
Abstract
The WNiFeCo, WNiFeMo, and WNiFeCoMo compositional complex alloys (CCAs) were prepared by powder metallurgy technique. The thermodynamic investigations of the CCAs proved that WNiFeCo, and WNiFeMo, are medium entropy alloys (MEAs), whereas WNiFeCoMo is a high entropy alloy (HEA). The density of the prepared specimens was estimated. The sintered CCAs were characterized by investigating their microstructures and elemental distribution using SEM and EDX analysis. The crystal structure of the different phases was identified utilizing X-ray diffraction (XRD). From XRD results, W, Fe7W6, and FeNi were observed in all CCAs, whereas Co7W6, MoNi4, and Co7Mo6 phases were found in WNiFeCoMo HEA. WNiFeCo MEA contained a Co7W6 phase, while the MoNi4 phase was observed in WNiFeCo MEA. The A7B6 phases are formed in the CCAs which have good characteristics. The hardness, Young’s modulus, and corrosion behavior were evaluated. Among the investigated CCAs, WNiFeMo MEA showed the highest relative density percentage (95%), Young’s modulus (190 GPa), hardness (451 HV), and lowest corrosion rate in 3.5% NaCl (0.22 mm/y). The surface morphology of the WNiFeCo, WNiFeMo, and WNiFeCoMo alloys displayed uniform corrosion, galvanic corrosion, and localized corrosion.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Initially, alloys containing more than five elements, almost equiatomic composition, comparable atomic radii, and simple crystal structures—were referred to as HEAs. The quantity of research on these alloys has been overgrown. Recently, a distinction has been made between alloys with more than one phase and those with a single-phase microstructure, as was first predicted by early developers. The latter group is known as compositional complex alloys, or CCAs [1]. Unlike traditional alloys that typically consist of a primary element with smaller amounts of alloying additives, CCAs exhibit a high degree of elemental mixing. This unique composition results in enhanced properties, such as improved mechanical strength, thermal stability, and resistance to deformation or fracture [2, 3]. The CCAs have gained attention in materials science for their potential to offer superior performance in various applications, including structural materials and components in harsh environments. Researchers explored diverse combinations of elements in CCAs to tailor their properties for specific purposes, opening new possibilities in alloy design [4].
Other researchers considered that HEAs and medium entropy alloys (MEAs) fall under the umbrella term of the CCAs, representing a specific class with a distinct composition. However, CCAs encompass a wider range of alloys, where intermetallic phases exist along with solid solutions [5]. Similar to HEA, CCAs can be either HEAs, where ΔS/R ≥ 1.5 or MEAs, where 1 ≥ ΔS/R ≤ 1.5. MEAs still exhibit some of the characteristic properties of CCAs [4, 6, and 7]. Both MEAs and HEAs have exceptional mechanical properties compared to traditional alloys as reported earlier [8, 9]. Mechanical alloying (MA) can be used to create homogenous CCA powders with simple composition control [10, 11]. The powder metallurgy (PM) technique permits the fabrication of (CCAs) at a sintering temperature that reaches up to 70–90% of the melting point.
Refractory HEAs (RHEAs) were introduced in 2010 for their considerable strength up to 1600 °C [12]. Five refractory components support RHEAs Mo, W, Ta, V, and Nb. The following alloys were created from a wider variety of nine elements in Group IV (Zr, Ti, and Hf), Group V (V, Ta, and Nb), and Group VI (W, Mo, and Cr), often with non-refractory metals like Co and Ni [13].
Low tritium solubility, a high melting point, and a low erosion rate define tungsten. However, W metal must overcome several challenges before being used technologically [13]. The brittle trans-granular and intergranular failure regimes of its fracture toughness restrict its operating temperature range and pose production challenges [14]. W–X alloys (X = Mo, V, Cr, and Ti) and dispersion-strengthened W-based materials were well-studied. Metastable phases mechanically degrade W–Ti and W–V binary alloys [13]. With high density, strength, plasticity, and impact strength, liquid phase sintering-produced tungsten heavy alloys (WHA) are used in radiation shields, balancing elements, and sub-caliber bullet cores [15,16,17,18]. One way to improve WHAs with spherical W particles scattered in a Ni–Fe bonding phase is by plastic deformation. WHAs susceptibility to fracture and delamination during plastic processing is due to its strong resistance to deformation and decreased ductility, which limits their mechanical properties [19]. In comparison, low-alloy, secondary hardening, and maraging steels have been developed in recent decades [20,21,22]. The solid solubility of W and Mo in Fe, Ni, and Co is limited by the significant difference in atomic radii, according to phase diagram analysis [23]. Recent research has focused on enhancing WHA penetrators' mechanical performance by adding alloying components and microstructural modifications. Moreover, the particle size of the starting powder affects the final grain size of WHA and hence their mechanical properties [24].
In the current study, WNiFeCo, WNiFeMo, and WNiFeCoMo Compositional Complex Alloys (CCAs) were prepared using the PM technique. The thermodynamic parameters of the CCAs were calculated. The influence of alloying with Co/ Mo or both of them on the mechanical and physical properties of the alloys was assessed. Furthermore, the fabricated CCAs were evaluated for the corrosion behavior in a media-containing 3.5% NaCl solution.
