
Abstract
Threaded connections make up the majority of separable connections used today. Their disassembly behaviour strongly depends on the conditions during the life-phase. With the trend towards circular economy, disassembly particularly for remanufacturing requires automation. For production systems this mandates a certain capability of adaptation towards different product conditions. In the regarded case of dismantling threaded connections, this is the automatic selection of appropriate robot tools. One important criterion for the tool-selection is the breakaway torque, which strongly depends on friction parameters within the threads and the head surface. Those are influenced by e.g. corrosion and head type. In this contribution, the results of a systematic experimental investigation of the breakaway torque of threaded connections is presented. The aim of the contribution is to determine the influence on the breakaway torque of typical factors appearing in automated disassembly systems. Therefore, a total of 90 experiments are conducted which include five factors: Nominal diameter; Screw head type; Corrosion; Plate material; Applied torque during assembly.
Similar content being viewed by others

Introduction and state of the art
An increasing number of remanufacturing applications is expected in future due to the global trend towards circular economy and the implied advantages such as less energy consumption and less carbon dioxide emission. In order to operate remanufacturing facilities economically, an automation of the processes is required. This automation includes the disassembly for remanufacturing [10, 19, 20]. Disassembly for remanufacturing plays a vital role and is commonly perceived as one of the main challenges to overcome. Since remanufacturing applications involve a wide range of different product derivatives and cores of uncertain specifications, production systems are expected to adapt towards individual part and component conditions. In special this is regarding: Component identification, fastener identification, disassembly action generation, and identification of disassembly extent [8]. Robots inherently offer the mandatory flexibility and research and industry focus on robotic disassembly (e.g. [13, 21,22,23]). In disassembly applications, only limited information on the processed part is available because of the prior life cycle. Thus, the disassembly system needs to operate on base of few available information. Threaded connections and screws in particular are important since they are one of the most-used connections [12]. Common failure modes of automated screw disassembly have been analysed. They include: (1) screwdriver missing screw head, (2) screwdriver slipping on screw head and (3) screw too tight to remove [2]. In order to avoid the failure mode screw too tight to remove, the production system needs information on the physical disassembly behaviour for an appropriate tool selection and process parameter settings. In case of dismantling threaded connections, the maximum torque is the most critical parameter. It is described by the breakaway torque, which is the torque at that moment in time when the fastener begins to rotate due to an applied external torque. It indicates the transmission from static friction to dynamic friction. There exist analytical formulations for the breakaway torque (e.g. Wittel et al. [24], Thomala et al. [17] and Nassar and Yang [15]) which require a profound knowledge on the tribology of the application. There are many friction coefficients required for the exact calculation (e.g. friction in thread and bearing friction), which may not necessarily be available after a lifecycle of the product. This is one challenge addressed by academia with robotic disassembly cells, for example at the University of Birmingham. In the research project Robotic disassembly technology as a key enabler of autonomous remanufacturing, researchers are dismantling an automotive turbocharger autonomously and thus examine a real-life remanufacturing product [9, 14]. In the presented disassembly cell, a robot guided tool is utilized. For the (automated) selection of a different robotic tool, additional insight to the physical behaviour is mandatory. In early works, Kahmeyer and Nave have conducted experimental studies on the influences of the usage phase of a product on the breakaway torque [11, 16]. The studies reveal that dirt, corrosion and thread damage can increase the loosening torque by up to 45 %. At the same time, a cross correlation of the surface corrosion with other factors is not regarded profoundly. Several investigation groups have examined the friction parameters in thread and head of the screws. Croccolo et al. [3, 4] have conducted experimental studies on the repetitive assembly and disassembly of a threaded connection. Additionally, they have examined the tribological properties of screw coatings and lubrications. In a later work [5] the authors additionally change the screw conditions and screw types. They find that repeated screwing can influence (decrease and increase) the head friction torque by 10 %. Only the surface roughness has a significant influence on the head friction coefficient. Also the head friction coefficient does not change if the class of the screw is changed. The applied torque does not have a significant influence on the friction coefficient in the head. Named contributions do not include the measurement of the breakaway torque and the effect of corrosion. Ahn et al. have conducted practical studies on the behaviour of the clamping force caused by bolt head corrosion. They show how the surface loss of the screw head type due to corrosion influences the clamping force of the connection. An implication towards the breakaway torque is not specified [1]. Zampieri et al. show the influence of corrosion on the fatigue strength of threaded joints. The dismantling behaviour is not focus of the contribution either [25].
