
Abstract
Water leaching and hydrothermal carbonization are tools to upgrade biomass residues for combustion. Water leaching reduces the ash content, which increases the heating value, while hydrothermal carbonization (HTC) increases heating value and ash content and decreases the organic fraction of the fuel. The objective of this study is to investigate, whether low temperature hydrothermal treatment (HTT) of biomass residues can combine the positive aspects of both treatments and avoid the negative aspects: a decrease of the ash content (leaching) instead of an increase (HTC) and a strong increase of the heating value by deoxygenation (HTC) instead of a low increase by ash reduction (leaching). Sawdust, conifer bark, black locust bark, green cuttings, and leaves were treated at 150 °C, 170 °C and 185 °C in a batch reactor. The impact of the three treatments on combustion properties, inorganic element reduction, and organic compound formation in the liquid phase were investigated. All biomass residues, except sawdust treated at 150 °C, showed increased heating values and reduced ash contents. The intensity of the heating value increases, and the reduction rates of selected ash elements were discussed, including a comparison of literature values and a short review on organic reaction and formation processes at low temperature and pressure conditions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In 2019, 232 million m3 of wood residues were produced worldwide [1], comprising bark, leaves, and green cuttings. These biomasses have a high ash content, which causes increased combustion emissions [2,3,4], a reduced calorific value [2] and an increased ash melting risk [2, 5]. Upgrading the waste biomasses bark, leaves, and green cuttings for combustion by reducing their ash content and increasing their calorific value can contribute to the rising demand of biomass in the future.
There are two established strategies, which improve the combustion properties of biomasses: water leaching at room temperature [6,7,8,9] and hydrothermal carbonization (HTC) at high temperatures [10].
1.1 Water leaching
Water leaching at room temperature causes high ash element reduction rates [6, 7, 9]. Liaw and Wu characterized the leaching kinetics of several ash elements and found fast and high reduction rates for potassium and chlorine. The leaching kinetics were slower, and the reduction rates were lower for magnesium and calcium [7]. This is consistent with findings of Khalsa et al. and Turn et al. who investigated the ash element leaching for grass and leaves [6] and banagrass fuel [9], respectively. These studies showed that different ash elements have different leaching rates in water at room temperature and that the elements with a lower leaching rate showed a higher variation of their leaching kinetics. The heating value of leached biomass increased for leaves and grass (+ 7% to + 10%) [6] and decreased for lignocellulose biomass (0 to -13%) [8].
1.2 Hydrothermal carbonization
Biomass degradation and biocoal polymerization processes occur in parallel; therefore, a process modelling based on detailed reaction kinetics cannot be performed. The severity factor is used as an applicable tool to describe the intensity of the process without including complex kinetics. Overend et al. highlighted the severity factor as a simple model to describe the intensity of thermal processes in the wood industry [11]. Since then, this severity factor was used by many authors to compare the intensity of the hydrothermal carbonization [12,13,14,15,16]. Hoekman et al. defined a severity factor of four as the onset of energy densification and a severity factor of five as the start of an intense carbonization [12]. Although this is a simplified approach in comparison to complex reactor kinetic modelling studies [17], it allowed a correlation to energy content and O/C ratio of biochar produced in a HTC reactor [12].
Hydrothermal carbonization (HTC) was conducted at high temperatures with increasing heating values of the produced biochar (+ 2 to + 66%) at increasing temperatures 200–357 °C [18,19,20,21,22,23]. The overall ash content increased in comparison to the untreated biomasses. Reza et al. reported decreasing levels of selected ash elements at treatment temperatures between 200 and 260 °C, while the overall ash content increased with increasing treatment temperature [18]. Liu and Balasubramanian reported reduced ash element concentrations for coconut fiber at a treatment temperature of 250 °C [19], while the nitrogen and sulfur levels were increased. In the same study, sulfur levels were reduced at 250 °C in eucalypt leaves, while nitrogen levels were increased [19]. A second study by Liu et al. reported the same trends for sulfur and nitrogen in a larger temperature ranging from 200 to 375 °C [20]. Comparable trends were found by Toptas Tag et al. who found increasing relative levels of nitrogen for sunflower stalk, poultry litter, and algae biomass between 225 and 300 °C, while the relative sulfur levels were increasing and decreasing without correlation to the treatment temperature [21]. Xiao et al. found increasing relative nitrogen levels for wood and corn stalk, while sulfur showed constant levels for corn stalk and decreasing levels for wood at 250 °C treatment temperature [22]. Poerschmann et al. investigated brewers spent grain and found increasing amounts of selected ash elements at 200 °C and 240 °C, except for potassium at 200 °C and 240 °C, sulfur at 200 °C, and nitrogen at 240 °C [23]. These literature results show that the temperature dependent and element specific concentration dynamic during HTC treatment is not yet fully understood.
1.3 Comparison of water leaching and HTC
The comparison between water leaching and hydrothermal carbonization shows that water leaching decreases all ash elements, except for the emission precursor zinc [6], while it has an uncertain effect on the heating value (-13 to + 10%). Especially woody biomass can show heating value reductions due to water leaching. Hydrothermal carbonization always increases the heating value (+ 2 to + 66%), but the overall ash content always increases, as well (+ 1% to + 38%).
1.4 Objective
This study investigates the effect of a short and low temperature hydrothermal treatment (HTT) of conifer saw dust, conifer bark, black locust bark, green cuttings, and leaves at 150 °C, 170 °C, and 185 °C. All three treatment intensities are higher than water leaching and below the minimum severity factor for HTC proposed by Hoekman et al. [12]. It is investigated, whether the applied HTT processes increase the heating value due to HTC carbonization reactions and reduce the overall ash content.
The study focuses on selected ash element behaviors in order to quantify the benefits of the treatments. The authors explain the elements behavior based on their chemical properties in order to define optima for biomass residue upgrading, especially considering important emission precursors, e.g., potassium, chlorine, sulfur, and zinc [3, 24].
2 Material/methods
2.1 Sample material
The sample material consisted of conifer saw dust and conifer bark (80% fir, 15% spruce, 5% pine) collected at a local sawmill (Vollmer Holz e.K., Rottenburg, Germany), black locust bark collected at a hardwood sawmill (Haisch GmbH & Co. KG, Neuweiler, Germany), green cuttings collected at a recycling center (Elsberger Entsorgung, Rottenburg, Germany), and leaves collected on the area of the technical university Rottenburg (Hochschule für Forstwissenschaften, Rottenburg, Germany). The material was collected in autumn 2018 and dried in a custom-made batch drier to 12% for successive 6-mm sieve chipping with a hammer mill (SDMH2, Münch-Edelstahl GmbH, Hilden, Germany). The chips were cut with a 1-mm sieve cutting mill (pulverisette 19, Fritsch GmbH, Markt Einersheim, Germany) and ground with 0.12-mm sieve laboratory grinder (ZM 200, Retsch Technology GmbH, Haan, Germany). The resulting dust was used for the hydrothermal treatment (HTT) and for the raw material analysis.
2.2 Hydrothermal treatment (HTT)
The low temperature hydrothermal treatment was carried out using a floor stand Parr reactor (Series 4520, Parr Instrument Company, Moline, USA) with an aluminum block heater, which had an installed power of 1,000 W. The 2,000-ml reaction vessel was filled with 140-g raw material and 1,400-ml demineralized water. The three applied maximum temperatures were 150 °C, 170 °C, and 185 °C. The maximum temperature was kept constant for 30 min, and the temperature and pressure values were recorded throughout the treatments at 5 min intervals for each biomass. The reaction vessel was continuously stirred at 200 rpm with a double blade stirrer. The reactor was stopped when the temperature was cooled down to 80 °C. The liquid supernatant was discharged and collected for further analysis. The biocoal was rinsed with distilled water and mechanically pressed in a filter sheet. The solid was dried at 105 °C for 24 h to prepare the subsequent analysis.
2.3 Severity factor
The severity factor of the low temperature treatment is calculated according to the formula given by Overend et al. and Hoekman et al. [11, 12]:
with \(t\times {e}^{(T-100)\times {14.75}^{-1}}\) = RO (reaction ordinate) [min], t = experimental reaction time [min], and T = maximum temperature [°C].
The formula assumes a first-order kinetic and an Arrhenius type dependence of rate constant to temperature [11]. In this study, three different severity factors (SF) were calculated. The SF1 was calculated with T = temperature maximum and t = 30 min, the SF2 with T = temperature maximum and t = time interval from start to stop after cooling to 80 °C, and the SF3 with T = temperature maximum and t = time interval between both 100 °C temperatures.
2.4 Ash content
The ash content was determined according to the standard DIN EN ISO 18122 in an AAF 1100 muffle furnace (Carbolite Gero GmbH&Co.KG, Neuhausen, Germany).
2.5 Heating value
The higher heating value was determined according to the standard DIN EN 14,918 with a C6000 calorimeter (IKA-Werke GmbH & Co.KG, Stauffen, Germany). Prior to the experiment, 5 ml of water was added to the bomb for subsequent IC analysis. The lower heating value was calculated with the hydrogen content of the elemental analysis according to DIN 51,900–1.
