
Abstract
Research into alternative packaging materials is becoming more and more popular as a result of growing eco-friendly concerns regarding the usage of some petroleum-based polymeric packaging materials and coatings, as well as growing buyer demands for products with nutritious quality and extended shelf lives. Barrier coatings made of naturally renewable biopolymers can be applied to paper packing materials. These biopolymer coatings have the potential to replace the current synthetic paper and paperboard coatings, are strong oxygen and oil barriers, and may prevent the unintended moisture transfer in food goods. An appealing method of controlling the growth and spread of microorganisms in food packaging is the integration of antimicrobial compounds into coatings to create active/functional paper-based packaging materials. Here, in this review of the oxygen/moisture barrier, mechanical, and other characteristics of paper coated with bio-based materials. Examples are used to discuss the current and future uses of bio-based material coatings on paper packaging materials to improve barrier performance.
Similar content being viewed by others

1 Introduction
Nowadays, it is evident that consumer acceptance has been increasing in terms of the usage of sustainable packaging materials in the food packaging sector, and they are willing to spend a bit higher amount for sustainable packaging materials over traditional packaging materials [1,2,3]. The usage of petroleum-based products over the last five decades created an impact on the planet that is irreplaceable and unrecoverable. Scientists and researchers are thriving for alternative bio-based sustainable resources to replace petroleum-based packaging materials. One such alternative packaging material is paper. Paper is a bio-based, recyclable, and biodegradable material generally available as a thin sheet made of cellulosic fibers [4]. It is a highly suitable material for addressing sustainable and eco-friendly packaging issues [5]. Researchers from the Institute of Energy and Environment, Germany, revealed that paper-based packaging has a lower impact on the environment than other traditional materials. Non-biodegradable packaging has a considerable impact on the environment in the form of landfills and marine debris, and such issues can be tackled by paper-based packaging. Recently, paper-based packaging gained popularity over other materials because of its eco-friendly nature [6]. According to a survey conducted by Cone Communications, over 70% of consumers are looking for sustainable packaging options while shopping. Moreover, consumers are ready to pay 10% extra cost for the brands providing sustainable packaging materials [7, 8].
Packaging is a highly diversified global industry, especially claiming the highest stake in the food packaging sector [9, 10]. During the COVID-19 pandemic, packaging paper consumption increased by 2.1%, and sanitary and household paper increased by 3.1% in Europe [11, 12]. To replace petroleum-based packaging materials, regulating bodies are imposing restrictions on the usage of such packaging materials. On the other hand, rising customer awareness creates demand for sustainable packaging. Paper-based packaging industry growth is on par with manufacturing because most products require secondary, tertiary, and quaternary packaging for transporting [13, 14].
Even though paper-based packaging provides strength to the core packaging, due to its porous structure, it possesses inferior barrier properties, which are essential for real-time packaging applications. Due to its poor barrier properties, base paper (uncoated paper) cannot be used as packaging material. Water vapor permeability, oxygen permeability, mineral oils diffusion, and transfer of greases are factors affecting the quality of foods packed inside paper-based packaging materials. Papers are generally coated with suitable barrier coatings for enhancing the barrier to water vapor, oxygen, mineral oils, and grease [14]. Petroleum-based polymers such as polyethylene, ethylene vinyl alcohol (EVOH), and polypropylene are generally coated onto paper to enhance the barrier to water vapor and oxygen permeation.
However, the coating of these synthetic polymers reduces the paper’s biodegradability and recyclability, which in turn affects the environment [15]. Synthetic polymers are posing a threat to human and aquatic life in the form of microplastics. A recent incident, i.e., microplastics found in human blood samples, explains the alarming situation in the human community [16]. Such issues can be addressed with the help of biodegradable and sustainable coating materials instead of synthetic and non-biodegradable polymers. On the other hand, biodegradable polymers are also non-toxic, available, and affordable, mainly in packaging [17]. Different biodegradable polymers such as polylactic acid (PLA), polyhydroxy alkanoates (PHA), starch, chitosan, and polysaccharides, can be used as barrier coatings on paper packaging applications as shown in Fig. 1 [18].

Biodegradable paper-based alternatives to the commercially available non-biodegradable plastic materials
For modern material applications, particularly in the field of packaging materials, there is growing interest in using more sustainable and naturally biodegradable material alternatives that are preferably produced from renewable resources. In recent days, many works done on sustainable coating materials for barrier coatings like alpha-1,3 glucan and natural rubber latex coatings [19]. The number of publications on sustainable packaging in recent years tells us that its demand is increasing continuously as shown in Fig. 2.

Graphs showing a the number of publications on sustainable packaging in past 10 years; b the number of publications on sustainable barrier coatings for paper. Data were obtained from the web of science by using the search words “sustainable packaging materials’ and “sustainable barrier coatings for the paper”, respectively
This review covers the importance of sustainable barrier coatings in paper-based food packaging applications. First, we explained bio-based coating materials followed by barrier properties. Further, we have provided an overview of different coating methods like bar coating, knife coating, spray coating, and dip coating, along with engineering properties, followed by challenges associated with using biopolymers in coating applications.
2 Coating materials
Any material which can impart desired properties to the base paper upon coating can be used as coating material. Coating affects many properties of paper, such as weight, absorptivity, gloss, opacity, water/gas permeation, smoothness, ink absorbency, brightness, and color. For packaging applications, barrier properties such as the permeation of water/gas are of primary concern. Barrier coatings on paper-based packaging materials help in resisting the passage of water vapor/air into the packaging. To achieve this, we need to increase the mean-free path of water vapor molecules or gases by increasing the tortuosity (resistance for the flow in a porous material) based on the packaging application. In general, using conventional petroleum-based materials such as PVC (polyvinyl chloride), low-density polyethylene (LDPE), high-density polyethylene (HDPE), polystyrene, polypropylene, polyethylene terephthalate (PET), chitosan, polymethyl pentane (PMP), polyesters, fluorine-based derivatives, and waxes, we control the barrier properties of paper. Non-conventional coating materials such as lignin-based coatings, polyvinyl alcohol (PVA), alkene ketene dimer (AKD), and combined usage of PVA and AKD are also used to control the barrier properties. Even though these materials proved to increase the hydrophobicity of the paper, these are not our primary concern because they are derived from fossil fuels which have many environmental restrictions. They are less recyclable and might take even 500 years for very slow biodegradation.
3 Biodegradable polymers for high barrier paper coating
Polymers provide high barrier properties for packaging. But many polymers are non-biodegradable and cause accumulation while landfilling, which is harmful to the environment. Biodegradable polymers include natural biodegradable polymers and synthetic petroleum-based biodegradable polymers which are shown in Table 1 along with their properties. Compared to the natural bio-based biodegradable polymers, synthetic biodegradable polymers are easy to shape or mold to different dimensions. Although both these natural and synthetic biodegradable polymers are sustainable and have a low environmental impact, the high thermo-processibility of the synthetic-based polymers makes the difference [20]. The classification of biopolymers and their origins are described in Fig. 3.