2 Experimental Work
2.1 Material Preparation
Pure W, Ni, Fe, Co, and Mo were supplied by “Dop. Company” with 99.5% purity. As shown in Fig. 1, the morphology of the powders was investigated by the scanning electron microscope (SEM) model “FEI inspect S-Netherlands Bryker AXS-flash detector Germany. W, Fe, Ni, Co, and Mo had average particle sizes of 2.3, 6.2, 1.5, 0.5, 0.7, and 1.0 μm, respectively. Co, Fe, and Ni were irregularly shaped, while W and Mo particles were virtually spherical. These powders were utilized to make the three alloys, WNiFeCo, WNiFeMo, and WNiFeCoMo by mechanical milling with the respective chemical compositions shown in Table 1. The samples were milled for 3 h using a “Spex” mill at 8000 rpm and a ball-to-powder ratio of 10:1. The milled powder was mixed with 0.5% paraffin wax to facilitate the compaction operation. The samples were then sintered in a tube furnace for one hour at 1300 °C in an Ar atmosphere. Figure 2 depicts the heating cycle of the sintering process. The samples were metallographically prepared for characterization.

The SEM morphologies of the powders a W, b Fe, c Ni, d Co, and e Mo

The heating cycle of the sintering process
2.2 Sintered Alloys Characterization
2.2.1 Density
The Archimedes density of fabricated WNiFeCo MEA, WNiFeMo MEA, and WNiFeCoMo HEA was used to calculate the relative density and porosity percentages in the prepared alloys. The theoretical density of the alloys was also determined [25]. Also, the densification percentage and porosity percentages were estimated [26, 27].
2.2.2 Phase Identification (PI)
To identify the different phases of the prepared alloys and determine their crystal structure, X-ray diffractometer, “X’pert PRO PAN analytical model,” was used with a Cu kα radiation source at a wavelength of 0.15406 nm.
2.2.3 Microstructure Examination
The surfaces of WNiFeCo MEA, WNiFeMo MEA, and WNiFeCoMo HEA underwent preparation through grinding with emery sheets up to 1200 °C, followed by polishing with 0.3 μm alumina paste. The samples were then etched using a solution of 20 mL of HCl, 20 mL of HF, and 20 mL of distilled water. The microstructure of fabricated alloys was characterized by SEM & EDX analysis.
2.2.4 Microhardness
Vickers hardness (HV) of all the samples was tested with a 2 kg load, and five values were collected.
2.2.5 Young’s Modulus
Using a “Mettler H 72” balance with a capacity of 160 g and an accuracy of 0.1 mg, Young’s modulus was calculated using the pulse-echo technique at 5 MHz frequency at room temperature (R.T.). Also, an ultrasonic flaw detector was employed in model “USM3”. Young’s modulus was calculated as follows by using several equations from Eqs. (1)–(5). Longitudinal modulus (L) was calculated by Eq. (1), where the shear modulus (G) was located by Eq. (2). The bulk modulus (K) was shown by Eq. (3). The Young’s modulus (E) was finally shown by Eq. (4), where the Poisson’s ratio (σ) was determined by Eq. (5) [28, 29].
, where density ρ estimated by sensitivity balance and velocity v denotes by ultrasonic flaw detector.
2.2.6 Corrosion
The corrosion properties of various alloys were evaluated through electrochemical techniques. Corrosion test samples were refined to 1000 grit and polished with 0.3 μm alumina paste. A potentiodynamic method was employed to analyze corrosion parameters for each specimen in a 3.5% NaCl solution at room temperature (RT). The corrosion rate (CR) values for WNiFeCo, WNiFeMo, and WNiFeCoMo were determined using Eq. (6) [30]:
The parameter icorr represents the current density measured in µA/cm2, where D represents the density of the specimen in g/cm3 and eq. wt. signifies the equivalent weight of the samples in grams [30]. The polarization resistance (Rp) values were calculated from Eq. (7) using Tafel slopes and corrosion current density (icorr) [31]:
, where βa and βc are the Tafle slopes, \({i}_{{\text{corr}}}\) is the current density. Subsequently, surface morphology and EDX analyses were conducted to examine the surfaces of the WNiFeCo, WNiFeMo, and WNiFeCoMo CCAs after the corrosion process.
3 Results and Discussion
3.1 Thermodynamic Calculations
The most efficient method for predicting the BCC, FCC, and dual phase (BCC/FCC) formation is through the average valence electron concentration (VEC), as proposed by Guo et al. in Eq. (7) [32, 33]. Here, \({C}_{i}\) expresses the atomic percentage of the \(i\) element, and 〖\(\left( {{\text{VEC}}} \right)_{i}\) represents the valence electron concentration for each element. The FCC phase is expected when VEC is equal to or more than 8, in addition, the BCC phase develops stable at VEC is lower than 6.87, and the presence of the BCC/FCC phase converts stable when VEC falls between 6.87 and 8. According to Table 2, the values of VEC for WNiFeCo, WNiFeMo, and WNiFeCoMo alloys were determined at 8.25, 7.5, and 7.8, respectively. The WNiFeCo alloy has FCC phase whereas WNiFeMo and WNiFeCoMo alloys have dual phase BCC and FCC.