2.6 Elemental analysis (EA)
About 20 mg of the samples were analyzed with a varioMACRO cube elemental analyzer (elementar Analysesysteme GmbH, Langenselbold, Germany). For the analyses of the hydrochar samples, tungsten trioxide (WO3) was added at a mixing ratio of 1:1. The molar amounts of C, N, and H were determined, and the molar amount of oxygen was calculated as the difference between the sum of ash, C, N, and H weights to the total sample weights to display the O/C and H/C ratio in the Van Krevelen diagram.
2.7 Ion chromatography (IC)
The residual solution of the calorimeter experiment was analyzed with an 833 Basic IC plus ion chromatograph (Methrom AG, Filderstadt, Germany) that was equipped with a Metrosep A Supp 4 -250/4.0 column (Methrom GmbH&Co.KG, Filderstadt, Germany) to determine the chlorine content. Devolatized 1.8 mmol × l−1 Na2CO3/1.7 mmol × l−1 NaHCO3 solution was used as an eluent at a flow rate of 1 ml × min−1.
2.8 Induced coupled plasma-optical emission spectroscopy (ICP-OES)
A Spectro Blue-EOP-TI ICP-OES (Spectro Analytical Instruments GmbH, Kleve, Germany) was used to analyze trace elements in the samples according to EN ISO 1185. About 400 mg of the samples were dissolved in 3 ml nitric acid and 9 ml hydrochloric acid using a microwave oven (Multiwave Go, Anton Paar GmbH, Graz, Austria). The samples were heated to 200 °C with a ramp of 15.5 °C × min−1 and a subsequent holding time of 30 min, cooled down to 180 °C with a subsequent holding time of 5 min. The liquefied sample was sized to 50 ml with double distilled water (Carl Roth GmbH&Co.KG, Karlsruhe, Germany), filtrated and analyzed. The injection flow rate was 20 ml × min−1, and the argon gas flow rate was 13 l × min−1. The elements Al, Ag, As, B, Ba, Be, Bi, Cd, Co, Cr, Cu, Fe, K, Li, Mg, Mn, Mo, Na, Ni, Pb, Sb, Se, Sr, Ti, Tl, V, Zn, Si, P, and S were quantified using element specific calibration curves.
2.9 Gas chromatography-mass spectrometry (GC–MS)
The HTT process water was filtered with a funnel cellulose filter with 150 µm mesh. About 0.5 ml of the samples were dissolved in 19.5 ml methanol (ratio 1:20). A 1 µl was injected at 250 °C with a 1:5 split in a GC-MSD system (Agilent GC7890, Agilent Technologies, Santa Clara, USA) with an Agilent non-polar HP5 column (30 m, 0.25-mm film thickness, Agilent Technologies, Santa Clara, USA). The helium flow rate was 1 ml × min−1. The temperature program started at 40 °C with a hold of 2 min, proceeding with a ramp of 7 °C × min−1 to 250 °C and a final hold of 5 min. The MS detector (MSD5977B, Agilent Technologies, Santa Clara, USA) was operated in scan mode (m/z ratio between 20 and 550 × s−1) with an ionization energy of 70 mV and a solvent delay of 4.5 min. The chemical substances were identified with the Mass Spectral Search Library of the National Institute of Standards and Technology NIST (Gaithersburg, USA) and quantified by single ions selected from the total ion count (TIC). An alkane row (C6-C20) was used to calculate the linear retention index to confirm the identity of the compounds [25].
2.10 pH of HTT water
The pH value of the filtered HTT process water was measured with a pH meter (pH 3310, Xylem Analytics Germany Sales GmbH & Co. KG, Weilheim, Germany).
3 Results and discussion
3.1 Energy content of untreated biomass
Untreated sawdust showed the highest HHV (higher heating value) of the untreated biomasses (20.4 MJ × kg−1DM) followed by green cuttings (19.9 MJ × kg−1DM), black locust (19.6 MJ × kg−1DM), conifer bark (19.3 MJ × kg−1DM), and leaves (18.3 MJ × kg−1DM) (Table 1). The highest and lowest HHV of untreated saw dust and untreated leaves, respectively, corresponded to the ash content, which was lowest in untreated sawdust (0.76%) and highest in untreated leaves (14%) [2]. Green cuttings and black locust showed comparable ash contents (7.6% and 8.5%, respectively) and HHVs. The relation of ash content and HHV of these four biomasses proved that the ash content of untreated biomass is correlated to the heating value [2].
The low HHV of untreated conifer bark (19.3 MJ × kg−1DM) cannot be explained by its comparably low ash content (5.9%). Seasonal fluctuations can have an impact on the heating value of barks. Nurmi reported a lower heating value for outer conifer bark in comparison to the outer bark of broadleaf trees in a survey of European tree species. This indicates that conifer bark has a low heating value [26]. Seasonal fluctuations of the polyflavonoid, lipid, and carbohydrate content in bark was reported, as well [27, 28].
The HHV of leaves corresponded to values found by Jatzwauck for beech leaves (18.8 MJ × kg−1 DM), while the ash content reported in this study was lower (10%DM) [29].
3.2 Elemental analysis of untreated biomass
Carbon and oxygen contents showed the same trends for the untreated biomasses. The highest carbon content in the untreated biomasses was found in sawdust (40.80 µmol × g−1DM), followed by conifer bark (40.23 µmol × g-1DM), black locust bark (39.87 µmol × g−1DM), green cuttings (39.77 µmol × g−1DM), and leaves (37.53 µmol × g−1DM) (Table 1). The oxygen content was highest in untreated saw dust (27.41 µmol × g−1DM), as well, followed by conifer bark (24.69 µmol × g−1DM), black locust bark (22.58 µmol × g−1DM), green cuttings (23.15 µmol × g−1DM), and leaves (21.09 µmol × g−1DM). The biomasses with a high molar carbon content also had higher HHV values. A higher molar oxygen content did not affect the HHV in the untreated biomasses, which caused a correlation between carbon content and HHV independent on the oxygen content (Table 1).
Sawdust and bark contain a high share of lignin and cellulose [30]. Lignin has an average HHV of 24.97 MJ × kg−1DM [31], while cellulose has an HHV of 17.30 MJ × kg−1DM [2]. The energy density of bark is affected by a high share of phenolic extractives, which contain aromatic rings. Aromatic rings have a lower O/C ratio, a lower H/C ratio, and a higher heating value in comparison to the OH-moiety rich glucose in cellulose. Therefore, the O/C ratio and the H/C ratio of both untreated barks were lower in comparison to untreated sawdust (Table 1). This also indicated that the share of aliphatic extractives in both barks was lower than the share of phenolic extractives, because aliphatic compounds have a H/C ratio comparable to cellulose and hemicellulose. The heating values of both barks were lower than the heating value of sawdust, because the higher aromatic ring content in the barks was compensated by a higher ash content that decreased the heating value [2, 31]. This showed that the oxygen content is not necessarily an indicator for the energy content of untreated biomass.
The untreated green cuttings showed a HHV comparable to black locust bark. The carbon and oxygen content and the ash content were comparable to black locust bark, as well, but the hydrogen content was equal to saw dust. This indicated a high share of aliphatic extractives in the untreated green cuttings, as they have a H/C ratio comparable to sugars (e.g., lipids). This also explains the lower O/C ratio in comparison to sawdust, as aliphatic compounds have a low oxygen content. The oxygen and carbon contents in the leaves were low, and the hydrogen content in untreated leaves was the lowest among the analyzed biomasses, as well. The lignin content was reported to be low in broadleaf tree leaves [32]. Aromatic rings have a low oxygen and hydrogen content. This indicated that the phenolic extractive content of leaves was high. The potentially high HHV of untreated leaves was reduced by the very high ash content (14%, Table 1).
3.3 Severity factors of the applied hydrothermal treatments (HTT)
The temperature and pressure recordings of the hydrothermal treatment are shown in Fig. 1. The reactor was programmed with a constant temperature ramp, which led to biomass dependent temperature increases. Endothermal reactions of varying intensities affected the temperature ramps in the reactor. Biomasses with a dense cell structure and a high amount of cellulose and lignin, e.g., saw dust and bark, consumed more thermal energy during the temperature increase. The predominant and endothermal hydrolysis caused this consumption of thermal energy. Biomasses with a less dense cell structure and a high amount of hemicellulose and pectin, like green cuttings and leaves, were degraded faster and showed a steeper temperature increase (Fig. 1).

Temperature and pressure trends for the three maximum temperatures applied to five biomasses
HTT conditions yield pressure by water evaporation and not by gasification reactions of the biomass. Therefore, all five biomasses showed a comparable temperature/pressure relation with slow pressure increase at slow temperature increase (sawdust, conifer bark, and black locust bark) and steeper pressure increases at steep temperature increases (green cuttings and leaves). The biomasses with slow temperature increase also showed a longer overall treatment time, which indicated a higher thermal energy consumption due to a higher chemical stability of the biomass. In the cooling phase, the temperature and pressure data showed a comparable decreasing slope for all biomasses (Fig. 1). This indicated that no biomass specific reactions occurred and that the solid and liquid HTT products had comparable heating capacities.
