Accordingly, the heat generation is primarily dependent on the material behaviour of the plastics under dynamic load. In the case of a sinusoidal excitation with constant frequency and amplitude, which can be assumed approximately for ultrasonic welding, the time courses of stress and strain have identical frequencies. Due to the viscous component in the material behaviour, the temporal strain response follows the excitation stress with a phase shift δ. The following equations therefore apply to the time courses of stress σ(t) and strain ε(t) for a sinusoidal oscillation [10,11,12]:
The frequency- and temperature-dependent parameters for describing the viscoelastic material behaviour can be represented using the complex modulus of elasticity E*, taking into account the phase shift [10]. In the complex number plane, the direction of the vector E* is described by the phase angle δ and its amount by the ratio of the amplitude values of stress and strain:
The real part of the complex modulus is called the storage modulus E′ and describes the ability of a material to reversibly store the introduced energy. The imaginary part is called the loss factor E″ and describes the ability of a material to convert the introduced energy into heat. The ratio of loss modulus and storage modulus is called mechanical loss factor \(\tan\;\delta\) or \(\eta\) and is a measure for describing the material damping:
With regard to the simulation of the ultrasonic welding process, this measure represents a central variable. Equation 5 can be used to calculate the relationship between the damping capacity of the plastics and the resulting heat generation \({Q}_{h}\) in the frequency range [13]:
where \({\varvec{\varepsilon}}\) is the strain tensor and C the elasticity tensor. Via a thermomechanical coupling, the material heating can thus be calculated simulatively [13,14,15,16,17]. The temperature increase results from the solution of Eq. 6 in the time domain [13]:
where \(\rho\) is the density, cp the specific heat capacity and \(k\) the thermal conductivity. A precise determination of the complex modulus of elasticity or the mechanical loss factor is therefore essential for the simulative mapping of the ultrasonic welding process.
However, the determination of the complex modulus of elasticity in the frequency range of several kHz has been a major testing challenge so far [7, 9, 18, 19]. In the past, various approaches were developed to experimentally determine the required material data in the form of storage and loss moduli.
As already mentioned, the viscoelastic material behaviour is usually determined with a DMA. During the test, the test specimens are subjected to a sinusoidal excitation (force or deformation) and the temporal force and deformation signal is recorded, from which the complex modulus can be derived. Current DMA devices offer the possibility of an automated variation of the test frequency usually between about 0.1 and 200 Hz, in exceptions up to 1000 Hz, at different test temperatures [20, 21]. Despite the widespread use of this method, one disadvantage is that it cannot be used to directly determine the frequency range of 20 kHz, which is relevant for ultrasonic welding simulations. An indirect approach is the principle of the time–temperature shift (TTS). The TTS is based on the relationship between the influence of temperature and loading speed on the mechanical properties of thermoplastics. Low loading speeds or frequencies have qualitatively the same influence as increased temperatures. This is due to the accelerated relaxation processes in the plastic at elevated temperatures. The storage and loss modulus are thus determined by measuring the complex elastic modulus for different frequencies (sweep), which are repeated at different temperature levels and the subsequent superimposition of the measured values in the form of a master curve.
It must be mentioned that this indirect procedure is only permissible for materials with thermorheologically simple material behaviour. Only in this case there is a clear correlation between loading time and temperature, so that a superposition of the variables and the merging of the measured values into a clear master curve is possible [22, 23]. However, most thermoplastics behave in a thermorheologically complex way due to several superimposed time- and temperature-dependent mechanisms [24,25,26] and a TTS over large temperature and frequency ranges is only permissible to a limited extent. Furthermore, the high experimental and evaluation effort is a disadvantage of this methodology.
Another approach to determine the required characteristic values is the pulse-echo or pulse-transmission method using ultrasonic sensors. The complex moduli can be calculated via the speed of sound and the sound absorption [10, 27]. In this case, the material properties determined at high frequencies must be extrapolated linearly to low frequencies or assumed to be constant, since commercially available ultrasonic sensors/transducers have a measuring range of several 100 kHz to 100 MHz and are thus far above the frequency range used for ultrasonic welding.