From the Humee Rothery rules, the empirical thermodynamic parameters may be determined [34], which rely on the mixing enthalpy (\(\Delta {H}_{{\text{mix}}}\)), the mixing entropy (\(\Delta {S}_{{\text{mix}}}\)), the atomic size mismatch (\(\delta \)), and electro-negativities, which include the creation of a solid solution among different elements in physical metallurgy. A crucial physical attribute of a solid solution is the variation in atomic size (d). Zhang et al. introduced the parameter (d) to investigate the overall impact of the differences in atomic size among the primary elements [35], as shown in Eq. (9). The \({c}_{i}\) and \({r}_{i}\) represent the atomic fraction of the \(i\) element of each alloy component, respectively. Takeuchi et al. [36] used Eq. (10) to calculate the mixing enthalpy of alloys with n elements. The \({\Omega }_{ij}\) is the parameter of regular melt-interaction among the ith and the jth elements, and cj represents the jth molar fraction of the \(j\) component, which \({\Omega }_{ij}\) is shown from Eq. (11). The \({\Delta H}_{{\text{AB}}}^{{\text{mix}}}\) expresses the binary liquid alloys mixing enthalpy according to the Miedema ideal [37].
The mixing entropy (\(\Delta {S}_{{\text{mix}}}\)) for the disordered solid solution is quantified using Eq. (12) [38]. R represents the universal gas constant, which is 8.314 J/mol K. To better describe the structural relaxation behavior, Eq. (13) has an additional criterion with a thermodynamically derived value [39]. The \({T}_{{\text{m}}}\) describes the mean melting temperature for the prepared alloys shown by Eq. (14) as a first-order approximation [32]:
Table 2 displays the \(\Delta H_{{{\text{mix}}}} ,\; \Delta S_{{\text{mix }}} , \;\Omega \;{\text{and}}\;\delta \;{\text{values}}. \) \(\delta \%\) is less than 6.6% of WNiFeCo, WNiFeMo, and WNiFeCoMo alloys, meaning they have a steady solid solution corresponding to Zhang’s criteria. All samples have a mixing enthalpy within the − 1.75 to − 3.50 kJ/mole range. The constant mixing entropy is observed for the WNiFeCo and WNiFeMo alloys. While, WNiFeCoMo alloy has a higher \(\Delta {S}_{{\text{mix}}}\) than them. The \(\Omega \) affected by \(\Delta {H}_{{\text{mix}}}\) and\(\Delta {S}_{{\text{mix}}}\). As it is more than 1.1, it encourages the presence of a solid solution; if it is less than one, it encourages the presence of intermetallic components. Consequently, in Table 2, \(\Omega \) supports the solid solution phase establishment. When the \(\Delta {S}_{{\text{mix}} }/R\) is more than 1.5, the alloy is referred to as HEA, whereas when this value becomes between 1 and 1.5, it is referred to MEA. The \(\Delta {S}_{{\text{mix}} }/R\) value is equal to 13.86; thus, WNiFeCo and WNiFeMo alloys are MEAs, while WNiFeCoMo alloy is equal to 1.609; thus, it is a HEA.
3.2 Densification
Table 3 displays the relative density of the manufactured CCAs, a factor that notably influences their mechanical properties. The greatest levels of relative density have a beneficial influence on mechanical characteristics. The prepared specimens were well-densified, with WNiFeMo MEA having the greatest relative density value of 95% and WNiFeCoMo HEA having the lowest value of 90%. This might be due to low-density, ductile metallic components, which can create a liquid phase during sintering. Many ductile components result in a strong link between other elements and the closure of all pores through diffusion events. Therefore, no holes can develop, and density is increased [26, 40]. Moreover, Ni serving as the primary matrix component, plays a crucial role in enhancing the wettability and solubility of tungsten in the liquid phase, while reducing the sintering temperature [15]. In addition, the drop in density in WFeNiCo MEA and WFeNiCoMo HEA might result from the huge difference in atomic radius, which minimizes the solid solubility of W and Mo in Co [41]. Another possible explanation for Co concentration is that the sintering of W is significantly accelerated by the presence of Co in the solid solution, increasing the diffusion rate since this element increases the diffusion rate [42].
3.3 Hardness
The average hardness values of the prepared CCAs were shown in Fig. 3. Many factors affect the hardness of the prepared CCAs by powder metallurgy technique. Firstly, the density of the samples is crucial because as the density grew, the pores closed, thus increasing hardness. It can be seen that there is an agreement between hardness and density measurements, in which the sample with the highest relative density showed the highest hardness (WNiFeMo with 95% relative density and 451 HV). Secondly, using the optimal sintering temperature results in the development of MEAs and HEAs with uniform distributions and the formation of FCC single-phase with traces of the BCC phase, which further increases the hardness. Moreover, the homogeneous distribution of the phases at 1300°C, makes it the optimum sintering temperature for these alloys. In addition, increasing hardness may also be ascribed to the cohesive strength of alloying components [26, 32]. In MEAs and HEAs fabrication, the W may be maintained inside the matrix, especially in the casting processes. However, it appears at a lower level in the powder metallurgy technique [43].