The treatment time and the maximum temperature can be used to calculate the severity of a thermal treatment [11]. The calculation of the severity factor proposed by Hoekman et al. (SF1) [12] resulted in equal severity factors for the same maximum temperatures (Table 2). This does not reflect the temperature differences between the biomasses, as demonstrated in Fig. 1. A severity factor (SF1) of four is considered the limit beyond which an intense carbonization starts [33]. This SF1 value was only calculated for the highest temperature (185 °C), which indicated a low treatment intensity in this study.
The SF2 was calculated based on the total reactor treatment time and is not comparable to the SF1, as the severity is overestimated. The SF2 showed values above four for the 170 °C and 185 °C maximum treatment temperature for all biomasses. The additional time used for the calculation increased this factor, although temperatures were included that do not lead to degradation of biopolymers or to carbonization. Therefore, the factor overestimated the severity in comparison to the SF1. However, the SF2 had the advantage that it differentiated between the biomass treatments. The biomasses with a flatter slope (sawdust, conifer bark, black locust bark) have a higher SF2 compared to the biomasses with a steep slope (green cuttings, leaves) (Fig. 1, Table 2). The SF3 calculated the severity factor based on the reactor run time above 100 °C. This temperature was considered a thermodynamically sensitive benchmark, as water boils and the pressure in the reactor rises faster.
The SF3 showed a differentiation between the biomasses, but the severity factors were lower in comparison to the SF2. This allowed a better comparison to the SF1 used by other authors [11,12,13,14,15,16] and still considered the chemical reactions occurring above 100 °C. The approach presented here addressed a problem originally stated by Overend et al. [11], who discussed the limits of the severity factor model under low temperature increase rates in combination with short maximum temperature holding times. Long times at elevated temperatures before and after the maximum temperature can affect the energy densification. This effect increases when the ratio between the time above 100 °C and the holding time at maximum temperature approaches or exceeds one. The ratio between time above 100 °C and holding time is shown in Table 2. The ratio is between 1.3 and 3.9, which showed that the possible impact of the pre- and post-reaction time above 100 °C on the actual reaction severity can be high for HTT (Table 2). The same calculation concept can be applied to the severity factor calculated according to Ruyter [34, 35], which is a model developed for HTC and calibrated over a large temperature and duration range (120–390 °C; 1 min–6 month). However, the model of Ruyter did not differentiate between the different reaction times of leaves and green cuttings or sawdust and the two barks when it was applied to the data of this study.
The proposed adaption of the SF1 still is not a realistic estimation of the reaction severity, as it implies a constant relation between time and temperature. A first-order kinetic does not show a constant, but a non-linear relation between time and temperature [17, 36, 37]. Advanced models weight the impact of the temperature on the reaction kinetics and model the respective HTC reaction mechanisms, e.g., two staged hydrolysis [38] and different deoxygenation, dehydrogenation, and demethylation reactions, separately [17, 33]. Such models are calibrated for each reactor type [39]. A lack of knowledge of the biomass dependent chemical reaction dynamic can lead to false assumptions. Therefore, the SF1 for HTC and the SF3 for HTT are simplified alternatives to compare thermal treatments of different biomasses.
3.4 HTT induced mass loss
The mass loss for all biomasses is shown in Table 1. The green cuttings showed the highest mass loss at 185 °C with 42.7%, and the black locust bark showed the lowest mass loss at 150 °C with 6.5%. Sawdust had the lowest mass loss of all biomasses treated at 185 °C maximum temperature (22.1%), followed by conifer bark (24.4%), black locust (28.7%), leaves (29.2%), and green cuttings (42.7%).
Sawdust and conifer bark showed the lowest weight loss at 185 °C, a less steep temperature increase at this maximum temperature (Fig. 1), and a higher SF3 (Table 2). Leaves and green cuttings had a higher mass loss at 185 °C and showed a steeper temperature increase in comparison to sawdust and conifer bark and had a lower SF3. This showed that the chemical composition of the biomass did not only affect the temperature increase rate (Fig. 1) and the SF3 (Table 2), but also the mass loss. The cleavage of chemical bonds in saw dust and conifer bark required more endothermal energy in comparison to green cuttings and leaves, which led to a lower release rate of biopolymer fragments of sawdust and conifer bark to the liquid phase. The high mass loss of green cuttings and leaves was also caused by the high total mass reduction of the ash content (Table 1).
The behavior of black locust bark did not correspond to this trend. This biomass had a high mass loss comparable to leaves, a reactor temperature increase, and a SF3 comparable to conifer bark and sawdust and the lowest relative ash content reduction (Table 3). The higher weight loss could be caused by a higher amount of soluble and degradable bark components in comparison to saw dust and conifer bark. Siminovitch et al. reported a high seasonal fluctuation of carbohydrates (starch and sucrose) with peaks of 10%DM (DM: dry mass percent) in black locust bark [27]. A high degradability of lignin and suberin in black locust bark in comparison to lignin in black locust wood is indicated by Vangeel et al. [40]. Both the high abundance of hydrophilic compounds as well as the degradability of black locust lignin and suberin reported in the literature could explain the higher weight loss of black locust bark in comparison to conifer bark and conifer saw dust. Furthermore, black locust bark contains high amounts of water-soluble extractives, e.g., phenolic compounds and glycosides [41,42,43].
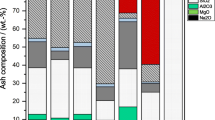
3.5 HTT induced interaction of ash content, HHV and elemental composition
The hydrothermal treatment reduced the absolute ash content of sawdust, conifer bark, green cuttings, and leaves at all maximum treatment temperatures (-51 to -40% at 150 °C; -51% to -17% at 170 °C; -41% to -20% at 185 °C), except for black locust bark (-10%150 °C; + 18.6%170 °C; + 37%185 °C). This confirmed that HTT has an advantage over HTC, which increases the ash content [18, 19, 23]. The weight loss corrected ash content reduction rate (Table 1) was highest for green cuttings and saw dust (both 56%), conifer bark and leaves (both 52%), and black locust bark (16%) (Table 3). Jatzwauck presented a lower ash content reduction for leaves (32%) at higher treatment temperatures (200–240 °C) and longer treatment times (120 min) [29], which highlights the advantage of the proposed HTT for leave biomass ash reduction (Table 1).
The higher heating value (HHV) showed the highest relative increase in green cuttings and leaves, followed by both barks (Table 3). Saw dust showed the lowest relative increase (Table 3), which corresponded to the lowest absolute HHV for the 185 °C maximum temperature treatment (Table 1). This confirmed the findings of Khalsa et al. [6], who found LHV (lower heating value) increases for leaves and grass after leaching, while wood showed a reduced HHV after leaching in a study of Saddawi et al. [8]. The treatment conditions of the HTT were too mild to cause an intense carbonization of woody biomass in this study, while the leave and grass biomass showed high increases due to the ash content reduction in parallel to the mild carbonization [12] (Table 1). Sawdust treated at 150 °C was the only biomass in this study that showed a reduced HHV after treatment. The same effect was shown by Knappe et al. for short rotation coppice wood treated at 170 °C in a microwave reactor [44]. This effect was explained by the authors as an intense acetal hydrolysis of polymerized sugars, especially hemicellulose. Hydrolysis of sugars is an endothermal reaction that displaces an ester bond with two hydroxy moieties and, therefore, can reduce the HHV [45]. The increase of the hydrogen level above the value for the respective untreated biomasses at all maximum temperatures (Table 1) indicated this effect, as well, although it is not accompanied by increasing oxygen levels. Knappe et al. did not observe an increasing oxygen or hydrogen level [44]. These differences are caused by the complexity of the carbohydrate depolymerization in combination with dehydration and decarboxylation. All other biomasses did not show a HTT induced decreased HHV. This indicated a faster onset of carbonization (Fig. 1) that overlapped with the HHV reducing hydrolysis and could explain the absence of increasing oxygen and hydrogen levels. However, the effect of hydrolysis on the elemental composition was visible in form of elevated hydrogen and oxygen levels in this study. Higher levels of oxygen were detected for leaves at 150 °C maximum treatment temperature, and higher levels of hydrogen were detected for leaves at 150 °C, 170 °C, and 185 °C; for green cuttings at 150 °C, 170 °C, and 185 °C; for black locust bark at 150 °C and 185 °C; and for conifer bark at 150 °C. At higher temperatures (200–240 °C) and longer reaction times (120 min), both hydrogen and oxygen levels were reduced in beech leaves [29]. This indicated that acetal hydrolysis had a high impact on the elemental composition of all biomasses during HTT treatment, while HTC treatment showed a more intense dehydration and decarboxylation. The increased carbon levels of all treated biomasses (Table 1) showed that carbonization was possible at mild temperature and pressure conditions (Table 2). Hydrolysis and carbonization are parallel processes, with the emphasis on acetal hydrolysis in the beginning of the HTT process and an increasing emphasis on carbonization under increasing temperature and pressure conditions.
