
Abstract
Kroll’s reagent is effective for the metallographic etching of traditional Ti-alloys but struggles with the intricate, refined microstructures of newer Ti-alloy compositions like Ti-Cu and Ti-Mo alloys, which are created through additive manufacturing. The presence of fine intermetallic compounds in these alloys results in limited contrast between grains and phases when using Kroll’s reagent, highlighting the need for an alternative etchant. This study systematically investigates the use of buffered oxide etch, a common etchant for micro-electronics, on a range of additively manufactured Ti-alloys. The results show that buffered oxide etch provides superior etching outcomes compared to Kroll’s reagent and ammonium bifluoride, with a clear colour contrast between grains and fine phases. Furthermore, ammonium bifluoride with an F− ion concentration similar to 40% buffered oxide etch (5.60 mmol/ml) is found to reveal microstructural details effectively. These findings suggest that the buffered oxide etch is a reliable tint etchant for additively manufactured Ti-alloys, and could potentially be used to etch other additively manufactured alloy systems for metallographic studies. Both these etchants supply F− ions without the low pH, significantly improving safety by removing the need for HF in the etching process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
There are numerous methods available for the macro and micro-etching of titanium (Ti) alloy samples [1,2,3]. Krolls’ reagent is the most commonly used etchant for traditional Ti-alloys due to its ability to reveal microstructural details and improve contrast [4]. However, it struggles with the fine microstructures typically produced using additive manufacturing (AM), highlighting the need for alternative etching solutions [5].
AM, also known as 3D printing, is increasingly being used in the fabrication of Ti-alloys due to its numerous benefits, including near-net shape manufacturing, reduced raw material requirements, and the ability to create lightweight designs [6,7,8]. Ti-alloys are particularly suitable for aerospace and biomedical applications due to their low density, high strength, corrosion resistance, and bio-compatibility. As a result, researchers are exploring new Ti-alloys that can be effectively fabricated using AM processes. These new alloys have complex compositions and refined microstructures due to high thermal gradients and rapid cooling rates [9, 10].
However, the phase constituents, size, volume fraction, and distribution in these fine microstructures are challenging to analyse as existing etchants struggle to provide sufficient contrast between the phases or parent grains [11, 12]. While scanning electron microscopy (SEM) and electron backscattered diffraction (EBSD) are powerful characterisation techniques, optical micrographs following appropriate etching are more efficient for collecting basic microstructural features on a larger scale.
To address these challenges, this study introduces buffered oxide etch (BOE) as a general colour tint etchant that can more effectively reveal the specific microstructures in different Ti-alloys. After etching with BOE, a clear contrast between the phases and grains was observed. A systematic study was also conducted on several different AM Ti-alloys to confirm the accuracy and reliability of this proposed etchant.
Methods
The alloy samples utilised in this research were produced using the directed energy deposition laser beam (DED-LB) process, with the exception of the wrought pure Ti substrate samples, which were used to optimise BOE concentration. All the samples were cut using a Struers® Secotom-50 cutting machine and hot-mounted with a Struers® CitoPress-15. The samples were then polished with a Struers® Tegramin-25 automatic polishing machine, starting with #800 SiO2 polishing paper and finishing with OPS + H2O2 with a 0.5 μm suspension. Each polishing step was followed by ultrasonic cleaning in water using a Struers® Lavamin.
The polished samples underwent an etching process using three different etchants: BOE, ammonium bifluoride (ABF), and Kroll’s reagent. The BOE supplied by J.T.Baker® had a typical ratio of 10:1 for NH4F: HF, and was further diluted up to 20% with deionised water for etching purposes. The BOE in the supplied condition contains 35.5 to 37.5% ammonium fluoride (NH4F), 4.40 to 4.70% hydrogen fluoride (HF) and the remaining 57.80 to 60.10% of water (H2O). After the dilution, the typically used 40% BOE contains 14.2–15% NH4F, 1.76–1.88 HF with the remaining water. ABF was used with a typical composition of 1 gm of ABF (NH4FHF) in 99 ml of H2O. Kroll’s reagent contained 2 ml of HF, 4 ml of HNO3 and 94 ml of H2O. It was applied with gentle swabbing on the sample surface; while, BOE and ABF were used with a dipping technique. In the case of BOE, the effective etching has been associated with a bubbling reaction at the sample surface and the samples were taken out of the etchant solution after bubbling for 5 s. After etching, all the samples were rinsed twice in deionised water and dried using nitrogen gas.
