
Abstract
The Additive Manufacturing Benchmark Test Series (AM Bench) is a broad effort to produce rigorous measurement datasets for validating AM computer simulations across the range of processing, structure, and properties, for many additive manufacturing (AM) build methods and material classes. Here, the microstructures of nickel alloy 718 AM Bench 2022 test artifacts produced using laser-based powder bed fusion (PBF-LB), in both as-built and fully heat-treated conditions, are examined. Cross sections are primarily characterized using large area scanning electron microscopy (SEM) electron backscatter diffraction (EBSD) and example analyses of the crystallographic textures are described. These data are part of a large set of in situ and ex situ measurements from both three-dimensional builds and laser tracks on bare plates. All the measurement data are available online with download links at www.nist.gov/ambench.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Laser powder bed fusion (PBF-LB) additive manufacturing (AM) of metal alloys typically produces extreme compositional gradients, unexpected phases, heterogeneous microstructures, and high residual stresses [1, 2]. These complications also affect the microstructure evolution during post-build heat treatments, often making it necessary to develop entirely new heat treatment protocols [3]. Computational simulations can be used to address some of these challenges, but model validation using rigorous measurement data is a critical requirement. Ideally, such measurements should cover the full range of processing-structure-properties and include detailed information on all process variables and modeling boundary conditions.
The Additive Manufacturing Benchmark Series (AM Bench) was established by the National Institute of Standards and Technology (NIST) to provide these critical data to the AM modeling community [4,5,6]. This paper describes the two-dimensional (2D) microstructure characterization measurements of three dimensional (3D) builds that were carried out as part of the AMB2022-01 set of benchmarks. For a comprehensive overview of this set of benchmarks, please see the AM Bench 2022 conclusions paper [6] and the AM Bench website at https://www.nist.gov/ambench.
The AM Bench AMB2022-01 set of benchmarks includes PBF-LB 3D builds of nickel alloy 718 with extensive in situ and ex situ measurements; including in situ thermography [7]; large-area 2D microstructure characterization (this paper); 3D microstructure characterization using automated serial sectioning [8]; residual stress measurements using neutron diffraction [9], synchrotron X-ray diffraction [10], and mechanical release [9]; deflection measurements upon partial cutting of the artifact off the build plate [11]; transmission electron microscopy (TEM) [12]; high-energy synchrotron X-ray diffraction [12]; and in situ small-angle X-ray scattering during heat treatment [12]. The as-built parts (test artifacts) were cross sectioned for scanning electron microscopy (SEM) microstructure characterization across large sample areas using electron backscatter diffraction (EBSD). Additional as-built test artifacts were heat treated using a two-step annealing process designed to eliminate the as-built microstructure and produce hardening precipitates. These artifacts were also cross sectioned and examined using EBSD.
This paper is a data descriptor article that describes the sample and experimental methods. Analyses of the measurement results will be published separately. Due to length constraints, only a representative subset of the EBSD measurements is included in this paper. The complete set of AMB2022-01 SEM measurement data is available online via the NIST Public Data Repository [13].
PBF-LB Builds of Nickel Alloy 718
Test Artifacts
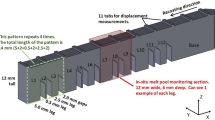
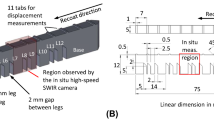
The AMB2022-01 test artifacts have a bridge structure geometry that has 12 legs of varying size, as shown in Fig. 1. Full details about the sample design, processing conditions, laser scan path, powder characterization, and benchmark measurements can be found at https://www.nist.gov/ambench/amb2022-01-benchmark-measurements-and-challenge-problems. All the legs are solid except for leg 10 (L10) that is hollow with thin internal walls. Four identical bridge-structure parts (labeled P1 to P4) and two recoater guides (labeled G1 and G2) are fabricated on each commercially sourced alloy 718 build plate, as shown in Fig. 2. The gas flow and recoating directions are shown in (Figs. 1, 2a). Figure 3 shows a schematic of an individual AMB2022-01 test artifact. All alloy 718 builds were conducted using powder from a single lot, and the chemical composition of the powder is provided in Table 1.