The lower heating value (LHV) showed lower absolute values in comparison to the higher heating value, as the hydrogen level correction included the loss of evaporation energy in water vapor formed during the combustion of the biomass [46]. Therefore, the resulting relative changes of the LHV values differed from the HHV values (Table 3). The LHV showed higher relative changes for green cuttings at 170 °C and for all biomasses except black locust bark at 185 °C. This effect was mainly caused by an alternating relation between higher heating value and hydrogen content. The absolute hydrogen content increased only slightly (sawdust at 150 °C; both barks, green cuttings, leaves at 150 °C, 170 °C, 185 °C), while the relative HHV increased stronger (Table 3). This combined effect caused higher LHV values and a decreasing H/C ratio (Table 1).
3.6 Van Krevelen diagram
The intensity of carbonization can be described by the position of the biomass in the Van Krevelen diagram [47]. Figure 2 shows the trends of the hydrothermally treated biomasses in the Van Krevelen diagram in relation to bio-based carbon-rich materials. Sawdust showed the lowest decrease in the Van Krevelen diagram, although the intensity of the sawdust treatment was high (SF3: 4.6) and comparable to both barks (Table 2). The result underlined the findings of the calorimetric and elemental analysis in Table 1, which suggested a high polymer stability of sawdust with a slow hydrolysis and a relatively low energy densification (Table 3) [12]. This low carbonization intensity was caused by a high energy requirement for the endothermal hydrolysis. In consequence, the sawdust’s HHV at 150 °C maximum treatment temperature was decreased (Table 1). The two untreated barks started at lower O/C and H/C ratios in comparison to saw dust and showed a higher decrease rate of both ratios in comparison to sawdust. Conifer bark showed a H/C ratio close to peat, while black locust bark showed an O/C ratio close to peat (Fig. 2). This corresponds to the high SF3 (Table 2), which showed that the SF3 rather compares the intensity of the energy consumption by the endothermal hydrolysis than the intensity of the carbonization under HTT conditions. The strong shift in the Van Krevelen diagram also corresponded to the intense absolute and relative energy densification shown in Table 1 and Table 3, respectively.

Van Krevelen diagrams for all five biomasses. The reference diagram according to Reza et al. [33] relates the results to other decarbonized biomasses
Hydrothermally treated green cuttings and leaves treated at 185 °C showed a reduced O/C ratio at the upper level of peat (Fig. 2). The leaves treated at 185 °C maximum treatment temperature also showed reduced H/C ratios at the level of peat. This drop was caused by the increasing carbonization, which was more intense than the hydrogen level increase (Table 1, Table 3). The energy densification of leaves was the most intense in this study (Fig. 2, Table 3), but the high ash content compromised a comparable increase of the HHV, which still was below both barks and the green cuttings at 185 °C maximum treatment temperature (Table 1). Leaves and saw dust showed a continuous decrease rate of the O/C and H/C ratios, while black locust bark and green cuttings showed an initial strong decrease of the ratios. This initial strong decrease can be explained by a high concentration of oxygen-rich soluble sugars in black locust bark and green cuttings. Black locust bark contains high amounts of water soluble extractives, e.g., glycosides [42, 43] and polyphenols [48], and also showed a high weight loss that was not attributed to an ash content decrease (Table 1). Green cuttings derive of water soluble short chain sugar polymers, e.g., pectins [49].
Conifer bark and green cuttings showed a slow decrease of the ratios from 170 to 185 °C maximum treatment temperature (Fig. 2). This slow decrease in the Van Krevelen diagram at high HHT maximum temperatures was accompanied by an increase in the HHV (Tables 1 and 3). Chemical reformation reactions increased the energy density without releasing oxygen or hydrogen rich low molecular byproducts. Keto-enol tautomerization of dehydrated sugars [50] or condensation of aromatic ring structures [51] can cause this behavior.
3.7 HTT induced depletion of minerals
The analysis of the ash elements comprised 33 atoms quantified by ion chromatography (IC), induced coupled plasma optical emission spectroscopy (ICP-OES), and elemental analysis (EA). Eight elements were below the detection limit of the ICP-OES in all measurements. Silicon can agglomerate under the applied nitric acid/hydrochloric acid treatment and was excluded. The metals Fe, Cr, Ni, and Cu were excluded, because they showed increasing levels after treatment despite the applied mass loss correction, which indicated impurities from the reactor walls. The elements B, Be, Sb, Ti, and Tl were not included, as their concentration was very low and these elements are not included in the DIN EN ISO standards for biogenic fuels. Mercury was not detectable by the applied method. Calcium showed highly varying values that were unexpected, and, therefore, the element was not listed because a compromised data acquisition could not be excluded. The 13 remaining elements are shown in Table 4 and Table 5. All elements were reduced by the applied HTTs in all biomasses, except cadmium in sawdust treated at 150 °C, which showed the concentration of the untreated biomass. The data allowed conclusions on the mobility of the elements, but the quantities in Table 4 and 5 are not directly comparable to HTC studies that did not perform a weight loss correction.
The element with the highest abundance in untreated biomass was nitrogen in black locust bark (15,300 mg × kg−1DM). Nitrogen also showed very high levels in untreated green cuttings (13.500 mg × kg−1DM) and high levels in leaves (8.800 mg × kg−1DM) (Table 5). The second highest occurrence of an element was potassium in untreated black locust bark (14,061 mg × kg−1DM) (Table 4).
3.7.1 Potassium
Potassium was highly abundant in all untreated biomasses with amounts between 14,061 mg × kg−1DM in green cuttings and 986 mg × kg−1DM in sawdust (Table 4). These findings are comparable to screening approaches of biomass elemental analysis [2] and are based on the importance of potassium for the metabolism of plants [52, 53].
The element was reduced at very high weight loss corrected rates in all biomasses in a range of 72%DM to 97%DM. These high reduction rates were in accordance with the literature studies on water leaching of eucalypt wood and leaves at room temperature with absolute reduction rates of 95%DM and 100%DM, respectively [7]. The results were also in accordance with literature studies on leaves and grass water leaching with 77%DM and 84%DM reduction rates, respectively [6]. A study of Saddawi et al. showed only intermediate reduction rates of 46%DM for willow short rotation coppice wood, 45%DM for eucalypt wood, 62%DM for Miscanthus grass, and 54%DM for wheat straw [8]. In this study, the reduction rate is independent of the maximum treatment temperature and the related pH value, which indicates that potassium is mainly solved due to the high concentration and charge gradient between solid and liquid phase during HTT. Sawdust is an exception, as the reduction rate decreased from 150 to 170 °C and increased again from 170 to 185 °C (Fig. 3).

Treatment temperature and biomass dependent reduction rates of elements. A weight loss correction was applied in order to compare the leaching intensities of the elements
3.7.2 Chlorine
The anion chlorine showed very high weight loss corrected reduction rates in all biomasses (78%DM to 95%DM). This is in accordance to findings of Saddawi et al. who presented high absolute reduction rates for chlorine in Miscanthus grass (84%DM) and wheat straw (100%DM) [8] and in accordance to Khalsa et al. who found high reduction rates for chlorine in grass (94%DM) and leaves (94%DM) [6]. Very high chlorine reduction rates (100%DM) and fast reduction kinetics of water leached eucalypt wood and leave tissues at room temperature were reported by Liaw and Wu [7], while Knappe et al. showed high reduction rates (80%DM) for willow short rotation coppice wood at 150 °C, 170 °C, and 185 °C maximum treatment temperature in a microwave oven [44]. Chlorine is an element with high mobility and a major anion of common salts, e.g., sodium chloride or potassium chloride. The high leaching rate of the anion chlorine is associated with the high concentration of cations, especially potassium, and the respective charge gradient between liquid and solid phase.
3.7.3 Magnesium
Magnesium showed intermediate or high weight loss corrected reduction rates between 55%DM and 90%DM in this study (Fig. 3). Liaw and Wu found absolute reduction rates of 45%DM and 60%DM for eucalypt wood and leaves, respectively [7], while Saddawi et al. found reduction rates of 14%DM, 18%DM, 32%DM, and 56%DM for willow short rotation coppice wood, eucalypt wood, wheat straw, and Miscanthus grass, respectively [8]. Khalsa et al. reported reduction rates of 62%DM and 57%DM for grass and leaves, respectively [6]. Although the literature results are not completely consistent, a general trend to a lower reduction rate of magnesium in comparison to this study is visible. This indicates a temperature dependence of the solubility of magnesium. The increase of the reduction rate with increasing maximum treatment temperature confirmed the temperature dependence (Fig. 3). Previous results of Knappe et al., who treated willow short rotation coppice wood under HTT conditions in a microwave oven, also showed this temperature dependence [44].