Classification of different kinds of polymers, such as biodegradable and non-biodegradable and classification of biodegradable polymers based on origin, such as synthetic and natural
3.1 Polylactic acid
Polylactic acid (PLA) or polylactide is synthetic and aliphatic polyester derived from lactic acid, which is biodegradable by microbes after hydrolysis[21]. Among all biopolymers, PLA has the best attributes regarding its eco-friendly nature, such as low cost and high availability of the raw materials, low energy consumption during production, and biodegradability in both water and soil [22]. PLA can be used to coat the paper and paper boards to impart barrier properties [23]. Commercial PLA is amorphous in nature and has good optical transparency, making it suitable for packaging applications. But, the main drawback is its poor resistance properties of oxygen permeability (OP) of ~ 540 cc (gm) mil/m2-day atm and water vapor permeability(WVP) of 1.96 g mm m2 day [24]. These poor barrier properties result from amorphous nature and can be improved by changing the nature to crystalline. PLA 4030D with 40% crystallinity showed the WVP value of 51.8 cc mm/m2-day-kPa (37.8, 40–90% relative humidity (RH)) and 20 times decrement in OP. Imparting crystalline nature is an energy-consuming process, and crystallinity also reduces the optical properties, which limits its application[20]. It is revealed from the different studies that a coating weight of 9 g/m2 has shown superior barrier properties over the uncoated paper and lower coated weight paper[25].
3.2 Polyglycolic acid
Polyglycolic acid (PGA) got special attention nowadays because it gives excellent barrier properties, and the production of glycolic is through the natural route [26]. The structure of PGA is similar to the PLA, but PGA exhibits higher gas barrier properties with excellent mechanical strength, making it more attractive for packaging applications. The moisture and oxygen permeability of the PGA is 0.2 g mm/ m2 day and 0.014 cc mm/ m2 day atm, respectively [24].
3.3 Poly hydroxy alkanoates
Biodegradability, inherent hydrophobicity, non-permeability, insolubility, and flexibility made poly hydroxy alkanoates (PHA) as a potential competitor for the petroleum-based polymers in the packaging [27]. PHA family consists of polyhydroxy butyrates (PHB), polyhydroxy butyl vinyl (PHBV), and polyhydroxy butyl hydroxyl (PHBH), etc., [28]. PHA is mainly used in the packaging sector as paper coatings, carpets, shopping bags, paper cups and dipers, etc. Nowadays, many PHA-coated products are available in the market in the form of boxes, boards, papers, etc., [29]. PHB, PHBV, and PHBH provide good oxygen and water vapor permeation barrier of < 50 cc (gm) mil/m2-day-atm. The crystalline nature of nearly 60% of the PHBV with low hydroxy valerate content contributes to the high barrier properties of the PHBV. But drawbacks such as physical aging at room temperature, inherent brittleness, and narrow processing window limit their full-scale application [20]. Maintaining an ideal bacterial growth environment is also one of the key obstacles to the industrial production of PHA.
3.4 Polybutylene succinate
Polybutylene succinate (PBS) is a bio-based and degradable aliphatic polyester that can be used in food packaging applications at elevated temperatures. PBS degrades at high rates of 13 mg/cm2 weight loss per month, making it an attractive material for food packaging applications [30]. The production cost of PBS is high compared to petroleum-based polymers such as polyethylene (PE), polystyrene (PS), polyethylene terephthalate (PET), and polyamides (PAs) [31]. PBS has oxygen/water vapor permeability values in the range similar to polylactic acid (PLA), and oxygen barrier properties are in the range of ~ 200 ~ 300 cc mil/m2-day-atm for semi-crystallized PBS with ~ 35% of crystallinity [20].
3.5 Polycaprolactone
Polycaprolactone (PCL) is biodegradable synthetic polyester that is produced by ring-opening polymerization of caprolactone. PCL exhibits poor oxygen permeability (OP) and water vapor permeability (WVP) properties which limit its application as a coating material, although it has excellent flexibility and toughness [20]. PCL shows WVP and OP values of ~ 120 g·mil/m2 day kPa and ~ 1600 cc·mil/m2 day atm, respectively [32]. In general, PCL blended with the high barrier biopolymers and nanocomposites are used to increase their barrier properties without disturbing their strength properties [20]. It is reported that PCL combined with polyethylene glycol (PEG) increased the hydrophobicity of the paper substrate. Water vapor transmission rate (WVTR) values of coated paper are decreased from ~ 1500 g to ~ 1000 g 24 h−1 m−2.
3.6 Starch
Starch is a naturally available, low-cost, biodegradable polymer that can be coated on cellulosic paper to enhance its properties. Due to their semi-crystalline nature, films are brittle and do not have sufficient mechanical properties and flexibility to be used for packaging. But after some physical, chemical, and enzymatic modifications, such as plasticizing with other materials, starch can have an excellent film-forming ability so that it can be used as coating material [18]. When starch is blended with polyvinyl alcohol (PVOH), upon the coating on paper, it can give an excellent barrier to moisture. Blends of chitosan and starch can give good oil resistance to the paper [33].
3.7 Cellulose
Cellulose is a linear polysaccharide that is the most abundant and naturally available biodegradable polymer on earth [34]. In the paper industry, cellulosic fibers are the primary raw materials for paper production, and their derivatives can be used as coating materials for packaging applications. But cellulose has some undesirable properties to be used as a coating material, such as hydrophilic nature, water insolubility, high crystallinity, and poor ability to form films. Cellulose derivatives are produced commercially, such as carboxymethyl cellulose (CMC), ethyl cellulose (EC), hydroxypropyl methyl cellulose (HPMC), methylcellulose (MC), hydroxypropyl, and hydroxy methyl cellulose (HPC and HEC) [18] to overcome the drawbacks with cellulose as a barrier material. Cellulose nanofibrils (CNF) are also biodegradable polymers that can be used for coating on papers. A coating weight of 10 g/m2 CNF on paper can impart adequate water and oxygen barrier to paper [16].
3.8 Chitosan
Chitosan is a naturally available polysaccharide biocompatible, and biologically degradable [35]. Paper coated with chitosan with a 2% degree of acetylation (DA) showed a decrease in water vapor transmission rate (WVTR) and high Taber stiffness. With chitosan coating, the water absorption value of the kraft paper decreased by ~ 35%, and water vapor permeability (WVP) was reduced by ~ 44% [36]. When a copy paper of 80 GSM is coated with 6.9 g/m2 chitosan, the OP value obtained was 1.1 cm3/m2day [37]. It is reported that when uncoated paper having WVTR value of 1200 g m−2 day−1 decreased to 1000 g m−−2 day−1 upon coating with chitosan and further decreased to 500 g m−2 day−1 when coated with polydimethylsiloxane (PDMS)-treated chitosan [38]. Different types of biopolymers and their effect on the improvement of barrier properties are described in Fig. 4.

Different sources for biopolymers and their effect on improvement of barrier properties upon coating on paper substrate
4 Different barrier properties
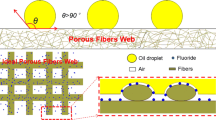
For packaging applications, the barrier properties of paper play an essential role in preserving the freshness of the product and extending shelf life. The main barrier properties important for packaging are water vapor transmission rate (WVTR) and oxygen transmission rate (OTR) [39]. Figure 5 illustrates the before and after coating barrier materials on paper substrate.