Hardness measurements for the sintered CCAs with different composition
In WFeNiMo MEA, high hardness of 451 HV was attained by the segregation of solute atoms and the production of precipitates that are coherent with the matrix [44]. Also, refining the W phase and grain size may contribute to the increased hardness [41, 44]. Adding Mo decreases the concentration of W in the liquid matrix phase during sintering and refines the alloy's microstructure. The addition of a high concentration of Mo plays an important role in preventing the grain growth of W particles, during sintering leading to the improvement in the mechanical properties, which explains the higher hardness for the alloy that contains a higher percentage of Mo compared to the other alloys [45]. Solidification theory states that to maintain the system's total minimum energy, crystal development always proceeds in the direction of the lowest surface energy or the smallest free energy. When comparing volumes under identical conditions, the spherical surface energy is identified as the least [46]. In addition to higher mechanical properties with the presence of Mo with higher percent, there is a risk of developing a precipitated phase, which causes brittleness in the alloy [47]. Also, the presence of µ phase A7B6 as indicated by XRD results is an important factor in increasing the hardness values [48].
Another contributing factor to the high strength and plasticity of the material is the combination of the FCC and BCC phases. The BCC phase generally has a higher hardness, this can be confirmed by the hardness results, in which WNiFeCo which has only the FCC phase according to the thermos-dynamic parameters has the lowest hardness values, while WNiFeMo and WNiFeMoCo have the higher values as they possess both FCC and BCC phase [46].
3.4 Phase Identification and Composite Characterization
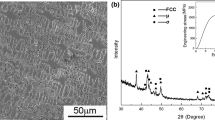
Figure 4 demonstrates the XRD results of the WNiFeCo MEA, WNiFeMo MEA, and WNiFeCoMo HEA. The small peaks were recognized as the A7B6 phase, where A represents a transition metal, and B represents a refractory metal, such as Co7Mo6 and Fe7W6. This phase exhibits a rhombohedral structure in the WNiFeCoMo HEA. For all the alloys, the pronounced peaks match the W (Pattern: 00-001-1203) phase, Fe7W6 (Pattern: 00-042-1209) phase and FeNi (Pattern: 01-071-8322), besides the MoNi4, Co7W6 (Pattern: 01-071-7507), and Co7Mo6 (Pattern: 01-071-7330) phases in WNiFeCoMo HEA. WNiFeCo MEA has a Co7W6 phase, whereas WNiFeCo MEA has a MoNi4 (Pattern: 00-003-1036) phase. Tiny peaks indicate the presence of μ phase precipitation. In the phase precipitations, all four components are dispersed. These findings align with our intentional compositional strategy aimed at achieving the multi-phase structure of the WFeNiMo alloy [49]. This results from the high solubility of Fe with Co and Fe with Ni. Creating these intermetallic compounds relies on temperature and concentration conditions that allow the dissolution of elements. In addition, the proper mixing settings and sintering cycle promote the formation of necks between component pieces. The sintering temperature contributes to this phenomenon. Defects or internal stress are eradicated during preparation, and the non-equilibrium condition is transitioned to equilibrium by employing an appropriate temperature [26]. As shown in Fig. 4, the prominent peaks indicate the presence of the FCC phase. The smaller peaks signify a phase with the structure of A7B6, where A is a transition metal such as Fe7W6 and Co7Mo6 [41].

The XRD results of the WNiFeCo, WNiFeMo, and WNiFeCoMo
3.5 Microstructure
All phases are distributed uniformly in the SEM images of sintered WNiFeCo MEA, WNiFeMo MEA, and WNiFeCoMo HEA, as shown in Fig. 5. Only two phases can be observed, the gray phase and the dark gray one. Consistent and tiny pores have been detected in the first alloy, whereas the third alloy has a few big holes. The microstructures for all investigated HEAs have a uniform distribution of the alloying components. Due to the high sinterability, all the components are well-connected. This is the outcome of the multi-element component's sluggish atomic diffusion rate and the formation of solid solutions.

The SEM micrographs of the alloys a WNiFeCo MEA, b WNiFeMo MEA, and c WNiFeCoMo HEA
The spot EDX analysis results for the sintered CCAs are shown in Fig. 6 and detailed in Table 4. The EDX analysis revealed just two major phases, as shown in Table 4. For the WNiFeCo MEA, the dark phase is rich in Ni, Fe, and Co but has few amounts from W, and the gray one is rich with W element. For the WNiFeMo MEA, both phases are rich in W element, but the dark phase has the same percent for Fe element as W element with a very small amount from Ni element. The WNiFeCoMo HEA is like WNiFeMo MEA, in which the dark phase has a very small amount from W and Mo, and the gray one has a nearly equiatomic distribution for all the elements. Mo is distributed uniformly among the samples. Despite, the initial equimolar mixing of elements in the prepared alloy, their contents varied significantly after the reaction. This discrepancy may be attributed to the diverse reaction enthalpies (ΔH) associated with different metal oxide reactions, resulting in composition differences before and after the reaction. The growth and dissolution of W grains occur concurrently. Owing to the significant melting point difference between W and several other elements, during the entire process from W nucleation to solidification completion, the surroundings remain in a liquid state around the W grain, leading to minimal interaction forces between W grains, negligible strain energy, or small strain energy. Consequently, the entire W crystal growth process is primarily governed by volume energy. W grains predominantly grow in a spherical manner during this process, ultimately forming near-spherical W particles.

