
Abstract
The literature relatively lacks results and data related to the direct influence of physical aging on the properties of polypropylene and natural rubber blend; so, the objective of this research was to study the influence of thermal and ultraviolet (UV) aging on a natural rubber (NR) SMR-ω and polypropylene (PP) blend. This toughened blend is generally used for the fabrication of automobile parts and in the construction industry. The loading of the NR was 10, 20, 30, 40 and 50 wt%. The blends were prepared by calendering followed by melt extrusion and it was subjected to XRD (WAXS) analysis, mechanical testing, thermal and UV aging, and optical microscopy (OM) observations. The results obtained by X-ray characterisation show that the adding of this kind of rubber does not affect the crystalline structure of the polypropylene matrix. Moreover, the adding of the rubber shows a decrease of the obtained material tensile strength and a valuable increase of the elongation at break. The shore A hardness decreases slightly as the percentage of the natural rubber increases. The optical microscopy indicates the apparition of cracks at the sample surfaces and debonded rubber domains from polypropylene matrix induced by UV and thermal aging.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The mixing of various kinds of polymers is a suitable method for the development of blends with characteristics better to those of the individual components. Properties of a polymeric blend or mixture depend mainly on the matrix phase (major component) but factors like amount, shape, size, and interfacial adhesion of the discontinue phase (minor component) also are important [1,2,3,4]. The resulted binary blend of polypropylene (PP) and rubber component is called a thermoplastic elastomer (TPE). Thermoplastic elastomeric materials (TPEs) can be obtained from a blend of PP and various natural or synthetic types of rubbers. This kind of blend has the characteristics combination of thermoplastic and elastomeric phases [5,6,7,8,9,10,11,12] and it can be treated like thermoplastic materials. The majority of TPEs have non-uniform morphology. The TPEs based on rubber and thermoplastic compositions have been synthesized along two different procedures. One consists of a simple blend and the resulted mixture is called a thermoplastic elastomeric olefin (TPO). In the second procedure, the elastomeric phase is dynamically vulcanized, leading to a thermoplastic vulcanizates (TPVs) or also called dynamic vulcanizates (DVs). The TPVs are characterized by finely dispersed micron-sized cross-linked elastomeric particles distributed in a thermoplastic matrix [13]. The dynamic vulcanization operation makes the morphology of the material more stable. Consequently, a uniform and finer distribution of rubber particles in the thermoplastic matrix is obtained [14]. TPV procedure is based on the crosslinking of a rubber with cross-linking agents (sulfur or organic peroxide) to form a discontinuous phase of cured rubber, distributed in a continuous matrix of a thermoplastic [15]. The extensively used thermoplastic component is polypropylene (PP). PP has various applications due to its unique properties such as high melting temperature, low density, high chemical solvents and heat resistances. Furthermore, PP exhibits poor impact strength, which limits its applications. Different rubbers were blended with PP to prepare TPEs such as ethylene–propylene–diene rubber (EPDM), nitrile rubber (NBR), ethylene–propylene rubber (EPR), and rubber waste from truck and car tires [16,17,18,19,20,21].
The aim of this research is to study the influence of UV and thermal aging on the mechanical properties of polypropylene and natural rubber blend. In this study, SMR-ω natural rubber (SMR) was blended with PP to produce a polypropylene and natural rubber binary blend. The loading of the elastomeric component (SMR) in the blend was 10, 20, 30, 40 and 50 wt%. The PP/SMR blends were subjected to mechanical testing carried out before and after thermal and ultraviolet (UV) aging and these blends were also subject to optical microscopy (OM) observations.
Experimental
Materials
A commercially and not stabilized isotactic polypropylene (trademarked as X 34-981903308, produced by APPRYL SNC, France) with Mw/Mn = 4, a melting temperature of 169 °C, an isotacticity index of 98% and a melt flow index (MFI) of 0.148 g/min (measured at 190 °C under a 2.16 kg load) was used as the major blend component. The natural rubber (SMR-ω grade) was purchased from the Malaysian Rubber Board (MRB). The main characteristics of natural rubber type SMR-ω are: 0.92 g/cm3 (specific gravity); Nitrogen (max. 0.60 wt%); volatile matter (max. 0.80 wt%): plasticity retention index (min. 30%); Mooney viscosity, ML, 1 + 4 (100 °C) 130. The natural rubber was used as received.
