
Abstract
Additive manufacturing of metal alloys produces microstructures that are typically very different from those produced by more traditional manufacturing approaches. Computer simulations are useful for connecting processing, structure, and performance for these materials, but validation data that span this full range is difficult to produce. This research is part of a broad effort by the Additive Manufacturing Benchmark Test Series to produce such datasets for laser powder bed fusion builds of nickel Alloy 718. Here, single laser tracks produced with variations in laser power, scan velocity, and laser diameter, and arrays of adjacent laser tracks on bare wrought Alloy 718 plates are examined using optical microscopy, electron backscatter diffraction, and energy dispersive spectroscopy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The physics that underlies laser powder-bed fusion (LPBF) additive manufacturing (AM) of metal alloys includes phenomena that cover many time and length scales [1]. For example, the laser-metal interaction includes processes that occur on the sub-μsec timescale, whereas the build process can take many hours or days to complete. Modeling such processes requires multi-scale, multi-physics approaches where different coupled codes are used to simulate different aspects of the build process. Validating such simulations requires rigorous measurement data targeting the interfaces between the different simulations.
The Additive Manufacturing Benchmark Series (AM Bench) was established by the National Institute of Standards and Technology (NIST) in November of 2016 to provide such measurement data to the AM modeling community. A first round of benchmark measurements was released in 2018 and a second round was released in 2022. One example is the AMB2022-01 set of benchmarks that includes LPBF three dimensional (3D) builds of nickel Alloy 718 with extensive in situ and ex situ measurements; including in situ thermography; large-area 2D microstructure characterization; 3D microstructure characterization; X-ray computed tomography; residual stress measurements using synchrotron X-ray diffraction, neutron diffraction, and mechanical release; deflection measurements upon partial cutting of the artifact off the build plate; transmission electron microscopy (TEM); high-energy synchrotron X-ray diffraction; and in situ small-angle X-ray scattering during heat treatment [2].
Another set of benchmark measurements, AMB2022-03, was performed to connect these measurements of 3D builds with lower-level processes. These benchmarks include single laser tracks produced using different sets of processing conditions and 2D arrays of laser tracks (laser pads) on solid plates of Alloy 718, a nickel-based superalloy. The scan paths and most of the laser parameters for the pads match those used for the 3D builds. Measurements include in situ thermography, and ex situ optical microscopy and scanning electron microscopy (SEM) of sample cross sections. Detailed descriptions of the experiment design, measurement methods, and data analysis for both AMB2022-01 and AMB2022-03 may be found on the AM Bench website at <https://www.nist.gov/ambench>.
This paper describes the two-dimensional (2D) melt pool geometry and microstructure characterization measurements that were conducted as part of the AMB2022-03 sets of benchmarks. The microstructure characterization includes SEM measurements using electron backscatter diffraction (EBSD) and energy dispersive spectroscopy (EDS). Additional associated papers are available, including a paper focused on the melt pool geometry measurements [3] and a companion 2D microstructure paper on the 3D builds [4]. Table 1 lists the data publications that include the corresponding complete data sets. In addition to the measurement data and metadata, each data publication includes a README file with substantial additional information. Due to length constraints, only a representative subset of the SEM measurements is included here.
It is important to note that this is a data descriptor document, where the intent is to provide detailed information about the measurement data provided by the corresponding data publications. For example, quantitative analyzes addressing how the grain orientations and textures depend upon the process parameters are not provided and will be the topic of future publications.
Single Laser Tracks and Laser Pads on Alloy 718 Plate
As described in the introduction, the AMB2022-03 set of benchmarks includes both single laser tracks produced using different sets of processing conditions and laser pads on solid plates of Alloy 718. For the laser pads, most processing parameters, scan patterns, and timing match those used for the odd layers (X pads) and even layers (Y pads) of 2.5 mm wide legs of the AMB2022-01 3D builds. The only difference between the processing parameters is that the 3D builds used a spot size diameter of 77 μm D4σ and the pads used a spot size of 67 μm D4σ. Here, D4σ is four standard deviations of the approximately Gaussian laser power distribution function. Details about the laser processing and the in-situ measurements that were conducted are available in reference [9].
Plate Preparation
Sample substrates were cut from a rolled and annealed Alloy 718 sheet. The vendor-supplied plate composition is given in Table 2. The following steps were taken to prepare the laser target samples:
-
3.17 mm (1/8″) thick metal sheet was cut to produce 25.4 × 25.4 mm (1″ × 1″) bare plates
-
The bare plates were ground with 320 grit SiC paper
-
The bare plates were annealed in vacuum at 800 °C for 2 h to relieve any residual stresses. This anneal was in preparation for possible future synchrotron X-ray measurements of elastic strains produced by the laser tracks.
-
The bare plates were ground again with 320 grit SiC paper. The typical resulting surface roughness was Ra = 0.15 µm, as measured using a Mitutoyo SJ-210 stylus-type surface profiler.Footnote 1
Laser Processing Parameters
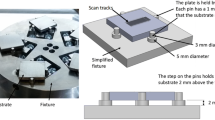
All individual laser tracks and laser pads were produced using the NIST Additive Manufacturing Metrology Testbed (AMMT) which is a NIST-designed and built laser-processing metrology platform with full LPBF capabilities [10]. Figure 1 shows examples of bare plate samples with different laser scan patterns and orientations. All tracks were scanned at a sample temperature of 23.5 ± 1.0 °C, where the uncertainty is one standard deviation (coverage factor k = 1). A wait time of at least one minute was used between consecutive laser scan tracks or pads to reduce effects of residual heat buildup. Thermocouples were integrated with the mounting plate and contacted the center backside of each sample. The measured sample temperature increased by < 0.7 °C for each pad scan, and the temperature increased by < 0.1 °C after each line scan.