Spot EDX analyses of a WNiFeCo MEA, b WNiFeMo MEA, and c WNiFeCoMo HEA
In the matrix, minute quantities of asymmetric W particles and W aggregates emerge due to the combined effect of fluid dynamics. Furthermore, a small amount of W has been dissolved in the matrix [46].
Table 4 presents the elemental compositions of the alloys determined through EDX measurements. The BCC structure is primarily made of Mo and W, while the FCC structure is dominated by Fe and Ni. The μ phase is mainly composed of Fe and Mo, with the precipitation of this phase facilitated by the presence of W and Mo. The precipitates contain W and Mo, while the matrix is rich in Fe, Co, and Ni. In the μ phase, the primary constituents are Fe and W. The ratio of Co and Fe to Mo and W in the μ phase aligns with the 7:6 ratio [41]. The precipitated phase has a more homogenous and well-distributed morphology than fabricated alloys. Figures 7, 8, and 9 present the mapping of the elemental distribution of WNiFeCo MEA, WNiFeMo MEA, and WNiFeCoMo HEA, respectively. All alloys have a balanced distribution of elements. The existence of Fe7W6 is observed to be matched in all alloys, where Co7W6 is caught in WNiFeCo MEA and WNiFeCoMo HEA, and MoNi4 is seen in WNiFeMo MEA and WNiFeCoMo HEA.

Mapping of WNiFeCo MEA

Mapping of WNiFeMo MEA

Mapping of WNiFeCoMo HEA
3.6 Young’s Modulus
In HEAs, combining the major elements in equimolar proportions results in lattice distortion, which increases yield strength due to the lattice's increased resistance to dislocation movement [50, 51]. Lattice distortion occurs when the major elements are combined in equimolar proportions. Young's modulus was determined by employing various scientific methods (ultrasonic). The WNiFeMo MEA modulus of Young rose due to high relative density percentage and Mo existence. The Poisson ratio was the lowest for the WNiFeMo MEA, as shown in Table 5. The Young's modulus values aligned with the results of the hardness test and the percentage of relative density.
3.7 Corrosion
The corrosion characteristics of the sintered WNiFeCo MEA, WNiFeMo MEA, and WNiFeCoMo HEA were investigated and shown in Fig. 10 and Table 6. The high value of porosity enhanced the likelihood of localized corrosion. XRD data indicated differing phases might contribute to localized galvanic corrosion [26]. According to Table 6 and Fig. 10, the WNiFeMo MEA exhibits superior polarization resistance (Rp) in comparison to other materials. This can be attributed to its elevated relative density and substantial Mo content, contributing to enhance Rp. In contrast, both the sintered WNiFeCo MEA and WNiFeCoMo HEA display porosity, negatively impacting Rp due to the presence of open and interconnected pores. These pores facilitate the entry of corrosive substances into the sample's interior, leading to contact with internal particles and promoting corrosion through simple diffusion [40]. Increasing the phases in WNiFeCoMo HEA as Fe7W6, FeNi, Co7W6, MoNi4, and Co7Mo6 increased galvanic corrosion; otherwise, it has a Mo content. From Table 2, the highest polarization resistance is WNiFeMo MEA (2713.5 Ω cm2) which is confirmed by the lowest corrosion rate (0.22 mm/y).

Potentiodynamic plots of sintered alloys in 3.5%NaCl at RT
Figure 11 presents SEM images depicting the corrosion of alloys in NaCl at RT. Notably, corrosion products are amassed within the pores of the examined alloys, highlighting these imperfections as particularly vulnerable to localized corrosion attacks. The elevated current density observed in their passive zone is likely a consequence of their material's high porosity. The WNiFeCo MEA, WNiFeMo MEA, and WNiFeCoMo HEA showcased instances of uniform corrosion, galvanic corrosion, and localized corrosion. The EDX results for the alloys are shown in Table 7. The highest oxygen percentage is WNiFeCoMo HEA, with the lowest densification percentage. That may be due to the high galvanic corrosion due to the various phases’ presence, but overall, it has the lowest CR.

SEM images of the corroded alloys in 3.5% NaCl a WNiFeCo MEA, b WNiFeMo MEA, and c WNiFeCoMo HEA
4 Conclusions
The WNiFeCo, WNiFeMo, and WNiFeCoMo compositional complex alloys (CCAs) were produced in the current study using the powder metallurgy technique. The microstructure, physicomechanical properties, and polarization resistance (Rp) in the 3.5%NaCl solution of the prepared specimens were evaluated, and the following findings were summarized:
-
1.
Compositional complex alloys (CCAs) with FCC, BCC, and some intermetallics phases in the forms of (A7B6) have been successfully prepared by powder metallurgy technique with uniform distribution for all phases.
-
2.