3.7.4 Sodium
Figure 3 shows intermediate or low weight loss corrected reduction rates for sodium (6%DM to 70%DM), which was in the range of earlier studies on willow short rotation coppice wood that showed weight loss corrected reduction rates between 20%DM and approximately 35%DM. Khalsa et al. and Saddawi et al. found absolute reduction rates of 4%DM for grass [6], 30%DM for willow short rotation coppice wood, 60%DM for eucalypt wood, 53%DM for Miscanthus grass, and 92%DM for wheat straw [8], while Liaw and Wu found a 20%DM reduction for eucalypt wood and an 10%DM reduction for eucalypt leaves [7]. The high variability for sodium reduction in the literature and in this study suggests that its solubility depends on many factors, such as temperature, cation, and anion concentration and pH. In this study sodium showed a slightly increasing weight loss corrected reduction rate with increasing temperature for most biomasses, while this trend was inverted for leaf biomass.
3.7.5 Phosphorus
Phosphorus showed high or intermediate weight corrected reduction rates with decreasing trend at increasing maximum treatment temperatures for green cuttings (76%DM to 53%DM) and leaves (66%DM to 55%DM) and increasing trends for black locust bark (40%DM to 50%DM) and sawdust (55%DM to 65%DM), while conifer bark showed an almost constant reduction rate at 80% for all temperatures. At room temperature, high absolute reduction rates were reported for grass 68%DM and leaves 73%DM [6], which confirmed the findings in this study. Phosphorus is solved in the form of phosphates, e.g., hydrogen phosphates, in water. These phosphates can form water insoluble salts with 2+ or 3+ charged metal cations. This can lead to a concentration increase of phosphorus in the solid phase by precipitation, which would superimpose its leaching and lead to the inverse trend for green cuttings and leaves in Fig. 3. This theory is supported by the increasing availability of e.g. manganese (Mn2+, Mn3+), zinc (Zn2+), and especially aluminum (Al3+) at higher maximum treatment temperatures for leaves and green cuttings (Table 5). The literature reported high absolute reduction rates of phosphorus for grass (68%DM) and leaves (73%DM) [6], intermediate reduction rates for willow short rotation coppice wood (56%DM) and Miscanthus grass (49%DM), and low reduction rates for eucalyptus wood (27%DM) and wheat straw (0.2%DM) [8]. This confirms that the solubility of phosphorus is affected by several superimposing factors and, therefore, can highly vary.
3.7.6 Nitrogen
Nitrogen is important for the metabolism, as well, as it is a major constituent of the backbone chain in proteins. The mean nitrogen levels were between 15,300 mg × kg−1DM in untreated black locust bark and 1,200 mg × kg−1DM in untreated sawdust (Table 5). The high absolute amount in black locust can be explained by the capability of the black locust tree to fix nitrogen, which leads to high nitrogen levels in all tree compartments [54] and to the presence of the N-containing toxalbumins robin and phasin [55]. Untreated green cuttings showed high nitrogen levels (13,500 mg × kg−1DM), as the fresh grass contained high protein levels due to its active physiology. Leaves and conifer bark contained lower levels of nitrogen, as these plant tissues were already matured and not physiologically active. Exposition of physiologically inactive biomass to weather leads to mineral leaching [2, 56].
Sawdust showed the lowest absolute nitrogen concentration (Table 5). The wood tissue lignifies after a programmed cell death in order to allow the water flow through the lignified cell tubing system [30]. This leads to an active transport out of the dying cells and, afterwards, a passive natural leaching of the lignified tissue. Therefore, the nitrogen amount in wood is four times lower in comparison to conifer bark and 12 times lower in comparison to the black locust bark (Table 5).
Nitrogen was reduced at low or intermediate levels in most biomasses, while sawdust was the exception with weight loss corrected reduction rates between 50 and 60%DM (Fig. 3). Nitrogen was found to be reduced at very low rates in hydrothermally treated willow short rotation coppice [24]. Its absolute reduction in leaves and grass in a study of Khalsa et al. was low [6], as well as for wheat straw in a study of Saddawi et al. [8]. The same authors reported higher reduction rates for willow short rotation coppice wood after water leaching at room temperature (68%DM), which are comparable to the nitrogen reduction rate of sawdust in this study [8].
3.7.7 Sulfur
Sulfur showed low or intermediate weight loss corrected reduction rates in this study (15%DM to 55%DM). This corresponded to findings by Khalsa et al., who reduced sulfur in grass and leaves by mechanical leaching at room temperature at rates of 55%DM and 42%DM, respectively [6]. Saddawi et al. reported absolute reduction rates of 33%DM and 21%DM in Miscanthus grass and wheat straw, respectively [8]. Low reduction rates for willow short rotation coppice wood, eucalypt wood, and wheat straw were found by Saddawi et al., which indicated that sulfur is immobilized more in lignified plants in comparison to less lignified leaves or non-lignified grass. In a previous study, Knappe et al. found a low weight loss corrected depletion of sulfur in willow short rotation coppice wood that was hydrothermally treated in a microwave at 150 °C maximum treatment temperature, while the reduction rate increased to high levels at 185 °C maximum treatment temperature [44]. Therefore, the reduction of sulfur in biomass is temperature dependent, with an increasing reduction rate at increasing temperatures [44], which corresponded to studies on HTC sulfur reduction [20,21,22,23, 57].
3.7.8 Trace elements
Aluminum was present in untreated leaves and untreated black locust bark at comparably high levels (2,448 mg × kg−1DM, 755 mg × kg−1DM, respectively). Untreated conifer bark showed amounts below the detection limit (Table 5). The element is toxic for plants at high concentrations [58], while its toxicity level is plant specific [59]. It has positive impacts on root growth, nutrient uptake, and plant enzyme activity at low concentrations. This explains its relatively high concentration in the physiological active leaves (Table 5), while the reason for its high concentration in conifer bark remains unclear.
Manganese and zinc showed a high abundance in conifer bark. Manganese is a co-factor for enzyme activity in plant photosynthesis [60], but can be toxic at high concentrations [61]. This does not explain the high levels in conifer bark (Table 5), which have no photosynthetic active tissues. The high levels of Mn, Zn, and Al for conifer bark can only be explained by contamination of the bark during the stem processing or the transport and storage in the sawmill. The pH dependent mobility of manganese in the soil can also affect its concentration in plant tissue [62]. Manganese also can agglomerate in woody tissue due to fungal growth [63]. The toxic element lead showed a four to 13 times higher concentration in the leaves in comparison to both barks and the green cuttings, and it was below the detection limit in sawdust (Table 5). Lead is reported to be absorbed by plant surfaces at low amounts, while it is readily taken up by the roots and has a low mobility within the plant [64]. Together with the high aluminum concentration, this could indicate soil contamination of the leaves.
In general, the elements As, Cd, Pb, Zn, and Al showed inconsistent weight corrected reduction rate trends, with As being reduced at low or intermediate rates and Cd, Pb, and Zn at low rates (Fig. 3). Lead was reported to increase its mobility in soils under decreasing pH [64], which cannot be confirmed by the varying reduction trends found in this study. Zinc showed an increased solubility at low pH in comparison to high pH [62], while its behavior in this study was highly varying despite the decreasing pH in the HTT liquid phase. Knappe et al. found a temperature induced increasing weight loss corrected reduction rate of zinc [24]. The results in this study indicated the same trend shown in the literature on biomass water leaching. The low concentrated or less leached elements showed a varying behavior, while the highly concentrated elements showed a constant behavior for all different biomasses. The depletion of manganese in the acid HTT environment is supported by a transfer of the less soluble Mn3+, Mn4+, and Mn7+ to the soluble Mn2+ [62]. Therefore, manganese showed intermediate and increasing reduction rates except for black locust bark, which showed low reduction rates (Table 5).
The reduction rates of the quantified elements are visualized in Fig. 3 for all three maximum treatment temperatures. The relative values were calculated by using the weight loss corrected absolute values. Most elements are reduced with increasing reduction rate at increasing maximum treatment temperatures at high, intermediate, or low rates. Few elements showed a decreasing trend. Many elements showed a temperature dependent combination of decreasing and increasing trends, which is in accordance with the literature on biomass water leaching [6, 7, 9].
3.8 Effect of HTC on ash elements and comparison to HTT
HTC between 200 and 260 °C caused an increasing ash content in corn stover, switch grass, and rice hull in a study of Reza et al., while the ash content of Miscanthus was reduced [18]. Potassium and phosphorous showed a high weight loss corrected reduction and sodium showed an intermediate reduction. This confirmed the weight loss corrected values of this study (Fig. 3). Magnesium was reduced at very high rates in Miscanthus, corn stover, and switch grass, while sulfur showed very high reduction rates in Miscanthus and switch grass. This indicates a high temperature-dependent depletion of both ash elements. Aluminum showed low reduction rates, while it showed high reduction rates at HTT conditions (Fig. 3). Manganese was reduced at high weight loss corrected rates, while it showed an intermediate weight loss corrected reduction in this study. The elements Pb, Zn, and As showed highly varying absolute reductions, depending on biomass and temperature, which is in accordance to the findings presented in Fig. 3. Chlorine showed a highly varying absolute reduction intensity.
