
Abstract
Martensitic 9–12% chromium steel is a favored material group for critical components in thermal power plants. However, during welding of these steels, a fine-grained zone is formed within the heat-affected zone, which is subject to type IV cracking during creep exposure. Due to the MarBN alloying concept, which is characterized by the controlled addition of boron and nitrogen, the formation of the fine-grained heat-affected zone can be suppressed and the minimum creep rate can be significantly decreased. First, EB welding studies were carried out, and the influence of the process parameters on the weld seam quality, geometry, microstructure, and hardness was investigated. However, independent of the used parameters, microfissures were detected within the fusion zone of the welds. To reduce the hot crack formation within the fusion zone, focus wobbling was used. Results showed an improvement with respect to accumulated number and length of the microfissures, but the formation could not completely be prevented. Despite this problem, the mechanical properties of joint welds were determined and creep investigations were conducted. Results showed that the existence of microfissures within the fusion zone has no major influence on the mechanical and the creep properties.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The efficiency of thermal power plants is improved constantly by raising steam temperatures and inlet pressures of turbines. This calls for the use of materials with improved creep and oxidation resistance during long-term service which leads to challenges not only in material development but also in the welding technology [1, 2].
Martensitic steels strengthened by controlled addition of boron and nitrogen (MarBN) were developed to achieve these goals. Due to the addition of boron, the coarsening rate of M23C6 precipitates during creep is reduced and the lath martensitic microstructure is stabilized. By this stabilization, a retardation of the onset of acceleration creep can be achieved [3]. In addition, finely distributed MX carbonitrides are responsible for further strengthening [4].
The most common way to join and to repair thick-walled high-temperature components used in thermal power plants is welding. Due to the thermal input of the welding process, the microstructure of the material is influenced in a way that certain zones of the joint are prone to premature cracking during service conditions. The most dominant failure mode (type IV cracking) occurs in the fine-grained heat-affected zone (FGHAZ) of welded joints. However, prior investigation on welded joints of MarBN steels did not show a formation of a uniform FGHAZ which leads to an improvement in creep rupture times [5, 6].
In this study, the forged MarBN steel NPM1-P was joined with an electron beam welding (EBW) process. With this welding process, high welding speeds can be realized and due to the very high energy density (~ 107 W cm−2), it is possible to produce deep and narrow welds with a very thin heat-affected zone (HAZ). Furthermore, no special joint preparation is needed, and it is possible to join very thick cross-sections in a single pass without the use of any filler material [7]. The advantage of a smaller zone prone to be damaged during creep exposure counteracts the fine microstructure in the fusion zone due to the high welding speed which entails a fast solidification process [8, 9].
Prior electron beam welding investigations of 20 mm thick MarBN steel plates resulted in defect-free joints [10]; however, preliminary welding studies of 50-mm-thick EB-welded MarBN steel plates showed a recurring problem of hot cracking within the fusion zone. Since the formation mechanism of these welding defects resembles hot cracking, but their size is very small compared to hot cracks, the term for the appearance used within this contribution is microfissure.
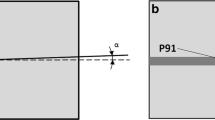
In this contribution, the so-called focus wobbling (FW) technique was applied to suppress hot cracking and to improve the cracking susceptibility of the MarBN steel. Börner et al. [11] introduced this multiple-focus technology for welding thick-walled steels. Focus wobbling is characterized by a periodical change of the focal distance during the welding process. In other words, focus wobbling is characterized by several foci aligned in beam direction, which results in an oscillation of the beam over the thickness of the workpiece, Fig. 1. The foci are spread in the same weld pool so that the melt pool dynamics are influenced and modified. By changing the heat input in z-direction, the solidification and cooling conditions change locally, which obviously influences the seam geometry of the welds and leads to reduced hot cracking. The influence of this procedure on the hot-cracking sensitivity of nickel-based super alloys was already verified [11].