Examples of bare plate samples with different laser scan patterns and orientations. Laser-scanned tracks can also be seen which are used to align and orient samples after cutting
The laser tracks were produced using a range of different processing parameters (spot size, scan speed, and laser power) that are varied about the baseline set of laser parameters that are listed in Table 3 (Case 0). Each process parameter is adjusted independently. Thus, Case 1 refers to changes in the laser spot size, where Case 1.1 designates a decrease in the spot size with respect to the baseline value and Case 1.2 designates an increase in the spot size. Similarly, Case 2 and Case 3 refer to changes in the scan speed and laser power, respectively. The laser parameters for all seven Cases are listed in Table 4. The pads were produced using the baseline parameters. Details about the laser spot size measurements and corresponding measurement uncertainties will be discussed in a separate publication [9].
Naming Conventions
The AMB2022-03 bare plates use the naming convention provided in Table 5.
After completion of the laser scans, the specimens were cross sectioned as shown in Fig. 2. The naming convention for the individual cut sections is also shown in this figure. Figure 3 shows the layout and numbering of single laser tracks on the substrates.

Bare plate sample sectioning and naming convention. The positions of cross-sections listed on each part were determined after metallographic sample preparation using fiducial markings. Red arrows are shown for schematic purposes only and do not indicate measurements from these images. The gas flow was in the −Y direction