A study of Dima et al. confirmed a high mobility of potassium under HTC at 190 °C to 250 °C conditions for biogenic municipal waste [65]. The authors found high absolute reduction rates for sodium. The low mobility of calcium and nitrogen was confirmed, as well, while phosphorus showed a very low absolute reduction rate. The overall ash content increased with increasing treatment temperature and was above the level of the untreated waste at the lowest treatment temperature in this study. Poerschmann et al. found high reduction rates for potassium in hydrothermally carbonized water weed at 200 °C and 240 °C (Elodea sp.), while the concentrations of calcium, phosphorous, manganese, aluminum, magnesium, zinc, and lead increased at intermediate to high rates [66].
The results of both HTC studies and the results presented in this study indicated that potassium has the same reduction behavior. Phosphorous and chlorine reduction varied in the HTC studies, while both elements showed high or very high reduction rates in leaching and HTT studies and in Fig. 3. Magnesium and manganese reduction was higher for lignocellulose material under HTC conditions in comparison to HTT conditions. Aluminum reduction was lower for lignocellulose material under HTC conditions in comparison to HTT conditions. These findings indicate that HTT and HTC have ash element specific advantages or disadvantages. The overall ash content increased for HTC, while it decreased for HTT (Table 1).
An advantage of water leaching at room temperature in comparison to HTC are the lower investment and operational costs for the equipment [6]. The higher temperatures of the HTC process, which is usually run on temperatures above 200 °C, require higher investment costs for temperature and corrosion resistant reactors and for heat exchangers that have to absorb higher temperatures.
3.9 Effect on combustion emissions
Most mineral elements are combustion emission precursors. Potassium forms volatile salts, e.g., KCl or K2SO4, and K2CO3. In addition to potassium chloride salt formation, chlorine can also form HCl that causes corrosion in the flue gas pipe [2]. Potassium is usually the element with the highest concentration in the fine dust particles yielded by biomass combustion, while Cl was present at half the concentration of K in a study of Gehrig et al. [3]. The important role of potassium and chlorine for fine dust formation corresponded to their comparably high solubility in the liquid phase [7]. Sulfur and Zn were present at a ten times lower concentration in comparison to K in the same study [3]. The role of Zn is important, as it was repeatedly detected in biomass fine dust particles at relatively high concentrations [3, 4, 67]. The vapor pressure of Zn is very low, but its oxidation to ZnO leads to an increase in vapor pressure. In consequence, the compound is emitted to the gaseous phase in the combustion unit. There it condenses in the low temperature zones of the flue gas pipe and serves as a nucleation agent for potassium salts and other volatile salts [68]. Further inorganic compounds formed in the fire bed at 600 °C are CaCO3 and K2Ca(CO3)2, while higher temperatures yield CaO and MgO [69]. A study of Gehrig et al. showed that Ca and Mg oxides mainly remain in the fire bed and do not significantly contribute to fine dust formation. The same trend was shown for phosphorus. Sodium can form NaSO4 and was found in the fire bed and in the fine dust particles at comparably low amounts [3].
3.10 HTT effect on emissions and fuel standard limits
The depletion of emission precursors from the biomass to the HTT process water can allow upgrading fuels for combustion that do not meet the standard requirements or legal limits, e.g., of the fuel standard DIN EN ISO 17225–2 for wood pellets, the fuel standard DIN EN ISO 17225–6 for non-woody pellets, the preliminary fuel standard E DIN EN ISO 17225–8:2016–01 for thermally treated woody or non-woody biomass, or the emission regulation 1.BImSchV [70]. While the DIN EN ISO standards are a recommendation for biofuel combustion, the 1.BImSchV regulates the allowed emissions from biomass combustion units. Table 6 shows the classification of the untreated and treated biomasses according to the standards DIN EN ISO 17225–2 and DIN EN ISO 17225–6 for untreated biomasses and the preliminary E DIN EN ISO 17225–8 for thermally treated biomasses. The type of biomass determined the chosen standard. The absolute values of the ash elements were compared to the standard values, not the mass corrected values shown in Table 4 and Table 5. For barks, leaves, and green cuttings, there are no specific European standards; therefore, the standards for non-woody pellet biomass and torrefied non-woody pellet biomass were used. The comparison showed that the HTT treated biomass upgraded the fuel in case of conifer bark and leaves (Cd and Zn levels), while the ash content exceeded the limits for thermally treated black locust bark at 170 °C and 185 °C. The fuel quality of green cuttings was not affected by the thermal treatment and met the demands of both standards for all quantified elements, the ash content, and the HHV. Untreated sawdust showed an ash content above the standard limit (DIN EN ISO 17225–2, A1), while the thermal treatment reduced the ash content below the limit and raised the nitrogen levels above the limit (DIN EN ISO 17255–8, TW1b). The ash content of untreated leaves was too high to meet the demands of class B in the DIN EN ISO 17225–6, and the thermally treated leaves had an ash content above the limit in the class TA2 of the standard DIN EN ISO 17225–6.
3.11 Process water chemistry
The process water showed an increasing concentration of acetic acid for all biomasses (Fig. 4), which confirmed the findings of other authors [12, 47]. The highest concentration of acetic acid was found in leaves treated at 185 °C. Acetic acid is a product of the deacetylation of hemicelluloses [71,72,73] or formed as a by-product of the carbohydrate monomer degradation to aromatic compounds [33, 50]. The carbohydrate degradation is also associated to the formation of other short chain organic acids [12, 74, 75], while acetic acid was reported to be the most abundant organic acid in the mixture [12, 33, 75]. The absence of these organic acids in the present study indicated that the deacetylation of hemicellulose is the dominant formation pathway at low treatment temperatures. This interpretation is supported by the high amount of acetic acid in the hemicellulose rich leaves, while the two barks with low hemicellulose amounts showed the lowest amounts of acetic acid.

Temperature and biomass dependent single ion count of the organic compounds in the liquid phase
Furfural and its derivatives are common products of endothermal carbohydrate monomer dehydration during hydrothermal carbonization [33, 47, 50]. They are highly abundant in the off-gases of lignocellulose combustion, as well [72, 76]. This indicated a general tendency of carbohydrates to reduce their oxygen content, either under pyrolytic or oxidative conditions. The furfural formation at low temperatures was caused by sugar monomers of hemicellulose, which readily solved in the liquid phase, while cellulose degradation required more severe reaction conditions [33, 38]. This effect was also found for biomass torrefaction [77]. The highest levels of furfural and 5-hydroxymethylfurfural in this study were found in sawdust.
Hydroxyacetone is a by-product of the oxidative carbohydrate monomer degradation [44, 76], and the increasing furan formation was associated with increasing hydroxyacetone levels in this study (Fig. 4). Catechol was a secondary product formed by decomposition reactions of furans or their precursors (e.g., 1,6-anhydroglucose and erythrose) or by other products of glucose or fructose fragmentation, e.g., 1,2,4-benzenetriol [50].
All of the identified compounds increased in concentration at increasing maximum treatment temperatures (Fig. 4). However, the compounds were not quantified with chemical standards, and a quantitative comparison of different compounds is not possible on the basis of single ion counts.
All compounds showed a high solubility in water, while acetic acid showed the highest solubility (Table 7). This affected the pH of the liquid phase, which was negatively correlated to the maximum treatment temperature (Table 8) and to the increasing acetic acid concentration (Fig. 4). The drop of the pH during hydrothermal carbonization is well reported in the literature [33, 47]. The decreasing pH catalyzes further degradation reactions of the organic macromolecules [24, 33, 44, 47] and also increases the mobility of inorganic elements [62] (Fig. 3). Among the 185 °C treatments, the leaves showed the highest acetic acid concentration and the highest pH, while the sawdust had the second highest acetic acid concentration and the lowest pH. This indicated that other soluble degradation products can affect the pH, which is also suggested by the results of Hoekman et al. [12].
The liquid phase is a HTT process residue that potentially can be used as fertilizer. Respective regulations for elemental and organic compound limits for fertilizer applications have to be considered. HTT has an advantage over HTC, as the levels of biotoxic aromatic compounds, e.g., PAHs, are lower due to the less intense thermal treatment.
4 Conclusion
Hydrothermal treatment (HTT) allowed a high reduction of the mineral content in biomass and a moderate increase of the heating value. The ash element reduction is comparable to the intensities achieved by room temperature leaching. The heating value increase was low in comparison to hydrothermal carbonization. While major elements, e.g. potassium and chlorine, showed a trend that was comparable between biomasses, other elements, e.g. phosphorus and zinc, showed an inconsistent reduction rate that depended on biomass type and temperature. More research on the elemental composition of leached biomass, hydrothermally treated biomass, and hydrochars is needed to understand the mechanisms of mineral reduction. The results of the organic analysis and the pH measurement are indicators of a mild carbonization, which was performed at low severity factors and short treatment times in this study. Therefore, HTT is a feasible tool to upgrade the fuel properties of waste biomass and has economic advantages over HTC in case of the availability of off-heat from other thermal processes, especially because of the much lower biomass weight loss during HTT treatment.. The SF3 was proposed as a feasible intensity indicator for short hydrothermal treatment processes at low temperature.