Current state of research is not sufficient for automated disassembly for remanufacturing. The correlation of typical alterations occurring in threaded connections during their life cycles is not know. In special this is the correlation of surface corrosion, screw head type and the tightening torque towards the breakaway torque. The aim of this study is a sensitivity analysis of the breakaway torque towards the factors corrosion, nominal diameter, screw head type, rotational speed of the tool, mounting torque and plate material. The long term goal is to understand the physical interaction when dismantling threaded connections.
Materials and methods
To evaluate the breakaway torque in the unscrewing process, 90 tests were performed. A handheld screwdriver is utilized for the conduction of the tests, to simulate a robot held tool. The first part of this section describes the study design to investigate effects on the breakaway torque with a systematic experimental investigation for the previously identified factors. The second part describes the test setup, measurement equipment and data evaluation.
Study design
The Design of Experiment (DOE) method is applied. The factors under consideration include the surface corrosion at the levels none and rusty, the ISO metric thread size (nominal diameter) of the screws with the levels M3 and M6, the screw drive Screw head type with the factor levels hexagon flange bolts-DIN933 and hex socket bolts-DIN912 and the rotational speed of the screw driver (S: Set Speed) with the levels Stage 1 and stage 3. To realize the different rotational speeds, the settings of the screwdriver were varied by changing its gear ratio. With the gear ratio, dynamic parameters of the test setup, like the screwdrivers inertia momentum were changed on purpose to investigate whether this has an effect to the breakaway torque. If there is no or only a minor effect detectable, it can be assumed that the investigation is not or only minor affected by the test setup. Furthermore, the applied mounting torque is included in the study as factor with the levels 1.3 Nm and 10.3 Nm. Finally, the material of the specimens is changed and thus included in the plan as factor Plate Material. It contains the level S235JR+C and AlCu4PbMgMn. The considered factors are summarized in Table 1 alongside their respective factor levels.
The factor levels for the screw types have been selected because given standards are frequently in use in products intended for remanufacturing [16] and the tightening torque was selected according to established standards for engineers.
As first investigation, the three factors screw head type, surface corrosion and nominal diameters are varied to evaluate the breakaway torque using a two-level full factorial design. Each of the eight factor combinations is tested in five runs, which leads to 40 tests in this evaluation. These tests are named factor combination (FC) 1 to 8 in Table 2. For a better readability, the factors are abbreviated (e.g.: C for surface corrosion) and their levels classification abbreviated for the particular expression (e.g. for surface corrosion: 0 for none rusty, 1 for rusty).
In the second investigation, the three factors surface corrosion, nominal diameter and set speed were alternated. Again, eight factor combinations are included in the experimental design. For each factor combination, five runs were included, leading to 40 tests in the evaluation. This procedure allows to compare the test runs FC09 until FC12 with the test runs FC01 until FC04 in the evaluation.
In order to investigate whether the results are transferable for higher assembly torques, screws are mounted to a higher torque in a third investigation. Due to the physical limits of the smaller screw sizes, only screws of the nominal diameter M6 are included in this examination. This leads to a total of 30 test runs.
Test setup and data evaluation
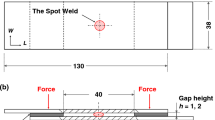
To perform the tests, specimens with five screws each were clamped in a vice. Then unscrewing was performed by a human operator and torque data was measured. Samples with the factor level rusty were put in salt water for 240 hours. According to ISO Standard No. 11130:2017, a salt water solution of 35 ± 1g salt per litre was produced and the specimens placed inside while being fully covered with water [7]. The base plates consist of sheet metal parts (140x100x10 mm) with 15 holes each. Two plates were stacked and joined by the fastening of screws. Therefore one base plate has a hole-clearance whereas the other plate is prepared with threaded holes according to DIN 13-1 [6] with a depth of 10mm. Screws were mounted in a torque-controlled manner at room temperature and the specimens were rested for 48 hours afterwards [18]. A calibrated Ingersoll Rand screwdriver QX series was used and the plates firmly mounted in a vice. Surfaces of the specimens were cleaned with industry-cleaner before mounting and screws were cleaned in order to remove grease from production and to provide equal friction factors. No lubrication was used and screws were not coated (Fig. 1).

