
Abstract
Residual stresses are one of the major factors influencing the fatigue strength of welded components. However, the current IIW bonus factor concept for the mean stress correction is limited to a qualitative evaluation of residual stress effects. By combining residual stress measurements and fatigue testing, the authors derive an improved bonus factor concept that considers residual stresses quantitatively. The proposed concept considers the combined effect of load mean stresses and cyclically stabilized residual stresses. It is pointed out that the yield strength is not a capable measure to determine whether residual stresses have “low” or “extreme” impact on the fatigue strength of welded steels. It is rather recommended to evaluate residual stress effects based on the effective stress ratio reflecting local loading conditions.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Residual stresses may have severe influence on the fatigue strength of welded components. The current IIW recommendations for fatigue design of welded structures assume high tensile residual stresses conservatively [1]. This accounts for unknown residual stress conditions from manufacturing such as welding and on-site mounting. The fatigue design S-N curves within this IIW recommendation are provided for high tensile mean stresses accordingly. Thus, local mean stresses present in real stresses and its effects are normally neglected. However, this guideline provides a bonus factor concept for the consideration of mean stress effects if more detailed information on the real residual stress condition is available. The bonus factor for the enhancement of the design reference fatigue strength (FAT) ranges from 1 to 1.6 depending on the residual stress conditions (“low”, “moderate”, extreme”). This concept works well in theory, but in practice it is very hard to classify the present residual stress state in one of these groups. Consequently, residual stresses may be overestimated and this concept may result in overconservative fatigue designs.
Another problem with classifications of residual stress conditions in “low”, “moderate” and “extreme” is that these groups are most often related to the yield strength of the construction material. It was shown earlier that the yield strength is not a capable measure for residual stress generation or residual stress effects [2]. The magnitude of residual stresses is not as important as their stability under service loading conditions.
Nowadays, the mechanisms of residual stress generation from welding are well understood [3–6]. Residual stresses can be controlled to some extent through the manufacturing chain by controlling heat input, shrinkage constraints and adaption of weld procedures. Alternatively, post-weld heat treatment methods are available to reduce tensile residual stresses or to generate compressive residual stresses [7]. Further residual stresses from manufacturing can be examined by structural designers by means of experimental or numerical methods efficiently. Consequently, structural designers demand for a design concept that allows to consider real residual stress states within the design process rather than to use vague residual stress classifications.
This paper presents an approach to consider residual stresses and load mean stresses in fatigue design of welded steel components quantitatively. The given approach here is based on own experimental fatigue data and residual stress measurements obtained for the structural weld detail longitudinal stiffener. The residual stresses were analysed before and after fatigue loading, and residual stress relaxation due to mechanical loading is hence considered. It is pointed out that residual stresses shall be assessed in relation to the fatigue loading rather than in relation to the base metal’s yield strength. Further, this work gives an example on how residual stresses of certain magnitudes can be used to determine realistic mean stress effects and will answer the question whether residual stresses of a certain value are “high” or “low” in terms of its effects on fatigue strength.
2 Background
2.1 Effects of applied mean stresses and residual stresses on fatigue strength
Residual stresses affect the crack propagation in welded steels. At alternating tension-compression loading (stress ratio R = σ min / σ max = −1), fatigue crack growth is accelerated by tensile residual stresses while compressive residual stresses reduce crack propagation speed. In consequence, components with tensile residual stresses show lower fatigue life than components with compressive residual stresses [2].
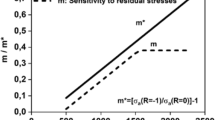
In terms of fatigue design, residual stresses are often treated as load mean stresses. Mean stress effects on fatigue strength of welded components are considered by help of the sensitivity to mean stresses m* according to Schütz [8]. This value m* describes the reduction of the fatigue strength σ a,R due to applied mean stresses σ m. For the fatigue design of welds m* is defined in dependence of the stress ratios. The sensitivity to mean stresses m* usually decreases with increasing mean stresses and is described by:
Hobbacher [1] and Sonsino [9] identified m* for welds without residual stresses to m* 1 = 0.33 and m* 1 = 0.2 (−1 ≤ R ≤ 0), respectively, and m* 2 = 0.1 (0 < R ≤ 0.5) (Table 1). However, the identification of m* for welds containing residual stresses is difficult as m* is a function of the residual stresses and decreases with increasing tensile residual stresses. That is why the IIW recommendations [1] propose mean stress independent behaviour for welds containing high tensile residual stresses (m* = 0). At higher stress ratios, residual stress effects become less severe due to the interaction of load mean stresses and tensile residual stresses. Residual stress effects usually disappear at very high stress ratios (R > 0.5). Within the IIW recommendations for fatigue design of welded structures [1], this is reflected by a uniform bonus factor of 1.0 for all three residual stress conditions at load ratios of R > 0.5.