The HTT treatment has the potential to become a pillar of the transformation from fossil to sustainable energy supply. The technical equipment has already been developed for the HTC process; therefore, a reduction in process temperature and pressure intensity will be possible, and the integrated heat exchangers can be used to heat the biomass. As a result, alternative biomass sources can be used as biofuel to satisfy the growing need for sustainable energy.
Availability of data and material
Not applicable.
Code availability
Not applicable.
References
Food and Agriculture Organization of the United Nations (1997) FAOSTAT statistical database. [Rome] : FAO, c1997-
Kaltschmitt M, Hartmann H, Hofbauer H (eds) (2016) Energie aus Biomasse: Grundlagen, Techniken und Verfahren, 3. Auflage. Springer Vieweg
Gehrig M, Jaeger D, Pelz SK et al (2016) Influence of firebed temperature on inorganic particle emissions in a residential wood pellet boiler. Atmos Environ 136:61–67. https://doi.org/10.1016/j.atmosenv.2016.04.018
Obaidullah M, Bram S, Verma VK, de Ruyck J (2012) A review on particle emissions from small scale biomass combustion. Int J Renew Energ Res 2:147–159
Döring S (2011) Pellets als Energieträger. Springer, Berlin, Heidelberg
Khalsa J, Döhling F, Berger F (2016) Foliage and grass as fuel pellets–small scale combustion of washed and mechanically leached biomass. Energies 9:361. https://doi.org/10.3390/en9050361
Liaw SB, Wu H (2013) Leaching characteristics of organic and inorganic matter from biomass by water: differences between batch and semi-continuous operations. Ind Eng Chem Res 52:4280–4289. https://doi.org/10.1021/ie3031168
Saddawi A, Jones JM, Williams A et al (2012) Commodity fuels from biomass through pretreatment and torrefaction: effects of mineral content on torrefied fuel characteristics and quality. Energy Fuels 26:6466–6474. https://doi.org/10.1021/ef2016649
Turn SQ, Kinoshita CM, Ishimura DM (1997) Removal of inorganic constituents of biomass feedstocks by mechanical dewatering and leaching. Biomass Bioenerg 12:241–252. https://doi.org/10.1016/S0961-9534(97)00005-6
Pollex A, Ortwein A, Kaltschmitt M (2012) Thermo-chemical conversion of solid biofuels. Biomass Conv Bioref 2:21–39. https://doi.org/10.1007/s13399-011-0025-z
Overend RP, Chornet E, Gascoigne JA (1987) Fractionation of lignocellulosics by steam-aqueous pretreatments. Phil Trans Royal Soc London: Series A 321:523–536
Hoekman SK, Broch A, Felix L et al (2017) Hydrothermal carbonization (HTC) of loblolly pine using a continuous, reactive twin-screw extruder. Energy Convers Manage 134:247–259. https://doi.org/10.1016/j.enconman.2016.12.035
Garotte G, Dominguez H, Parajo JC (1999) Hydrothermal processing of lignocellulosic materials. Holz als Roh- und Werkstoff 57:191–202
Kim DS, Myint AA, Lee HW et al (2013) Evaluation of hot compressed water pretreatment and enzymatic saccharification of tulip tree sawdust using severity factors. Bioresour Technol 144:460–466. https://doi.org/10.1016/j.biortech.2013.06.071
Petersen MØ, Larsen J, Thomsen MH (2009) Optimization of hydrothermal pretreatment of wheat straw for production of bioethanol at low water consumption without addition of chemicals. Biomass Bioenerg 33:834–840. https://doi.org/10.1016/j.biombioe.2009.01.004
Roos AA, Persson T, Krawczyk H et al (2009) Extraction of water-soluble hemicelluloses from barley husks. Bioresour Technol 100:763–769. https://doi.org/10.1016/j.biortech.2008.07.022
Ischia G, Fiori L (2020) Hydrothermal carbonization of organic waste and biomass: a review on process, reactor, and plant modeling. Waste Biomass Valor. https://doi.org/10.1007/s12649-020-01255-3
Reza MT, Lynam JG, Uddin MH et al (2013) Hydrothermal carbonization: fate of inorganics. Biomass Bioenerg 49:86–94. https://doi.org/10.1016/j.biombioe.2012.12.004
Liu Z, Balasubramanian R (2014) Upgrading of waste biomass by hydrothermal carbonization (HTC) and low temperature pyrolysis (LTP): a comparative evaluation. Appl Energy 114:857–864. https://doi.org/10.1016/j.apenergy.2013.06.027
Liu Z, Quek A, Kent Hoekman S et al (2013) Production of solid biochar fuel from waste biomass by hydrothermal carbonization. Fuel 103:943–949. https://doi.org/10.1016/j.fuel.2012.07.069
Toptas Tag A, Duman G, Yanik J (2017) Influences of feedstock type and process variables on hydrochar properties. Bioresour Technol 250:337–344. https://doi.org/10.1016/j.biortech.2017.11.058
Xiao L-P, Shi Z-J, Xu F et al (2012) Hydrothermal carbonization of lignocellulosic biomass. Bioresour Technol 118:619–623. https://doi.org/10.1016/j.biortech.2012.05.060
Poerschmann J, Weiner B, Wedwitschka H et al (2014) Characterization of biocoals and dissolved organic matter phases obtained upon hydrothermal carbonization of brewer’s spent grain. Bioresour Technol 164:162–169. https://doi.org/10.1016/j.biortech.2014.04.052
Knappe V, Paczkowski S, Diaz Robles LA et al (2019) Reducing willow wood fuel emission by low temperature microwave assisted hydrothermal carbonization. J Vis Exp 147:e58970
Castello G, Moretti P, Vezzani S (2009) Retention models for programmed gas chromatography. J Chromatogr A 1216:1607–1623. https://doi.org/10.1016/j.chroma.2008.11.049
Nurmi J (1997) Heating values of mature trees. Acta Forestalia Fennica 256:1–25
Siminovitch D, Wilson CM, Briggs DR (1953) Studies on the chemistry of the living bark of the black locust in relation to its frost hardiness.: V. Seasonal transformations and variations in the carbohydrates: starch.sucrose interconversions. Plant Physiology 28:383–400
Rowe JW, Conner AH (1979) Extractives in eastern hardwoods: A Review. Department of Agriculture, Forest Service, Forest Products Laboratory
Jatzwauck M, Schumpe A (2015) Kinetics of Hydrothermal Carbonization (HTC) of SoftRush. Biom Bioenerg 75:94–100
Fengel D, Wegener G (1989) Wood: chemistry, ultrastructure, reactions. Walter de Gruyter, Berlin
Araújo LCP, Yamaji FM, Lima VH et al (2020) Kraft lignin fractionation by organic solvents: correlation between molar mass and higher heating value. Bioresour Technol 314:123757. https://doi.org/10.1016/j.biortech.2020.123757
Sariyildiz T, Anderson JM (2005) Variation in the chemical composition of green leaves and leaf litters from three deciduous tree species growing on different soil types. For Ecol Manage 210:303–319. https://doi.org/10.1016/j.foreco.2005.02.043
Reza MT, Uddin MH, Lynam JG et al (2014) Hydrothermal carbonization of loblolly pine: reaction chemistry and water balance. Biomass Conv Bioref 4:311–321. https://doi.org/10.1007/s13399-014-0115-9
Ruyter HP (1982) Coalification model. Fuel 61:1182–1187. https://doi.org/10.1016/0016-2361(82)90017-5
Basso D, Weiss-Hortala E, Patuzzi F et al (2018) In deep analysis on the behavior of grape Marc constituents during hydrothermal carbonization. Energies 11:1379. https://doi.org/10.3390/en11061379
Kruse A, Badoux F, Grandl R et al (2012) Hydrothermale Karbonisierung: 2. Kinetik der Biertreber-Umwandlung Chemie Ingenieur Technik 84:509–512. https://doi.org/10.1002/cite.201100168
Kruse A, Grandl R (2015) Hydrothermale Karbonisierung: 3. Kinetisches Modell Chemie Ingenieur Technik 87:449–456. https://doi.org/10.1002/cite.201400116
Zhu C, Krumm C, Facas GG et al (2017) Energetics of cellulose and cyclodextrin glycosidic bond cleavage. React Chem Eng 2:201–214. https://doi.org/10.1039/C6RE00176A
Gómez J, Corsi G, Pino-Cortés E et al (2020) Modeling and simulation of a continuous biomass hydrothermal carbonization process. Chem Eng Commun 207:751–768. https://doi.org/10.1080/00986445.2019.1621858
Vangeel T, Renders T, van Aelst K et al (2019) Reductive catalytic fractionation of black locust bark. Green Chem 21:5841–5851. https://doi.org/10.1039/C9GC02139F