To ensure a fair comparison, the formulations of ABF and Kroll’s reagent were adjusted to match the F- ion concentration of 40% BOE, resulting in two control tests given in Table 2. In both tests, the F- ion concentration was set to 5.60 mmol/ml, equivalent to 40% BOE.
The etched surfaces were then examined using a Nikon® Eclipse LV150N optical microscope and a JOEL® 7200 SEM in secondary electron imaging (SEI) mode. The optical images were used for visual comparison and quantitative analysis of phase fraction and grain size. The pearlite volume fraction was determined by image segmentation using ImageJ® (v1.54 h) software with the Trainable Weka Segmentation (v3.3.4) plugin. The planar grain size was measured using the linear intercept technique following the ASTM Standard E112 [13].
Results
Optimising BOE Concentration
Initial tests were carried out on a pure Ti substrate plate in wrought form to determine the optimal etchant concentration and etching time. The etchant concentration was diluted with distilled water and adjusted to 20, 30, 40, 50, 60, and 100%, and the etching time was modified to achieve a uniformly etched surface. An incubation period, during which no significant changes were observed on the sample surface, was often noted at the start of etching. This period is thought to be linked to the etchant’s interaction with the oxide film on the alloy surface. Once the oxide film was completely removed, BOE reacted vigorously with the sample surface, producing a large amount of gas bubbles. The surface was typically fully etched within 5 s of the bubbling starting, necessitating quick removal of the sample from the etchant solution to prevent over-etching. The etching time, which includes the incubation time and the 5 s of vigorous reaction, is provided in Table 1 for each BOE concentration.
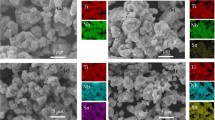
As the etchant concentration increased, the reaction rate also increased, resulting in a more vigorous evolution of gas from the sample surface and a reduced etching time. Conversely, at lower concentrations, the reaction was slower and took longer to evenly etch the surface. Figure 1 indicates the micrographs obtained for the trials conducted according to Table 1. At 20% BOE, the sample displays a uniformly etched monochromatic surface as given in Fig. 1a. The grain size can still be evaluated using this image as a good contrast exists between the grains that are oriented differently. However, there are no coloured grains indicating that the colour etchant effect cannot be obtained at lower concentrations of BOE. At an increased concentration of BOE i.e. at 30% BOE, some grains started to show colour contrast in Fig. 1b without the use of polarised light; however, the colour effect is still not very prominent. The colours become more pronounced at 40, 50, and 60% concentrations as shown in Fig. 1c–e, respectively. At a fully concentrated BOE (i.e. at 100%), the sample’s surface was over-etched, with several pits forming on the surface and some loss of colour contrast as given in Fig. 1f. Therefore, it can be concluded that 40, 50, and 60% BOE produce the most pronounced colour contrast between the grains, resulting in microstructures that are easy to analyse using an optical microscope, even without a polarised lens.

Micrographs of pure Ti-alloy substrate in wrought form after etching with BOE at concentration of (a) 20% (b) 30% (c) 40% (d) 50% (e) 60% and (f) 100%
The trials with varying BOE concentrations were repeated for the thin-walled Ti-8.5Cu alloy prepared using the DED-LB process. The results (Fig. 2) were similar to those observed with pure Ti substrate plates. The 20 and 30% BOE did not produce a colour contrast between grains, but the microstructure showed enough contrast for analysis of grain size. However, it is hard to know the difference between the phases that might exist in these microstructures. On the other hand, the higher concentration, i.e. 100% BOE, resulted in severe pitting due to over-etching of the surface. Therefore, 40 and 50% concentrations of BOE were found to produce the best colour contrast between adjacent grains without the use of a polarised lens.