The twin-roll mill had a nip clearance equal to 0.5 mm and a friction ratio of 1.3 (20/15 rpm), and the blending was carried out for 15 min. We began by mixing polypropylene (PP) pellets on the two-roll mill for 10 min; afterwards, little lumps of natural rubber (SMR) were added during 10 min. Finally, the resulted mixture was extruded in an extruder having a single screw.
Preparation of the samples
Before blending, polypropylene and grinded SMR natural rubber (SMR) were dried in an oven at 80 °C for 24 h. The components were melt-blended at 175 °C in a two-roll mill (BRABENDER POLYMIX 200P). The extruder used was a SCHWABENTHAN PLE 330 apparatus; it had a length/diameter ratio of 21, a diameter of 20 mm, a thread thickness of 5.4 mm, and a step between two consecutive threads of 15 mm. The barrel temperature (from feed zone to die) and screw speed were set, respectively, at 170–180–190 °C and 45 rpm. The screw used was conventional. Five formulations were studied, so that the weight ratio PP/NR was 90/10, 80/20, 70/30, 60/40 and 50/50.
Characterizations
X-ray diffraction analyses (XRD) were done on an Xpert Philips diffractometer interfaced with a computer and operating at 40 kV and 40 mA in a continuous mode. The incident ray had a wavelength of 1.54 Å generated by a CuKα anode. The 2Θ range was 1.51–19.98° with a scanning rate of 0.028°/min. The composite specimen analyzed by X-ray diffraction was films of 0.5-mm thickness that were obtained by compression and heating at 175 °C.
Tensile characterization was done at ambient temperature (23 ± 2 °C) according to ASTM D 417 with a ZWICK ROELL Z100 testing machine interfaced with a computer. The specimens having a dumbbell shape extended at 100 mm/min crosshead speed. The reported values of the tensile properties represent averages of the results from test runs on five specimens. The standard deviation was 2% for the tensile strength, and 5% for the elongation or strain at break. The dumbbell-shaped specimens (gauge length 24 mm, width 5 mm, thickness 2 mm) were cut with a special cutting machine from sheets having a 2-mm thickness. These sheets were obtained by compression molding 35 g of each sample at 175 °C in a SCHWABENTHAN POLYSTAT 300S hydraulic press, according to the following procedure: heating for 7 min; 50 bars pressure applied for 2 min; 200 bars applied for 3 min, and 350 bars applied for 4 min.
Shore A hardness tests were done with a ZWICK ROELL HPE hardness tester according to ISO 868 norm. They involved six measurements on each side of a 3-mm-thick plate obtained by compression molding. These measurements were then averaged. The standard deviation for the Shore A hardness was 3%.
Thermal aging was done in a hot air-circulating oven at 100 °C for 6 days. Mechanical properties (tensile strength, elongation at break) of the dumbbell-shaped samples were determined before and after thermal aging and compared. Resistance to thermal aging was evaluated at a certain period of time (6 days), according to ASTM D 3045-2003.
UV aging was done by exposing the prepared dumbbell-shaped samples to UV radiations for 72 h at ambient temperature. The source of UV irradiation was fluorescent tubes UVA-340, with a light intensity of 0.68 W/m2 and 340 nm wavelengths. Each sample was located 25 cm away from the tubes. The mechanical properties of the samples were determined before and after UV aging and compared.
Optical microscopy observations (OM) were done with a Bresser optical microscope interfaced with a computer at 200× magnification in transmission light mode. The observed samples were not cry-fractured and they were films having 1-mm thickness obtained by compression molding.
Results and discussion
XRD analysis
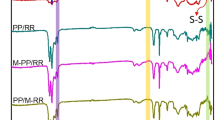
The existence of four peaks between 14 and 20°, in Fig. 1a, can be interpreted by the crystalline structure of PP chains [21, 22]. The three great peaks at 14.18°, 16.88° and 18.58° are induced by the (110), (040), and (130) planes characteristics of α-type monoclinic crystal structures of PP chains [18, 19]. The second peak at 16.28° (Fig. 1a) is induced by the (300) reflection plane of the β-type hexagonal crystal structure of the PP chains [22, 23].