Hong SS, Suh H-J, Oh JS (2017) Phenolic chemical constituents of the stem barks of Robinia pseudoacacia. Chem Nat Compd 53:359–361. https://doi.org/10.1007/s10600-017-1989-0
Cui B, Kinjo J, Nohara T (1993) Triterpene glycosides from the bark of Robinia pseudo-acacia L. II. Chem Pharm Bull 41:553–556
Cui B, Kinjo J, Nohara T (1992) Triterpene glycosides from the Bark of Robinia pseudo-acacia L. I. Chem Pharm Bull 40:2995–2999
Knappe V, Paczkowski S, Tejada J et al (2018) Low temperature microwave assisted hydrothermal carbonization (MAHC) reduces combustion emission precursors in short rotation coppice willow wood. J Anal Appl Pyrol 134:162–166. https://doi.org/10.1016/j.jaap.2018.06.004
Rogalinski T, Liu K, Albrecht T et al (2008) Hydrolysis kinetics of biopolymers in subcritical water. The Journal of Supercritical Fluids 46:335–341. https://doi.org/10.1016/j.supflu.2007.09.037
Technischen Komitee ISO/TC 238 "Solid biofuels" und Technisches Komitee CEN/TC 335 "Biogene Festbrennstoffe" Solid biofuels - Determination of calorific value (ISO 18125:2017); German version EN ISO 18125:2017(18125:2017–08)
Reza MT, Andert J, Wirth B et al. (2014) Hydrothermal carbonization of biomass for energy and crop production. Applied Bioenergy 1. https://doi.org/10.2478/apbi-2014-0001
Vek V, Poljanšek I, Oven P (2020) Variability in content of hydrophilic extractives and individual phenolic compounds in black locust stem. Eur J Wood Prod 78:501–511. https://doi.org/10.1007/s00107-020-01523-y
Mohnen D (2008) Pectin structure and biosynthesis. Curr Opin Plant Biol 11:266–277. https://doi.org/10.1016/j.pbi.2008.03.006
Sevilla M, Fuertes AB (2009) The production of carbon materials by hydrothermal carbonization of cellulose. Carbon 47:2281–2289. https://doi.org/10.1016/j.carbon.2009.04.026
Funke A, Ziegler F (2010) Hydrothermal carbonization of biomass: a summary and discussion of chemical mechanisms for process engineering. Biofuel Bioprod Bioref 4:160–177
Sigel A, Sigel H, Sigel RKO (eds) (2016) The alkali metal ions. Metal Ions in Life Sciences, v.16. Springer International Publishing, Cham
Nieves-Cordones M, Al Shiblawi FR, Sentenac H (2016) Roles and transport of sodium and potassium in plants. In: Sigel A, Sigel H, Sigel RKO (eds) The Alkali Metal Ions. Springer International Publishing, Cham, pp 291–324
Cao Y, Li Y, Chen Y (2018) Non-structural carbon, nitrogen, and phosphorus between black locust and chinese pine plantations along a precipitation gradient on the Loess Plateau, China. Trees 32:835–846. https://doi.org/10.1007/s00468-018-1676-1
Hui A, Marraffa JM, Stork CM (2004) A rare ingestion of the Black Locust tree. J Toxicol Clin Toxicol 42:93–95. https://doi.org/10.1081/clt-120028752
Miller MH, Beauchamp EG, Lauzon JD (1994) Leaching of nitrogen and phosphorus from the biomass of three cover crop species. J environ qual 23:267–272. https://doi.org/10.2134/jeq1994.00472425002300020007x
Parshetti GK, Kent Hoekman S, Balasubramanian R (2013) Chemical, structural and combustion characteristics of carbonaceous products obtained by hydrothermal carbonization of palm empty fruit bunches. Bioresour Technol 135:683–689. https://doi.org/10.1016/j.biortech.2012.09.042
Gupta Nidhi, Gaurav Shailendra Singh, Kumar Ashwani (2013) Molecular basis of aluminium toxicity in plants: a review. Am J Plant Sci 4:21–37
Bojórquez-Quintal E, Escalante-Magaña C, Echevarría-Machado I et al (2017) Aluminum, a friend or foe of higher plants in acid soils. Front Plant Sci 8:1767. https://doi.org/10.3389/fpls.2017.01767
Alejandro S, Höller S, Meier B et al (2020) Manganese in plants: from acquisition to subcellular allocation. Front Plant Sci 11:300. https://doi.org/10.3389/fpls.2020.00300
Nagajyoti PC, Lee KD, Sreekanth TVM (2010) Heavy metals, occurrence and toxicity for plants: a review. Environ Chem Lett 8:199–216. https://doi.org/10.1007/s10311-010-0297-8
DalCorso G, Manara A, Piasentin S et al (2014) Nutrient metal elements in plants. Metallomics 6:1770–1788. https://doi.org/10.1039/c4mt00173g
Blanchette RA (1984) Manganese acumulation in wood decayed by white rot fungi. Phytopathol 74:725–730
Koeppe DE (1977) The uptake, distribution and effect of cadmium and lead in plants. The Science of the total Environment 7:197–206
Dima SS, Arnob A, Salma U et al (2020) Fate of nutrients during hydrothermal carbonization of biogenic municipal waste. Biomass Conv Bioref. https://doi.org/10.1007/s13399-020-01016-1
Poerschmann J, Weiner B, Wedwitschka H et al (2015) Characterization of biochars and dissolved organic matter phases obtained upon hydrothermal carbonization of Elodea nuttallii. Bioresour Technol 189:145–153. https://doi.org/10.1016/j.biortech.2015.03.146
Wiinikka H, Gebart R, Boman C et al (2006) High-temperature aerosol formation in wood pellets flames: spatially resolved measurements. Combust Flame 147:278–293. https://doi.org/10.1016/j.combustflame.2006.08.009
Sippula O (2010) Fine particle formation and emissions in biomass combustion. Dissertation, University of Eastern Finland
Misra MK, Ragland KW, Baker AJ (1993) Wood ash composition as a function of furnace temperature. Biom Bioenerg 4:103–116
Erste Verordnung zur Durchführung des Bundes-Immissionsschutzgesetzes (Verordnung über kleine und mittlere Feuerungsanlagen - 1. BImSchV) (2010)
Tjeerdsma BF, Boonstra M, Pizzi A et al (1998) Characterisation of thermally modified wood: Molecular reasons for wood performance improvement. Holz als Roh-und Werkstoff 56:149–153. https://doi.org/10.1007/s001070050287
Paczkowski S, Pelz S, Jaeger D (2018) Semi-conductor metal oxide gas sensors for online monitoring of oak wood VOC emissions during drying. Drying Technol 37:1–6
Garotte H, Domingues H, Parajo JC (2001) Study on the deacetylation of hemicellulose during the hydrothermal processing of Eucalyptus wood. Holz als Roh- und Werkstoff 59:53–59
Hoekman SK, Broch A, Robbins C (2011) Hydrothermal carbonization (HTC) of lignocellulosic biomass. Energy Fuels 25:1802–1810. https://doi.org/10.1021/ef101745n
Hoekman SK, Broch A, Robbins C et al (2013) Hydrothermal carbonization (HTC) of selected woody and herbaceous biomass feedstocks. Biomass Conv Bioref 3:113–126. https://doi.org/10.1007/s13399-012-0066-y
Paczkowski S, Paczkowska M, Dippel S et al (2013) The olfaction of a fire beetle leads to new concepts for early fire warning systems. Sens Actuators, B Chem 183:273–282. https://doi.org/10.1016/j.snb.2013.03.123
Chen W-H, Ye S-C, Sheen H-K (2012) Hydrothermal carbonization of sugarcane bagasse via wet torrefaction in association with microwave heating. Bioresour Technol 118:195–203. https://doi.org/10.1016/j.biortech.2012.04.101
Acknowledgements
The authors thank Dr. Rainer Kirchhof, B.Sc. Peter Grammer and Dipl. Ing. Carola Lepski for their technical support.
Funding
Open Access funding enabled and organized by Projekt DEAL. The study was funded by the BMBF (Project BiCoLim-Bio-Combustibles Limpios) under the grant number 01DN16036.
Author information
Authors and Affiliations
Contributions
Conceptualization: S.P., J.C. Methodology: S.P., I.K., J.C., D.J. Validation: S.P., St.P., D.J. Formal analysis: S.P., I.K., J.C. Investigation: S.P., J.C., I.K. Resources: D.J., St.P. Data curation: S.P., I.K., J.C. Writing—original draft preparation: S.P., St.P., D.J. Writing—review and editing: S.P., St.P., D.J. Visualization: S.P. Supervision: S.P., D.J., S.P. Project administration: S.P., D.J., St.P. Funding acquisition: St.P. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Conflict of interest
Not applicable.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Paczkowski, S., Comi, J., Küttner, I. et al. Hydrothermal treatment (HTT) for improving the fuel properties of biomass residues. Biomass Conv. Bioref. 13, 6257–6279 (2023). https://doi.org/10.1007/s13399-022-02494-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-022-02494-1