Schematic of focus wobbling
Because there is so little information about the impact of this special technique on the mechanical properties as well as the creep behavior of joints, studies on welds with and without using focus wobbling were analyzed and compared.
2 Experimental procedure
2.1 Material
All welding experiments within this investigation were performed on the forged NPM1-P steel. This type of steel has been designed by the Institute of Materials Science, Joining and Forming (IMAT) of Graz University of Technology, following the approach of Japanese scientists of the National Institute for Materials Science (NIMS) [5]. The chemical composition of the base material is given in Table 1.
Prior to the welding process, the steel plates (50 × 50 × 100 mm) of the base material were heat treated. The quality heat treatment consists of normalizing at 1120 °C for 1 h, air cooling, followed by two times tempering at 750 °C for 3 h each and subsequent air cooling [12]. As a consequence, the base material is built of a tempered martensitic structure with M23C6 and MX precipitates which are responsible for the good creep properties of this material [13].
2.2 Welding
For all welding experiments, the Pro-Beam EBG 45–150 K14 electron beam welding (EBW) device of the Institute of Materials Science, Joining and Forming (IMAT) at Graz University of Technology was used. This highly innovative power machine is equipped with a 150 kV–45 kW generator. Because the gun is fixed at the top of the vacuum chamber, the beam axis is vertical and the welds were conducted in a flat welding position (PA), Fig. 2.

Experimental setup of joint samples
Preliminary welding trials already revealed a recurring problem with microfissures within the fusion zone. To investigate the influence of the focus wobbling technique on the hot cracking behavior of the MarBN steel, bead on plate welds on NPM1 steel blocks (120 × 95 × 65 mm) were produced with and without the use of focus wobbling. Based on the statistical evaluation of the results, an optimized parameter configuration was determined [14]. The welding parameters, which were kept constant for all welding experiments, are shown in Table 2.
2.3 Metallographic characterization and evaluation of hot cracks
Preliminary investigations on the influence of the hot cracking behavior of the MarBN steel using the focus wobbling technique were conducted. Therefore, single bead on plate welds on NPM1 steel blocks (120 × 95 × 65 mm) were carried out using the optimized parameter configuration with and without the use of focus wobbling. The steel blocks then were cut perpendicular to the welding direction, the weld seams were cut in half and prepared according to standard metallographic techniques consisting of grinding and polishing followed by etching with modified Lichtenegger and Bloech. After metallographic preparation, the welds were optically evaluated regarding the hot crack formation at four different locations over the welding depth using AxioVision Imaging Software, Fig. 3.