XRD patterns of a neat polypropylene, b PP/SMR/(90/10), c PP/SMR(80/20), d PP/SMR/(70/30), e PP/SMR(60/4), f PP/SMR (50/50)
For samples containing 10–50 wt% of natural rubber, represented, respectively, by Fig. 1b–e, we can observe that the four diffraction peaks remain unchanged, especially the β phase characteristics peak located at 16.28°. This result can be interpreted by the fact that this grade of natural rubber, with these processing conditions, seems to not have a nucleating effect for the α and β phases of polypropylene. This result can be interpreted by the fact that the elastomeric phase is not grafted by matrix polymer chains. Indeed, the elastomeric component can have a nucleating effect for one crystalline phase of the polypropylene matrix as remarked for PP-g-SBR particles which promote the β crystal growth of PP in the PP/PP-g-SBR binary blend [23].
Mechanical properties
It can be remarked from Figs. 2, 3, 4 that adding natural rubber (SMR) to PP induces a decrease of the tensile strength and Shore A hardness and it also induces an increase of the elongation or strain at break. So, we can observe that the inclusion of SR into PP induces a decrease of the stiffness and strength and improves the ductility of the resulting blend. These results can be interpreted by the soft nature of the SMR when it is added to the more rigid PP phase [21].

Elongation at break as function of natural rubber (SMR) loading of PP/SMR blends

Tensile strength as function of natural rubber (SMR) loading of PP/SMR blends

Shore A hardness as function of natural rubber (SMR) loading of PP/SMR blends
It can be noticed from Figs. 2, 3, 4 that, before thermal and UV aging, the strength and hardness decrease as function of natural rubber loading, while the strain at break increases versus natural rubber loading. A similar result was previously mentioned [24, 25]. It can be observed from Figs. 2, 3, 4 that before thermal and UV aging, the rubber adding is accompanied by an increase in strain at break or ductility and a reduction in material strength (or stiffness) and hardness.
Thermal aging
Thermal aging induces chemical reactions that cause chain scission and a decrease of the chains length and molecular weight of the polymeric material. The decrease of the molecular weight induced by chain scission lowers the mechanical strength and leads to a low ductility of the material [26, 27]. The thermal processing leads to oxidation of polymeric chain and induces surface cracks, one of the reasons for embrittlement of ductile semicrystalline polymers [28]. Branching will enhance the influence of a polymer segment on thermal oxidation due to the reactivity of the tertiary carbon at the branch point. In photooxidation and thermal oxidation, the resulting effects are surface cracking, color changes and hardening [29]. It can be remarked from Figs. 2, 3 that after thermal aging, there is a decrease of the strength and strain at break relatively to the unaged case. Moreover, Fig. 2 shows that the elongation at break decreases notably after UV aging, and also Fig. 3 shows that the tensile strength declines notably after thermal aging. Consequently, Fig. 2 shows that the elongation at break is very sensitive to UV aging and Fig. 3 shows that the tensile strength is very sensitive to thermal aging. Furthermore, it can be seen from Fig. 2 that for the blend containing 30 wt% of natural rubber, the difference of the values of elongation, between the three curves, is minimum relatively to the other studied concentrations. So, it can be concluded that the blend containing 30 wt% of natural rubber is more thermal resistant than the other formulations.
It can be seen from Fig. 3 that, after thermal aging, the decrease of the tensile strength is more important relatively to the cases before and after UV. This observation can be explained by the fact that the natural rubber can be degraded under high temperature due to the thermally sensitive unsaturation of C=C double bonds within the isoprene chain [11].
UV aging
Polymers would degrade after a long exposure to sunlight or after irradiation with ultraviolet (UV) rays. The presence of impurities able of absorbing UV will increase the degradation phenomena. UV irradiation of natural rubber induces various volatile degradation products such as ketones, aldehydes and organic acids [30]. The presence of tertiary carbon in the main chain of isotactic polypropylene is the reason of its great sensitivity to UV rays [30]. Degradation reactions of semicrystalline polymers occur mainly in the amorphous regions; however, morphology parameters, such as the arrangement, size and distribution of the crystalline zones, influence highly the degradation mechanism [31, 32].