The literature also describes various approaches for the direct determination of the mechanical properties at 20 kHz. El Barbari, for example, presents a methodology for the practical determination of the mechanical loss factor at 20 kHz. Based on models for describing the damping behaviour of plastics, he derives evaluation equations that allow the mechanical loss factor and the speed of sound to be calculated on the basis of the reaction of the electrical measured variables of an ultrasonic welding machine vibrating in idle mode when coupled to a plastic sample [28]. Lie et al. also use an ultrasonic welding machine to determine the dynamic properties at 20 kHz [29]. For the application, however, it must be assumed that the exciting system oscillates in idle mode, without control processes running in the machine control, which could falsify the result. A simple application on modern ultrasonic welding machines is therefore questionable, as these have control circuits to compensate fluctuating process conditions.
In another research project, mandrel melting-in tests using an ultrasonic welding machine respectively the process power of the machine in dependency of the joining path were used for material characterisation [8, 30]. In this procedure, batch fluctuations as well as material and processing influences on the welding process can be determined without costly laboratory tests. A quantitative determination of real damping characteristics cannot be made, as the temperature-dependent viscoelastic material behaviour cannot be described on the basis of the measured values.
In general, an experimental determination of the dynamic processes during the ultrasonic welding process is problematic. Critical areas, such as the joining zone, are often not easily accessible, so that a feedback-free analysis of the vibration and heating behaviour is hardly possible.
According to the current state of research, a precise and realistic determination of the mechanical storage and loss modulus for structure-borne sound simulations of the ultrasonic welding process is thus not possible.
3 Methodology and design of the measurement concept
The methodology to determine the required characteristic values (storage and loss moduli) is based on the adaptation of simulation results to reference tests carried out in real life and is built on the research of Arping and Kremer, who characterised dynamic material properties up to about 5000 Hz for structure-born sound simulations [7, 9]. To determine the material data, a rectangular test specimen was subjected to a frequency from 1 Hz to 5 kHz (sine sweep) on an acoustic test bench and the response behaviour was recorded. The test was then simulated and the underlying material parameters (storage and loss moduli) were iteratively adjusted until the simulation results reproduced the real vibration behaviour. The methodology based on the reverse engineering process is a faster and more efficient alternative to the state-of-the-art procedure and represents a promising approach for material data determination in the high-frequency vibration range up to 20 kHz due to the reliable and precise mode of operation [9].
Because of these advantages, this concept was taken over and modified with the aim of extending the analysable frequency range to over 20 kHz and to enable temperature control of the test bench. For this purpose, all components had to be revised or replaced in order to cope with the high loads (acceleration, temperature). When selecting the components, care was taken to ensure that the natural resonances of the various elements were above the considered frequency range (20 kHz) in order to prevent an influence on the measurement results.
Figure 2 schematically shows the setup of the high-frequency acoustic test bench for carrying out the reference tests. The control of the individual components, the generation of the excitation signal and the data acquisition and processing are carried out centrally via the software LabVIEW, National Instruments, Austin, TX, USA. The generated excitation signal (sine sweep) is amplified via a charge amplifier of the HDPA series from the company isi-sys GmbH, Kassel, Germany, and introduced into the test specimen via a piezoelectric actuator (shaker) of the type PS-W-02 from the company isi-sys GmbH as well. The shaker is placed on a steel mounting arm and is adjustable in height. The mounting arm is welded to a base plate (also made of steel) with the dimensions 220 mm × 220 mm × 30 mm. The structural response of the test specimen is recorded without feedback using an OFV-5000 laser vibrometer from Polytec GmbH, Waldbronn, Germany, with a measurement accuracy of about 1%. At the same time, the excitation signal of the test specimen is detected by a force sensor type 8230-C-003 from Brüel & Kjaer GmbH, Bremen, Germany, which is placed directly in front of the test specimen. The linearity error of the force sensor for the detection of the excitation signal is given as ± 1% according to the manufacturer. The entire shaker is placed in a temperature chamber in order to be able to measure the vibration behaviour at different temperature levels. The temperature chamber is based on a system from Brabender Realtest GmbH, Moers, Germany, of type TEE 108/LN 2 × and was adapted to the requirements of the test bench. Both the time-dependent excitation signal and the time-dependent structural response are transferred to the frequency domain in LabVIEW using the fast Fourier transformation (FFT) (Fig. 2, right). By subsequently dividing the acceleration and excitation signals, the transfer function between the excitation and measurement position is established. The result is presented in the form of an acceleration level normalised to the excitation force in the frequency domain and is used to compare the reference test and the simulation result. The force-normalised acceleration level is referred in the following as the structural response of the specimen.