Overview of the AMB2022-01 bridge structure geometry with labeled legs (e.g., L1 to L12), hollow L10, and region where in situ thermography is used

a Geometric layout of the four bridge structure parts (P1 to P4), two recoater guides (G1 & G2), and AMMT coordinate center on the build substrate. b Photograph of Build #7 (B7) with labeled parts

Plan (top) and elevation (bottom) views of the AMB2022-01 bridge structure external geometry. Part 1 (P1) is the only part to include in situ thermography
Builds were conducted using the NIST Additive Manufacturing Metrology Testbed (AMMT), which is a NIST-designed and built laser-processing metrology platform with full PBF-LB capabilities [14]. Table 2 gives the nominal processing parameters and conditions used for the AMB2022-01 builds. The laser scan strategy alternates between 90° (Y direction) for odd-numbered layers, and 0° (X direction) for even-numbered layers. The laser diameter is specified as D4σ which is four standard deviations of the measured laser power distribution function. Further details about the build process can be found online in the NIST Public Data Repository [15].
Post-Build Thermal Processing
Metal alloy components are typically subjected to annealing and/or hot isostatic pressing treatments to achieve the desired microstructure and material behavior for a given application. This is true for almost all AM-built alloys whose microstructures generally bear little resemblance to alloy microstructures obtained through more traditional processing routes. The heat treatment used for AMB2022-01 was developed by NIST and includes a homogenization step followed by precipitation hardening. Sample preparation used the following steps:
-
Sample cutting using electrical discharge machining (EDM)
-
Ultrasonic cleaning in acetone followed by ultrasonic cleaning in ethanol
-
Vacuum encapsulation including prolonged pumping to high vacuum
-
Annealing at 1175 °C for 1 h (homogenization)
-
Water quench
-
Ultrasonic cleaning in acetone followed by ultrasonic cleaning in ethanol
-
Vacuum encapsulation to high vacuum
-
Annealing at 720 °C for 16 h (precipitation)
-
Water quench
2D Cross Sections
2D XZ and XY cross sections of the as-built and heat-treated samples were examined using EBSD. Figure 4 shows an optical image of an XZ midplane cross section of sample AMB2022-718-AMMT-B7-P1-L7-L8-L9-O1 (as-built). This refers to build 7 (B7), part 1 (P1), and a sample section composed of legs L7, L8, and L9 (L7-L8-L9-O1). A detailed description of the naming convention may be found at https://www.nist.gov/ambench/amb2022-01-benchmark-measurements-and-challenge-problems. The regions outlined by the green, red, and yellow boxes designate approximate locations of large-area EBSD montages. The red and green regions extend at least 500 μm into the baseplate. The same regions of the heat-treated sample, AMB2022-718-AMMT- B6-P2-L7-L8-L9-O1, were also measured. Similarly, EBSD data were acquired from an XZ cross-sectional cut from the midpoint of a 2.5 mm leg from both as-built and heat-treated test artifacts. Table 3 shows the sample IDs for the various cross sections that were measured.