The effect of coating on barrier properties a before coating water molecules and oxygen molecules pass thorough paper freely. b After coating water molecules and oxygen molecules are getting repelled by the substrate
4.1 Water vapor transmission rate
For packaging materials, water vapor transmission rate (WVTR) is one of the most crucial barrier properties. When water vapor passes through the package, it affects the freshness of food and also increases the growth of microbes that spoil the food [40]. Moisture reduces the shelf life of the food materials promoting undesirable reactions like oxidation and vitamin degradation. As the papers are made of fibers, they alone cannot provide sufficient barrier properties for packaging applications. So, different coating materials are tried to improve the water vapor barrier properties, which can fill pores and voids as much as possible and impart resistance towards polar water moisture [14], 22]. Uncoated paper having a WVTR of 690 g/m2 \(\times\) 24 h was decreased by more than 60% when coated with chitosan and alginate [14]. WVTR barrier property for paper could be estimated using various methods. WVTR for paper samples was estimated by testing gravimetrically by following the modified procedure of the GB/T 1037–88 test method at a relative humidity of 30% and 30 °C. Paper samples with 6-mm diameter were mounted on a sealed cup and weighed before and after the test [41]. The desiccant method can also be used to measure the WVTR of a coated paper by following American society for testing and materials (ASTM) standards E-96 [42]. Water vapor permeation coefficient values can be obtained by multiplying WVTR with the thickness of the substrate sample.
4.2 Oxygen transmission rate
Oxygen transmitted into the package will spoil most of the food materials [43]. Oxygen present in the package will cause the oxidization of food which depends on the oxygen transmission rate (OTR) of the packaging material. It is generally expressed as cm3 m−2 24 h−1 [44]. The desired value of OTR for papers used in most food packaging applications is below 10 cm3/m2·day·bar at 23 \(^\circ \mathrm{C}\) and 50% relative humidity (RH). In general, OTR values of uncoated papers are beyond the thresholds of the measuring instrument, which is due to the porous structure of the paper. It is reported that uncoated paper having an OTR value beyond the threshold value of the instrument was reduced to 128.0 \(\pm\) 14.7 cc/m2-day after coating with polyvinyl alcohol (PVOH) and zein as first and second coating layers, respectively. The first layer of coating with PVOH decreased the OTR value of paper up to 7 times compared to the bilayer, but to retain the gas barrier at high relative humidity, zein layer is also coated as the second layer [45]. Starch and PVOH coating mixture was used to obtain low OTR values at medium and high relative humidity, which can be used for packaging food materials with an intermediate moisture content [36]. From the results, it was observed that the high fraction of starch in the coating mixture was very effective in keeping the oxygen barrier at a level that is technically and commercially applicable. PVOH when modified with ethylene, provided low OTR values compared to the standard PVOH [46].
5 Solvents for coating solutions
Barrier coating solution contains different components, including coating pigment, binder, thickener, lubricant, dispersant, brightening agent, crosslinker, and water [47]. All coating materials are not compatible with a single solvent, and the compatibility of solvent depends on the nature of the coating material and solvent, whether they are polar or non-polar. Polar materials will be soluble in polar solvents, and non-polar materials are soluble in non-polar solvents. Some of the coating materials and their solvents from the literature are shown in Table 2. The poly(butylene adipate-co-terephthalate) (PBAT) coating solution was prepared by adding 4 g of PBAT into 100 mL of chloroform, and the solution was stirred the whole day using the magnetic stirrer to obtain a uniform solution[48]. Further, the esterified lignin, when dispersed in PBAT solution, the mixture provided good barrier properties to the paper [42]. The author reported the preparation process of esterified lignin. Firstly, 10% kraft lignin was dispersed in pyridine, and the dispersion was then heated constantly at 95 °C with a stirring speed of 400 rpm. To this dispersion, palmitoyl acid was added, which resulted in the formation of palmitoyl chloride. The whole reaction products were then centrifuged and washed with water to remove unreacted palmitoyl chloride, which will give esterified lignin.
6 Coating methods for paper substrate
Different coating methods are reported in the literature for imparting barrier properties to the paper, i.e., bar coating, spray coating, knife coating, and dip coating.
6.1 Bar coating
Bar coating/Rod coating/Mayer bar coating is widely used for paper coatings because of its simple operation and low cost compared with other coating methods. In bar coating, the required coating thickness could be obtained quickly without any complications and expenses. Rods wounded with wire of different diameters will allow us to control the thickness of the coating on the substrate. Rod speed and rod wire diameter are the two main parameters that can be varied to get proper and specific coating thickness [49, 69]. The thickness of the coating material can be controlled accurately using bar coating. The normal coating thickness range of the bar coating is 3 to 160 μm [50]. Figure 6 represents the different types of coating techniques, such as bar coating, spray coating, dip coating, and knife coatings.

Different methods for coating on the paper substrate: a bar coating. b Spray coating. c Knife coating. d dip coating
6.2 Knife coating
The knife coating method was used for coating on a continuous flat sheet of material such as paper. The rheological properties of the coating material are essential as the thickness of the coating is very low in the knife coating method. Polymer solutions will give have a good hold over the rheological properties. In knife coating, an excess coating material is applied to the surface of the substrate, and the thickness of the coating is controlled by using a knife or blade [51]. Different configurations such as floating-knife and knife-over-roll could be used for coating. In the floating-knife technique, the doctor blade touches the surface of the substrate, and it enforces the coating solution to penetrate the substrate. Pressure applied by the blade and tension in the substrate controls the coating amount and thickness. This configuration is mainly used in the textile industries for coating fabrics. Another typical configuration is the knife-over-roll coating, in which the doctor blade does not touch the substrate surface directly. The gap between the doctor blade and the roll on which the substrate is placed determines the coating thickness. In this configuration, we can control the thickness precisely, but non-uniform substrate thickness may result in non-uniform coating thickness. Parameters like blade shape, angle, and the rheological properties of the coating solution will affect the coating thickness and amount of coating material [52, 53]. In air knife coating, an excess coating material is blown off from the substrate surface by an air jet that comes from an air knife instead of doctor blade [51].
6.3 Dip coating
Dip coating is mainly used in lab research because it does not need any sophisticated equipment and is a more facile method than other coating methods. This method enables us to adjust the thickness of the coating layer easily at a lower cost. Dip coating is not suitable for industrial applications as the coating produced is inconsistent. But for the low standard requirements of the product, it can be used on a large scale at a relatively cheap price [54]. In this process, the aqueous-based liquid phase is deposited on the surface of the substrate by dipping the substrate in a coating solution. Effective formation of the targeted material on the surface of the substrate takes place by immersing in the coating solution [55]. After material deposition on the surface, the substrate is removed from the solution. Through the evaporation, the excess liquid is removed, and a unique dry coating layer is formed on the surface of the substrate. Parameters such as time of immersion, withdrawing speed of substrate, surface tension, density and viscosity of the coating solution, and the surface of the substrate determines the thickness and morphology of the coating layer [56]. The main advantage with the dip coating is that it can deposit monolayer and the main drawback is its time consumption [57].
6.4 Spray coating
Spray coating is used to apply a thin layer of coating film on the substrate, which is widely used in industrial coatings, paintings, and graphic art [54]. In this method, the coating solution is directly sprayed on the surface of the substrate [58]. There are different spray generation techniques such as pressed air vaporization, airless pressure spray, electrostatic spray, dry powder resin spray, hot flame spray, and hot vapor impelled spray. Pressured air vaporization is the most commonly used method, where coating solution and air are pressed out from the nozzle [53]. Spray coating is advantageous in coating irregular shape materials, but it is not easy to get the uniform thickness of the coating on the substrate with wide width, and it is a relatively expensive coating method [52]. In spray coating, we cannot control the thickness of the coating layer precisely.