Schematic overview of the acoustic test bench and the measurement data processing
The measured structural response is then used in reverse engineering (RE) process as a comparison or evaluation criterion. In the RE process, the real reference test is simulated and the material parameters are determined (see Fig. 3).

Schematic overview of the material data determination based on the reverse engineering process
The vibration behaviour of the test specimen is first simulated in Abaqus, Dassault Systemes, Velizy-Villacoublay, France, with constant material data, e.g. on the basis of literature values or data sheets from the material manufacturer. The Abaqus model is built as a quarter model to reduce the computation time by using symmetry constraints. The model consists of the individual components plunger (force transmission element from the shaker to the test specimen) and test specimen. The structure of the plunger is constant. On the other hand, the structure of the test specimen can be varied depending on the materials to be measured and the geometry of the test specimens used. For this purpose, the density, Poisson’s ratio and the complex modulus of elasticity can be adjusted. The contact between the plunger and the test specimen is modelled as a surface-to-surface connection. The specimen is modelled over wide areas by rectangular or linear elements. Only in the area around the clamping and the plunger are triangular or tetrahedral elements used due to the circular geometries. The simulation is based on a steady-state dynamic analysis, which is used in Abaqus to describe the frequency-dependent system response when a sine sweep is excited. The excitation force is applied to the circular sectional surface of the plunger via a point mass and massless connecting elements. After the simulation of the vibration behaviour, the calculated and measured structure responses are compared. For this purpose, the position and height of the simulated resonance frequencies are determined and compared with the real measurements. The calculated deviation and a corresponding correction factor are then used to adjust the underlying material parameters (storage and loss modulus). The reference test is simulated again on the basis of the adjusted material parameters and the calculated structural response is compared again with the real course. This iterative procedure is repeated until a previously defined termination criterion is met. The termination criterion can be, for example, a maximum permissible deviation or a maximum number of iterations.
4 Setup of the test bench concept
Preliminary tests are carried out to check the reproducibility of the signal generation, the data acquisition and the influence of the manual clamping process of the specimens at room temperature. For this purpose, an injection-moulded rectangular test specimen with the dimensions 160 × 10 × 2 mm3 made of polyamide 6 (PA 6) of type B30S from Lanxess Deutschland GmbH, Cologne, Germany, was provided with a centrally positioned hole and screwed onto the excitation plunger of the shaker. To check the reproducibility of the signal generation and the data acquisition, a triple determination of the structural response was carried out without changing the clamping. Subsequently, the location and the height of the resonances in the frequency spectrum were determined, an average value was formed from the three measurements and the percentage deviation of the different resonances was calculated (see Fig. 4).