Layout and numbering of the 21 tracks, consisting of 7 laser scanning parameter sets (or ‘case numbers’) and 3 repeats per parameter set
Optical Measurements
Cross-sections were made perpendicular (within 2°) to laser tracks and pads using a rubber bond alumina abrasive blade (0.762 mm thickness) on a high-speed precision saw. Samples were mounted and metallographically prepared [11] by progressive polishing down to colloidal silica followed by light etching with aqua regia to delineate the melt pool boundaries. Optical micrographs of the melt-pools were taken using bright field and dark field imaging with a pixel scaling of 0.069 μm/pixel. Multiple images were taken with a 10% overlap and stitched together for melt pools and pads larger than a single field of view. In this paper, the dark field micrographs were inverted, converted to gray scale, and enhanced using gamma and contrast adjustments to provide clear images of the melt pool geometry.
Cross-section locations were determined from fiducial laser tracks. The fiducial laser tracks were measured on the top surface prior to cross-sectioning and on the side surface of metallographically prepared cross-sections. The cross-section locations are relative to the left side of single tracks and X-pads and the bottom side of Y-pads as shown in Fig. 2.
Additional details can be found in the associated paper on the melt pool geometry measurements [3].
EBSD and EDS Measurements
After optical microscopy, the samples were lightly repolished for EBSD. Thus, the optical and SEM image planes are not coincident, but the difference is likely less than 20 μm. SEM imaging and data acquisition were performed using a JEOL Field Emission JSM7100 SEM with an Oxford Symmetry S2 EBSD detector with fore-scatter diodes and the Oxford Ultim Max EDS 100 mm2 silicon drift detector. Oxford AZtec software Ver 6.0 was used for EBSD/EDS analysis and to create large area maps. The SEM and EBSD/EDS measurement conditions are listed in Table 6.
EBSD mapping of the cross sections used a measurement spacing of 0.25 μm. This spacing allows the shapes of the individual grains to be well delineated. A finer EBSD measurement spacing would produce minimal added value and the increase in measurement time for large area mapping would have been considerable. EDS compositional maps were acquired simultaneously with the EBSD measurements. Higher spatial resolution EDS mapping would be advantageous in detecting isolated small precipitates, but the micrometer-scale sampling volume of the EDS measurements makes these measurements ineffective for local mapping of the solidification microstructure.
For the laser pad cross sections, an automated large area mapping routine collected EBSD maps of approximately 50 individual fields in a regular grid with a 20% overlap between adjacent fields. Each individual field was 300 × 226 μm (1203 × 903 pixels). A typical large area montage of the fields generated about 1 TB of data (including the stored EBSD patterns) and required approximately 80 h of data acquisition time.
The following two sections provide example EBSD and optical image data for cross sections of single laser tracks, X pads, and Y pads. The EBSD data use an inverse pole figure (IPF) colormap relative to the X (laser scan) direction (IPF-X). The full resolution microstructure datasets available from reference [7] include IPF-X, IPF-Y, and IPF-Z montages along with all the angular EBSD data in different formats. The corresponding optical imaging datasets are available from reference [6].
Example EBSD and Optical Microscopy Data for Single Laser Tracks
EBSD maps and optical images were acquired from cross sections of each of the 21 laser tracks shown in Fig. 3. The locations of the cross sections are shown in Fig. 2a and the specific samples examined are P1 and P4.
Figure 4 shows cross sections from three separate laser tracks produced using the base laser parameters (Case 0) given in Table 4: laser power = 285 W, scan speed = 960 mm/s, and spot size = 67 μm D4σ. The melt tracks on all three cross sections show comparable sizes, shapes, and microstructures. Just a single representative optical image is shown. This similarity between repeats is consistent across all the parameter sets explored.

Cross sectional EBSD IPF-X maps and an optical image for Case 0: 285 W, 960 mm/s, 67 μm D4σ. Panels a, b, and c are from three separate laser tracks produced using the same parameter set. Panel d is a representative optical image at the same scale
Figure 5 shows cross sections for Case 1 which uses the base parameters for laser power and scan speed, and offset values for spot size. Panels 5a, b, and c show EBSD IPF-X maps acquired from three separate laser tracks produced using a spot size of 49 μm D4σ (Case 1.1). The EBSD IPF-X maps in panels 5d, e, and f were acquired from tracks produced using a much larger spot size of 82 μm D4σ (Case 1.2). Panels g and h show representative optical images at the same scale for cases 1.1 and 1.2, respectively.