7 The effect of coating on engineering properties of paper
In packaging applications, along with the barrier properties of the coating, its mechanical properties are also important. Mechanical properties will give an idea about the strength of the paper so that it can be used for suitable packages. Mechanical properties mainly depend on the base paper or substrate compared to the coating layer [59].
7.1 Basis weight
Basis weight is the weight of paper per unit area having units g/m2 or GSM, which was measured according to the ASTM D646 standards. Paper was cut into square pieces of size 12 \(\times\) 12 cm2, and weight was measured from which the GSM could be obtained [60].In general, the basic weight of coated paper increases compared to the uncoated because of the excess weight of coating material. It depends on coating thickness and the amount of material coated on the substrate. A study showed that the basis weight of uncoated paper is 126.5 GSM, which is increased to 154.6 GSM when coated with polyvinyl alcohol (PVOH) (5 wt%) and zein (20 wt%) as top and bottom layers [61]. It is reported that the basis weight of uncoated paper increased from 144.16 \(\pm\) 0.202 to 157.9 \(\pm\) 0.71 gm−2 upon coating with chitosan and increased to 156.7 \(\pm\) 1.11 gm−2 upon coating with polydimethylsiloxane (PDMS)-treated chitosan [38].
7.2 Tensile strength
Tensile strength (TS) indicates the strength of paper derived from the fiber length, strength, and bonding. It is defined as the maximum tensile force specimen can bear before rupturing when tested on a tensile tester carried under prescribed conditions. It is indicated as force per unit length (kN/m) of the test specimen. It can be measured by following TAPPI T 456 standards [62]. The coating will significantly influence the tensile strength of the paper. From the studies, it is shown that uncoated paper has a tensile strength of 32.1 \(\pm\) 10.2 MPa, which was increased to 49.56 \(\pm\) 4.9 MPa when coated with blended carbohydrates and grape seed extract. This biopolymer-coated paper showed higher tensile strength than that of polyethylene (PE) coated paper with TS of 36.9 \(\pm\) 6.3 MPa [63]. Chitosan layer, when coated on paper, the tensile strength of the paper was increased from 6.03 \(\pm\) 0.18 to 6.42 \(\pm\) 0.38 kN/m. This indicates that the paper’s strength and ductility can be improved by coating it with biopolymers such as chitosan [16].
7.3 Burst strength
Burst strength is a measure of paper’s ability to resist rupture and is very important for packaging applications as they need to carry weights. It is defined as the maximum hydrostatic force a paper specimen can bear before rupturing when pressure is applied constantly by using a rubber diaphragm [64]. The burst strength of the paper was increased from 310 \(\pm\) 5 to 348 \(\pm\) 18 kPa when coated with chitosan. This is because chitosan will enter into the fiber matrices and the structures of cellulose and chitosan are compatible [16].
7.4 Bending stiffness
The determination of bending stiffness for paper is crucial for end uses like packaging, wrapping and printing. It is defined as the resistance of a paper to bending when an intentional bending force is applied to paper. It can be calculated by TAPPI T 566 standards and expressed as mN m [65]. When cellulose nanofibrils are coated on paper board, an increment of 15% in bending stiffness is observed [66]. Unmodified paper having a bending stiffness of 96.69 \(\pm\) 3.57 mN m was increased to 122.58 \(\pm\) 2.91 mN m in the machine direction, and bending stiffness was decreased from 85.51 \(\pm\) 2.77 to 64.14 \(\pm\) 3.73 in the cross direction.
7.5 Contact angle
In general, surface wettability of material is evaluated by measuring the contact angle with the solvent. For uncoated papers, the contact angle is 75–80°, which is because of the hydrophilic nature of cellulose [66]. The coating on paper was carried out to decrease the water and moisture permeation through the cellulosic paper. As the increment in contact angle indicates the increase in hydrophobicity, the contact angle of coated paper should be increased compared to the uncoated paper [25]. The substrate is classified into different categories superhydrophobic (θ > 150°), hydrophobic (150° > θ > 90°), intermediate wetting (θ = 90°), hydrophilic (10° < θ < 90°), and super hydrophilic (θ < 10°) based on the contact angle [67]. Using a contact angle analyzer, the water contact angle of the paper will be determined. The paper substrate is cut into pieces of 2.54 cm \(\times\) 10 cm and fixed horizontally in the contact angle analyzer. The water contact angle is measured as soon as a drop of nearly 10μL is poured on the coated paper samples using a micro syringe [63]. The water contact angle (WCA) of uncoated paper is measured as 69.1 \(\pm\) 6.1, and it is increased significantly to 92.0 \(\pm\) 4.1 after being coated with biopolymer made up of a ternary blend of carbohydrates and grape seed extract [63]. Various stages of contact angle measurements with respect to coated/uncoated paper substrate and their relationship with wetting property are clearly depicted in Fig. 7.

Various stages including super hydrophobic, hydrophobic, intermediate wetting, hydrophilic, super hydrophilic of water contact angles with respect to the paper substrate and their relation to wetting property
7.6 COBB test
Water absorptivity of a coated paper can be measured by using the Cobb test (ISO standard 535) [68]. Using TAPPI standard method, the cobb value could be calculated by measuring the amount of water absorbed by the cellulosic paper in a certain amount of time (60 s or 120 s). Cobb value or water absorption value is represented by the amount of water absorbed by the paper per unit area(g/m2). By using the following equation, we can calculate the Cobb value for 60 s:
where Cobb value indicates the water absorbency value; W2 indicates the weight of paper after water absorption; W1 indicates the weight of paper before exposure to the water [69]. A low Cobb value indicates low water absorption, and a high Cobb value indicates high water absorption [70]. Cobb 60 value of an uncoated paper is found to be 29.3 g/m2, which is increased to 55 g/m2 by coating with starch and zein biopolymer mixture. It is reported that polylactic acid (PLA) and polylactic acid (PCL) blends decreased the Cobb value from 5 g m−2 to 4 g m−2 upon coating [71]. It is showed that Cobb value decreased from 1200 to 600 gm−2 when coated with polydimethyl siloxane (PDMS)-treated chitosan [38].
8 Challenges with biodegradable polymer as a coating material
Petroleum-based polymers show better mechanical and barrier properties with lower costs compared to natural biodegradable polymers [72]. Even though natural biopolymers have biocompatibility, they possess undesirable properties like antigenicity and inconsistency in the different batches of production [73]. There are more chances for microbial contamination in the case of natural biopolymers during production and handling [74]. Polysaccharides such as starch, cellulose, hemicellulose, zein, gum arabic, pectin, and chitosan are hydrophilic in nature and cannot provide good barrier properties when they are coated alone. To get good barrier properties, these biopolymers need to blend with other materials like polyvinyl alcohol (PVOH) [33]. The problems with biopolymers are high molecular weights, hydrophilicity, brittleness, high viscosity, and uncertainties in melting [26]. The main challenge for paper packaging is the low mechanical properties of paper which are increasing the usage of synthetic polymers at the industrial level.