Evaluation of the bead on plate welds a embedded and etched sample, b micrograph of the weld seam, c micrograph of a hot crack, d optical analysis of a hot crack with the AxioVision Imaging Software
Microfissures were found in the fusion zone of all welds and the formed cracks were analyzed regarding their number, accumulated length, and accumulated area.
Following that, the material was characterized regarding its mechanical properties and joint welds were produced with and without the use of the focus wobbling technique. The joints then were investigated in both the as-welded (AW) and in the post weld heat-treated (PWHT) condition. The post weld heat treatment consists in tempering at 750 °C for 3 h and subsequent air cooling.
So overall, four different configurations using the optimized parameter set were joined:
-
AW (as-welded without focus wobbling)
-
HT (AW + PWHT)
-
FW (as-welded using focus wobbling)
-
FW-HT (FW + PWHT)
For the characterization of the welded joints, the steel sheets were cut according to ÖRNORM EN ISO 15614-1.
Vickers hardness measurements according to EN ISO 6507-1:2016 were performed using a load of 1 kg and a dwell time of 15 s.
Furthermore, the mechanical properties of the welded joints were evaluated by conducting tensile tests and impact tests at room temperature (20 °C); cross-weld creep tests were performed to gain knowledge of the service behavior of the joints. Prior to mechanical testing, dye penetrant tests were conducted to document the existence of microfissures on the surface of the samples.
To increase the significance of the impact tests, six samples from the top and six samples from the root of the weld were machined perpendicular to the welding direction for each configuration. For all impact specimen, the standard specimen size of 10 mm × 10 mm × 55 mm with a V-notch in the center of the weld seam (VWT mode) was used. The impact energy at room temperature was measured according to ISO 148-1:2017 using a pendulum-type impact testing machine with a 300 J hammer. Subsequently to the impact testing, the fracture surfaces of the impact specimen were investigated using a scanning electron microscopy (SEM).
According to DIN EN ISO 6892-1, tensile tests were conducted with a constant testing speed of 1 mm/min at room temperature. The test specimens were machined according to DIN 50125 in mode B. For every joint, tensile specimen were taken each on top and on the bottom of the weld seam with the fusion zone in the middle of the sample.
For the creep tests (ÖNORM EN ISO 204:2009), rod-shaped uniaxial creep specimens were taken from the joint welds. The fusion zone was placed in the center of the specimen. For each testing configuration, four specimens were machined from the center of the joints. Half of the creep tests was performed at 650 °C with a load of 150 MPa, the other half was loaded with 130 MPa at the same temperature. The creep tests are partly still in progress.
3 Results and discussion
First electron beam welding trials of 50 mm NPM1 steel blocks revealed a severe hot cracking problem within the fusion zone of the welds. Because a variation of the energy input and the beam figure could not prevent hot cracking within the fusion zone, a new approach was applied. The so-called focus wobbling technique is characterized by a periodic shift of the focal point during the welding of the steel blocks. This technique has successfully been applied for reducing hot cracks in nickel-based super alloys, but no literature was found on using this special technique for welding of martensitic steel.
A central composite design (CCD) provided information about the interactions between the used factors (mean focus position, amplitude in a z-direction, and frequency) and the target variables welding depth, accumulated number, area, and length of the cracks. Results show that with focus wobbling the accumulated length and the accumulated area of the microfissures could be significantly reduced (Fig. 4), but it was not possible to completely suppress their formation. Nonetheless, the mechanical characterization of the joint welds was conducted with remaining microfissures within the fusion zone.

a Accumulated area and b accumulated length of cracks of an electron beam welded MarBN steel without (left) and with (right) using the multiple focus technology (four cross-sections each)
3.1 Hardness measurements
To gain information about the hardness distribution of the different welding configurations, measurements for hardness mappings were performed on polished cross-sections of the weld seams. Exemplary, the hardness mappings for the AW and the FW weld seam are shown in Fig. 5.

Hardness mapping of the weld seam of the AW configuration (left), the FW configuration (middle), color index (right)
The highest hardness of the AW cross-section occurs within the heat-affected zone (394 HV1), whereas the hardness of the fusion zone reaches values of about 385 HV1. Compared to the hardness of the FW cross-section, the hardness values differ only slightly. On average, a hardness of 404 HV1 can be measured in the fusion zone in FW condition. Peak values are mainly found close to the fusion line in the HAZ. The outer region of the heat-affected zone is characterized by a slight drop of hardness (398 HV1), which might be due to the formation of delta ferrite. Delta ferrite can be formed during the welding process and is mainly situated at the weld metal interface due to the epitaxial growth during the start of the solidification process [15, 16]. However, the hardness measurement of the FW cross-section shows a more even hardness distribution over the whole weld seam.
Additionally, the hardness distributions of the PWHT samples were measured. By using the post weld heat treatment (tempering at 750 °C for 3 h), the hardness could be decreased on average by 120 HV1 in the fusion zone and the HAZ, respectively (for AW and FW) and a more uniform hardness distribution could be achieved.
Despite the reduction of hot cracks within the fusion zone and the more even hardness distribution over the whole weld seam in FW condition, focus wobbling showed an overall higher hardness compared to the standard welding process.
3.2 Charpy tests
All tested impact specimen fractured without the occurrence of fracture path deviation, but there was a very high scattering of the measured impact energy, especially regarding the samples taken on top of the weld seam. The results of the impact tests are shown in Fig. 6. As can be seen, all samples of the as-welded configurations showed very low impact energies, on average 8.3 and 6.8 J (top side) and 5.2 and 4 J (root side) for AW and FW, respectively. The PWHT samples, however, showed a very high variation of impact energy, but on average, higher impact energy values were reached. It is assumed that the high variation is due to the presence of microfissures within the fusion zone, a specific link, however, could not be found.