Cross sectional EBSD IPF-X maps and optical images for Case 1, using the base parameters for laser power = 285 W and scan speed = 960 mm/s. Panels a, b, and c are EBSD maps for three separate laser tracks produced with spot size = 49 μm. Panels d, e, and f are EBSD maps for three separate laser tracks produced with spot size = 82 μm. Panels g and h are optical images at the same scale for spot sizes of 49 and 82 μm, respectively
The behavior of melt pools is often related to the volumetric energy density,
where P is the laser power, v is the scan speed, and σ is the standard deviation of the approximately Gaussian laser profile. Thus, VEDσ is highly sensitive to changes in the laser spot size resulting in VEDσ = 1978 J/mm3 for Case 1.1 and 706 J/mm3 for Case 1.2 as shown in Table 4. This difference results in significant changes in both the depth of the melt pool and the grain growth direction as shown in Fig. 5. The higher VEDσ for case 1.1 produced melt pools more than twice as deep as those produced for case 1.2. Detailed measurements of the geometric changes for all cases are available in reference [3]. The grain growth for these cases is also affected by the change in the solidification direction. For Case 1.2, the melt pool is shallow, and the grain growth is typically toward the center of the melt pool near the sample surface. In contrast, the much deeper melt pool for Case 1.1 shows a strong tendency for grains to grow nearly horizontally toward the melt pool axis.
Figure 6 shows cross sections for Case 2, where the laser power and spot size are fixed at the base values and the scan speed is 1200 mm/s for Case 2.1 (VEDσ = 847 J/mm3) and 800 mm/s for Case 2.2 (VEDσ = 1270 J/mm3). Given the smaller difference in the VEDσ for this case, it is not surprising that the effect of the applied speed variation is less than that observed in Case 1. Nevertheless, the changes in melt pool depth and grain growth behavior mirror those observed for Case 1, even though the magnitudes are reduced.

Cross sectional EBSD IPF-X maps and optical images for Case 2, using the base parameters for laser power = 285 W and spot size = 67 μm. Panels a, b, and c are EBSD maps for three separate laser tracks produced with scan speed = 1200 mm/s. Panels d, e, and f are EBSD maps for three separate laser tracks produced with scan speed = 800 mm/s. Panels g and h are optical images at the same scale for scan speeds of 1200 and 800 mm/s, respectively. Note that the orientations of the cross sections for Repeats 1 and 2 of Case 2.1 are reversed because they come from different parts of the original square sample (see Figs. 2 and 3). These images have been flipped about the Z axis to be consistent with the given sample axes
Figure 7 shows cross sections for Case 3, with the scan speed and spot size fixed at the base values and the laser power set at 325 W for Case 3.1 (VEDσ = 1207 J/mm3) and 245 W for Case 3.2 (VEDσ = 910 J/mm3). Of all three cases, Case 3 results in the smallest percentage change in VEDσ. As expected, the microstructure and geometry differences between Case 3.1 and Case 3.2 are less pronounced than those observed for Case 1 and Case 2, but the qualitative trends remain the same.

Cross sectional EBSD IPF-X maps and optical images for Case 3, using the base parameters for scan speed = 960 mm/s and spot size = 67 μm. Panels a, b, and c are EBSD maps for three separate laser tracks produced with laser power = 325 W. Panels d, e, and f are EBSD maps for three separate laser tracks produced with laser power = 245 W. Panels g and h are optical images at the same scale for laser powers of 325 W and 245 W, respectively
Example EBSD and Optical Microscopy Data for Laser Pads
EBSD maps and optical images were acquired from the four pad cross sections listed in Table 7. Photographs of the plates before and after cutting are shown in Figs. 1 and 2. As described previously, the laser settings used for the pads match the base parameter set listed in Tables 3 and 4 (Case 0); the scan patterns and timings match those used for building a 2.5 mm leg for the AMB2022-01 3D builds. The time resolved laser position and power along with in situ synchronized thermography data may be found online in reference [8].
Figure 8 shows the commanded laser scan paths used to produce the X pads and Y pads. The blue lines indicate locations where the laser was turned off while scanning and the red lines indicate locations where the laser was turned on. The reason why the scan path appears so complex is that the same scan path was used for both the 3D builds and these 2D bare plate scans. This provided a better one-to-one correspondence between the corresponding thermal histories.