Further, residual stresses may be subject to change under mechanical loading. Neglecting residual stress relaxation is conservative in case of tensile residual stresses but may lead to a wrong assessment of residual stress effects.
2.2 Residual stress relaxation
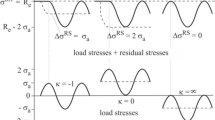
Speaking generally, residual stresses are always limited by the material’s yield strength. Residual stress relaxation occurs if the sum of load stresses and residual stresses theoretically exceeds the yield strength. The magnitude of residual stress relaxation is influenced by the maximum total stress applied and increases with increasing load stress.
Residual stress relaxation can be observed in cases of static and cyclic loading. Typically, four cases of residual stress relaxation may occur (Fig. 1) [7]. Stable residual stresses can be expected in cases of low initial residual stresses and low applied load stresses (case 1). This may be observed for instance in welds with low-stress concentration that are made from high-strength materials. Case 2 describes residual stress relaxation according to the cyclic yield strength. The residual stresses are degraded in this case incrementally due to cyclic softening. Cases 3 and 4 both describe initial residual stress relaxation according to the static yield strength which may accompanied by cyclic softening (case 4).

General cases of residual stress relaxation according to Vöhringer [7]
Cases 3 and 4 according to Vöhringer are best suited to describe the residual stress relaxation in welded steels. It was observed that residual stress relaxation in welded steels is a function of the magnitude of the initial residual stresses, the maximum applied stresses (sum of load mean stresses and stress amplitude) and, to some extent, the number of load cycles applied [10, 11]. It was shown that most of the residual stress relaxation occurs initially whereas residual stress relaxation due to cyclic softening is usually of second order. Thus, the authors use the residual stress values after N = 10,000 load cycles and consider this value as cyclically stable [12, 13].
Theoretically, residual stress relaxation can be calculated using numerical or analytical models. The accuracy of such models is highly dependent on the correct assumption of mechanical material properties which are in engineering practice normally unknown. Therefore, the authors proposed a phenomenological model (details are given in [14]) to describe the residual stress relaxation based on the experimental results (Fig. 2). This model was derived from own data for longitudinal stiffeners made from S355NL and S960QL. It was found that the stabilized residual stresses at the location of fatigue crack initiation σ RS,N=10,000 can be estimated by:

Estimation of residual stress relaxation in welded longitudinal stiffeners [14]
This approach describes the effects of cyclic loading on the residual stresses at the weld notch. The cyclically stabilized residual stresses after N = 10,000 load cycles σ RS,N=10,000 can be estimated based on the yield strength of the material f y, the initial residual stresses σ RS,N=0 and the highest load stresses σ LS. The highest load stresses σ LS reflect the maximum and minimum stress during fatigue loading depending on the sign of the initial residual stresses (tensile initial residual stresses σ LS= σ max; compressive initial residual stresses σ LS= σ min). In the following, this model will be used to evaluate the mean stress sensitivity under consideration of stabilized residual stresses.
However, this model was tested with experimental results for butt welds from Farajian [15]. It was found that it can also be used as a conservative approximation to describe residual stress relaxation of tensile residual stresses for this weld type.
3 Experimental work
Fatigue tests on longitudinal stiffeners were conducted under variation of the base metal (steel grades S355NL and S960QL according to EN 10025) and the initial residual stresses (as-welded, annealed, pre-loaded in tension). The experimentally derived fatigue strengths of the different test series were used to derive the nominal sensitivity to mean stresses as well as to derive an “effective” sensitivity to mean stresses m* eff under consideration of stabilized residual stresses. The effective sensitivity to mean stresses m* eff is determined by replacing the nominal mean stress with the sum of the mean stresses and cyclically stabilized residual stresses in the Haigh diagrams (Sections 3.1 and 3.2)
This nominal stress-based approach has been used in simplified form for welded steels earlier by Nitschke-Pagel [12] and Sonsino [16]. It was shown that the combined treatment of nominal mean stresses and local residual stresses is suitable to describe the combined influence of both stress components if stress concentration effects are considered in the determination of stabilized residual stresses.