Prepared specimens
All unscrewing tests were performed with a cordless screwdriver (type Festool PDC 18/4). At “Stage 1”, the screwdriver has a spindle speed of 400 rpm, at “Stage 3” of 1850 rpm. Torque was measured continuously during the unscrewing process. Therefore, a strain gauge torque sensor was placed between bit and screwdriver. The used sensor (type Kistler 4501AA020HA) has a rated torque of 20 Nm with an uncertainty of less than 0.1 %. A voltage amplifier (type Tensiotron TS 621 HD) with a hardware gain of 600 was used. The torque values were tracked at a sample rate of 10 kHz with a Jaeger ADwin-Pro II data acquisition system. Figure 2 shows the test setup and the used materials.

Test setup
For analysis, a zero-phase low pass filter (2nd order, 1000 Hz cutoff frequency) was applied to the torque data to eliminate measurement noise in the data. The torque curve in each unscrewing process has a clear peak, which represents the breakaway torque. For each unscrewing, this peak was automatically detected using MATLAB®. The measured torque data and the evaluated breakaway torque (triangle) for the factor combination two is shown exemplary in Fig. 3. On the right side of Fig. 3 a time section of 100 ms is shown to visualize the shape of a single peak. No systematic trend was observed in the evaluated the breakaway torque

Exemplary torque plot for the factor combination 2
In the next section the results are presented for the three presented examinations:
-
1.
Influence of corrosion, the nominal diameter and the screw head type.
-
2.
Influence of corrosion, the nominal diameter and the set speed to investigate whether the test results were influenced by dynamic parameters in the unscrewing process.
-
3.
Influence of corrosion, plate material and head type at a higher mounting torque
Results
The breakaway torques for all 90 test runs, assigned to the 18 factor combinations are given in Table 3. Then, the investigations are evaluated statistically with IBM SPSS Statistics 25 and MODDE 13. No systematic trend of the breakaway torque was observed in the evaluation of the factor combinations in the five test runs.
Effect of corrosion, nominal diameter and screw head type
A multiple linear regression (MLR) with the 40 test runs for the factor combinations one until eight was used to determine the effect of corrosion, nominal diameter and screw head type to the breakaway torque. The model in this evaluation contains therefore four terms. A constant term and one term each for the effect of nominal diameter, corrosion and screw head type to the breakaway torque. The MLR predicted the breakaway torque values of the 40 tests with this model. The evaluation of the single model terms allows to identify the influence of the single factors to the break breakaway torque. A quantile-quantile plot, shown in Fig. 4, was therefore used to investigate, whether the model residuals are normal distributed. This is a visual tool to check our assumption whether the residuals are normally distributed. This plot shows the predicted breakaway torque values by the model on the vertical axis over the model residuals on the horizontal axis. As the points form a roughly straight line, we can assume that the residuals are normally distributed. As this is only a graphical method to check our assumption if normal distribution is plausible, the Shapiro–Wilk test was used in addition. As the Shapiro–Wilk test for normal distribution (p = 0.589) is not significant, we can assume that the residuals are normal distributed. As the residuals are normal distributed and independent, all factors have two levels and no multicollinearity is found, the MLR is capable for data analysis to determine the factor effects. This analysis shows an significant effect for the three factors corrosion (p = 0.042), nominal diameter (p = 0.016) and screw head type (p < 0.001) to the breakaway torque.