It can be remarked from Figs. 2, 3 that after UV aging, the strain and strength decline relatively to the case without UV aging. The decrease of the elongation after UV aging means that the blend becomes stiffer. It can be observed from Fig. 3 that, generally, the difference between the two curves (before and after UV aging) becomes less significant when the concentration of the natural rubber is equal and beyond 30 wt%. This phenomenon can be interpreted by the fact that the natural rubber is known as a radiation crosslinking type of polymer because it contains a double bond in its cis 1,4 polyisoprene monomers [31]. Consequently, in the case of UV aging blend, when the concentration of the natural rubber increases, the tensile strength increases due to crosslinking [31] and the blend becomes stiffer, that is why, in Fig. 3, the two curves become superposed beyond 30 wt% of natural rubber loading. Moreover, it can be seen from Fig. 3, that for the blend containing 30 wt% of natural rubber, the difference of the values of tensile strength, between the three curves, is minimum relatively to the other studied concentrations. So, it can be concluded that the blend containing 30 wt% of natural rubber is more UV resistant than the other formulations.
Optical microscopy
Figure 5a–f shows the optical micrographs taken at the same magnification showing the UV-irradiated sample surfaces. It can be seen from this figure the apparition of surface cracking upon UV irradiation. The cracks are observed for all the prepared blends. These cracks are induced by degradation due to prolonged exposure to UV irradiation. Figure 5 shows the surface of pure polypropylene and the existence of cracks induced by UV irradiation and some spherulites. Figure 5b shows the surface of PP/SMR (90/10) blend, and the existence of cracks and dispersed natural rubber (SMR) domains (which are indicated by black arrows).

Optical micrographs images taken at the same magnification (×200) showing the UV-irradiated sample surfaces of a neat polypropylene, b PP/SMR (90/10), c PP/SMR (80/20), d PP/SMR (70/30), e PP/SMR/(60/40), f PP/SMR/(50/50)
Furthermore, it can be noticed that for all the prepared blends, the spatial distribution of these elastomeric domains in the polypropylene matrix is not homogeneous and this is due to the absence of a compatibilizer component such as organoclay [33]. For all the prepared blends, droplet-like dispersion morphology was observed with high coalescence and a large distribution of the rubber particle sizes.
Figure 5c shows the surface of PP/SMR (80/20) blend; this figure indicates the existence of cracks and the average dispersed rubber domain size is bigger relatively to the Fig. 5a case. Figure 5b–e shows that when the concentration of natural rubber (SMR) increases, the dispersed domains of this elastomeric phase become more voluminous and this observation was previously reported [24, 25]. It can also be noticed from Fig. 5b–f that the rubber domains are debonded from the polypropylene major phase because of the poor interfacial adhesion between them induced by UV irradiation exposure which leads to lower mechanical properties.
Furthermore, the cracks in Fig. 5a–f are not numerous and not wide because the exposure time used in this study was only 3 days and this exposure time can be extended until 21 days as cited in the scientific literature [32]. Figure 6a, b shows the surface samples of non-aged samples containing, respectively, 30 and 40 wt% of SMR component. These two figures show clearly that if the samples are not exposed to UV aging, the cracks are not present and the typical rubber domains (indicated by black arrows) are not debonded from the polypropylene matrix. These figures (Fig. 6a, b) are to be compared, respectively, with Fig. 5d, e. Figure 7a, b shows, respectively, the surface samples of no thermally and thermally aged samples containing 40 wt% of SMR. It can be remarked from these figures that after thermal aging, the surface of the sample presents cracks and debonded domains of elastomeric phase. However, Fig. 7b shows that the elastomeric domains seem to be less debonded comparatively to the case with UV aging (Figs. 7b and 6d are to be compared). This observation can explain the important decrease of the elongation at break after UV aging comparatively to the case with thermal aging, since it was reported that the elongation at break is directly related to the adhesion or compatibility between two immiscible phases in a binary polymeric blend [34,35,36].

Optical micrographs images taken at the same magnification (×200) showing the non-UV-irradiated sample surfaces of a PP/SMR (70/30), and PP/SMR/(60/40)

Optical micrographs images taken at the same magnification (×200) showing the sample surfaces of PP/SMR (60/40), a before thermal aging, b after thermal aging
Conclusion
The results and data found in this work are an important contribution to evaluate and understand the effects of thermal and UV aging on the mechanical properties of polypropylene and natural rubber blend for better understanding and prediction of long-term behavior of practical applications.