Commanded laser scan patterns used to produce a X pads, and b Y pads for AMB2022-03
The X pads and Y pads were produced using 47 and 23 adjacent laser tracks, respectively, with alternating scan directions between adjacent tracks. An alternating-direction scan path can produce interesting melt pool structures depending upon the laser-off turn-around time. If this time is short enough so that the first track is not fully solidified before the adjacent track starts, a double width melt pool can form near the edge of the pad. This effect was observed using in situ thermography during the AM Bench 2018 3D builds [12] where the turn-around time was ≈ 0.48 ms. For the AM Bench 2022 measurements conducted in the AMMT, the turn-around time was longer (≈ 5.26 ms), and evidence from the geometry of the solidified surface and the cross-sectional melt pool geometry [3] is consistent with the melt pool solidifying before the next track starts. In this case, the surface topography of a laser pad is governed by the resulting fluid flow asymmetry.
As a single laser track progresses, the local geometry of the unmelted material typically produces an asymmetric fluid flow parallel to the laser track, resulting in a mound at the start of the track, a steady state behavior away from the ends, and a depression at the end of the track. This geometry was shown clearly using confocal optical microscopy of single laser tracks for AM Bench 2018 [13]. For a laser pad where each track has a chance to solidify before the adjacent track starts, we end up with an alternating pattern of mounds and depressions along the pad boundary perpendicular to the scan direction, producing a surface topography with a repeat distance that is twice the melt pool width. This behavior can be seen in the optical top view of part of an X pad in Fig. 9.

Optical top view of part of an X pad. Although the cross sections at 0.9 and 1.3 mm were made from two different X pads, these positions are shown on this single image
Another important factor for the melt pool geometry is the gas flow direction. Here, as shown in Table 3, the gas flow is in the −Y direction. When the laser scan direction is also in the −Y direction, the interaction between the laser and the metal vaporization products (plume) is maximized, producing different melt pool geometries for the −Y and + Y scan directions. This effect will be described in greater detail below where the measurement results are presented.
Figure 10 shows an EBSD IPF-X map and a corresponding optical image covering approximately 37 of the 47 adjacent scan lines comprising the AMB2022-718-SH1-BP2 X pad scan pattern from part P2. In all the pad figures, the displayed images are split into two sections, with the left half displayed above the right half, allowing greater detail to be shown. This cross section was located approximately 1.3 mm from the edge of the pad. This position is very close to the center of the pad as shown by the annotations in Fig. 9. Although the feature size is small in this figure, the EBSD montage is approximately 4.2 mm wide with a 0.25 μm measurement spacing. Thus, the original EBSD montage that is available online [7] provides highly resolved data for the overlapping melt pool grain structure. The spacing between the adjacent tracks from the microstructure, optical image, and surface topography is ≈ 108 μm, consistent with the commanded line spacing of 110 μm.

EBSD IPF-X and optical cross-sectional montages of the X pad cross section observed on part P2 of sample AMB2022-718-SH1-BP2. The left sides of the images are displayed above the right sides, allowing greater detail to be observed. The spacing between adjacent scan lines is consistent with the commanded line spacing of 110 μm. The EBSD and optical micrographs are all displayed at the same length scale
Figure 11 shows EBSD IPF-X and optical montages covering an entire cross section of the 47 adjacent scan lines comprising the AMB2022-718-SH1-BP2 X pad scan pattern from part P4. This cross section was located approximately 0.9 mm from the edge of the pad. As shown in Fig. 9, although this position is still well away from the pad edge, the surface topography should show a noticeable effect of the alternating scan directions. As with the EBSD montage shown in Fig. 10, the feature sizes are small in this figure. However, this montage is nearly 6 mm in width with a 0.25 μm EBSD measurement spacing and the original image that is available online provides highly resolved data for the overlapping melt pool grain structure. The spacing between adjacent tracks as determined by the melt pool microstructure and optical image is ≈ 109 μm whereas the surface topography exhibits a repeat distance of ≈ 217 μm, double the commanded line spacing of 110 μm. Thus, the alternating pattern of mounds and depressions that was discussed earlier in this section is present 0.9 mm from the pad edge.

EBSD IPF-X and optical cross-sectional montages of the X pad observed on part P4 of sample AMB2022-718-SH1-BP2. The spacing between adjacent scan lines is consistent with the commanded line spacing of 110 μm, but the surface topography exhibits a repeat distance of ≈ 220 μm. The EBSD and optical micrographs are all displayed at the same length scale
To enable a better comparison between the cross sections acquired at the two distances from the edge of the X pad, Fig. 12 shows expanded cutouts from Figs. 10 and 11. Figure 12a shows the microstructures and melt pool geometries 0.9 mm from the edge and Fig. 12b shows the microstructures and melt pool geometries at 1.3 mm. Note that the grain growth pattern and melt pool geometry for both panels exhibit a spacing of approximately 110 mm whereas the topographic repeat distance for Fig. 12a is approximately twice that of Fig. 12b at 220 μm.