Quantile-quantile plot for examination 1
The model terms in this evaluation can be seen in Fig. 5. The terms for the effect of nominal diameter, corrosion and screw head type to the breakaway torque are shown in this Figure. The model terms are related to the mean value over all 40 test runs, which is represented in the zero line and in 1.17 Nm. Since the effects of the three factors are of interest, all values are related to the mean value. An effect of zero would mean, that the factor doesn’t have an influence bar of zero would mean, that the factor doesn’t have an influence to the breakaway torque. For the factor corrosion, shown as the blue bar, the model term for the factor level rusty reduces the breakaway torque by 0.056 Nm, related to the mean value of all 40 test runs. The model term for the factor level none rusty screws increases the breakaway torque by 0.056 Nm, related to the mean value of all 40 test runs. As the number of rusty and none rusty screws is equal in the test design, rusty screws had on average 0.26 Nm higher breakaway torque than none rusty screws. The effects 95 % confidence intervals are also shown in this Figure as whiskers. The 95 % confidence interval refers to the probability that the estimated model term will fit between the whiskers. If the effect bars whisker crosses the zero line, no statistically significant statement can be made about the factor levels effect. It can be seen, that screws with a nominal diameter of the factor level M6 have a larger breakaway torque than screws with the level M3. Rusty screws tend to have a higher breakaway torque than none rusty screws. The highest effect was identified for the screw head type. Hex socket bolts-DIN912 had on average 0.26 Nm higher breakaway torque than hexagon flange bolts-DIN 933 in this investigation. Compared to the mounting torque of 1.3 Nm, this difference makes up 19.9 % of the mounting torque.

Effect diagram for examination 1
The standard deviation was also analyzed for the three factors. For the factor corrosion almost no difference in the standard deviation was observed between the factor levels (none rusty: 0.23 Nm vs. rusty: 0.22 Nm). For the factor screw head type a medium difference was detected (DIN 912: 0.21 Nm vs. DIN 933: 0.16 Nm). The highest difference in standard deviation was found for the factor nominal diameter (M3: 0.08 Nm vs. M6: 0.30 Nm).
Investigation of dynamic disturbance parameters
Analogous to the previous subsection, a MLR analysis was performed with 40 test runs to determine the effect of corrosion, nominal diameter and the screwdrivers set speed to the breakaway torque. The factor combinations one till four and nine till twelve were used for this investigation. The fourth test run in factor combination twelve (2.39 Nm) was excluded in this analysis, as this test result is more than twice as big as the smallest result in this factor combination (1.06 Nm), therefore it can be assumed that this is an outliner. With a probability plot and the Shapiro–Wilk test for normal distribution (p = 0.045) was investigated whether the residuals are normal distributed. Due to lack of space, only the Shapiro-Wilk tests p-Value is presented. As the residuals are not normal distributed, the MLR analysis should not be used to compare effect sizes in a quantitative way, but is capable for an explorative investigation. The mean value over the 39 test runs was 1.15 Nm. The MLR analysis showed a significant effect for the factor corrosion (p = 0.024). No significant effect was found for the factor nominal diameter (p = 0.074) and factor speed (p = 0.092), whereby the factor nominal diameter (p = 0.065) is near the 5 % significance barrier. The whiskers crossing the zero value for the factor nominal diameter and speed shown that the effect are not statistically significant. The effect sizes with the 95 % confidence intervals with respect to the mean breakaway torque of the 39 test runs can be seen in Fig. 6.

Effect diagram for examination 2
Analogous to examination one, rusty screws tend to have a higher breakaway torque than none rusty screws. Yet the effect for the factor nominal diameter and set speed were not significant, it can be stated that screws with a nominal diameter of the factor level M6 tended to a larger breakaway torque than screws with the level M3. Also that unscrewing tests with the level stage 3 tended to have a slightly smaller breakaway torque than tests with the level stage 1. The effect for the factor set speed is smaller, compared to the other effects in this examination and is minor, compared to the significant effect of the screw head type in examination one.
The standard deviation was analyzed for the three factors. The small effect to the standard deviation was observed for the factor corrosion (none: 0.22 Nm vs. rusty: 0.34 Nm). The factor set speed had also an effect to the standard deviation (Stage 1: 0.21 Nm vs. Stage 3: 0.38 Nm). The highest difference in standard deviation was found, analogous to examination one, for the factor nominal diameter (M3: 0.06 Nm vs. M6: 0.41 Nm).