Approximate SEM measurement locations for AMB2022-718-AMMT-B7-P1-L7-L8-L9-O1. The L7, L8, and L9 labels indicate leg numbers and the red, yellow, and green boxes show sample regions that were measured using EBSD
SEM Sample Preparation
After EDM cutting, samples were prepared by progressive polishing from 600 grit SiC paper down to 1 µm diamond suspension. Final surface preparation used vibro-polishing with 0.02 µm non-crystallizing colloidal silica for 16 h. Samples were cleaned successively in an ultrasonic bath in three solutions: soap/water, water, and ethanol.
Large Area Mapping
Imaging and data acquisition were performed using a JEOL Field Emission JSM-7100Footnote 1 with an Oxford Symmetry S2 EBSD detector with fore-scatter diodes and the Oxford Ultim Max EDS 100 mm2 silicon drift detector. Oxford AZtec software Ver 6.0 was used for EBSD analysis and to create large area maps. The SEM and EBSD measurement conditions are listed in Table 4. No noise reduction or de-twinning was used in processing these images.
Based upon experience with the 2018 AM Bench microstructure measurements [16] and interaction with the AM modeling community, it was decided to map the rectangular regions shown in Fig. 4 with a measurement spacing of 1 µm. This spacing can adequately resolve the smaller grains while allowing large sample areas to be examined. Large area montages of each colored box region were produced by acquiring and combining approximately 400 smaller EBSD maps in a regular grid with a 20% overlap between adjacent fields. Each individual field was (300 × 226) pixels. Each large area montage includes about 1 to 3 TB of data (including the saved EBSD patterns) and required approximately 50 h of data acquisition time.
Example Data
Figure 5 shows XZ cross-sectional EBSD data using an inverse pole figure (IPF) colormap relative to the X direction (IPF-X) of the L9 region (red box in Fig. 4) for the as-built condition. Measurements started deep enough into the baseplate to characterize the interface between the markedly different microstructures. The sampling resolution is 1 µm so the grain structure within the baseplate is well resolved. In contrast, Fig. 6 shows the corresponding IPF-X map for the fully heat-treated sample. Texture differences between the as-built and heat-treated microstructures will be described in the texture section.

IPF-X montage covering the entire L9 from an as-built specimen

IPF-X montage covering the entire L9 from a fully heat-treated specimen
Figure 7 shows the IPF-X map of the yellow box region in Fig. 4. This is the lower part of the bridge region connecting legs L8 and L9. Some differences in the grain structure are visible in different areas, including the upper legs, the middle and upper bridge region, and the areas above the notch. These differences are likely due to substantial variation in the local cooling rate and the presence of unmelted powder in the notch region. Local surface cooling rate data were acquired during the build [7] using in situ thermography and those data are available online [17]. The heat-treated material in Fig. 8 shows similar characteristics to that shown in Fig. 6 for the heat treated L9.

IPF-X montage covering the bridge (yellow box in Fig. 4) region from an as-built specimen

IPF-X montage covering the bridge (yellow box in Fig. 4) region from a heat-treated specimen
Figure 9a, b shows the as-built and heat-treated microstructures, respectively, of a thin (0.5 mm) leg. The microstructure of the as-built leg is less regular than what was observed for the medium-thickness leg shown in Fig. 5, primarily due to the larger fraction of material that was built adjacent to the powder along the sides of the leg. The depth of the build into the baseplate, the evolved microstructure following the heat treatment, and the large growth of the baseplate grains are visually similar to what was observed for the medium-thickness (2.5 mm) leg in Figs. 5, 6.

IPF-X montages covering the leg 8 (L8) region from (a) an as-built specimen, and (b) a heat-treated specimen
Figure 10a shows an IPF-X montage obtained from an as-built, medium-thickness (2.5 mm) leg cross-sectioned parallel to the build plate (XY plane) approximately halfway up the leg (2.5 mm from the baseplate). To give a feel for how these montage images were acquired and produced, each individual frame was (330 × 226) pixels at 1 µm/pixel, and a total of 330 frames were assembled to produce the montage (22 frames horizontal × 15 frames vertical) with an adjacent frame overlap of approximately 20%.