Moreover, the other major concern is deforestation causing due to the raw material procurement for biopolymers preparation [75]. Many starch-based nanocomposites are developed to increase the performance of coatings with more added functionalities to the coatings based on starch. But the large-scale utilization of starch-based coatings has not yet been realized. Further, it is essential to evaluate the toxicity of the nanocomposites based on starch as they might transfer into the food material when used for food packaging [33].
9 Future scope
The global paper-based packaging market is expected to grow with a cumulative annual growth rate (CAGR) of 3.5% from 2022 to 2027, which will reach $496.5 Billion worth of market value by 2027 [76]. Paper-based packaging is a cost-efficient method for the protection, preservation, and transportation of many kinds of products [77]. List of commercially available coated paper products along with coating material, manufacturing company, properties, and their applications are shown in Table 3. Bio-based packaging is the future generation that ensures biodegradability and biocompatibility by replacing the conventional non-biodegradable polymers as coating materials on paper [75]. Currently, consumers are becoming more inclined towards eco-friendly packaging. Governments are also imposing strict regulations for environmentally friendly packaging materials, which brought a paradigm shift towards sustainable and environmentally friendly paper-based packaging. Since July 2016, France government has banned plastic bags, but according to the French government, more than 5 billion plastic bags are produced each year, and nearly 12 billion bags are used for packaging fruits and vegetables, which can be replaced with paper bags [77]. Food, beverages, and grocery items markets are also expected to grow, which might enhance the need for paper-based packaging materials.
Objectionable properties of polyhydroxyalkanoates (PHA) such as crystallinity and brittleness can be reduced by blending with other low-cost biopolymers like starch, cellulose, polylactic acid, etc. This can improve properties of PHA along with reducing cost of production [29]. Nanocomposites like polystyrene/silver, silver, and titanium dioxide nanoparticles can be also used to impart good properties along with the biopolymers [78, 79]. As polymers do not have enough strength and stiffness, by making a composite with metals and ceramics, we can get desired properties [80]. In the area of polymers, nanocomposites can provide best route to develop new materials for better barrier and mechanical properties [81].
10 Conclusion
The packaging industry plays a significant role in every country’s economy because products made in a country need to be packed and transported, which is crucial for the country’s overall economy [12]. Nowadays, all countries are taking steps towards banning non-biodegradable polymer materials. Recently, the Indian government announced a ban on nearly 19 single-use plastics (SUP) like plastic plates, cups, glasses, and straws, creating a massive demand for paper-based alternatives [82]. Coating biopolymers such as cellulose, chitosan, starch, and poly lactic acid, on-base paper can enhance the properties, making it suitable for packing applications without causing any damage to the environment. Biopolymer coating on paper for packaging applications is still at its initial stage of development. Poor mechanical properties, barrier properties, and high processing costs compared to conventional petroleum-based polymers are retarding the commercialization on an industrial scale. Blending different biopolymers like polylactic acid and polycaprolactone can give desired barrier properties, and we can overcome the drawbacks of individual biopolymers. The industrialization of biopolymer coatings on paper-based packaging requires further research, which can improve the product’s packaging at a reduced production cost.
Data availability
The data will be made available by the corresponding author upon request.
References
Gaikwad KK, Singh S, Lee YS (2018) Oxygen scavenging films in food packaging. Environ Chem Lett 16(2):523–538. https://doi.org/10.1007/S10311-018-0705-Z/FIGURES/5
Akhila K, Ramakanth D, Gaikwad KK (2022) Development of novel gallic acid- and cellulose acetate-coated paper as pH-responsive oxygen indicator for intelligent food packaging. J Coat Technol Res. https://doi.org/10.1007/s11998-022-00622-0
Gaikwad KK, Deshmukh RK, Lee YS (2022) Natural phenolic compound coated oxygen scavenging active polyolefin film for preserving quality of fish cake. Biomass Conv Bioref. https://doi.org/10.1007/s13399-022-02678-9
Kumar A, Deshmukh RK, Gaikwad KK (2022) Quality preservation in banana fruits packed in pine needle and halloysite nanotube-based ethylene gas scavenging paper during storage. Biomass Conv Bioref. https://doi.org/10.1007/s13399-022-02708-6
Lignou S, Oloyede OO (2021) Consumer acceptability and sensory profile of sustainable paper-based packaging. Foods 10(5):990. https://doi.org/10.3390/FOODS10050990
Oloyede OO, Lignou S (2021) sustainable paper-based packaging: a consumer’s perspective. Foods 10(5):1035. https://doi.org/10.3390/FOODS10051035
Escursell S, Llorach-Massana P, Roncero MB (2021) Sustainability in e-commerce packaging: a review. J Clean Prod 280:124314. https://doi.org/10.1016/J.JCLEPRO.2020.124314
Srivastava P, Ramakanth D, Akhila K et al (2022) Package design as a branding tool in the cosmetic industry: consumers’ perception vs. reality. SN Bus Econ 2:58. https://doi.org/10.1007/s43546-022-00222-5
Gaikwad KK, Singh S, Negi YS (2020) Ethylene scavengers for active packaging of fresh food produce. Environ Chem Lett 18(2):269–284. https://doi.org/10.1007/S10311-019-00938-1/FIGURES/5
Kumar L, Deshmukh RK, Gaikwad KK (2022) Antimicrobial packaging film from cactus (Cylindropuntia fulgida) mucilage and gelatine. Int J Biol Macromol 215:596–605. https://doi.org/10.1016/j.ijbiomac.2022.06.162
Ramakanth D, Singh S, Maji PK, Lee YS, Gaikwad KK (2021) Advanced packaging for distribution and storage of COVID-19 vaccines: a review. Environ Chem Lett 19(5):3597–3608. https://doi.org/10.1007/S10311-021-01256-1/FIGURES/8
Naletina D (2021) “Overview of European Packaging Industry with special emphasis on COVID-19 PANDEMIC | Economic and Social Development: Book of Proceedings;: 178–185, 2021. | ProQuest Central,” Economic and Social Development: Book of Proceedings, 2021. https://pesquisa.bvsalud.org/global-literature-on-novel-coronavirus-2019-ncov/resource/pt/covidwho-1355466 (accessed Apr. 16, 2022)