Validation of the test stand concept at room temperature with regard to the reproducibility of signal generation and measured value acquisition as well as the influence of the manual clamping process
The discrete evaluation based on the location and height of the resonances was carried out because these are also used for the subsequent material parameter generation. With increasing storage modulus, the location of the resonances shifts to higher frequencies and with increasing loss modulus, the height of the resonance deflections decreases; accordingly, the resonances represent a suitable criterion for characterising the vibration behaviour and the underlying material parameters (storage and loss modulus) [9]. Figure 4 (left) shows the three structural responses versus frequency as well as the evaluation of the percentage deviations of the resonances in location and height. As can be seen, that the averaged deviation over all resonances in position is extremely small (0.19%, with a standard deviation (SD) of 0.14%). The deviations in relation to the height of the resonance excursions are slightly higher with an average value of 0.32% (with an SD of 0.17%) over all resonances in the frequency range considered. The influence of the manual clamping process is shown in Fig. 4 (right). The deviation of the location averaged over all resonances was calculated with 0.12% (with an SD of 0.08%) and the deviation of the height with 0.53% (with an SD of 0.36%). Accordingly, the influence of the clamping process on the height of the resonance excursion is more pronounced than that on the position of the resonances in the frequency spectrum. Overall, the influence of the signal generation, the data acquisition and the manual clamping process on the determined structural response is extremely small.
Based on the successful commissioning of the test bench, an initial measurement of the vibration behaviour of test specimens at room temperature and a subsequent material data determination were carried out. For this purpose, three test specimens (160 × 10 × 2 mm3) made of PA 6 of type B30S from Lanxess Deutschland GmbH, Cologne, Germany, were measured and a material data determination was carried out using the RE process as described in the chapter Methodology and design of the measurement concept (see Fig. 5).

Determination of the storage and loss modulus of PA 6 (B30S) by acoustic test rig and RE process at room temperature
In all three test specimens, a strong noise in the data is noticeable, especially in the lower frequency range up to about 2000 Hz, which is due to the inherent dynamics of the shaker, which is primarily designed for higher frequencies (see Fig. 5 (left)). For this reason, the determined material data in this range must also be critically questioned. Furthermore, it can be seen that the structural response differs slightly in dependency of the test specimens. Particularly in the higher-frequency vibration range from about 18 kHz, deviations occur which, on the one hand, could be due to minor differences in the morphology or geometry of the test specimens. On the other hand, the manual clamping process could also be responsible for this (see Fig. 4 (right)). Following the reference tests, the material parameters of the specimens for storage and loss modulus were determined using the RE process. In addition to the material parameters for the three measured test specimens, a further set of material parameters was calculated on the basis of an averaged structural response (over the three measured test specimens) in order to level out individual specimen-specific effects and to enable a more general statement about the material properties.
In order to validate the results a combination of real measurements and a simulation of the vibration behaviour of a new geometry is used. For this purpose, the vibration behaviour of a new test specimen geometry with a modified length (150 mm instead of 160 mm) was first measured on the test bench and then compared with a simulative prediction based on the previously determined material properties based on the RE process. In addition, the vibration behaviour was simulated on the basis of DMA tests and a subsequent TTS in order to enable a classification of the newly developed test methodology compared to the state of the art. The structural response was simulated using the previously described Abaqus model used in the RE process. The structure of the specimen is represented by 200 elements (nodal points) in length, 6 elements in width and 4 elements in thickness. A sensitivity analysis was carried out to determine the mesh fineness. Within the scope of the sensitivity analysis, the number of elements was increased until no significant changes in the position and height of the resonance frequencies occurred. A sine sweep from 1 Hz to 22.5 kHz is used for excitation both in the real test and in the simulative mapping.
The DMA measurements were carried out on a DMA Q800 from TA Instruments, New Castle, USA. For this purpose, test specimens with the dimensions 25 mm × 4 mm × 2 mm were milled from injection-moulded plates. The test specimens were loaded in tensile mode with a sine sweep between 0.1 and 100 Hz at a constant amplitude of 6 µm. The tests were repeated at different temperature levels for the subsequent TTS.