Expanded regions from the EBSD IPF-X and optical cross-sectional montages shown in Figs. 10 and 11. Panel a shows the microstructure and melt pool geometry 0.9 mm from the pad edge, and b shows the microstructure and melt pool geometry 1.3 mm from the pad edge. Note the doubling of the surface topography repeat distance in panel a. The EBSD and optical micrographs are all displayed at the same length scale
Figures 13 and 14 show IPF-X and optical montages of the AMB2022-03 Y pad cross sections acquired at distances of 2.9 and 0.6 mm from the edge of the pad, respectively. As with the montages shown in Figs. 10 and 11, the feature sizes in the EBSD maps are small but the data were acquired at a spatial resolution of 0.25 μm. The full resolution montages can be found online [7]. The same doubling of the surface topography that was observed for the X pad cross sections is also exhibited here, with the repeat distance shown at 0.6 mm from the sample edge (Fig. 14) being approximately twice that observed at 2.9 mm from the sample edge (Fig. 13). The Y pad also shows a pronounced pattern of decreased melt pool depth (reduced by ≈ 19%) every other track. The shallower melt pools correspond to a parallel configuration of the laser scan direction and gas flow direction. A parallel configuration can lead to increased interaction between the plume and the advancing laser compared to an anti-parallel configuration where byproducts are blown in the opposite direction of the advancing laser [14]. The plume can cause lensing, scattering, and or attenuation of the laser leading to a change in the melt pool size even for bare plate experiments [15].

EBSD IPF-X and optical cross-sectional montages of the Y pad observed on part P3 of sample AMB2022-718-SH1-BP3. The spacing between adjacent scan lines is consistent with the commanded line spacing of 110 μm. Note the alternating pattern of melt pool depths. The EBSD and optical micrographs are all displayed at the same length scale

EBSD IPF-X and optical cross-sectional montages of the Y pad observed on part P2 of sample AMB2022-718-SH1-BP3. The topographic repeat spacing is consistent with twice the commanded line spacing of 110 μm. Note the alternating pattern of melt pool depths. The EBSD and optical micrographs are all displayed at the same length scale
Figure 15 shows expanded cutouts from Figs. 13 and 14 to provide a better comparison between the cross-sectional melt pool geometries at the two distances from the edge of the Y pad. Figure 15a shows the microstructure and melt pool geometry 0.6 mm from the edge and Fig. 15b shows the microstructure and melt pool geometry at 2.9 mm.

Expanded regions from the EBSD IPF-X and optical cross-sectional montages shown in Figs. 13 and 14. Panel a shows the microstructure and line geometry 0.6 mm from the pad edge, and panel b shows the microstructure and line geometry 2.9 mm from the pad edge. Note the doubling of the surface topography repeat distance in panel a and the alternating pattern of melt pool depths for both panels. The coordinate systems are reversed for the two panels since they came from two different cross sections (see Fig. 2). The EBSD and optical micrographs are all displayed at the same length scale
Example EDS Data for Single Laser Tracks and Laser Pads
As mentioned previously, EDS measurements were conducted at each EBSD measurement location for the single laser tracks and one of the laser pads (AMB2022-718-SH1-BP2-P4), providing corresponding elemental maps. These EDS maps were acquired for Al, C, Cr, Cu, Fe, Mn, Mo, N, Nb, Ni, O, Si, and Ti. These data characterize the composition of precipitates within the wrought substrate and the laser tracks. In principle, the crystal structure of these precipitates could be identified by reindexing the saved EBSD patterns. Although there must be substantial elemental segregation within the solidification microstructure of the laser tracks, the resolution provided by the imaging conditions was too low for this to be resolved. Additional work is in progress using smaller step sizes and lower beam currents.
Figure 16 shows an example of how the EDS data can be used to detect precipitates in the EBSD maps. Panel a is an EBSD IPF-X map showing the same cross section as that shown in Fig. 6f (Case 2.2, Repeat 3). The drawn white circle surrounds a small particle, approximately 3 μm in width, located at the root of a larger yellow grain. Panel 16b through Panel 16f show corresponding elemental EDS maps of the same region, demonstrating that this object is a precipitate that is enriched in Nb, Mo, and C, and contains almost no Ni or Cr. Looking at the EDS maps, there are many precipitates visible in Fig. 16, but most of them are in the wrought substrate with very few in the solidified laser track. Cross-sectional EDS maps for all single laser tracks and the AMB2022-718-SH1-BP2-P4 pad can be found in reference [7].

