
Abstract
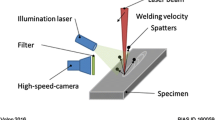
Laser welding of a steel/glass sandwich is carried out to clearly observe the keyhole behavior, spatter, and keyhole-induced bubble formation. The formation mechanisms of the spatter and keyhole-induced bubble are analyzed, and the relationship between the spatter and keyhole-induced bubble formation is also discussed. There are five necessary steps for the spatter formation around the keyhole: the formation of the bulges at the keyhole wall, the decrease of the keyhole entrance size caused by the upward flow of the bulges, the formation of the melt column around the keyhole, the increasing of the melt column size, and the spatter formation around the keyhole. The decrease of the keyhole entrance size contributes to the increase of the vapor shear stress, and thus accelerates the spatter formation. The large deformation of the top rear keyhole wall decreases the vertical component of the vapor shear stress, so few spatters are formed at the rear keyhole wall. Two types of the keyhole-induced bubble are formed by the whole keyhole collapse between the front keyhole wall and rear keyhole wall, and the rear keyhole wall collapse. The influence of the keyhole-induced bubble formation on the spatter formation is not obvious.












Similar content being viewed by others

References
Nakamura H, Kawahito Y, Nishimoto K, Katayama S (2015) Elucidation of melt flows and spatter formation mechanisms during high power laser welding of pure titanium[J]. J Laser Appl 27(3):032012
Zhao L, Tsukamoto S, Arakane G, Sugino T (2014) Prevention of porosity by oxygen addition in fibre laser and fibre laser-GMA hybrid welding[J]. Sci Technol Weld Join 19(2):91–97
Kaplan AFH, Powell J (2011) Spatter in laser welding[J]. J Laser Appl 23(3):3337–3344
Fabbro R, Slimani S, Doudet I, Coste F, Briand F (2006) Experimental study of the dynamical coupling between the induced vapour plume and the melt pool for Nd-Yag CW laser welding[J]. J Phys D Appl Phys 39(2):394–400
Kawahito Y, Mizutani M, Katayama S (2013) High quality welding of stainless steel with 10 kW high power fibre laser[J]. Sci Technol Weld Join 14(4):288–294
Kawahito Y, Uemura Y, Doi Y et al (2015) Elucidation of the effect of welding speed on melt flows in high-brightness and high-power laser welding of stainless steel on basis of three-dimensional X-ray transmission in situ observation[J]. Weld Int 31(3):206–213
Li S, Chen G, Katayama S, Zhang Y (2014) Relationship between spatter formation and dynamic molten pool during high-power deep-penetration laser welding[J]. Appl Surf Sci 303(6):481–488
Heider A, Sollinger J, Abt F, Boley M, Weber R, Graf T (2013) High-speed X-ray analysis of spatter formation in laser welding of copper[J]. Phys Procedia 41:112–118
Miyagi M, Zhang X (2015) Investigation of laser welding phenomena of pure copper by x-ray observation system[J]. J Laser Appl 27(1):33–34
Katayama S, Matsunawa A (2002) Microfocused X-ray transmission real-time observation of laser welding phenomena[J]. Weld Int 16(6):425–431
Matsunawa A, Mizutani M, Katayama S, Seto N (2003) Porosity formation mechanism and its prevention in laser welding[J]. Weld Int 17(6):431–437
Seto N, Katayama S, Matsunawa A (2001) Porosity formation mechanism and suppression procedure in laser welding of aluminium alloys[J]. Weld Int 15(3):191–202
Miyagi M, Kawahito Y, Kawakami H, Shoubu T (2017) Dynamics of solid-liquid interface and porosity formation determined through x-ray phase-contrast in laser welding of pure Al[J]. J Mater Process Technol 250:9–15
Wu D, Hua X, Li F, Huang L (2017) Understanding of spatter formation in fiber laser welding of 5083 aluminum alloy[J]. Int J Heat Mass Transf 113:730–740
Zhao H, Niu W, Zhang B et al (2011) Modelling of keyhole dynamics and porosity formation considering the adaptive keyhole shape and three-phase coupling during deep-penetration laser welding[J], J Phys D Appl Phys. 44(48):485302
Huang L, Hua X, Wu D, Li F (2018) Numerical study of keyhole instability and porosity formation mechanism in laser welding of aluminum alloy and steel[J]. J Mater Process Technol 252:421–431
Zhang MJ, Chen GY, Zhou Y, Li SC, Deng H (2013) Observation of spatter formation mechanisms in high-power fiber laser welding of thick plate[J]. Appl Surf Sci 280(9):868–875
Li S, Chen G, Zhang M, Zhou Y, Zhang Y (2014) Dynamic keyhole profile during high-power deep-penetration laser welding[J]. J Mater Process Technol 214(3):565–570
Xu J, Rong Y, Huang Y, Wang P, Wang C (2018) Keyhole-induced porosity formation during laser welding[J]. J Mater Process Technol 252:720–727
Lee JY, Ko SH, Farson DF, Yoo CD (2002) Mechanism of keyhole formation and stability in stationary laser welding[J]. J Phys D Appl Phys 35(13):1570–1576
Wu D, Hua X, Ye Y, Huang L, Li F, Huang Y (2018) Experimental and numerical study of spatter formation and composition change in fiber laser welding of aluminum alloy[J]. J Phys D Appl Phys 51(18):185604
Wu D, Hua X, Huang L, Li F, Cai Y (2018) Elucidation of keyhole induced bubble formation mechanism in fiber laser welding of low carbon steel[J]. Int J Heat Mass Transf 127:1077–1086
Funding
This research effort was supported by the National Science Foundation of China (Grant Numbers 51475297 and 51505271) and the Ministry of Industry and Information Technology of China under the project of LNG shipbuilding.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IV - Power Beam Processes
Rights and permissions
About this article

Cite this article
Wu, D., Hua, X., Huang, L. et al. Observation of the keyhole behavior, spatter, and keyhole-induced bubble formation in laser welding of a steel/glass sandwich. Weld World 63, 815–823 (2019). https://doi.org/10.1007/s40194-019-00710-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-019-00710-7