“Bio-Based Packaging: Material, Environmental and Economic Aspects - Google Books.” https://books.google.co.in/books?hl=en&lr=&id=A1clEAAAQBAJ&oi=fnd&pg=PA225&dq=lathifah+sustainable+paper+based+packaging&ots=_4W-pHDHau&sig=F8uWS2Lx3GmuFcq-bPJeG0Wt_RU&redir_esc=y#v=onepage&q=lathifah%20sustainable%20paper%20based%20packaging&f=false (accessed Apr. 16, 2022)
Kopacic S, Walzl A, Zankel A, Leitner E, Bauer W (2018) Alginate and chitosan as a functional barrier for paper-based packaging materials. Coatings 8(7):235. https://doi.org/10.3390/COATINGS8070235
Khwaldia K, Arab-Tehrany E, Desobry S (2010) Biopolymer coatings on paper packaging materials. Compr Rev Food Sci Food Saf 9(1):82–91. https://doi.org/10.1111/J.1541-4337.2009.00095.X
Yook S, Park H, Park H, Lee SY, Kwon J, Youn HJ (2020) Barrier coatings with various types of cellulose nanofibrils and their barrier properties. Cellulose 27(8):4509–4523. https://doi.org/10.1007/S10570-020-03061-5/FIGURES/10
Singh S, Gaikwad KK, Lee YS (2018) Antimicrobial and antioxidant properties of polyvinyl alcohol bio composite films containing seaweed extracted cellulose nano-crystal and basil leaves extract. Int J Biol Macromol 107:1879–1887. https://doi.org/10.1016/J.IJBIOMAC.2017.10.057
Nechita P, Iana-Roman MR (2020) Review on polysaccharides used in coatings for food packaging papers. Coatings 10(6):566. https://doi.org/10.3390/COATINGS10060566
Adibi A et al (2022) Sustainable barrier paper coating based on alpha-1,3 glucan and natural rubber latex. Carbohyd Polym 282:119121. https://doi.org/10.1016/J.CARBPOL.2022.119121
Wu F, Misra M, Mohanty AK (2021) Challenges and new opportunities on barrier performance of biodegradable polymers for sustainable packaging. Prog Polym Sci 117:101395. https://doi.org/10.1016/J.PROGPOLYMSCI.2021.101395
Hagen R (2012) Polylactic Acid. Polym Sci : a comprehensive reference 10:231–236. https://doi.org/10.1016/B978-0-444-53349-4.00269-7
Deshwal GK, Panjagari NR, Alam T (2019) An overview of paper and paper based food packaging materials: health safety and environmental concerns. J Food Sci Technol 10:4331-4403 Springer. https://doi.org/10.1007/s13197-019-03950-z
Taib NAAB et al. (2022) A review on poly lactic acid (PLA) as a biodegradable polymer. Polym Bull 1–35. https://doi.org/10.1007/S00289-022-04160-Y/TABLES/14
Samantaray PK et al. (2020) Poly(glycolic acid) (PGA): A versatile building block expanding high performance and sustainable bioplastic applications. Green Chemistry. Royal Society of Chemistry 22(13):4055-4081. https://doi.org/10.1039/d0gc01394c
Sundar N, Ananda Kumar S, Pavithra A, Ghosh S (2020) Studies on semi-crystalline poly lactic acid (PLA) as a hydrophobic coating material on kraft paper for imparting barrier properties in coated abrasive applications. Progress in Organic Coatings 145:105682. https://doi.org/10.1016/J.PORGCOAT.2020.105682
Youssef AM, El-Sayed SM (2018) Bionanocomposites materials for food packaging applications: Concepts and future outlook. Carbohyd Polym 193:19–27. https://doi.org/10.1016/J.CARBPOL.2018.03.088
Israni N, Shivakumar S (2019)Polyhydroxyalkanoates in packaging. in Biotechnological Applications of Polyhydroxyalkanoates, Springer Singapore, pp. 363–388. https://doi.org/10.1007/978-981-13-3759-8_14
Tyagi P, Salem KS, Hubbe MA, Pal L (2021) Advances in barrier coatings and film technologies for achieving sustainable packaging of food products – a review. Trends Food Sci Technol 115:461–485. https://doi.org/10.1016/J.TIFS.2021.06.036
Sharma V, Sehgal R, Gupta R (2021) Polyhydroxyalkanoate (PHA): Properties and modifications. Polym (Guildf) 212:123161. https://doi.org/10.1016/J.POLYMER.2020.123161
Thurber H, Curtzwiler GW (2020) Suitability of poly(butylene succinate) as a coating for paperboard convenience food packaging. Int J Biobased Plast 2(1):1–12. https://doi.org/10.1080/24759651.2020.1785094
Rafiqah SA et al (2021) A review on properties and application of bio-based poly(Butylene succinate). Polymers (Basel) 13(9):1–28. https://doi.org/10.3390/polym13091436
lo Faro E, Menozzi C, Licciardello F, Fava P (2021) Improvement of paper resistance against moisture and oil by means coatings with poly(-3-hydroxybutyrate-co-3-hydroxyvalerate) (phbv) and polycaprolactone (pcl)”. Appl Sci (Switzerland) 11(17):8058. https://doi.org/10.3390/app11178058
Li H, Qi Y, Zhao Y, Chi J, Cheng S (2019) Starch and its derivatives for paper coatings: a review. Prog Org Coat 135:213–227. https://doi.org/10.1016/J.PORGCOAT.2019.05.015
Singh S, Gaikwad KK, il Park S, Lee YS (2017) Microwave-assisted step reduced extraction of seaweed (Gelidiella aceroso) cellulose nanocrystals. Int J Biol Macromol 99:506–510. https://doi.org/10.1016/J.IJBIOMAC.2017.03.004
Baldrick P (2010) The safety of chitosan as a pharmaceutical excipient. Regul Toxicol Pharmacol 56(3):290–299. https://doi.org/10.1016/J.YRTPH.2009.09.015
Tanpichai S, Witayakran S, Wootthikanokkhan J, Srimarut Y, Woraprayote W, Malila Y (2020) Mechanical and antibacterial properties of the chitosan coated cellulose paper for packaging applications: effects of molecular weight types and concentrations of chitosan. Int J Biol Macromol 155:1510–1519. https://doi.org/10.1016/J.IJBIOMAC.2019.11.128
Vartiainen J, Motion R, Kulonen H, Rättö M, Skyttä E, Ahvenainen R (2004) Chitosan-coated paper: effects of nisin and different acids on the antimicrobial activity. J Appl Polym Sci 94(3):986–993. https://doi.org/10.1002/APP.20701
Hamdani SS, Li Z, Rabnawaz M, Kamdem DP, Khan BA (2020) Chitosan–graft–poly(dimethylsiloxane)/zein coatings for the fabrication of environmentally friendly oil- and water-resistant paper. ACS Sustain Chem Eng. https://doi.org/10.1021/ACSSUSCHEMENG.9B07397
Zhang J et al (2021) High-barrier, strong, and antibacterial paper fabricated by coating acetylated cellulose and cinnamaldehyde for food packaging. Cellulose 28(7):4371–4384. https://doi.org/10.1007/S10570-021-03778-X/FIGURES/9
Gaikwad KK, Singh S, Ajji A (2019) Moisture absorbers for food packaging applications. Environ Chem Lett 17(2):609–628. https://doi.org/10.1007/S10311-018-0810-Z/TABLES/4
Sundar N, Keerthana P, Kumar SA, Kumar GA, Ghosh S (2020) Dual purpose, bio-based polylactic acid (PLA)-polycaprolactone (PCL) blends for coated abrasive and packaging industrial coating applications. J Polym Res 27(12). https://doi.org/10.1007/s10965-020-02320-0