EBSD and corresponding EDS maps of a single laser track cross section for case 2.2, repeat 3. Panel a shows an IPF-X EBSD map and the remaining panels show elemental maps for b Nb, c Mo, d C, e Ni, and f Cr
Conclusions
The primary purpose for acquiring these data was to provide the modeling community with quantitative measurement results for guiding and validating AM simulations. For AM Bench 2018, laser track cross sections were provided for three different combinations of laser power and laser speed. For AM Bench 2022, this was greatly expanded to seven combinations of laser power, laser speed, and laser diameter, with systematic variations of each parameter about a central value, allowing for evaluation of multiple trends. The three primary facets of the melt pools that were measured include the melt pool width, depth, and length (obtained through a combination of in situ thermography and optical cross sections), the cooling rate of the melt pool surface both before and after solidification (obtained from the in situ thermography), and the cross-sectional grain-scale microstructure and local composition (obtained via EBSD and EDS). By providing three complete sets of measurements for each laser condition, information on the statistical variations of these characteristics is also provided. The emphasis in this paper is on the microstructural characterization, but these results should be viewed in the larger measurement context described above.
Another major improvement over the AM Bench 2018 measurements was the addition of laser pads on bare metal plates where the scan patterns and most of the laser parameters match those used for the AMB2022-01 LPBF 3D builds. The intent was to match the parameters as closely as possible, but a calibration issue resulted in the reported small mismatch in the laser diameter. In addition to the single laser track features described above, the 2D pads allowed the effect of adjacent overlapping melt pools to be evaluated along with the dependence upon distance from the pad edge and the effect of gas flow direction with respect to the laser scan direction. Again, the emphasis in this paper is on the microstructural characterization.
Comparisons between measurements and models work best if quantitative metrics are provided. This is particularly difficult when comparing measured and simulated microstructures where no single metric can adequately capture the broad range of microstructural features. For the AMB2022-01 and AMB2022-05 3D builds, linear grain boundary intercept lengths in X and Z were chosen as a metric [4] for challenge problems released to the modeling community. This approach requires large cross-sectional areas where the grain features being probed are relatively constant, and this is not applicable to laser track or laser pad cross sections. Possible metrics for comparing simulated results with the measured microstructures presented in this paper include distributions of major and minor grain sizes and distributions of growth directions obtained from the angles of the major axes with respect to the Z (vertical) direction. Such metrics are being actively explored and will be the topic of a future publication.
The microstructure and geometric data presented in this paper are just a representative subset of the complete digital datasets that are available from AM Bench through the NIST public data repository. The complete optical datasets can be accessed through reference [6] and the complete EBSD and EDS datasets can be accessed through reference [7]. These data are part of a much larger data collection acquired and provided by AM Bench. Detailed information on AM Bench, including measurement descriptions and data links, can be found on the AM Bench website at <https://www.nist.gov/ambench>. For information on the complete set of AM Bench 2022 benchmarks, please refer to the AM Bench 2022 overview paper [2].
Notes
Certain equipment, instruments, software, or materials are identified in this paper in order to specify the experimental procedure adequately. Such identification is not intended to imply recommendation or endorsement of any product or service by NIST, nor is it intended to imply that the materials or equipment identified are necessarily the best available for the purpose.
References