IPF-X montages of cross sections of (a) as-built and (b) heat-treated medium thickness legs (2.5 mm thickness), cut parallel to the baseplate (XY plane) approximately halfway up the leg (2.5 mm from the baseplate)
Figure 10b shows an IPF-X montage from the same cross section for a heat-treated 2.5 mm leg. The as-built sample is designated AMB2022-718-AMMT-B8-P3-L9, and the heat treated sample is AMB2022-718-AMMT-B8-P3-L6 as shown in Table 3. The pronounced square pattern of the microstructure in Fig. 10a results from the 90° rotation of the laser scan direction between successive layers. This is an excellent example of how the laser scan path affects microstructure, and thus the material properties. Very similar grain structures are observed in cellular automata grain growth models for AM Bench 2018 that used a similar square laser scan pattern [18]. The heat-treated microstructure shows little evidence of the square pattern of the as-built material, indicative of full recrystallization during heat treatment.
Figure 5 through Fig. 10 show the IPF-X maps for the examined regions. The full published data sets [13] include 1 µm resolution IPF-X, IPF-Y, and IPF-Z images for all three measured XZ plane areas and the one measured XY plane area, from both as-built and heat-treated samples, along with all the angular EBSD data in different formats.
Texture
Beyond the IPF colormaps, these datasets can be used to investigate texture and other microstructural features. Figures 11, 12, 13, 14, 15 and 16 and the descriptions that follow are provided as examples of insights that may be obtained from the data, but they are certainly not exhaustive. The software package mtex [19] was used in this analysis, using the montaged.ctf files available with the full published data sets [13]. As the EBSD data were montaged from many individual scans to create a single image, some slight misalignment and orientation changes at boundaries between individual scans are visible.


Pole figure scatter plots for the (a) as-built and (b) fully heat-treated L9 builds. Data were taken from R1. Pole figure key uses AM coordinate system

IPFs of average grain orientation for (a) as-built and (b) fully heat treated L9 builds for the X, Y, and Z sample directions. Data were taken from R1. Color bars are multiples of a uniform (random) distribution (MUD)

Misorientation from mean orientation for (a) as-built and (b) fully heat-treated L9 builds. Data were taken from R2 (400 µm edge length)

a Twin grain boundaries (thick white lines) and non-twin grain boundaries (thick black lines). b Merged grains and grain boundaries (thick black lines); all regions enclosed by the black lines are considered a single grain for grain intercept analysis. Data were taken from R2 (400 µm edge length)