The \(\Delta {S}_{{\text{mix}} }/R\) is 1.386 for WNiFeCo and WNiFeMo alloys, where it is equal to 1.609 for WNiFeCoMo alloy; thus, the WNiFeCo and WNiFeMo alloys are medium entropy alloys (MEAs), whereas WNiFeCoMo alloy is high entropy alloy (HEA). The alloy WNiFeCo MEA has FCC structure, whereas the other two alloys have dual BCC and FCC. All alloys have stable phases due to \(\delta \%\) lower than 6.6%.
-
3.
The WNiFeCo MEA has W, Fe7W6, FeNi, and Co7W6, whereas WNiFeCoMo HEA has W, Fe7W6, FeNi, and MoNi4, Also, the WNiFeCoMo HEA has W, Fe7W6, FeNi, Co7W6, MoNi4 and Co7Mo6.
-
4.
WNiFeMo MEA has the highest densification percentage than WNiFeCo MEA, and the lowest is WNiFeCoMo HEA.
-
5.
Hardness agrees with the densification percentage values, which means that the highest hardness value is 451 HV for WNiFeMo MEA, and the lowest value is 296 HV for WNiFeCo MEA.
-
6.
Young’s modulus agrees with hardness and densification percentages, where the WNiFeMo MEA has the highest value (190 GPa) but the lowest Poisson ratio (0.277).
-
7.
The WNiFeMo MEA has the lowest corrosion rate (0.22 mm/y) and highest polarization resistance (2713.5 Ω cm2) due to the high Mo content. Also, WNiFeCo MEA, WNiFeMo MEA, and WNiFeCoMo HEA exhibited uniform corrosion, galvanic corrosion, and localized corrosion.
References
Manzoni, A.M.; Glatzel, U.: New multiphase compositionally complex alloys driven by the high entropy alloy approach. Mater Charact 147, 512–532 (2019)
Mitrica, D.; Badea, I.C.; Serban, B.A.; Olaru, M.T.; Vonica, D.; Burada, M.; Piticescu, R.R.; Popov, V.V.: Complex concentrated alloys for substitution of critical raw materials in applications for extreme conditions. Materials 14, 1197 (2021)
Gorsse, S.; Couzinié, J.-P.; Miracle, D.B.: From high-entropy alloys to complex concentrated alloys. C. R. Phys. 19, 721–736 (2018)
Miracle, D.; Senkov, O.: A critical review of high entropy alloys and related concepts. Acta Mater. 122, 448–511 (2017)
Chaskis, S.; Bouzouni, M.; Gavalas, E.; Loukadakis, V.; Papaefthymiou, S.: Development of complex concentrated alloys (CCAs) utilizing scrap to preserve critical raw materials. Mater. Proc. 5, 5109 (2021)
Miracle, D.B.: High-entropy alloys: a current evaluation of founding ideas and core effects and exploring “nonlinear alloys. JOM 69, 2130–2136 (2017)
Granberg, F.; Nordlund, K.; Ullah, M.W.; Jin, K.; Lu, C.; Bei, H.; Wang, L.M.; Djurabekova, F.; Weber, W.J.; Zhang, Y.: Mechanism of radiation damage reduction in equiatomic multicomponent single-phase alloys. Phys. Rev. Lett. 116, 135504 (2016)
Chen, H.; Zhang, X.; Dai, L.; Liu, C.; Xiong, W.; Tan, M.: Experimental study on WFeNiMo high-entropy alloy projectile penetrating semi-infinite steel target. Def. Technol. 18(8), 1470–1482 (2022). https://doi.org/10.1016/j.dt.2021.06.001
Zhang, Y.; Malcolm Stocks, G.; Jin, K.; Lu, C.; Bei, H.; Sales, B.C.; Wang, L.; Béland, L.K.; Stoller, R.E.; Samolyuk, G.D.; Caro, M.; Caro, A.; Weber, W.J.: Influence of chemical disorder on energy dissipation and defect evolution in concentrated solid solution alloys. Nat. Commun. 6, 8736 (2015)
Kang, B.; Lee, J.; Ryu, H.; Hong, S.: Ultra-high strength WNbMoTaV high-entropy alloys with fine grain structure fabricated by powder metallurgical process. Mater. Sci. Eng. A 712, 616 (2017)
Tariq, N.; Naeem, M.; Hasan, B.; Akhter, J.; Siddique, M.: Effect of W and Zr on structural, thermal and magnetic properties of AlCoCrCu FeNi high entropy alloy. J. Alloys Compd. 556, 7985 (2013)
Senkov, O.; Miracle, D.; Chaput, K.; Couzinie, J.: Development and exploration of refractory high entropy alloys: a review. J. Mater. Res. 33, 137 (2018)
Wang, X.; Huang, H.; Shi, J.; Xu, H.; Meng, D.: Recent progress of tungsten-based high-entropy alloys in nuclear fusion. Tungsten 3, 143–160 (2021)
El-Atwani, O.; Li, N.; Li, M.; Devaraj, A.; Baldwin, J.K.S.; Schneider, M.M.; Sobieraj, D.; Wróbel, J.S.; Nguyen-Manh, D.; Maloy, S.A.; Martinez, E.: Outstanding radiation resistance of tungsten-based high-entropy alloys. Sci. Adv. 5, 1–9 (2019)