All samples used were made by general metal arc (GMA) welding with solid wire filler metal of matching strength. Details on the specimen preparation and fatigue tests were given earlier and thus not discussed here again [13]. The initial residual stresses at the weld toe were determined by means of X-ray diffraction in the loading direction. Stresses were calculated using the sin2Ψ-method from {211}-ferrite/martensite diffraction patterns by Cr-radiation. The diffraction patterns were obtained by a 2-mm round diameter collimator. Initial residual stresses were determined at a minimum number of three samples each condition (Table 2).
3.1 Nominal fatigue strength of samples in different residual stress conditions
Fatigue testing was carried out at three stress ratios (R = −1, R = 0 and R = −3) in servo-hydraulic testing machines. In addition to that, some tests with a constant mean stress of 100 MPa were done. Each S-N curve was established with 12 to 25 specimens depending on the individual scatter. Test series with small residual stress effects (R = 0) were tested with a reduced number of five to ten samples. The S-N curve was estimated using linear regression and the characteristic fatigue strength σa,R at N = 2,000,000 load cycles (probability of survival is 50%) was determined. All results were used to create a Haigh diagram for both materials S355NL and S960QL accordingly (Fig. 3). It can be seen from these diagrams that the fatigue strength amplitude σa,R is a function of the applied stress ratio and is further depending on the specimen condition. This could be observed in the case of both steel grades S355NL and S960QL

Fatigue test results of fillet welded longitudinal stiffeners in different sample conditions as-welded (AW), thermally stress-relieved (SR) and pre-stressed (PS). S355NL (left) and S960QL (right)
The S355NL samples showed as-welded a fatigue strength of approximately σa,R 40 MPa independently of the load stress ratio. Thermally, stress-relieved and pre-stressed specimens showed an increase of fatigue strength with decreasing load mean stresses. Samples made from S960QL showed as-welded and thermally stress-relieved very similar fatigue strengths throughout all investigated stress ratios. Pre-stressed samples showed significantly higher fatigue strength and a clear dependency on the stress ratio.
3.2 Fatigue strength assessment based on effective mean stresses
In a next step, the experimentally determined fatigue strengths are plotted over the effective mean stresses σ m,eff (sum of nominal load stresses σ m applied in fatigue testing and the stabilized residual stresses in the loading direction). For the determination of the stabilized residual stresses, the authors used their experimentally based model, Eq. (4).
It can be seen from the data that the fatigue strength of both materials and all specimen conditions is a function of the effective mean stresses (Fig. 4). All data points are within one scatter band describing an increase of the fatigue strength with decreasing effective mean stresses.

Fatigue strength as a function of effective mean stresses
In good approximation, the data points are described by a three-parted polygon. The effective sensitivity to mean stresses is determined to m* eff = 0 for effective stress ratios of R eff > 0.5 (R eff calculated from effective mean stresses). The effective sensitivity to mean stresses is m* eff = 0.2 between −1 ≤ R eff ≤ 0.5 and increases further to a value of m* eff = 0.4 at lower effective mean stresses.
4 Discussion
Structural designers are currently limited to the consideration of tensile residual stresses—compressive residual stresses of a certain magnitude cannot be evaluated by the latest IIW recommendations. The existing bonus factor concept of IIW requires that the structural designer is capable to justify whether a determined residual stress condition is reflected by one of the groups “low”, “medium” or “extreme”. It was pointed out in this work that this may lead to overconservative fatigue designs and that the bonus factor concept could be highly improved if residual stresses were considered quantitatively.
The fatigue strength of longitudinal stiffeners was investigated in a variety of specimen conditions. It was observed that the fatigue strength of some of the test series is dependent on the load stress ratio while other test series are unaffected by mean stresses. The nominal sensitivity to mean stresses m* ranges from 0.03 to 0.40 (Table 3). The residual stresses at the location of crack initiation were determined and it was observed that four specimen conditions showed tensile residual stresses and two specimen conditions showed compressive residual stresses. However, a direct correlation of the residual stresses and m* the proven residual stresses cannot be made (Tables 2 and 3).