Impact energies of tested specimen of the different configurations
Fractographies of all tested impact specimen taken out of the root of the welds all showed a spiking effect, Fig. 7. This kind of defect often occurs during keyhole electron beam welding. Because of this welding defect, the strength and impact values of the welded joints are reduced, hence the measured impact energy of this specimen is very low [17].

Spiking effect on the fracture surface of the Charpy-V specimen out of the root of the weld
The fractured surface of the tested impact specimen is characterized mainly by transgranular cleavage facets and ductile dimple tearing. SEM investigations of the fractured samples also revealed the presence of microfissures from the welding process on the fracture surface, Fig. 8.

Fracture surface morphology of Charpy specimen with microfissures on the surface within the FZ of a FW-HT cross-weld (left) × 50 magnification, (right) × 300 magnification
3.3 Tensile tests
The results obtained from tensile testing at room temperature are shown in Table 3. Despite existing microfissures within the fusion zone of the joints, all specimen (AW, HT, FW, and FW-HT) fractured in the base material, independent of the sampling location. Results show fluctuations in yield strength (YS) and ultimate tensile strength (UTS) of the different welding configurations. However, the values of elongation were found to be similar. Pandey et al. [18] measured a continuous decrease in yield strength and ultimate tensile strength with increasing tempering temperature up to 760 °C which explains the lower values of YS and UTS of the post weld heat-treated samples (HT and FW-HT). The deterioration of mechanical properties might be due to the cracking of secondary phase particles (e.g., M23C6, etc.) during loading [18]. However, the remaining microfissures within the fusion zone do not seem to have a big impact on the mechanical properties of the joints.
Fractographies of the tensile-tested specimen showed distinctive radial cracks, fracture protrusions, and steps, Fig. 9. The fractured surfaces are characterized by transgranular ductile dimples, which result from the coalescence of micro voids and cleavage facets. This cracking morphology is commonly known as “splitting” [18, 19].

Fractography of tensile-tested specimen
3.4 Creep tests
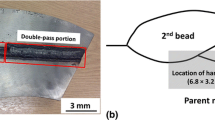
Despite the fact that it was not possible to produce defect-free welds, joint welds and subsequently cross-weld creep specimen were manufactured. Dye penetration testing (PT) prior to creep investigation indicated the existence of open microfissures within the fusion zone of the creep samples, Fig. 10 a and b). Nonetheless, creep investigations of cross-welds with high stress exposure (150 and 130 MPa) and service temperature (650 °C) were started to investigate the influence of the remaining microfissures on the creep properties. Partly, the creep tests are still in progress.

a Creep specimen after dye penetration testing (PT), b crack formation within fusion zone revealed. c Cross-section of creep sample showing the location of rupture (in the HAZ) and microfissure (in the FZ)
Even though lateral and transversal cracks were visible on the gauge length of the produced cross-weld creep samples, the microfissures in the fusion zone due to the welding process do not have a major influence on the creep properties as present results show.
At the highest stress level of 150 MPa, the failure of the ruptured creep samples always occurred in the heat-affected zone (HAZ) and not, as expected, in the obviously damaged fusion zone, Fig. 10c). Compared to other 9Cr creep resistant steels (P92 and MarBN2) [20,21,22], not only the base material but also the welded samples show very good creep properties, Fig. 11.