Intercept length comparison between the as-built, heat-treated, and heat-treated with twin boundaries removed. Intercepts along the X and Z directions are plotted. 10 µm bin widths were used and plotted using a logarithmic y-axis
Table 3 shows the cross-sectional planes of the data provided in the AM coordinate system shown in Fig. 1. When necessary, a coordinate rotation is applied to align the EBSD measurement coordinate system with the AM coordinate system. A 10° threshold between adjacent pixels was used to determine grain boundaries throughout this analysis. Only the L9 XZ plane cross-sectional data (red box region in Fig. 4) were used in the examples shown.
Figure 11 shows the regions (R1 and R2) selected for additional analyses superimposed on a band contrast image for the a) as-built and b) heat-treated samples, shown in Figs. 5, 6, respectively. R1 is 2000 μm by 2000 μm and R2 is 400 μm by 400 μm (as well as pixels since 1 pixel = 1 μm). The region size and shape were chosen using the following four conditions: away from the edges of the build, square for common intercept line lengths in X and Z, a small field of view (R2) to show details of the analysis and grain scale details, and a large field of view (R1) for improved statistics. In addition to displaying the regions relative to the sample position, the band contrast value also shows some of the microstructural features and the boundaries of the build.
Figure 12 shows (100), (110), (111) scatter plot pole figures (PFs) for the a) as-built and b) heat-treated L9 builds. These data were taken from R1 in both microstructures for improved statistics and use the average orientation for each grain. The as-built (100) pole figure shows strong clustering in X and Y directions and a weaker clustering in the Z direction, while the (110) pole figure shows weak clustering in the Z direction. In contrast, the heat-treated sample shows a near-random texture in each pole figure, indicative of recrystallization as revealed previously in the EBSD data.
A complimentary texture data analysis is shown in Fig. 13, with filled contour IPF plots for the X, Y, and Z sample directions in the a) as-built and b) heat-treated L9 builds. Note that IPF colormaps and filled contour IPF plots show different data, but both are sometimes generically described as IPF data. IPF colormaps apply the colormap to individual orientations to show the spatial distribution of orientations, whereas filled contour IPF plots show the aggregate distribution of orientations in the entire region of interest. The data shown in Fig. 13 were taken from R1 in both microstructures for improved statistics and use the average grain orientation. The multiplicity from the crystal symmetry makes contour IPF plots more tractable compared to PF data, but there are still likely some effects from sampling size. The color bar shows multiples of a uniform (random) distribution (MUD).
For the as-built sample, the dominant [100] textures in the X and Y directions shown in Fig. 12 are visible here, but this style of plotting indicates a slight increase in texture in the X sample direction (≈ 3 MUD) compared to the Y sample direction (≈ 2 MUD) that isn’t as readily discernable in Fig. 12. The prevalence of crystal orientations in a wide orientation range between [100] and [110] crystal directions for the Z direction is also indicated but is not as intense (≈ 1.5 MUD). It is worth noting that the X–Y symmetry of the laser scan pattern may be disrupted by several factors, including the scan path lengths, the powder recoating, and probably most significantly the gas flow direction. For an example of how the gas flow direction can strongly affect the melt pool behavior for different scan directions, see the microstructure paper for the AMB2022-03 set of benchmarks [20]. These symmetry-breaking processes may explain the asymmetry in the texture intensities between the as-built X and Y directions.
For the heat-treated sample measurement data, the texture results are near random, but some slight orientation preference between the [110] and [111] crystal directions for the X and Y sample directions is indicated. For the sample Z direction, there is more of a cluster in the [110] direction. Comparing the texture plots from the as-built and heat-treated samples indicates a significant rotation away from as-built textures during heat treatment.
Additive manufacturing processes also have significant effects on the as-built sub-grain microstructure. Figure 14 shows a map of the angular misorientation of each EBSD measurement relative to the mean grain orientation for the a) as-built and b) heat-treated samples. To create this map, the mean orientation of each grain was calculated. Then, the angle between the orientation at each point inside the grain and the mean grain orientation was calculated and plotted in Fig. 14. The R2 regions were selected for this plot to show more grain level details.