Skoczylas, P.; Gulbinowicz, Z.; Goroch, O.: Microstructure and properties of tungsten heavy alloy connections formed during sintering with the participation of the liquid phase. Materials 13, 4965 (2020)
German, R.M.: Critical developments in tungsten heavy alloys. In: Proceedings of the 1st International Conference on Tungsten and Tungsten Alloys, Arlington, VA, USA, 15–18 Nov, pp. 3–13 (1992)
Lassner, E.; Schubert, W.D.: Tungsten: Properties, Chemistry, Technology of the Element, Alloys, and Chemical Compounds. Plenum Publishers, New York (1999)
Zhang, L.; Chen, X.; Huang, Y.; Liu, W.; Ma, Y.: Microstructural characteristics and evolution mechanisms of 90W–Ni–Fe alloy under high-strain-rate deformation. Mater. Sci. Eng. A 811, 141070 (2021)
Wu, Y.; Hou, Q.; Luo, L.; Zan, X.; Zhu, X.; Li, P.; Xu, Q.; Cheng, J.; Luo, G.; Chen, J.: Preparation of ultrafine-grained/nanostructured tungsten materials: an overview. J. Alloys Compd. 779, 926–941 (2019)
Back, J.G.; Surreddi, K.B.: Microstructure analysis of martensitic low alloy carbon steel samples subjected to deformation dilatometry. Mater. Char. 157, 109926 (2019)
Hofinger, M.; Turk, C.; Ognianov, M.; Leitner, H.; Schnitzer, R.: Precipitation reactions in a Cu–Ni–Al medium carbon alloyed dual hardening steel. Mater. Char. 160, 110126 (2020)
Poddar, D.; Ghosh, C.; Bhattacharya, B.; Singh, V.K.: Development of high ductile ultra-high strength structural steel through stabilization of retained austenite and stacking fault. Mater. Sci. Eng. 762, 138079 (2019)
Jacob, A.; Schmetterer, C.; Singheiser, L.; Gray-Weale, A.; Hallstedt, B.; Watson, A.: Modeling of Fe–W phase diagram using first principles and phonons calculations. Calphad 50, 92–104 (2015)
Xiao, F.; Barriere, T.; Cheng, G.; Miao, Q.; Zuo, S.; Wei, S.; Xu, L.: Extremely uniform nano-sized oxide particles dispersion strengthened tungsten alloy with high tensile and compressive strengths fabricated involving liquid-liquid method. J. Alloys Compd. 878, 160335 (2021)
Mohamed, L.Z.; Elkady, O.; Lotfy, M.; Ahmed, H.; Elrefaie, F.: Characteristics of Ni−Cr binary alloys produced by conventional powder metallurgy. Key Eng. Mater. 835, 214–222 (2019)
Abolkassem, S.; Mohamed, L.Z.; Gaber, G.; Elkady, O.: Microstructure and corrosion behavior of FeNiCoCrCu and FeNiCoCrMn high entropy alloys manufactured by powder metallurgy in different acid media. J. Mater. Res. Technol. 10, 1122–1142 (2021)
Abolkassem, S.A.; Elkady, O.A.; Ewais, E.M.; Hussein, W.A.: Studying the microstructure and mechanical properties of (WC–TiC–Co)/ZrO2 composite prepared by powder technology. Egypt. J. Chem. 63, 1241 (2020)
Czichos, H.; Saito, T.; Smith, L.: Springer Handbook of Material Measurement Methods. E-ISBN: 3-540-30300-6
El-Mallawany, R.; Afifi, H.: Elastic moduli and crosslinking of some tellurite glass systems. Mater. Chem. Phys. 143, 11–14 (2013)
Mahmoud, E.R.I.; Mohamed, L.Z.; Gepreel, M.A.; Ebied, S.; Abdelfatah, A.: Corrosion behavior of cold-rolled and solution-treated Fe36Mn20Ni20Cr16Al5Si3 HEA in different acidic solutions. Materials 15, 7319 (2022)
Abdulaah, H.A.; Al-Ghaban, A.M.; Anaee, R.A.; Khadom, A.A.; Kadhim, M.M.: Cerium-tricalcium phosphate coating for 316L stainless steel in simulated human fluid: experimental, biological, theoretical, and electrochemical investigations. J. Electrochem. Sci. Eng. 13(1), 115–126 (2023)
Hassan, M.A.; Ghayad, I.M.; Mohamed, A.S.A.; El-Nikhaily, A.E.; Elkady, O.A.: Improvement ductility and corrosion resistance of CoCrFeNi and AlCoCrFeNi HEAs by electroless copper technique. J. Mater. Res. Technol. 13, 463–485 (2021). https://doi.org/10.1016/j.jmrt.2021.04.083
Guo, S.; Ng, C.; Lu, J.; Liu, C.: Effect of valence electron concentration on stability of fcc or bcc phase in high entropy alloys. J. Appl. Phys. 109(10), 103505 (2011)