Micrographs of additively manufactured Ti-8.5Cu alloy after etching with BOE at concentration of (a) 20% (b) 30% (c) 40% (d) 50% (e) 60% and (f) 100%
Etching Ti-Cu Alloy Containing Martensite and Pearlite
The initial success of BOE in etching and tinting DED-LB thin-walled Ti-8.5Cu alloy provided in section “Optimising BOE concentration” led to further comparisons with three chosen etchants (Kroll’s reagent, ABF and 40% BOE) on the same sample. The samples displayed pearlite at grain boundaries and martensite at grain interiors, as observed using the backscattered electron (BSE) mode of SEM (Fig. 3). This makes them suitable for determining the most effective etchant for revealing this type of microstructure from optical micrographs.

SEM-BSE images for Ti-8.5Cu alloy sample showing martensitic microstructure with some amount of grain boundary pearlite and region ‘A’ shows the magnified image of the grain boundary pearlite
Figure 4a–c illustrate that the as-built microstructure is refined and consists of three distinct regions: (1) the top of the sample containing a fusion zone (FZ), which is the last solidified layer during the DED-LB processing, (2) a large heat-affected zone (HAZ) just below FZ, and (3) the remaining layers of the deposited metal powders, which have undergone complex thermal cycling, labelled as ‘bulk’. The magnified micrographs from the HAZ region for all three etchants are provided in Fig. 4a’–c’. All three regions can be identified in Fig. 4a when etched with Kroll’s reagent, but the contrast between the regions is poor and the grains are barely visible. The microstructure becomes slightly clearer at higher magnification (200x in this case) and under a polarised lens. Some pearlite nodules along the parent β grain boundaries can be identified in Fig. 4a’ but the contrast to the rest of the martensite is still poor.

Thin-walled Ti-8.5Cu alloy prepared using DED-LB shows distinct regions of thermal history when etched with (a) Kroll’s reagent (b) ABF and (c) 40% BOE. The (a’–c’) are the magnified images of the HAZ region marked in (a–c), respectively. The micrograph (a’) was taken with a polarised lens whereas (b’) and (c’) were taken without a polarised lens
When ABF etchant was applied, the contrast between the three regions is much clearer (Fig. 4b) but little contrast is visible between pearlite and martensite (Fig. 4b’). Despite ABF being known as a tint etchant, a monochromatic microstructure has been observed after etching. In contrast, the 40% BOE appears to be the most efficient of the three, as seen in Fig. 4c, since there is good contrast between the three regions as well as between parent β grains. The pearlite phase has a distinct blue colour at the grain boundaries against the yellow-coloured martensite interior (Fig. 4c’), providing an overall phase distribution map that was not evident when etched with the other two etchants. The darker pearlite at the grain boundaries also assists in identifying the parent grains, making the parent grain size measurement easy.
The segmented image of Fig. 4c’ to quantify the pearlite volume fraction is shown in Fig. 5a. The fraction of the darker grey areas, which represent the pearlite phase nodules, was measured as 35.86%. The clear colour contrast provided by BOE etching enables the artificial intelligence (AI) algorithm to distinguish pearlite from martensite without selecting many regions within the micrograph to train the classifier.

(a) Segmented image of the same field as Fig. 3c’ by Trainable Weka Segmentation plugin in ImageJ® software. Darker grey areas indicate the pearlite nodules; while, the lighter grey regions are martensite colonies, (b) grain size analysis using the test grid of the Abrams Three-Circle Procedure
Further evaluation of Fig. 4c’ was conducted to quantify the parent β grain size using the Abrams Three-Circle Procedure (as shown in Fig. 5b). The grain size is found to be 67 µm in the HAZ region of the thin-walled Ti-8.5Cu alloy sample. The distinct grain boundaries revealed by BOE etching allow for a more precise count of grains intercepted by the test line, which aids in determining the average grain size. This also reduces errors typically caused by human factors when the etched microstructure is unclear.