The results obtained from thermal and UV aging showed that the blend containing 30 wt% of natural rubber is more thermal and UV resistant than the other studied formulations. So, this kind of material can be used essentially as toughened blend in outdoor applications (electrical cable insulation).
In this study, the XRD analysis showed that the adding of the SMR rubber does not affect the crystalline structure of the polypropylene matrix. Indeed, this natural rubber seems to not have a nucleating effect for the α and β crystalline phases of polypropylene. It was noted that the mechanical properties of the PP/SMR decrease when the loading of the elastomeric phase increases especially before thermal and UV aging.
The optical microscopy showed dispersed rubber domains in polypropylene matrix and their size rises as the concentration of the rubber phase increases. The optical microscopy also indicates the existence of cracks at the sample surfaces and debonded rubber domains from the polypropylene matrix induced by UV and thermal aging. Furthermore, the optical microscopy showed that the elastomeric domains are more debonded from matrix after UV exposure than after thermal aging.
References
Bendjaouahdou C, Bensaad S (2011) Properties of polypropylene/(natural rubber)/organomontmorillonite nanocomposites prepared by melt blending. J Vinyl Addit Technol 17:48–57
Chandran N, Chandran S, Maria HJ, Thomas S (2015) Compatibilizing action and localization of clay in a polypropylene/natural rubber (PP/NR) blend. RSC Adv 5:86265–86273
Hashim AS, Ong SK (2002) Study on polypropylene/natural rubber blend with polystyrene-modified natural rubber as compatibilizer. Polym Int 51(7):611–616
Mohamad N, Zainol NS, Rahim FF, Maulod HE, Rahim TA, Shamsuri SR, Azam MA, Yaakub MY, Abdollah MF, Manaf ME (2013) Mechanical and morphological properties of polypropylene/epoxidized natural rubber blends at various mixing ratio. Proc Eng 68:439–445
Hernandez M, Gonzales J, Albano C, Ichazo M, Lovera D (2003) Effects of composition and dynamic vulcanization on the rheological properties of PP/NBR blends. Polym Bull 50:205–212
Liang JZ, Li RKY (2000) Rubber toughening in polypropylene: a review. J App Polym Sci 77(2):409–417
Jain AK, Gupta NK, Nagpal AK (2000) Effect of dynamic cross-linking on melt rheological properties of polypropylene/ethylene-propylene-diene rubber blends. J Appl Polym Sci 77(7):1488–1505
Ichazo M, Hernandez M, Gonzalez J (2004) Comparison of rheological and mechanical behavior of dynamically and statically vulcanized PP-SBS blends. Polym Bull 51(5–6):419–427
Manleh C, Nakason C, Lopattananon N, Kaesaman A (2014) Influence of polypropylene grades on TPNR properties. Adv Mater Res 844:127–130
Passador FR, Rojas GJA, Pessan LA (2013) Thermoplastic elastomers based on natural rubber/polypropylene blends: effect of blend ratios and dynamic vulcanization on rheological, thermal, mechanical, and morphological properties. J Macromol Sci Part B 52(8):1142–1157
Lopattananon N, Tanglakwaraskul S, Kaesaman A, Seadan M, Sakai T (2014) Effect of nanoclay addition on morphology and elastomeric properties of dynamically vulcanized natural rubber/polypropylene nanocomposites. Int Polym Process 29(3):332–341
Murillo EA, Lopez BL (2006) Study of the impact resistance of physically and dynamically vulcanized mixtures of PP/EPDM. Macromol Symp 242(1):131–139
Cao XV, Ismail H, Rashid AA, Takeichi T, VoHuu T (2014) Effect of filler surface treatment on the properties of recycled high-density polyethylene/(natural rubber)/(Kenaf powder) biocomposites. J Vinyl Addit Technol 20:218–224
Nabil H, Ismail H, Rashid AA (2012) Effects of partial replacement of commercial fillers by recycled poly (ethylene terephthalate) powder on the properties of natural rubber composites. J Vinyl Addit Technol 18:139–146
Nabil H, Ismail H, Azura AR (2013) Comparison of thermo-oxidative ageing and thermal analysis of carbon black-filled NR/virgin EPDM and NR/recycled EPDM blends. Polym Test 32(4):631–639