4 Summary and conclusion
In the present work, the mechanical properties and the creep behavior of joint welds of a 9% chromium containing creep-resistant steel, as well as the influence of the focus wobbling technique on the hot cracking susceptibility, were investigated. Therefore, joint welds were produced with and without using the focus wobbling technique. The joint welds were investigated in the as-welded and in the post weld heat-treated conditions. From the results obtained by the conducted experiments, the following conclusions can be drawn:
-
Using focus wobbling resulted in a reduction of hot cracking, but the crack formation could not completely be prevented.
-
Despite the existence of microfissures within the fusion zone, joint welds were produced and characterized regarding their mechanical properties. Therefore, impact tests, tensile tests, hardness measurements, and creep tests were conducted.
-
Hardness measurements showed a relatively homogeneous hardness distribution over the whole weld seam in FW condition. The hardness of the base material is about 250 HV1 and already increases in the HAZ to 398 HV1. Compared to the base material, the hardness within the fusion zone is considerably higher and reaches values of about 404 HV1 for FW condition and 385 HV1 for AW condition. By using a post weld heat treatment, the hardness of the welds can be decreased on average by 120 HV1 to a final value of about 265 HV1 for HT and 280 HV1 for the FW-HT condition. So, by using focus wobbling, a reduction in hot cracking was observed, however, the use of this technique leads to an increase in hardness compared to the standard process.
-
Impact testing revealed very strong fluctuations of the impact energy at room temperature. Over all, by using the focus wobbling technique, slightly higher impact energies could be obtained, which might be due to less microfissures in the weld metal of FW compared to AW. Furthermore, the fractured surfaces of all specimen from the root of the weld showed a spiking effect which is responsible for the low impact energy of the tested specimen in the weld root.
-
Results of tensile testing showed that even with open microfissures on the surface of the specimen, the fracture always occurred in the base material of the specimen. Results showed decreasing values of YS and UTS of the post weld heat-treated specimen which might be due to the coarsening of secondary phase particles (M23C6, etc.) [18]. However, on average an ultimate tensile strength of about 750 MPa was achieved.
-
As with the tensile tests, open microfissures within the fusion zone were be found on the surface of some creep specimen. Despite the existence of these microfissures, the formation of creep voids and finally the fracture of the creep specimen occurred in the HAZ. Compared to other 9Cr creep resistant steels and welding techniques (e.g., MarBN2 GMAW cross-welds), higher creep rupture times could be achieved at the tested high stresses by using the electron beam welding process. At stress levels of 150 MPa and 130 MPa, those welds showed similar failures which also occurred in the HAZ.
5 Outlook
Until now, it was not possible to produce completely defect-free welds on 50 mm MarBN steel plates. By using the focus wobbling technique, a reduction of the accumulated length and the accumulated area of the hot cracks was achieved. Details on the acting mechanism, however, must be clarified separately by numerical simulation.
Because of the recurring problem of hot cracking within the fusion zone, further investigations on the use of a filler material were conducted to achieve hot crack free welds [23].
Due to the fact that the fracture of the obviously damaged creep samples occurred in the heat-affected zone of the joint, other quality heat treatments have to be investigated to gain knowledge of the development of the (fine-grained) heat-affected zone. Therefore, the mechanical characterization of the joint welds will be conducted with two different quality heat treatments.
References
Renewable energy policy network for the 21st Century, “Renewables 2017: global status report,” Annual Report 2017, 2017. [Online]. Available: http://www.ren21.net/wp-content/uploads/2017/06/17-8399_GSR_2017_Full_Report_0621_Opt.pdf. Accessed: 03-Mar-2018
Cerjak H. (2008) The role of welding in the power generation industry. In: Proc IIW Int Conf ‘Safety Reliab welded Components Energy Process Ind, pp. 17–27