The fatigue strength is found to be a function of the effective mean stresses under consideration of residual stress relaxation. It was shown that the effective mean stress is a capable measure to describe the increase of fatigue strength with decreasing effective stress ratio. All data from different steel grades and sample conditions were found to be describable by a three-parted polygon (Fig. 4) although residual stresses vary highly within the different test series. Consequently, the innovation of the proposed approach here is that the given values for m* eff are applicable to different residual stress conditions. The determined function of m* eff for residual stress-containing welds is in good agreement with known mean stress effects on residual stress-free components. It is comparable to IIW’s current bonus factor concept for residual stress-free components and also comparable to literature values for m* published by Sonsino [9]. This emphasizes the suitability of treating stabilized residual stresses as mean stresses.
The application of effective mean stresses reveals that the fatigue strength reaches a lower bound value at effective stress ratios of R eff > 0.5. Consequently, in the case of longitudinal stiffeners, stabilized residual stresses of approximately 120 MPa would be sufficient to cause mean stress-independent behaviour and shall thus be classified as “extreme”. That would correspond to only 30% of the yield strength in the case of S355NL and to only 0.12% in the case of S960QL. This indicates clearly that the yield strength cannot be used as a measure for residual stress effects. Thus, the simple relation of proven residual stresses to the material’s yield strength may result in severe misjudgement of the expected residual stress effects. The data shown in this paper clearly show that high residual stress effects are to be expected even if the residual stresses are far below the yield strength.
The given approach here of effective mean stresses allows to predict the success of residual stress-based post-weld treatment methods as well. It can be seen from S960QL as-welded and annealed specimens that the heat treatment does not necessarily result in an increase of fatigue strength. The residual stresses in an as-welded condition are already low enough to allow for mean stress-dependent fatigue design.
The current bonus factor concept from IIW recommendations can now be easily improved. This can be achieved by replacing nominal mean stress through the effective mean stress (Fig. 5). The proposed bonus factor f(σ m,eff ) is normalized to the FAT class of the weld detail at R eff = 0.5. The bonus factor f(σ m,eff ) increases at lower stress ratios with a slope of m* eff = 0.2 between −1 ≤ R eff < 0.5 and reaches f(σ m,eff ) = 1.6 at R eff = −1. The slope increases to m* eff = 0.4 at lower effective mean stresses R eff < −1 as found in the described experiments. Now, only one curve for the bonus factor is applicable for all different residual stress states. This means that the structural engineers no longer need to classify the weld detail of interest and its residual stress state in one of the three current IIW residual stress groups.

Bonus factor and slope of the S-N curve in dependence of the effective mean stress
The new bonus factor as a function of effective mean stress is very similar to the current bonus factor for components containing “low” residual stresses between −1 ≤ R eff > 0.5 but allows the estimation of negative effective mean stress effects as well. It enables the user to consider real residual stresses quantitatively in fatigue design. In addition to f(σ m,eff ), Fig. 5 contains an estimation of the slope k(σ m,eff ) of the S-N curve. It was observed in fatigue testing that the slope becomes shallower with increasing fatigue strength. The given stepped function of k(σ m,eff ) is a conservative approximation of the slope determined from the experimental S-N curves.
5 Summary
The authors propose an adjustment of the current IIW bonus factor concept by replacing the nominal stress ratio with the effective stress ratio. It was shown that the effective mean stress is a capable measure to describe the combined effect of load mean stresses and residual stresses. The determination of the effective mean stress shall consider the local cyclically stabilized residual stress state.
Overall, the presented values here of m* eff are in good agreement with those in the IIW recommendations and the literature. It was pointed out that the presented approach here is comparable to that of the current IIW-recommendations for residual stress-free components. The proposed model completes the IIW bonus factor concept with the possibility to evaluate the effects of compressive mean stresses and compressive residual stresses. Further, the newly developed model is capable of justifying whether residual stresses have a severe effect on the fatigue strength or not. It was clearly shown that the yield strength of construction steels is not suitable to describe residual stress effects. Residual stresses must rather always be evaluated in relation to the applied load mean stress.
The proposed normalized bonus factor f(σ m,eff ) here can be used to estimate S-N curves of weld details containing arbitrary residual stresses. The effect of decreasing slope of the S-N curve k(σ m,eff ) with increasing fatigue strength is widely known but not accounted for yet.