Comparison of Etchants at Equivalent F− Ion Concentration
The comparison of etching results at their standard formulation concentration, as shown in Fig. 4, demonstrated that BOE was more effective than either ABF or Kroll’s reagent. Compared to Kroll’s reagent and ABF standard formulation, 40% BOE has a significantly higher F- ion concentration. This could potentially enable more effective etching of fine microstructures, such as pearlite and martensite. Furthermore, the etchant products appeared to be stable on the metallographic surfaces, suggesting that a dipping method is most suitable for this tint etchant.
To confirm the dominant role of the F− ion concentration, a comparative study was conducted on the thin-walled Ti-8.5Cu alloy sample, adjusting the F− ion concentration to be the same among the three etchants. The detailed formulation compositions used are summarised in Table 2. Optical micrographs after etching with modified compositions of ABF (control test 1) and Kroll’s reagent (control test 2) are provided in Fig. 6.

Optical images of thin-walled Ti-8.5Cu alloy sample etched with the equivalent F- ion concentration for (a) 40% BOE (b) control test 1 of ABF containing 15.80 g ABF in 99 ml water, and (c) control test 2 of Kroll’s reagent containing 14.33 ml HF + 14.33 ml HNO3 in 71.33 ml water
Etching results similar to 40% BOE (Fig. 6a) were observed for the control test 1 composition shown in Fig. 6b, displaying a good contrast between the grains as well as a tinting effect. This supports the hypothesis that a high F- ion concentration dominates the etching performance and that the new formulation of ABF, i.e. 15.80 g NH4FHF in 99 ml water, can be as effective as 40% BOE in etching pearlite-containing Ti-alloys. However, over-etching was observed for control test 2, as indicated by the presence of a series of pits on the sample surface (refer to Fig. 6c). This could be due to the lower pH value resulting from the proportional adjustment of HNO3 for this formulation. It is likely that acid corrosion occurred much quicker and attacked the layer and grain boundaries, as seen in Fig. 6c. The comparative study was repeated for Ti-6Al-4 V alloy. With a new formulation of ABF (control test 1) a good contrast between grains was seen at 15 s etching time, which is similar to that of 40% BOE; however, the pitting was severe with increasing the etching time to 45 s. Similarly, pitting was observed for the new formulation of Kroll’s reagent (control test 2) indicating acid corrosion reactions due to the lower pH value of this formulation.
Etching a Fully Pearlitic Ti-Cu Alloy
For cuboidal-shaped Ti-8.5Cu alloy samples, a fully pearlitic microstructure is achieved [9, 14], contrasting with the grain boundary pearlite observed in thin-walled Ti-8.5Cu alloys. A few pitting spots were noted in these alloy samples when etched with 40% BOE, hence BOE concentration was reduced to 30% to prevent over-etching. At a lower magnification, Fig. 7a displays distinct layers formed during the powder deposition in the sample when etched with 30% BOE for 60 s. The magnified view in Fig. 7a’ illustrates the distribution of lamellar pearlite nodules and local orientation differences within them. The existence of colour contrast at dark (blue regions) and bright (pink regions) bands in each layer suggests that there might be a preferred texture in those regions.

Optical images of Ti-8.5Cu fully pearlitic alloy etched with 30% BOE for 60 s (a) shows distinct AM layers and (a’) magnified view of the pearlite nodules in ‘a’
Etching Titanium Alloys with Other Classical Microstructures, (Ti-6Al-4 V, an α + β Alloy and Ti-9.2Mo-4.5Zr-0.1N, a Near-β Ti-alloy)
The BOE has proven effective for microstructures containing pearlite and martensite phases, as demonstrated by the etching quality achieved for Ti-8.5Cu alloy samples. Consequently, 40% BOE was used to etch some of the typical microstructures found in Ti-alloys such as Ti-6Al-4 V, which contains an α + β microstructure, and Ti-9.2Mo-4.5Zr-0.1N with a near-β microstructure.