Investigation with higher mounting torque
To analyze the effect of the corrosion, plate material and the screw head type to the breakaway torque at a higher mounting torque of 10.3 Nm, a total of 30 test runs were analyzed in two separate MLR analysis. The third MLR analysis with 20 test runs from the factor combinations 13 til 16 was performed to determine the effect of corrosion and plate material (Fig. 7). The fourth MLR analysis to determine the effect of corrosion and the screw head type was performed with 20 test runs from the factor combinations 13,14,17 and 18, as described in Table 1. The application of the Shapiro-Wilk indicates a normal distribution (p = 0.809) in the third investigation. Therefore, the MLR is capable in this analysis. This showed a significant effect for the factor corrosion (p = 0.001) and plate Material (p = 0.036) with a mean breakaway torque over all tests in this investigation of 8.97 Nm. For the factor corrosion, rusty screws had a higher breakaway torque the none rusty screw. Screws mounted in Aluminium had a higher torque than screws mounted in Steel. The effects with a higher mounting torque are higher than in the previous two investigations (Corrosion: 1.72 Nm and Plate Material: 1.00 Nm) and displayed on the left in Fig. 8. The factor corrosion (none rusty: 0.94 Nm vs. rusty: 1.23 Nm) had a smaller impact to the standard deviation than the factor plate material (Steel: 0.56 Nm vs. Aluminium: 1.78 Nm) in this investigation.

Effect diagrams for Examination 3

Effect diagrams for corrosion and screw head type
In the fourth investigation, the Shapiro-Wilk test (p = 0.849) indicates the residuals normal distribution. Analyzed with the MLR, a significant effect for the factor corrosion (p = 0.003) and screw head type (p = 0.001) was detected. The mean breakaway in the 20 evaluated tests in this investigation was 9.56 Nm. For the factor corrosion, rusty screws had a higher breakaway torque than the none rusty screw. Screws with a head according to DIN 912 had a higher torque than screws according to DIN 933. The effects in this investigation were 0.54 Nm for the corrosion and -0.71 Nm for the screw head type. This is displayed on the right in Fig. 8. As the mounting torque in this investigation was 10.3 Nm, the screw head types effects corresponds to 6.9 % of the mounting torque. The factor corrosion (none rusty: 0.35 Nm vs. rusty: 0.62 Nm) and screw head type (DIN 912: 0.56 Nm vs. DIN 933: 0.28 Nm) had both an impact to the standard deviation in this investigation.
Discussion
In all cases where specimens where left for corrosion, the breakaway torque is increased above significance level. This behaviour was expected. The measurements of the peak torques of one repetition of factor does not show a trend behaviour. This implies, that the influence of the screw towards each other is not having a large impact. Further effects are discussed in the following chapters.
Discussion of the effect of corrosion, nominal diameter and screw head type
The obtained results in the first examination are proving state of the art knowledge [11, 16] and thereby are validating the presented test setup. Additionally, results in the first examination reveal that the breakaway torque of DIN933 is smaller than in DIN912 screws. The effect was found significant in the results. A possible explanation can be found with a closer look at the surface of the probes (Fig. 9). The images reveal, that the effective area where corrosion influences the friction behaviour in the head is smaller in DIN 933 screws.

Close Up of the specimen surfaces
The difference in standard deviation for the factor nominal diameter (M3: 0.08 Nm vs. M6: 0.30 Nm) can be explained by the larger effective friction areas within the head contact as well as thread contact. Therefore, a larger influence of the friction effects is expected.
Discussion of the investigation of dynamic disturbance parameters
The investigation towards the effect of corrosion, nominal diameter and the screwdrivers set speed to the breakaway torque shows that the set speed does have a small to none influence. This is especially relevant for the application in automated disassembly for remanufacturing. The production system is thus capable of optimizing the disassembly towards time by adjusting the speed. Additionally this examination once again shows the effect of the increased breakaway torque with specimens subject to surface corrosion. For the differences within the head types, one may find a possible explanation in the clearances between screw head and tool. On the other hand, the results reveal that even after a change of the set speed the effect remains significant. If the influence was caused by the clearance, the effect of screw head type would have changed.