Figure 6 shows the measured structural response of the modified specimen geometry compared to the prediction based on DMA data and the data from the RE process. As can be seen, the stiffness of the specimen is underestimated based on the DMA data, which leads to a shift of the resonances to lower frequency in the calculated structural response (see Fig. 6 (top right)). Furthermore, the loss modulus is overestimated. This can be seen from the too small deflections of the resonances compared to the measured structural response. Averaged over all frequencies, the DMA data show a deviation of 14.53% (with an SD of 0.64%) in the position of the resonances and 10.98% (with an SD of 7.03%) in height.

Comparison of the prediction quality of the vibration behaviour of a new geometry based on DMA data and material data generated by means of the acoustic test bench and RE process
When comparing the calculated structural response based on the material data from the RE process (exemplified by the material parameters of specimen 1; Fig. 6, bottom left) with the actual measured vibration behaviour, it can be seen that the location of the resonance frequencies is predicted much more precisely than on the basis of the DMA data. Averaged over all resonance frequencies, a deviation of 2.05% (with an SD of 0.52%) is achieved compared to 14.53%. With regard to the height of the deflection of the resonances, a more precise prediction is also possible averaged over all resonances (7.73% (with an SD of 6.28%) compared to 10.98% (with an SD of 7.03%)). However, especially the height of the last resonance in the considered frequency range is less accurate at a frequency of about 20 kHz (21.59% compared to 14.09% deviation). This is currently still unsatisfactory with regard to the material data determination for the ultrasonic welding process and must be optimised in further research. The prediction of the structural response based on the material behaviour averaged over all three measured specimens is slightly more precise than the prediction based on a single specimen. An averaged positional deviation of 1.15% (with an SD of 0.37%) and a deviation in height of 7.71% (with an SD of 6.94%) is obtained. This suggests that averaging the structural response over several specimens is useful.
Following the validation test, initial measurements were carried out at different temperature levels (23 °C, 40 °C, 50 °C, 60 °C) to take into account the temperature dependence of the viscoelastic material behaviour (storage and loss modulus). The temperature range under consideration was determined in preliminary tests. At higher temperatures, no more pronounced peaks were formed, especially in the higher frequency range. Therefore, it was not possible to clearly determine the position and height of the resonance peaks within the framework of the RE process, and therefore, no material data could be determined.
To carry out the temperature-dependent measurement, a test specimen (160 × 10 × 2 mm3) made of PA 6 of type B30S is again used and excited with a sine sweep of 1 Hz–22.5 kHz. Starting with measurements at room temperature (RT = 23 °C), the ambient temperature in the test chamber is increased in 10 °C steps. Before each measurement, an isothermal holding phase of 20 min is provided to ensure a homogeneous temperature over the thickness of the test specimen. The test chamber temperature is monitored via thermocouples at the height of the specimens.
As expected, the resonances in the structural response of the test specimens shift to lower frequencies with increasing temperature due to decreasing stiffness. Likewise, as expected, the height of the resonance excursions decreases with increasing ambient temperature due to the increasing material damping (see Fig. 7 (left)). When comparing the storage modules calculated using the RE process and the characteristic values determined using DMA and TTS, it can be seen that the level is slightly below the DMA data and thus indicates a more realistic curve. As already determined in the first validation, the storage moduli tend to be underestimated via DMA and TTS and the resonance frequencies are therefore predicted at frequencies that are too low (see Fig. 6). The course of the loss moduli is currently still not very clear (see Fig. 7 (bottom right)). Over all temperature levels, a decrease in the loss modulus with increasing frequency is obtained. However, an increasing attenuation would be expected with increasing temperature, which is not clearly recognisable in the loss moduli calculated using the RE process. Especially at a frequency of 20 kHz, the course of the loss moduli at 23 °C, 50 °C and 60 °C is almost congruent and only the test at a temperature of 40 °C is slightly above the level of the other temperature steps. This behaviour can hardly be explained in terms of the material behaviour and must be due to the measurement procedure or the RE engineering. The troubleshooting and optimisation of both the acoustic test rig and the RE process are the subject of current research activities.