Turner J, Belak J et al (2022) ExaAM: metal additive manufacturing simulation at the fidelity of the microstructure. Int J High Perform Comput Appl 36(1):13–39. https://doi.org/10.1177/10943420211042558
Levine LE, Lane BM et al (2023) Outcomes and conclusions from the 2022 AM bench measurements challenge problems, modeling submissions, and conference. Integr Mater Manuf Innov 9:1–15
Weaver JS, Deisenroth D, Mekhontsev S, Lane BM, Levine LE, Yeung H (2024) Cross-sectional melt pool geometry of laser scanned tracks and pads on nickel Alloy 718 for the 2022 additive manufacturing benchmark challenges. Integr Mater Manuf Innov. https://doi.org/10.1007/s40192-024-00355-5
Levine LE, Williams ME, Creuziger A, Stoudt MR, Young SA, Moon KW, Lane BM (2024) Location-specific microstructure characterization within AM Bench 2022 nickel Alloy 718 3D builds. Integr Mater Manuf Innov.
Levine LE, Williams ME, Zhang F, Schwalbach E, Young SA, Stoudt MR, Creuziger A, Borkiewicz OJ, Ilavsky J (2022) AM Bench 2022 microstructure measurements for IN718 3D builds, National Institute of Standards and Technology. Accessed 2023-10-16. https://doi.org/10.18434/mds2-2692
Weaver JS, Deisenroth D, Mekhontsev S, Lane BM, Levine LE, Yeung H (2022) AM Bench 2022 measurement results data: optical microscopy of laser-scanned single tracks and pads (AMB2022-03), National Institute of Standards and Technology. Accessed 2023-10-16. https://doi.org/10.18434/mds2-2718
Levine LE, Williams ME, Stoudt MR, Young SA, Weaver JS, Deisenroth D, Lane BM (2023) AM Bench 2022: cross sectional microstructure of single laser tracks produced using different processing conditions and 2D arrays of laser tracks (pads) on solid plates of nickel Alloy 718, National Institute of Standards and Technology. Accessed 2023-11-29. https://doi.org/10.18434/mds2-2775
Deisenroth D, Mekhontsev S, Lane BM, Weaver JS, Yeung H (2022) AM Bench 2022 measurement results data: in-situ thermography and scan strategy for laser-scanned single tracks and pads on bare In718 (AMB2022-03), National Institute of Standards and Technology. Accessed 2023-10-16. https://doi.org/10.18434/mds2-2716
Deisenroth D, Weaver JS, Yeung H, Mekhontsev S, Lane BM, Levine LE (2023) Laser-scanned tracks and pads and in-situ thermography for the 2022 Additive Manufacturing Benchmark Challenges, for submission to IMMI.
Lane BM, Mekhontsev S et al (2016) Design, developments, and results from the NIST additive manufacturing metrology testbed (AMMT). In: proceedings of the 26th annual international solid freeform fabrication symposium, (Austin, TX), pp 1145–1160
VanderVoort GF (1999) Metallography principles and practice. ASM International, Materials Park
Heigel JC, Lane BM, Levine LE (2020) In situ measurements of melt-pool length and cooling rate during 3D builds of the metal AM-Bench artifacts. Integr Mater Manuf Innov 9:31–53. https://doi.org/10.1007/s40192-020-00170-8
Ricker RE, Heigel JC, Lane BM, Zhirnov I, Levine LE (2019) Topographic measurement of individual laser tracks in Alloy 625 bare plates. Integr Mater Manuf Innov 8:521–536. https://doi.org/10.1007/s40192-019-00157-0
Anwar AB, Quang-Cuong P (2017) Selective laser melting of AlSi10Mg: effects of scan direction, part placement and inert gas flow velocity on tensile strength. J Mater Process Technol 240:388–396
Deisenroth DC et al (2020) Effects of shield gas flow on melt pool variability and signature in scanned laser melting. International Manufacturing Science and Engineering Conference. American Society of Mechanical Engineers, 84256
Acknowledgements
Part of this research was supported by the Exascale Computing Project (17-SC-20-SC), a collaborative effort of the U.S. Department of Energy Office of Science and the National Nuclear Security Administration.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Official contribution of the National Institute of Standards and Technology; not subject to copyright in the United States.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Levine, L.E., Williams, M.E., Stoudt, M.R. et al. Location-Specific Microstructure Characterization Within AM Bench 2022 Laser Tracks on Bare Nickel Alloy 718 Plates. Integr Mater Manuf Innov 13, 380–395 (2024). https://doi.org/10.1007/s40192-024-00361-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40192-024-00361-7