In the as-built microstructure, there are significant grain orientation changes inside a grain, in many cases approaching 10°. While some of these orientation changes could be considered low angle grain boundaries, many of the orientation changes appear to be continuous changes over several micrometers. Many of the grain boundary definitions in the literature tacitly assume a sharp discontinuity or that the mean grain orientation is representative of the grain, both of which may need to be reconsidered for additive manufacturing analyses. For the heat-treated microstructure, the range of angles is much smaller (0° to ≈ 1°). There are some outliers, but these seem largely due to connectivity between grains with boundaries slightly less than the 10° grain boundary threshold. Similar incremental grain rotation results have been observed in 3D serial sectioning experiments of the AM Bench 2018 (nickel alloy 625) and AM Bench 2022 (alloy 718) 3D builds [8].
As shown in Figs. 5, 6, the heat-treatment causes a significant change in the microstructure. This change also adds to some challenges in the analysis of the data. During heat treatment, annealing twins may form. Whether or not a twin boundary should be included as a grain boundary is an open question. To discern annealing twins, grain boundaries were separated into those conforming to a twinning orientation relationship and those that do not. A twinning relationship consisting of a 60° rotation about the (111) axis ([111]a||[111]b and [0 1 -1]a||[0 -1 1]b for orientations a) and b) was used with a tolerance of 3°. Figure 15a highlights the grain boundaries that meet the twin boundary criteria (highlighted in white lines) and those that do not (highlighted in black lines). A majority of the grain boundaries detected meet the criteria for a twin boundary. Figure 15b shows the microstructure after merging the grains that were separated by a twin boundary. (Twin boundaries are no longer considered grain boundaries). One of the challenges with merging grains is that merging does not require that the entirety of a boundary meets the twinning criteria. If any portion of the boundary meets the twinning criteria, the two adjacent grains are merged, an example of which can be seen by examining the grain boundaries denoted by the black arrows in Figs. 15a, b.
Whenever measurements are used to validate computer simulations, it is important to use quantitative metrics [21, 22]. This is particularly difficult when comparing measured and simulated microstructures where there is such a large variety of possible metrics available to choose from. Here, linear grain boundary intercept lengths in X and Z were chosen as a simple metric to quantitatively describe the grain size and shape. This approach was chosen as part of AM Bench 2022 [13] because it does not assume approximately spherical or elliptical grain shapes which are inappropriate for as-built microstructures and the X and Z axes align with the build geometry. Histograms of the number of intercept lengths in X and Z are shown in Fig. 16 for as-built, heat-treated, and heat-treated with twin boundaries removed conditions. Region R1 from each microstructure was used, and due to the wide range in the number of intercepts, the results are plotted on a logarithmic scale. The number of lines was chosen to be 30 equispaced lines in each direction to avoid alignment with the hatch spacing width and number of hatches (≈ 18 hatches in R1).
In the as-built condition, there are only a few intercept lengths in the X direction that exceed the hatch length of 110 µm. Along the Z (build) direction, hatch length is not directly relevant and epitaxial growth of nickel-based alloys often produces grain sizes much larger than the layer spacing (40 µm for these builds). As shown in Fig. 16, the intercept length distributions for the X and Z directions are very similar with very few grains larger than 110 µm. This is unlike the large grain elongation along the Z direction observed in nickel alloy 625 for AM Bench 2018 [16] where grain sizes commonly exceeded 500 µm. Because the process conditions and alloys were both significantly different between the 2018 and 2022 builds, this different grain growth behavior cannot be tied to a specific cause. In the heat-treated condition, there is some grain growth, but the distributions still do not appear substantially different from the as-built condition. However, when the twin boundaries are merged, much larger intercept lengths are observed. This shifts the distributions significantly toward larger intercept lengths, and a few intercept lengths now exceed 300 µm.
Summary
Bridge structure test artifacts featuring legs of different thicknesses were built using PBF-LB of alloy 718 as part of the AMB2022-01 set of benchmark measurements for AM Bench 2022 [6, 7]. Samples were examined in both as-built and heat-treated conditions using large area EBSD, including cross sections of 2.5 mm legs, 0.5 mm legs, and part of the connecting bridge structure. Cross sections were made both perpendicular and parallel to the build plate. Large area montages were produced by automated stitching of about 400 smaller EBSD maps from each examined region.