The as-fabricated DED-LB Ti-6Al-4 V alloy displays coarse columnar dark and light grains growing across several layers, as revealed by the optical micrograph in Fig. 8a. The mean lineal intercepts were taken individually along the longitudinal and transverse directions of the grains, denoted as \(\overline{\ell }_{l}\) and \(\overline{\ell }_{t}\), with a test grid consisting of orthogonal straight lines as shown in Fig. 8a. The average grain size is 1518 μm longitudinally and 397 μm transversely, resulting in an aspect ratio of 3.82.

Optical micrographs after etching with 40% BOE (a) of Ti-6Al-4 V sample, contain a grid to measure the longitudinal and transverse length of the grains (b) of Ti-9.2Mo-4.5Zr-0.1N alloy sample, contain the concentric circles as the test grid of the Abrams Three-Circle Procedure
The Ti-9.2Mo-4.5Zr-0.1N alloy was also etched with 40% BOE, and the optical micrograph is provided in Fig. 8b. The image shows the β-phase with fine and equiaxed grains, which possess various contrasting colours and are therefore are very easy to detect. The Abrams Three-Circle Procedure was implemented, and the grain size, indicated by the mean lineal intercept, \(\overline{\ell } = 85\) μm for this alloy sample.
Discussion
The research conducted in this study suggests that BOE can serve as an alternative to Kroll’s reagent or ABF, functioning as a tint etchant for complex microstructures and revealing various phases with significant colour contrast without the need for a polarised lens.
To comprehend the tinting effect of martensite and pearlite by BOE (refer to Fig. 4c’), it is necessary to understand the oxide layer formed during the etching reaction. The thin-walled Ti-8.5Cu alloy samples were examined under the SEM in SEI mode after etching with 30% BOE for 79 s, as shown in Fig. 9. The pearlite regions appear smoother; while, the martensite needles are strongly attacked. Figure 9 also reveals that the pearlite regions are evenly attacked, as indicated by a continuous oxide layer of fine porosity, whereas the martensite needles show deep groove formation, indicating a much higher depth of etchant penetration. This suggests that pearlite forms a thinner oxide film than martensite when etched with BOE.

SEM-SEI mode image of the thin-walled Ti-8.5Cu alloy microstructure etched using 30% BOE showing higher attack on martensite needles than on pearlite nodules indicating the etching depth difference between the two phase
According to Bragg’s law of interference, the colour should change from blue to yellow with increasing oxide thickness for Ti-alloys [15], as per Equation1:
Here, λ is a radiation wavelength, d is an oxide thickness, θ is an incidence angle, and n is a refractive index. The thinner oxide layer of pearlite would reflect the blue wavelength of visible light, whereas martensite appears yellow under visible light due to a characteristic of thicker oxide layer.
It is worth noting that BOE is also commonly used as the wet etchant for SiO2 etching during micro/nanofabrication [16]. Compared to concentrated HF-only etchant, BOE provides more controllable SiO2 etching results. This is because NH4F can act as a buffering salt, as per Eq 2
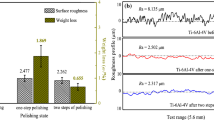
The generation of large amounts of F− ions offers the possibility to use BOE for etching Ti-based alloys. It is also possible that the surface roughness after the etching process can play a crucial role in determining the etching performance. There are several ways to analyse surface roughness [17, 18] and these can be employed in future studies on developing metallographic etchants.