Bandera D, Meyer VR, Prevost D, Zimmermann T, Boesel LF (2016) Polylactide/Montmorillonite Hybrid Latex as a Barrier Coating for Paper Applications. Polymers 8(3):75. https://doi.org/10.3390/POLYM8030075
Gaikwad KK, Lee YS (2017) Effect of storage conditions on the absorption kinetics of non-metallic oxygen scavenger suitable for moist food packaging. J Food Meas Charact 11(3):965–971. https://doi.org/10.1007/S11694-017-9470-0/FIGURES/5
Mirmehdi S, de Oliveira MLC, Hein PRG, Dias MV, de Sarantópoulos CIGL, Tonoli GHD (2018) Spraying cellulose nanofibrils for improvement of tensile and barrier properties of writing & printing (W&P) paper 38(3):233–245. https://doi.org/10.1080/02773813.2018.1432656
Hamdani SS, Li Z, Ruoqi P, Rollend E, Rabnawaz M (2022) Oxygen and water vapor barrier properties of polyvinyl alcohol and zein bilayer-coated paper. J Appl Polym Sci 139(7):51707. https://doi.org/10.1002/APP.51707
Christophliemk H, Johansson C, Ullsten H, Järnström L (2017) Oxygen and water vapor transmission rates of starch-poly(vinyl alcohol) barrier coatings for flexible packaging paper. Prog Org Coat 113:218–224. https://doi.org/10.1016/J.PORGCOAT.2017.04.019
Sharma M, Aguado R, Murtinho D, Valente AJM, Mendes De Sousa AP, Ferreira PJT (2020) A review on cationic starch and nanocellulose as paper coating components. Int J Biol Macromol 162:578–598. https://doi.org/10.1016/J.IJBIOMAC.2020.06.131
Shankar S, Rhim JW (2018) Effects of poly(butylene adipate-co-terephthalate) coating on the water resistant, mechanical, and antibacterial properties of Kraft paper. Prog Org Coat 123:153–159. https://doi.org/10.1016/J.PORGCOAT.2018.07.002
Afra E, Mohammadnejad S, Saraeyan A (2016) Cellulose nanofibils as coating material and its effects on paper properties. Prog Org Coat 101:455–460. https://doi.org/10.1016/J.PORGCOAT.2016.09.018
“Theory: How does a bar coater work ? | Labomat.” https://labomat.eu/gb/faq-film-application/790-theory-how-does-a-bar-coater-work-.html (accessed Aug. 12, 2022)
Wypych G (2016) FILLERS IN DIFFERENT PROCESSING METHODS. Handbook of Fillers, pp 793–821. https://doi.org/10.1016/B978-1-895198-91-1.50020-8
Shim E (2019) Coating and laminating processes and techniques for textiles. Smart Textile Coatings and Laminates p 11–45. https://doi.org/10.1016/B978-0-08-102428-7.00002-X
Shim E (2013) Bonding requirements in coating and laminating of textiles. Joining Textiles: Principles and Applications pp 309–351. https://doi.org/10.1533/9780857093967.2.309
Kakaei K, Esrafili MD, Ehsani A (2019) graphene and anticorrosive properties. Interface Sci Technol 27:303–337. https://doi.org/10.1016/B978-0-12-814523-4.00008-3
Sahoo SK, Manoharan B, Sivakumar N (2018) Introduction: Why Perovskite and Perovskite Solar Cells?. Perovskite photovoltaics: basic to advanced concepts and implementation, p 1–24. https://doi.org/10.1016/B978-0-12-812915-9.00001-0.
Tang X, Yan X (2017) Dip-coating for fibrous materials: mechanism, methods and applications. J Sol-Gel Sci Technol 81(2). Springer New York LLC, pp 378–404. https://doi.org/10.1007/s10971-016-4197-7.
Tosi D, Sypabekova M, Bekmurzayeva A, Molardi C, Dukenbayev K (2022) Fiber surface modifications for biosensing. Optical Fiber Biosensors. pp 253–282. https://doi.org/10.1016/B978-0-12-819467-6.00010-X
Cui Z, Liao L (2020) Coating and printing processes. Solution Processed Metal Oxide Thin Films for Electronic Applications pp 83–97. https://doi.org/10.1016/B978-0-12-814930-0.00006-2
Zakaria S, Chia CH, Wan Ahmad WH, Kaco H, Chook SW, Chan CH (2015) Mechanical and antibacterial properties of paper coated with chitosan. Sains Malays 44(6):905–911. https://doi.org/10.17576/JSM-2015-4406-18
Kansal D, Hamdani SS, Ping R, Rabnawaz M (2020) Starch and zein biopolymers as a sustainable replacement for PFAS, silicone oil, and plastic-coated paper. Ind Eng Chem Res 59(26):12075–12084. https://doi.org/10.1021/ACS.IECR.0C01291/ASSET/IMAGES/LARGE/IE0C01291_0008.JPEG
Hamdani SS, Li Z, Sirinakbumrung N, Rabnawaz M (2020) Zein and PVOH-based bilayer approach for plastic-free, repulpable and biodegradable oil- and water-resistant paper as a replacement for single-use plastics. Ind Eng Chem Res 59(40):17856–17866. https://doi.org/10.1021/ACS.IECR.0C02967/ASSET/IMAGES/LARGE/IE0C02967_0014.JPEG
Muchorski D (2006) Tensile properties of paper and paperboard (using constant rate of elongation apparatus). T 494 om-01. TAPPI pp 1–28
Shankar S, Rhim JW (2018) Antimicrobial wrapping paper coated with a ternary blend of carbohydrates (alginate, carboxymethyl cellulose, carrageenan) and grapefruit seed extract. Carbohyd Polym 196:92–101. https://doi.org/10.1016/J.CARBPOL.2018.04.128
Bayatkashkoli A (2013) Evaluation of process variables effect on the bursting strength of newsprint, printing and writing paper. J Indian Acad Wood Sci 10(1):55–61
Seo MS, Youn HJ, Lee HL (2020) Penetration control of surface sizing starch using cationic PAM and its effect on the bending stiffness of paper. BioResources 15(3):5489–5502
Mazhari Mousavi SM, Afra E, Tajvidi M, Bousfield DW, Dehghani-Firouzabadi M (2018) Application of cellulose nanofibril (CNF) as coating on paperboard at moderate solids content and high coating speed using blade coater. Prog Org Coat 122:207–218. https://doi.org/10.1016/J.PORGCOAT.2018.05.024
Samanta A, Wang Q, Shaw SK, Ding H (2020) “Roles of chemistry modification for laser textured metal alloys to achieve extreme surface wetting behaviors. Mater Design 192:108744. https://doi.org/10.1016/J.MATDES.2020.108744
Ni S et al (2021) Laccase-catalyzed chitosan-monophenol copolymer as a coating on paper enhances its hydrophobicity and strength. Prog Org Coat 151:106026. https://doi.org/10.1016/J.PORGCOAT.2020.106026
Jin K, Tang Y, Liu J, Wang J, Ye C (2021) Nanofibrillated cellulose as coating agent for food packaging paper. Int J Biol Macromol 168:331–338. https://doi.org/10.1016/J.IJBIOMAC.2020.12.066
Bakker S, Aarts J, Esteves ACC, Metselaar GA, Schenning APHJ (2022) Water barrier properties of resin-stabilized waterborne coatings for paperboard. Macromol Mater Eng 307(4):2100829. https://doi.org/10.1002/MAME.202100829
Sundar N, Keerthana P, Kumar SA, Kumar GA, Ghosh S (2020) Dual purpose, bio-based polylactic acid (PLA)-polycaprolactone (PCL) blends for coated abrasive and packaging industrial coating applications. J Polym Res 27(12):1–18. https://doi.org/10.1007/S10965-020-02320-0/FIGURES/28