On a plane parallel to the baseplate (XY plane), the shapes of the as-built grain microstructures exhibit a pronounced square-grid arrangement following the laser scan pattern from the build process. In contrast to the highly elongated grains perpendicular to the baseplate (Z direction) that were observed in nickel alloy 625 PBF-LB builds from AM Bench 2018 [8, 16], these grains break up quickly along the Z direction with lengths comparable to the grain sizes along the X and Y directions. The XZ plane EBSD montages extend into the baseplate, allowing the transition between the baseplate and build microstructures to be examined.
All the EBSD montages from the heat-treated samples show markedly different microstructures than the as-built samples, with near random texture and roughly equiaxed grain shapes. The XZ plane EBSD montages that include the baseplate material show drastically different grain growth behaviors in the baseplate, with the baseplate exhibiting massive grain growth and the as-built material showing little change in grain size. This difference is likely caused by grain boundary pinning within the as-built material, but TEM measurements were not conducted to identify the pinning mechanism.
Example texture studies were carried out on two separate square regions of the as-built and heat-treated XZ cross sections of 2.5 mm thick legs. These studies used scatter plot pole figures, filled contour IPF plots, angular misorientation maps, annealing twin maps, and histograms of linear grain boundary intercept lengths. Pronounced texture of the as-built material is contrasted with the nearly random texture of the heat-treated microstructure. Linear intercept histograms are the approach used for the AMB2022-01 and AMB2022-05 microstructure challenge problems [13].
Data Availability
The data included in this paper are just a representative subset of the complete digital datasets that are available from AM Bench through the NIST public data repository. The 2D microstructure datasets associated with this benchmark are accessible online [13]. These data are part of a much larger data collection acquired and provided by AM Bench. Detailed information on AM Bench, including measurement descriptions and data links, can be found on the AM Bench website at https://www.nist.gov/ambench . For information on the complete set of AM Bench 2022 benchmarks, please refer to the AM Bench 2022 overview paper [6].
Notes
Certain equipment, instruments, software, or materials are identified in this paper in order to specify the experimental procedure adequately. Such identification is not intended to imply recommendation or endorsement of any product or service by NIST, nor is it intended to imply that the materials or equipment identified are necessarily the best available for the purpose.
References
Keller T, Lindwall G, Ghosh S, Ma L, Lane BM, Zhang F, Kattner UR, Lass EA, Heigel JC, Idell Y, Williams ME, Allen AJ, Guyer JE, Levine LE (2017) Application of finite element, phase-field, and CALPHAD-based methods to additive manufacturing of Ni alloys. Acta Mater 139:244–253. https://doi.org/10.1016/j.actamat.2017.05.003
Strantza M, Ganeriwala RK, Clausen B, Phan TQ, Levine LE, Pagan D, King WE, Hodge NE, Brown DW (2018) Coupled experimental and computational study of residual stresses of additively manufactured Ti-6Al-4V components. Mater Lett 231:221–224. https://doi.org/10.1016/j.matlet.2018.07.141
Stoudt MR, Lass EA, Ng DS, Williams ME, Zhang F, Campbell CE, Lindwall G, Levine LE (2018) The influence of annealing temperature and time on the formation of δ-phase in additively-manufactured inconel 625. Metall Mater Trans 49A:3028–3037. https://doi.org/10.1007/s11661-018-4643-y
Levine LE (2016) Software architecture, database development, and model validation: toward a computational benchmark in additive manufacturing. In: National academies of sciences, engineering, and medicine 2016. Predictive theoretical and computational approaches for additive manufacturing: proceedings of a workshop. Washington, DC: The National Academies Press., https://doi.org/10.17226/23646. pp. 86–88
Levine LE, Lane BM, Heigel JC, Migler KB, Stoudt MR, Phan TQ, Ricker RE, Strantza M, Hill MR, Zhang F, Seppala JE, Garboczi EJ, Bain ED, Cole DP, Allen AJ, Fox J, Campbell CE (2020) Outcomes and conclusions from the 2018 AM-bench measurements, challenge problems, modeling submissions, and conference. Integr Mater Manuf Innov 9:1–15. https://doi.org/10.1007/s40192-019-00164-1