Of course, this model is supposed to be tested with more fatigue and residual stress data, especially of other joint types. However, the authors believe that the combined treatment of residual stresses and load mean stresses will allow for a more accurate fatigue design of welded steel components in future.
Change history
20 May 2021
A Correction to this paper has been published: https://doi.org/10.1007/s40194-021-01140-0
References
Hobbacher A (2009) Recommendations for fatigue design of welded joints and components. Welding Research Council, New York
Wohlfahrt H (1988) “Einfluss von Eigenspannungen und Mittelspannungen auf die Dauerschwingfestigkeit,” in Dauerfestigkeit und Zeitfestigkeit, VDI-Bericht 661. VDI-Verlag, Düsseldorf, pp 99–127
Wohlfahrt H (1986) “Die Bedeutung der Austenitumwandlung für die Eigenspannungsentstehung beim Schweißen (in German),” Härtereitechnische Mitteilungen (41): 248–257
Nitschke-Pagel T and Wohlfahrt T (1992) Residual stress distribution after welding as a consequence of the combined effect of physical, metallurgical and mechanical sources, in Mechanical Effects of Welding IUTAM Symposium, Lulea
Nitschke-Pagel T, Dilge K (2006) Eigenspannungen in Schweißverbindungen—Teil 1: Ursachen der Eigenspannungsentstehung beim Schweißen. Schweissen und Schneiden 58(9):466–479
Macherauch E, Wohlfahrt H (1977) Different sources of residual stress as a result of welding, in Conference on Residual Stresses in Welded Constructions and their Effects, London
Vöhringer O (1987) Relaxation of residual stresses by annealing or mechanical treatment, in Advances in Surface Treatments—International Guidebook on Residual Stresses, Pergamon Press pp. 367–396
Schütz W (1967) Über eine Beziehung zwischen der Lebensdauer bei konstanter und bei veränderlicher Beanspruchungsamplitude. Zeitschrift für Flugwissenschaften 15(11):407–417
Sonsino C (2009) A consideration of allowable equivalent stresses for fatigue design of welded joints according to the notch stress concept with reference radii rref = 1.00 and 0.05 mm. Weld World (53): 64–75
Nitschke-Pagel T, Wohlfahrt H (2000) Resdiual stress relaxation in welded high strength steels under different loading conditions, in International Confernece on Residual Stresses 6, 10.-12.07., Oxford, UK
Farajian M, Nitschke-Pagel T, Dilger K (2010) Mechanisms of residual stress relaxation and redistribution in welded high-strength steel specimens under mechanical loading. Welding in the World 54(11–12):366–374
Nitschke-Pagel T (1995) Eigenspannungen und Schwingfestigkeitsverhalten geschweißter Feinkornbaustähle. Dissertation TU Braunschweig, Clausthal-Zellerfeld: Papierflieger
Hensel J, Nitschke-Pagel T, Dilger K (2016) Effects of residual stresses and compressive mean stresses on the fatigue strength of longitudinal fillet welded gussets. Welding in the World 60(2):267–281
Hensel J, Nitschke-Pagel T, Dilger K (2016) Residual stress relaxation in welded steel joints—an experimentally-based model, in International Conference on Residual Stresses ICRS10, Sydney
Farajian M (2011) Stability and relaxation of welding residual stresses. Dissertation TU Braunschweig, Aachen: Shaker Verlag
Sonsino C (1994) Über den Einfluß von Eigenspannungen, Nahtgeometrie und mehrachsigen Spannungszuständen auf die Betriebsfestigkeit geschweißter Konstruktionen aus Baustählen. Mat-wiss u Werkstofftech 25:97–109
Acknowledgements
The authors thank the German Research Foundation (DFG) for the funding. This work was part of the TP-G2 of the DFG-AIF research cluster IBESS (Integrale Bruchmechanische Ermittlung der Schwingfestigkeit von Schweißverbindungen).
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures
The original version of this article for Retrospective Open Access
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hensel, J., Nitschke-Pagel, T. & Dilger, K. Engineering model for the quantitative consideration of residual stresses in fatigue design of welded components. Weld World 61, 997–1002 (2017). https://doi.org/10.1007/s40194-017-0467-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-017-0467-4