Mizutani, U.: The Hume-Rothery rules for structurally complex alloy phases. In: Belin-Ferré, E. (Ed.) Surface Properties and Engineering of Complex Intermetallics, pp. 323–399. World Scientific (2010). https://doi.org/10.1142/9789814304771_0011
Zhang, Y.; Zhou, Y.J.; Lin, J.P.; Chen, G.L.; Liaw, P.K.: Solid-solution phase formation rules for multi-component alloys. Adv. Eng. Mater. 10(6), 534–538 (2008)
Takeuchi, A.; Inoue, A.: Calculations of mixing enthalpy and mismatch entropy for ternary amorphous alloys. Mater. Trans. 41(11), 1372–1378 (2000)
Takeuchi, A.; Inoue, A.: Classification of bulk metallic glasses by atomic size difference, heat of mixing and period of constituent elements and its application to characterization of the main alloying element. Mater. Trans. 46(12), 2817–2829 (2005)
Tian, F.; Varga, L.K.; Chen, N.; Shen, J.; Vitos, L.: Empirical design of single phase high-entropy alloys with high hardness. Intermetallics 58, 1–6 (2015)
Pogrebnjak, A.; Bagdasaryan, A.A.; Yakushchenko, I.; Beresnev, V.M.: the structure and properties of high-entropy alloys and nitride coatings based on them. Russ. Chem. Rev. 83(11), 1027 (2014)
Mohamed, L.Z.; Elsayed, A.H.; Elkady, O.A.; Abolkassem, S.A.: Physico-mechanical, microstructure, and chemical properties of Si/Ti/Nb additions to CoCrMoW medium entropy alloys. J. Mater. Res. Technol. 24, 9897–9914 (2023)
Liu, A.; Wang, L.; Pan, L.; Cheng, X.: Microstructure and mechanical properties of a novel high-density steel having high tungsten content. Mater. Sci. Eng. A 824, 141797 (2021)
Elshimy, H.; Heiba, Z.K.; El-Sayed, K.: Structural, microstructural, mechanical and magnetic characterization of ball milled tungsten heavy alloys. Adv. Mater. Phys. Chem. 4, 237–257 (2014)
Zhou, Z.; Wang, L.; Zhao, X.; Wu, J.; Zhang, F.; Pi, J.: Effects of W addition on the corrosion behaviors of FeCoNiCrMn high entropy alloy composites in the 3.5 wt.% NaCl solution. Surf. Interfaces 23, 100956 (2021)
Cao, L.; Hou, C.; Tang, F.; Han, T.; Huang, X.; Li, Y.; Wu, G.; Liu, C.; Liang, S.; Luan, J.; Jiao, Z.; Nie, Z.; Song, X.: Wear-resistance enhancement of nanostructured W-Cu-Cr composites. Int. J. Refract. Met. Hard Mater. 101, 105673 (2021)
Panigrahi, A.; Acharya, T.S.; Sengupta, P.; Kumar, D.; Sarangi, L.; Kumar, N.; Debasish, D.; Suwas, S.; Basu, S.; Debat, M.: Microstructure and mechanical properties of novel tungsten heavy alloys prepared using FeNiCoCrCu HEA as binder. Mater. Sci. Eng. A 832, 142451 (2022)
Chena, G.; Luo, T.; Shen, S.; Zheng, J.; Tang, X.; Tao, T.; Xue, W.: Tungsten particles reinforced high-entropy alloy matrix composite prepared by in-situ reaction. J. Alloys Compd. 862, 158037 (2021)
Şahin, Y.: Recent progress in processing of tungsten heavy alloys. J. Powder Technol. (2014). https://doi.org/10.1155/2014/764306
Jeon, Y.J.; Kim, S.H.; Kim, Y.D.: Effect of Fe7W6 phase (mu-phase) on mechanical properties of W-Ni-Fe heavy alloy. Korean J. Metal Mater. 49(9), 720–725 (2011)
Liu, X.F.; Tian, Z.L.; Zhang, X.F.; Chen, H.H.; Liu, T.W.; Chen, Y.; Wang, Y.J.; Dai, L.H.: “Self-sharpening” tungsten high-entropy alloy. Acta Mater. 186, 257–266 (2020). https://doi.org/10.1016/j.actamat.2020.01.005
Eleti, R.R.; Stepanov, N.; Yurchenko, N.; Zherebtsov, S.; Maresca, F.: Cross-kink unpinning controls the medium- to high-temperature strength of body-centered cubic NbTiZr medium-entropy alloy. Scr. Mater. 209, 114367 (2022)
Eleti, R.R.; Stepanov, N.; Yurchenko, N.; Klimenko, D.; Zherebtsov, S.: Plastic deformation of solid-solution strengthened Hf-Nb-Ta-Ti-Zr body-centered cubic medium/high-entropy alloys. Scr. Mater. 200, 113927 (2021)
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors report no conflicts of interest.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Abolkassem, S.A., El-Hadad, S. & Mohamed, L.Z. Synthesis and Characterization of WNiFeCo, WNiFeMo, and WNiFeCoMo Compositional Complex Alloys Manufactured by Powder Metallurgy Technique. Arab J Sci Eng (2024). https://doi.org/10.1007/s13369-024-09069-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13369-024-09069-4