Abe F (2011) Effect of boron on microstructure and creep strength of advanced ferritic power plant steels. Proced Eng 10:94–99
Abe F, Horiuchi T, Taneike M, Sawada K (2004) Stabilization of martensitic microstructure in advanced 9Cr steel during creep at high temperature. Mater Sci Eng A 378(1–2 SPEC. ISS):299–303
Mayr P. (2007) Evolution of microstructure and mechanical properties of the heat affected zone in B-containing 9% chromium steels. Graz University of Technology
Schlacher C et al (2015) Investigation of creep damage in advanced martensitic chromium steel weldments using synchrotron X-ray micro-tomography and EBSD. Mater Sci Technol Technol 31(5):516–521
Wiednig C, Lochbichler C, Enzinger N, Beal C, Sommitsch C (2014) Dissimilar electron beam welding of nickel base alloy 625 and 9% Cr steel. Proced Eng 86:184–194
Dilthey U (2006) Schweißtechnische Fertigungsverfahren 1 Schweiß- und Schneidtechnologien, VDI-Buch. Springer-Verlag, Berlin
Wȩglowski MS, Błacha S, Phillips A (2016) Electron beam welding - techniques and trends - review. Vacuum 130:72–92
Pelzmann T (2014) Diploma thesis - study of creep behaviour of advanced 9%Cr steel welds for high temperature application. Graz University of Technology
Börner C, Pries H, Dilger K (2012) Use of the multiple-focus technology for an influence on weld seam geometry and hot cracking of nickel-based super alloys. DVS Media GmbH, Düsseldorf
Sabitzer C, Béal C, Enzinger N, Sommitsch C (2016) Microstructure and mechanical properties of MarBN steel electron beam welds. 42nd MPA-Seminar, Stuttgart
Abe F. (2014) Development of creep-resistant steels and alloys for use in power plants. In: Structural alloys for power plants: operational challenges and high-temperature materials, pp. 250–293
Pixner F, Duarte B, Blatesic D, Sabitzer C, Beal C, Enzinger N (2017) Influence of electron beam process parameters on microstructure and mechanical properties of MarBN steel welds. In: IIW doc IX-C-1075-17, IIW annual assembly, Sheanghai, China
Oñoro J (2006) Martensite microstructure of 9-12%Cr steels weld metals. J Mater Process Technol 180(1–3):137–142
Sam S, Das CR, Ramasubbu V, Albert SK, Bhaduri AK, Jayakumar T, Rajendra Kumar E (2014) Delta ferrite in the weld metal of reduced activation ferritic martensitic steel. J Nucl Mater 455(1–3):343–348
Wei PS, Chuang KC, Ku JS, Debroy T (2012) Mechanisms of spiking and humping in keyhole welding. IEEE Trans Components, Packag Manuf Technol 2(3):383–394
Pandey C, Saini N, Mahapatra MM, Kumar P (2017) Study of the fracture surface morphology of impact and tensile tested cast and forged (C&F) grade 91 steel at room temperature for different heat treatment regimes. Eng Fail Anal 71:131–147
Blach J, Falat L, Ševc P (2009) Fracture characteristics of thermally exposed 9Cr-1Mo steel after tensile and impact testing at room temperature. Eng Fail Anal 16(5):1397–1403
Schlacher C, Béal C, Sommitsch C, Mitsche S, Mayr P (2015) Creep and damage investigation of advanced martensitic chromium steel weldments for high temperature applications in thermal power plants. Sci Technol Weld Join 20(1):82–90
National Institute for Materials Science (2012) NIMS creep data sheet no. 48A. Tsukaba
Abe F, Tabuchi M, Tsukamoto S, Liu Y (2014) Alloy design of tempered martensitic 9Cr-boron steel for A-USC boilers. In: Advances in materials technology for fossil power plants: proceedings from the seventh international conference, pp. 1127–1138
Rabl A, Pixner F, Duarte B, Blatesic D, Béal C, Enzinger N (2018) Improving the integrity and the microstructural features of electron beam welds of a creep-resistant martensitic steel by local (de-)alloying. Weld World 1–8
Acknowledgments
Open access funding provided by Graz University of Technology. The K Project Network of Excellence for Metal JOINing is fostered in the frame of COMET—Competence Centers for Excellent Technologies by BMWFW, BMVIT, FFG, Upper Austria, Styria, Tirol, and SFG. The program COMET is handled by FFG. The investigated material was supplied by Böhler Edelstahl GmbH & Co KG.
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission IX - Behaviour of Metals Subjected to Welding
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Rabl, A., Pixner, F., Blatesic, D. et al. Influence of the focus wobbling technique on the integrity and the properties of electron beam welded MarBN steel. Weld World 63, 715–724 (2019). https://doi.org/10.1007/s40194-018-00700-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-018-00700-1