Determination of the storage and loss modulus of PA 6 (B30S) based on the acoustic test bench and the RE process at different temperature levels
Nevertheless, the validation test previously carried out at room temperature was repeated at an ambient temperature of 60 °C to allow the results to be classified.
As can be seen in Fig. 8, the vibration behaviour is not satisfactorily predicted based on either the DMA data or the RE data. However, when evaluating the position and height of the resonances in the frequency range considered, it is noticeable that an increase in the prediction quality can be achieved by using the RE data (see Fig. 8). Thus, averaged over all resonances, a percentage deviation in the position of 9.55% (with an SD of 3.87%) compared to 12.04% (with an SD of 5,43%) and with regard to the height of the resonance excursion of 6.14% (with an SD of 5.93%) compared to 9.95% (with an SD of 6,81%) was achieved. However, it must be mentioned that especially the prediction of the high-frequency resonances by higher temperatures based on the DMA data currently leads to better results. This underlines the current need for optimisation of the new test stand concept.

Comparison of the prediction quality of the vibration behaviour by 70 °C: DMA vs. acoustic test bench and RE process
5 Conclusion and outlook
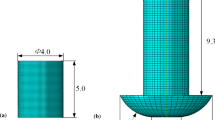
In order to improve the design process of plastic components for the ultrasonic welding process and to enable a prediction of the vibration and heating behaviour already in the development process of new joining components, realistic material data are required to describe the viscoelastic material behaviour (storage and loss modulus). For this purpose, a new test bench concept was implemented that is based on the adaptation of simulation results to real structure-borne sound measurements. The required acoustic test bench for measuring the structural response of the test specimens was successfully set up and calibrated at room temperature and the calculation routine was implemented. As a result, an increase in the prediction quality of the vibration behaviour at room temperature in a frequency range of 1 Hz–22.5 kHz has been achieved compared to the state of the art (DMA and TTS). The location of the resonances in the considered frequency spectrum was predicted with an average deviation of approx. 1–2% compared to 14–15% and the height of the resonance excursions with a deviation of 7–8% instead of 10–11%. In addition, measurements were made at elevated ambient temperatures up to 60 °C. Also based on these data, averaged over all resonances in the frequency spectrum, a slight increase in the prediction quality of the vibration behaviour was achieved compared to the state of the art and illustrates the potential of the chosen methodology. However, it must be mentioned that the vibration behaviour, especially at high frequencies, cannot yet be calculated satisfactorily on the basis of the generated data and shows the need for optimisation. Starting points for further development are the test specimen geometry and the revision of the calculation routine in order to increase the quality of the generated material data. In addition to the work listed in this report, a model for calculating the vibration and heating behaviour in the solid state area during ultrasonic welding has already been implemented in Comsol Multiphysics. The model is used for the final validation of the material data. For the validation tests, a simple bar model according to Potente is subjected to a mechanical vibration of 20 kHz and the vibration behaviour and material heating are calculated. The calculated vibration and heating behaviour are then compared with the results of a real test on an ultrasonic welding system of the type HiQ Dialog 20/6200 from Herrmann Ultraschalltechnik GmbH & Co KG, Karlsbad, Germany. The vibration behaviour of the sonicated bar specimen is measured with a multipoint laser vibrometer type MPV-800 from Polytec GmbH, Waldbronn, Germany. The system has 24 sensors and enables the simultaneous and feedback-free 3D acquisition of 8 measuring points. In parallel, the heating behaviour is recorded with a high-speed thermal imaging camera of the type Image IR 5385 S from InfraTec GmbH, Dresden, Germany. The combination of the two measuring systems enables an extremely precise comparison between simulated and real vibration and heating behaviour of the investigated test specimens and allows a classification of the generated material data. The model tests have already been carried out, but since the temperature-dependent material data determination has not yet been satisfactorily completed, a final comparison and a conclusive evaluation of the novel approach for determining the stiffness and damping properties of thermoplastics are still pending.