Deshmukh RK, Akhila K, Ramakanth D, Gaikwad KK (2022) Guar gum/carboxymethyl cellulose based antioxidant film incorporated with halloysite nanotubes and litchi shell waste extract for active packaging. Int J Biol Macromol 201:1–13. https://doi.org/10.1016/J.IJBIOMAC.2021.12.198
Doppalapudi S, Jain A, Khan W, Domb AJ (2014) Biodegradable polymers—an overview. Polym Adv Technol 25(5):427–435. https://doi.org/10.1002/PAT.3305
S. Bhatia (2016) Natural polymer drug delivery systems: Nanoparticles, plants, and algae. Natural Polymer Drug Delivery Systems: Nanoparticles, Plants, and Algae pp 1–225. https://doi.org/10.1007/978-3-319-41129-3
Chausali N, Saxena J, Prasad R (2022) Recent trends in nanotechnology applications of bio-based packaging. J Agric Food Res 7:100257. https://doi.org/10.1016/J.JAFR.2021.100257
“Paper packaging market: global industry trends, share, size, growth, opportunity and forecast 2022–2027.” https://www.researchandmarkets.com/reports/5530334/paper-packaging-market-global-industry-trends#rela2-4775070 (accessed May 31, 2022)
“Paper Packaging Market - Growth, tarends, COVID-19 impact, and forecasts (2021 - 2026).” https://www.researchandmarkets.com/reports/4775070/paper-packaging-market-growth-trends-covid-19 (accessed May 31, 2022)
Nassar MA, Youssef AM (2012) Mechanical and antibacterial properties of recycled carton paper coated by PS/Ag nanocomposites for packaging. Carbohyd Polym 89(1):269–274. https://doi.org/10.1016/J.CARBPOL.2012.03.007
Youssef AM, Kamel S, El-Samahy MA (2013) Morphological and antibacterial properties of modified paper by PS nanocomposites for packaging applications. Carbohyd Polym 98(1):1166–1172. https://doi.org/10.1016/J.CARBPOL.2013.06.059
Al-Tayyar NA, Youssef AM, Al-hindi R (2020) Antimicrobial food packaging based on sustainable bio-based materials for reducing FOODBORNE PATHOGENS: A review. Food Chem 310:125915. https://doi.org/10.1016/J.FOODCHEM.2019.125915
Youssef AM (2013) Polymer nanocomposites as a new trend for packaging applications 52(7): 635–660. https://doi.org/10.1080/03602559.2012.762673
“PRESS RELEASE FOR SUP BAN”, Accessed: Jun. 24, 2022. [Online]. Available: https://www.facebook.com/CPCBindia
Koppolu R, Lahti J, Abitbol T, Swerin A, Kuusipalo J, Toivakka M (2019) Continuous processing of nanocellulose and polylactic acid into multilayer barrier coatings. ACS Appl Mater Interfaces 11(12):11920–11927. https://doi.org/10.1021/ACSAMI.9B00922/ASSET/IMAGES/LARGE/AM-2019-00922C_0005.JPEG
Mirmehdi S, Hein PRG, de Luca Sarantópoulos CIG, Dias MV, Tonoli GHD (2018) Cellulose nanofibrils/nanoclay hybrid composite as a paper coating: effects of spray time, nanoclay content and corona discharge on barrier and mechanical properties of the coated papers. Food Packag Shelf Life 15:87–94. https://doi.org/10.1016/J.FPSL.2017.11.007
Akter T et al (2020) Microcrystalline cellulose reinforced chitosan coating on kraft paper. Cellulose Chem Technol 54(1–2):95–102. https://doi.org/10.35812/CelluloseChemTechnol.2020.54.11
Gatto M, Ochi D, Yoshida CMP, da Silva CF (2019) Study of chitosan with different degrees of acetylation as cardboard paper coating. Carbohyd Polym 210:56–63. https://doi.org/10.1016/J.CARBPOL.2019.01.053
Willberg-Keyriläinen P, Ropponen J, Alakomi HL, Vartiainen J (2018) Cellulose fatty acid ester coated papers for stand-up pouch applications. J Appl Polym Sci 135(48):46936. https://doi.org/10.1002/APP.46936
Qin C, Wang W, Li W, Zhang S (2020) Reactive water vapor barrier coatings derived from cellulose undecenoyl esters for paper packaging. Coatings 10(11):1032. https://doi.org/10.3390/COATINGS10111032
Ni S, Zhang H, Dai H, Xiao H (2018) Starch-based flexible coating for food packaging paper with exceptional hydrophobicity and antimicrobial activity. Polymers 10(11):1260. https://doi.org/10.3390/POLYM10111260
Hult EL, Ropponen J, Poppius-Levlin K, Ohra-Aho T, Tamminen T (2013) Enhancing the barrier properties of paper board by a novel lignin coating. Ind Crops Prod 50:694–700. https://doi.org/10.1016/J.INDCROP.2013.08.013
Shorey R, Mekonnen TH (2022) Sustainable paper coating with enhanced barrier properties based on esterified lignin and PBAT blend. Int J Biol Macromol 209:472–484. https://doi.org/10.1016/J.IJBIOMAC.2022.04.037
Zhang W, Xiao H, Qian L (2014) Enhanced water vapour barrier and grease resistance of paper bilayer-coated with chitosan and beeswax. Carbohyd Polym 101(1):401–406. https://doi.org/10.1016/J.CARBPOL.2013.09.097
Matsui KN, Larotonda FDS, Paes SS, Luiz DB, Pires ATN, Laurindo JB (2004) Cassava bagasse-Kraft paper composites: analysis of influence of impregnation with starch acetate on tensile strength and water absorption properties. Carbohyd Polym 55(3):237–243. https://doi.org/10.1016/J.CARBPOL.2003.07.007
Rhim JW, Lee JH, Hong SI (2006) Water resistance and mechanical properties of biopolymer (alginate and soy protein) coated paperboards. LWT Food Sci Technol 39(7):806–813. https://doi.org/10.1016/J.LWT.2005.05.008
Rhim JW, Kim JH (2009) Properties of poly(lactide)-coated paperboard for the use of 1-way paper cup. J Food Sci 74(2):E105–E111. https://doi.org/10.1111/J.1750-3841.2009.01073.X
lo Faro E et al (2021) Improvement of paper resistance against moisture and oil by coating with poly(-3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) and polycaprolactone (PCL). Appl Sci 11(17):8058. https://doi.org/10.3390/APP11178058
Acknowledgements
Author Praveen Kumar would like to thank the Ministry of Education (MoE), Government of India, for providing financial support to carry out this research work during his master’s (M.Tech.) program. Author K. K. Gaikwad would like to sincerely thank the Department of Science and Technology (DST), Government of India, for the financial support provided under the DST INSPIRE Faculty (DST/INSPIRE/04/2018/002544).
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
The authors conceptualized the study design jointly. Praveen Kumar Kunam searched for and resolved conflicts, writing the first draft. Dakuri Ramakanth and Konala Akhila charted the data. Kirtiraj K. Gaikwad led the analysis and writing and incorporated critical feedback from all authors.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Competing interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Cite this article
Kunam, P.K., Ramakanth, D., Akhila, K. et al. Bio-based materials for barrier coatings on paper packaging. Biomass Conv. Bioref. (2022). https://doi.org/10.1007/s13399-022-03241-2
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-022-03241-2