Compared to traditional Kroll’s etchant, BOE offers a similar agent composition but at a different ratio. BOE can provide more F− ion sources while being weaker in acidity resulting in a slower reaction at the sample surface. Therefore, it is expected that BOE can etch the varieties of Ti-alloys more efficiently with less localized attack on the sample surface. This study reinforces that it is important to balance the etching speed by adjusting the acidity in the etchant formulation to avoid the over-etching or pitting of the sample surface. This can be used as a design rule while developing the next generation of etchants to reveal more complex microstructures in parts that are prepared by additive manufacturing processes. Furthermore, a diluted BOE to the concentration of 40%, i.e. an equivalent HF concentration of 2.8%, was found suitable for metallographic etching purposes. This is safer than Kroll’s reagent because the solution is pre-mixed and commercially available, thus avoiding the manual mixing risk of HF and HNO3. Moreover, there is a handling difference between the three etchants as outlined below:
-
The BOE involves only dilution in water. Thus, the operator performing the etching process does not require much chemical handling experience.
-
Kroll’s reagent involves a mixing of highly concentrated Nitric acid (70% concentrated), and HF (49% concentrated). Both the acids first need to be diluted and then mixed with each other and water. Spillage can result in severe acid burns hence a chemical handling experience by the operator is required.
-
The ABF involves mixing a powder in water and there are high chances of spilling in this case. The operator should be able to understand the process of mixing solids into liquids.
The BOE formulation still has an HF content, so for this study, the safety protocols were similar to those required for Kroll’s reagent or ABF use for metallographic etching. The ability of BOE to etch the complex microstructures of additively manufactured Ti-alloys opens up new opportunities for this etchant to be used in the aerospace and biomedical industries. However, since BOE is comparatively safer than Kroll’s reagent and/or ABF, the existing standard protocols of metallographic etching processes can be directly employed by these industries.
Conclusions
This study has, for the first time, identified an alternative etching solution known as BOE to systematically examine its suitability for etching several Ti-alloys that have complex microstructures due to the characteristics of AM processes. The results suggest that 20 to 40% BOE offers superior grain and phase contrast for a broad range of Ti-alloys compared to the traditional Kroll’s reagent or ABF tint etchant. Furthermore, BOE provides colour contrast without the need for a polarised lens, simplifying visual comparisons and quantitative analysis of the microstructural features.
Additionally, this research proposes a new formulation of ABF with an equivalent F- ion concentration to that of 40% BOE. This formulation, containing 15.80 g NH4FHF in 99 ml water, reveals Ti-alloy microstructures similar to those revealed by BOE. Both BOE and the new formulation of ABF have the potential to be applied to metallographic characterisation of other Ti-alloy systems manufactured using AM processes.
Both these etchants supply F− ions eliminating the need for handling of HF in the laboratory significantly improving safety, whilst improving the etching results.
References
W.L. Finlay, J. Resketo, M.B. Vordahl, Optical metallography of titanium. Ind. Eng. Chem. 42, 218–222 (1950). https://doi.org/10.31399/asm.hb.v10.a0001754
G.F.V. Voort, Microstructurz of titanium and its alloys. Ind. Heat. 73, 77–80 (2006)
ASM International, Metallographic technique for nonferrous metals and special-purpose alloys, in: Metals Handbook: Desk Edition, 2nd ed., ASM International, Ohio, 1998: pp. 2294–2316