Data availability
The data that support the findings of this study are available from the corresponding author, [Max Weihermüller], upon reasonable request.
Abbreviations
- DMA :
-
Dynamic mechanical analysis
- DVS :
-
Deutscher Verband für Schweißen und verwandte Verfahren e. V
- PA 6 :
-
Polyamide 6
- TTS :
-
Time-temperature shift
- C :
-
Elasticity tensor [-]
- C p :
-
Specific heat capacity [J/(k*kg)]
- E* :
-
Complex modulus of elasticity [MPa]
- E′ :
-
Storage modulus [MPa]
- E″ :
-
Loss modulus [MPa]
- k :
-
Thermal conductivity [W/(m*K)]
- Q h :
-
Heat generation [W/m3]
- T :
-
Temperature [K]
- t :
-
Time [s]
- δ :
-
Phase shift [-]
- ε :
-
Strain [-]
- η :
-
Mechanical loss factor [-]
- ρ :
-
Density [kg/m3]
- σ :
-
Stress [MPa]
- ω :
-
Frequency [rad/s
References
Potente H (2004) Fügen von Kunststoffen - Grundlagen, Verfahren, Anwendung. Carl Hanser Verlag, München, Wien
Ehrenstein GW (2004) Handbuch Kunststoff-Verbindungstechnik. Carl Hanser Verlag, München
Grewell D, Benatar A (2007) Welding of Plastics: Fundamentals and New Developments. Int Polym Proc 22(1):43–60
Levy A, Le Corre S, Poitou A (2012) Ultrasonic welding of thermoplastic composites: a numerical analysis at the mesoscopic scale relating processing parameters, flow of polymer and quality of adhesion. Int J Mater Form 7(1):39–51 (Springer-Verlag France)
Levy A, Le Corre S, Fernandez Villegas I (2014) Modeling of the heating phenomena in ultrasonic weldingof thermoplastic composites with flat energy directors. Journal of Material Processing Technology 214:1361–1371
Palardy G, Shi H, Levy A, LeCorre S, Fernandez Villegas I (2018) A study on amplitude transmission in ultrasonic welding of thermoplastic composites. Composites: Part A. https://doi.org/10.1016/j.compositesa.2018.07.033
Arping T (2010) Werkstoffgerechte Charakterisierung und Modellierung des akustischen Verhaltens thermoplastischer Kunststoffe für Körperschall-simulationen. RWTH Aachen, Dissertation, - ISBN: 978–3–86130–967–3
Hüllmann A, Brückner E, Gehde M (2017) Quantifizierung der Werkstoff-Dämpfungeigenschaften zur Prozessauslegung beim Ultraschallschweißen. Joining Plastics 11(3/4):166–173
Kremer H (2014) Materialdatenermittlung thermoplastischer Kunststoffe für Körperschallsimulationen auf Basis von Reverse Engineering. RWTH Aachen, Dissertation,–ISBN: 978–3–86130–730–3
Grellmann W, Seidler S (2011) Kunststoffprüfung. Carl Hanser Verlag, München
Klotter K (1980) Technische Schwingungslehre – Erster Band: Einfache Schwinger (Dritte Auflage) – Teil B: Nichtlineare Schwingungen. Springer Verlag, Berlin, Heidelberg, New York
Potente H (1971) Untersuchung der Schweißbarkeit thermoplastischer Kunststoffe mit Ultraschall. RWTH-Aachen, Dissertation
NN (2017) Heat Generation in a Vibrating Structure. Anwendungsdatenbank. COMSOL AB, Stockholm, Schweden
Levy A, Le Corre S, Fernandez Villegas I (2014) Modeling of the heating phenomena in ultrasonic welding of thermoplastic composites with flat energy directors. J Mater Process Technol 214(7):1361–1371
Li X, Ling SF, Sun Z (2004) Study on Heating Mechanism in Ultrasonic Welding of Thermoplastics. Int J Join Mater 16(2):1–6
Levy A, Poitou A, Le Corre S, Soccard S (2008) Ultrasonic Welding of Thermoplastic Composites, Modeling of the Process. IntJ Mater Form 43(10):887–890