Levine LE, Lane BM, Becker C, Belak J, Carson R, Deisenroth D, Glaessgen E, Gnaupel-Herold T, Gorelik M, Greene G, Habib S, Higgins C, Hill M, Hrabe N, Killgore J, Kim JW, Lemson G, Migler K, Rowenhorst D, Moylan S, Pagan D, Phan T, Praniewicz M, Simonds B, Stoudt MR, Schwalbach E, Seppala J, Weaver J, Yeung H, and Zhang F (2024) Outcomes and conclusions from the 2022 AM Bench measurements, challenge problems, modeling submissions, and conference. Integr Mater Manuf Innov
Lane BM, Deisenroth D, Yeung H, Levine LE, Mekhontsev S, Weaver JS (2024) In-Situ thermography laser powder bed fusion IN718 3D builds for the 2022 Additive Manufacturing Benchmark Challenges. For submission to Integr Mater Manuf Innov
Schwalbach EJ, Chapman MG, Shah MN, Uchic MD, Levine LE, Hrabe N, Kafka OL, Moser NH, Carson R, Belak J (2024) Laser powder bed fusion alloy 625 and alloy 718 3D microstructures for AMB2022–01 and AMB2022–05. For submission to Integr Mater Manuf Innov
D’Elia CR, Bachus NA, Gnaupel-Herold T, Phan T, Das A, Lane BM, Levine LE, Hill MR (2024) Mapping of bulk residual stress in the AM-Bench IN718 artifact using diverse measurement techniques. For submission to Integr Mater Manuf Innov
Phan T, Şeren MH, Das A, Ko P, Nygren K, Levine LE (2024) Elastic residual strain measurements of 3D additively manufactured builds of nickel alloy 718 AM Bench 2022 artifacts using energy dispersive synchrotron X-ray diffraction. For submission to Integr Mater Manuf Innov
Praniewicz M, Fox JC, Tarr J (2023) AM bench part deflection measurements 3D additive manufacturing builds of IN718 AM-bench artifacts. Integr Mater Manuf Innov 12:386–396. https://doi.org/10.1007/s40192-023-00310-w
Zhang F, Johnston-Peck AC, Levine LE, Katz MB, Moon KW, Williams ME, Young SW, Allen AJ, Borkiewicz O, Ilavsky J (2024) Phase composition and phase transformation of additively manufactured nickel alloy 718 AM Bench artifacts. Integr Mater Manuf Innov 13:185–200. https://doi.org/10.1007/s40192-023-00338-y
Levine LE, Williams ME, Zhang F, Schwalbach E, Young SA, Stoudt MR, Creuziger A, Borkiewicz OJ, Ilavsky J (2022) AM Bench 2022 microstructure measurements for IN718 3D builds, National Institute of Standards and Technology, https://doi.org/10.18434/mds2-2692 (Accessed 20 Sep 2023)
Lane BM, Mekhontsev S, Grantham S, Vlasea M, Whiting J, Yeung H, Fox J, Zarobila C, Neira J, McGlauflin M (2016) Design, developments, and results from the nist additive manufacturing metrology testbed (AMMT). In: Proceedings of the 26th annual international solid freeform fabrication symposium, (Austin, TX), pp. 1145–1160 https://hdl.handle.net/2152/89662
Lane BM, Levine LE, Deisenroth D., Yeung H., Tondare V., Mekhontsev S., Neira J. (2022) AM bench 2022 3D build modeling challenge description data (AMB2022–01). National Institute of Standards and Technology, https://doi.org/10.18434/mds2-2607 (Accessed 8 Jan 2024)
Stoudt MR, Williams ME, Levine LE, Creuziger SA, Young SA, Heigel JC, Lane BM, Phan TQ (2020) Location-specific microstructure characterization within IN625 additive manufacturing benchmark test artifacts. Integr Mater Manuf Innov 9:54–69. https://doi.org/10.1007/s40192-020-00172-6
Lane BM, Deisenroth D, Yeung H, Mekhontsev S, Grantham S, Levine LE, Neira J (2023) AM Bench 2022 measurement results data: 3D builds in-situ thermography and data processing scripts (AMB2022–01). National Institute of Standards and Technology, https://doi.org/10.18434/mds2-2715 (Accessed 29 Nov 2023)
Rolchigo M, Reeve ST, Stump B, Knapp GL, Coleman J, Plotkowski A, Belak J (2022) ExaCA: a performance portable exascale cellular automata application for alloy solidification modeling. Comput Mater Sci 214:111692. https://doi.org/10.1016/j.commatsci.2022.111692
Hielscher R, Schaeben H (2008) A novel pole figure inversion method: specification of the MTEX algorithm. J Appl Cryst 41(6):1024–1037. https://doi.org/10.1107/S0021889808030112
Levine LE, Williams ME, Stoudt MR, Weaver JS, Young SA, Deisenroth D, Lane BM (2024) Location-specific microstructure characterization within AM bench 2022 laser tracks on bare nickel alloy 718 plates. Integr Mater Manuf Innov 13:380–395. https://doi.org/10.1007/s40192-024-00361-7
The American Society of Mechanical Engineers (2020) standard for verification and validation in computational solid mechanics. ASME, New York, NY
Oberkampf WL, Trucano TG, Hirsch C (2004) Verification, validation, and predictive capability in computational engineering and physics. Appl Mech Rev 57(5):345–384. https://doi.org/10.1115/1.1767847
Acknowledgements
Part of this research was supported by the Exascale Computing Project (17-SC-20-SC), a collaborative effort of the U.S. Department of Energy Office of Science and the National Nuclear Security Administration.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Levine, L.E., Williams, M.E., Creuziger, A. et al. Location-Specific Microstructure Characterization Within AM Bench 2022 Nickel Alloy 718 3D Builds. Integr Mater Manuf Innov 13, 585–597 (2024). https://doi.org/10.1007/s40192-024-00371-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40192-024-00371-5