Oksuz M, Eroglu M (2005) Effect of elastomer type on the microsructure and mechanical properties of polypropylene. J Appl Polym Sci 98:1445–1450
Sain M, Simek I, Beniska J, Rosner PJ (1990) Optimization of blend composition in modified natural rubber and polypropylene blends. J Polym Mater 7:49–52
Salamah H, Ismail H (2008) The effect of filler loading and maleated polypropylene on properties of rubberwood filled polypropylene/natural rubber composites. J Reinf Plast Comp 27(16):1867–1876
Al-Malaika S, Amir EJ (1986) Effect of processing variables on tensile properties of natural rubber/polypropylene blends. J Nat Rub Res 1(2):104–121
Thitithammawonga A, Nakasona C, Sahakaroa K, Noordermeer J (2007) Effect of different types of peroxides on rheological, mechanical, and morphological properties of thermoplastic vulcanizates based on natural rubber/polypropylene blends. Polym Test 26(4):537–546
Abdullah I (1992) Liquid natural rubber as a compatibilizer in the blending of natural rubber with polypropylene. Mater Forum 16(4):353–357
Lipponen S, Pietika¨inen P, Vainio U, Serimaa R, Seppa¨la¨ JV (2007) Silane functionalized ethylene/diene copolymer modifiers in composites of heterophasic polypropylene and microsilica. Polym Polym Comp 15:343–355
Wang W, Fu M, Qu B (2004) Mechanical properties and structural characteristics of PP/PP-g-SBR nanocomposites prepared by dynamical photografting. Polym Adv Technol 15:467–471
Van der Wal A, Nijhof R, Gaymans RJ (1999) Polypropylene–rubber blends: 2. The effect of the rubber content on the deformation and impact behaviour. Polymer 40(22):6031–6044
Van der Wal A, Verheul JJ, Gaymans RJ (1999) Polypropylene–rubber blends: 4. The effect of the rubber particle size on the fracture behaviour at low and high test speed. Polymer 40(22):6057–6065
Pospisil J, Horak Z, Pilar J, Billingham NC, Zweifel H, Nespurek S (2003) Influence of testing conditions on the performance and durability of polymer stabilizers in thermal oxidation. Polym Degrad Stab 82:145–162
Law A, Simon LP, Sullivan L (2008) Effects of thermal aging on isotactic polypropylene crystallinity. Polym Eng Sci 48:627–633
Gijsman P (2008) Review on the thermo-oxidative degradation of polymers during processing and in service. e-Polymers 65:1–34
Varghese S, Alex R, Kuriakose B (2004) Natural rubber–isotactic polypropylene thermoplastic blends. J Appl Polym Sci 92(4):2063–2068
Kim I, Lee B, Sohn K, Yoon JL (2016) Characterization of the UV oxidation of raw natural rubber thin film Using Image and FT-IR Analysis. Elastom Compos 51(1):1–9
Shyichuk AV, Turton TJ, White JR, Syrotynska ID (2004) Different degradability of two similar polypropylenes as revealed by macromolecule scission and crosslinking rates. Polym Degrad Stab 86:377–383
Tidjani A (1997) Photooxidation of polypropylene under natural and accelerated weathering conditions. J App Polym Sci 64(13):2497–2503
Bendjaouahdou C, Bensaad S (2013) The effects of organoclay on the morphology and balance properties of an immiscible polypropylene/natural rubber blend. Energ Proced 36:574–590
Kamdar AR, Ayyer RK, Poon BC, Marchand GR, Hiltner A, Baer E (2009) Effect of tie-layer thickness on the adhesion of ethylene–octene copolymers to polypropylene. Polymer 50:3319–3328
Moussaif N, Pagnoulle C, Jérôme R (2000) Reactive compatibilization of PC/PVDF polymer blends by zinc carboxylate containing poly(methylmethacrylate) ionomers. Polymer 41(15):5551–5562
Jarukumjorn K, Chareunkvun S (2006) Compatibilization of recycled high density polyethylene (hdpe)/polyethylene terephthalate (pet) blends. Suranaree J Sci Technol 14(1):1–8
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Bendjaouahdou, C., Bensaad, S. Aging studies of a polypropylene and natural rubber blend. Int J Ind Chem 9, 345–352 (2018). https://doi.org/10.1007/s40090-018-0163-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40090-018-0163-2