L.M. Gammon, R.D. Briggs, J.M. Packard, K.W. Batson, R. Boyer, C.W. Domby, Metallography and microstructures of titanium and its alloys. in: ASM Handbook: Metallography Microstructures, ASM International, 2004: pp. 899–917. https://doi.org/10.1361/asmhba0003779
A. Shafiee, H. Ghasemi-Nanesa, M. Habibnejad-Korayem, P. Bocher, Alternative reagent for revealing the entire microstructure of additive manufactured Ti–6Al–4V alloy. Metallogra. Microstruct. Anal. 12, 1047–1054 (2023). https://doi.org/10.1007/s13632-023-01016-3
T. Pereira, J.V. Kennedy, J. Potgieter, A comparison of traditional manufacturing vs additive manufacturing, the best method for the job. Proced. Manuf. 30, 11–18 (2019). https://doi.org/10.1016/j.promfg.2019.02.003
M. Attaran, The rise of 3-D printing: the advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 60, 677–688 (2017). https://doi.org/10.1016/j.bushor.2017.05.011
B. Durakovic, Design for additive manufacturing: benefits, trends and challenges. Periodi. Eng. Nat. Sci. 6, 179–191 (2018). https://doi.org/10.21533/pen.v6i2.224
D. Zhang, D. Qiu, M.A. Gibson, Y. Zheng, H.L. Fraser, D.H. StJohn, M.A. Easton, Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature. 576, 91–95 (2019). https://doi.org/10.1038/s41586-019-1783-1
T. Song, Z. Chen, X. Cui, S. Lu, H. Chen, H. Wang, T. Dong, B. Qin, K.C. Chan, M. Brandt, S.P. Ringer, M. Qian, Strong and ductile titanium–oxygen–iron alloys by additive manufacturing. Nature. 618, 63–68 (2023). https://doi.org/10.1038/s41586-023-05952-6
T. Ahmed, H.J. Rack, Phase transformations during cooling in α+β titanium alloys. Mater. Sci. Eng. A. 243, 206–211 (1998)
B. Vrancken, L. Thijs, J.-P. Kruth, J. Van Humbeeck, Heat treatment of Ti6Al4V produced by selective laser melting: Microstructure and mechanical properties. J. Alloy. Compd. 541, 177–185 (2012). https://doi.org/10.1016/j.jallcom.2012.07.022
ASTM International, Standard test methods for determining average grain size, in: ASTM E112, 2004: pp. 1–27
A.I. Saville, A.J. Clarke, Reconstructing parent microstructures in martensitic and pearlitic Ti-Cu. Mater Charact. 196, 112569 (2023). https://doi.org/10.1016/j.matchar.2022.112569
M.V. Diamanti, B. Del Curto, M. Pedeferri, Interference colors of thin oxide layers on titanium. Color. Res. Appl. 33, 221–228 (2008). https://doi.org/10.1002/col.20403
T.G. Konstantinova, M.M. Andronic, D.A. Baklykov, V.E. Stukalova, D.A. Ezenkova, E.V. Zikiy, M.V. Bashinova, A.A. Solovev, E.S. Lotkov, I.A. Ryzhikov, I.A. Rodionov, Deep multilevel wet etching of fused silica glass microstructures in BOE solution. Sci. Rep. 13, 1–9 (2023). https://doi.org/10.1038/s41598-023-32503-w
R. Deltombe, K.J. Kubiak, M. Bigerelle, How to select the most relevant 3D roughness parameters of a surface. Scanning. 36, 150–160 (2014). https://doi.org/10.1002/sca.21113
H. Kabir, N. Garg, Rapid prediction of cementitious initial sorptivity via surface wettability. Npj Mater. Degrad. 7, 52 (2023). https://doi.org/10.1038/s41529-023-00371-4
Acknowledgements
We would like to express our gratitude to the Australian Research Council (ARC) for their financial support (Grant Number DP 220101501). Our thanks also go to Dr. Duyao Zhang for generously providing several DED-LB processed Ti-alloys for this research. This work was performed in part at the RMIT Micro Nano Research Facility (MNRF) in the Victorian Node of the Australian National Fabrication Facility (ANFF). We acknowledge the facilities, and the scientific and technical assistance, of the RMIT Advanced Manufacturing Precinct (AMP) and the RMIT Microscopy and Microanalysis Facility (RMMF).
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This invited article is part of a special topical focus in the journal Metallography, Microstructure, and Analysis on Quantitative Metallography and Microstructure Modelling.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dumbre, J., Tong, Z., Dong, D. et al. Buffered Oxide Etch: A Safer, More Effective Etchant for Additively Manufactured Ti-Alloys. Metallogr. Microstruct. Anal. (2024). https://doi.org/10.1007/s13632-024-01094-x
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13632-024-01094-x