Wang X, Yan J, Li R, et Yang S (2006) FEM investigation of the temperature field of energy director during ultrasonic welding of PEEK composites. J Thermoplast Compos Mater 19(5):593–607
Bach S (2014) Untersuchung der Vorgänge und Einflüsse beim Ultraschallfügen flexibler polymerer Packstoffe. Technische Universität Dresden, Dissertation
Jiang B, Peng H, Wu W, Jia Y, Zhang Y (2016) Numerical Simulation and Experimental Investigation of the Viscoelastic Helating Mechanism in Ultrasonic Plasticizing of Amorphous Polymers for Micro Injection Molding. Polymers 8(5):199–211
N.N.: Netzsch: Dynamic Mechanical Analysis (DMA). https://www.mt.com/us/en/home/products/Laboratory_Analytics_Browse/TA_Family_Browse/DMA/dmasdta1.html. Accessed 01 Nov 2021
N.N.: Mettler Toledo: DMA/ STA 1+ - Dynamic Mechanical Analyzer. https://www.mt.com/us/en/home/products/Laboratory_Analytics_Browse/TA_Family_Browse/DMA/dmasdta1.html. Accessed 01 Nov 2021
Ferry JD (1980) Viscoeleastic Properties of Polymers. Wiley, Chichester
Lewen B (1991) Das nichtlineare viskoelastische Verhalten von Kunststoffen am Beispiel der Zeit-Temperatur-Verschiebung und der Querkontraktionszahl. RWTH Aachen, Dissertation
Boyd RH (1985) Relaxation processes in crystalline polymers: experimental behaviour – a review. Polymer 26(3):323–347
Klompen ETJ, Govaert L (1999) Nonlinear viscoelastic behaviour of thermorheologically complex materials. Mechanics of Time-Dependent Materials 3(1):49–69
Klompen ETJ (2005) Mechanical properties of solid polymers. Technische Universiteit Eindhoven, Dissertation, – ISBN 90–386–2806–4
Deutsch V, Platte M, Vogt M (1997) Ultraschallprüfung. Springer Verlag, Berlin
El Barbari N (1988) Ultraschallschweißen von Thermoplasten - Möglichkeiten der Einsatzoptimierung. RWTH Aachen, Dissertation
Li X, Ling SF, Sun Z (2003) Measurement of Thermoplastic Dynamic Modulus using an Ultrasonic Welding System. Singapore Institute of Manufacturing Technology, SIMTech Technical Report
Hüllmann A, Brückner E, Albrecht M, Gehde M (2018) Quantifizierung der Werkstoff-Dämpfungseigenschaften mittels Dorneinschmelzversuch – aktuelle Ergebnisse Probleme und Lösungsstrategien. Joining Plastics 12(¾):173–179
Acknowledgements
We would like to extend our thanks to the DFG.
Funding
Open Access funding enabled and organized by Projekt DEAL. The depicted research was funded by the Deutsche Forschungsgemeinschaft (DFG) as part of the research project “Development and validation of a methodology for more precise determination of the frequency- and temperature-dependent stiffness and damping properties of plastics for structure-borne sound simulation using the example of a frequency of 20 kHz relevant for the ultrasonic welding process” (398244070). We would like to extend our gratitude to the DFG.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XVI - Polymer Joining and Adhesive Technology
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hopmann, C., Dahlmann, R., Weihermüller, M. et al. Determination of the frequency- and temperature-dependent stiffness and damping properties of thermoplastics for the prediction of the vibration and heating behaviour during ultrasonic welding. Weld World 67, 435–445 (2023). https://doi.org/10.1007/s40194-022-01443-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01443-w