Discussion of the results with higher mounting torque
The results of the third examination reveal that the effect of surface corrosion is larger than the effect of an interchanged plate material. A possible explanation is found in the relaxation behaviour of different materials. Thereby the residual clamping force may decrease differently over time. Another surprising finding is the larger spreading of the breakaway torque in probes made from aluminium than made from steel. Again this can be explained with a closer look at the material characteristics, especially the young’s modulus.
Conclusion and future work
The conducted sensitivity analyses reveal new insights applicable to the automated disassembly of threaded connections. Especially the correlations of the included factors augment state of the art results. The shown influence of surface corrosion to different mounting torques is a new finding by the contribution. The second new result is that the effect of corrosion is larger than the effect of a changed plate material.
All of the measured effects are found rather small in absolute values. Sources for errors in the conducted examinations may occur during the manual disassembly stemming from non-optimal operation of the tools. Likewise non-measured effects such as applied normal force and temperature may lead to errors. A limitation of the contribution is the unrecorded mounting behaviour of the specimens. An analysis could provide further insight and augment the information. Furthermore, the dynamic behaviour of the used screw driver is adding measurement errors to the results. For a more precise measuring of the parameters, manual tools could be used.
In the application of disassembly for remanufacturing the presented results can be used by researchers and system integrators developing automated disassembly systems to realise the adaption of robot tools. Based on the presented results, it is now possible to implement a corrosion classification into the robot tools and to adapt towards the processed parts. Yet this remains to future work. Furthermore, an information modelling is required to provide the detected state to the digital models. Based on the results of the examinations, future work should conduct more experiments. Especially the limited number of the corroded specimens should be augmented and include not only two states but provide insight to the progress of corrosion.
Data Availability
The datasets generated during and analysed during the current study are available in the KITopen repository, https://doi.org/10.5445/IR/1000141534
References
Ahn J-H, et al. (2016) Clamping force loss of high-strength bolts as a result of bolt head corrosion damage: Experimental research A. Eng Fail Anal 59:509–525. https://doi.org/10.1016/j.engfailanal.2015.08.037
Apley D, Seliger G, Voit L, Shi J (1998) Diagnostics in disassembly unscrewing operations. Int J Flex Manuf Syst 10:111–128. https://doi.org/10.1023/A:1008089230047
Croccolo D, De Massimiliano A, Fini S, Olmi G (2017) Tribological properties of bolts depending on different screw coatings and lubrications: An experimental study. Tribol Int 107:199–205. https://doi.org/10.1016/j.triboint.2016.11.028
Croccolo D, De Massimiliano A, Fini S, Olmi G, Robusto F, Cacalli O, Nicolò V (2018) The influence of material, hardness, roughness and surface treatment on the frictional characteristics of the underhead contact in socket-head screws. American Society of Mechanical Engineers. https://doi.org/10.1115/pvp2018-84530
Croccolo D, De Massimiliano A, Fini S, Olmi G, Robusto F, Paiardini L, Gualdi G (2020) Experimental investigation on the friction coefficients for different materials, lubrication conditions and coatings in bolted joints. American Society of Mechanical Engineers. https://doi.org/10.1115/pvp2020-21541
DIN Deutsches Institut für Normung e. V (1999) Metrisches ISO-Gewinde allgemeiner Anwendung. Beuth Verlag, Berlin. DIN 13–1
DIN Deutsches Institut für Normung e. V (2018) Korrosion von Metallen und Legierungen - Wechseltauchprüfung in Salzlösung. Beuth Verlag, Berlin. DIN EN ISO 11130
Foo G, Sami K, Pagnucco M (2021) An ontology-based method for semi-automatic disassembly of LCD monitors and unexpected product types. International Journal of Automation Technology. https://doi.org/10.20965/ijat.2021.p0168
Huang J, et al. (2021) An experimental human-robot collaborative disassembly cell. Comput Ind Eng 155:107189. https://doi.org/10.1016/j.cie.2021.107189
Kadner S, Kobus J, Hansen EG et al (2021) Circular economy roadmap für Deutschland. München/ London
Kahmeyer M (1995) Flexible demontage mit dem industrieroboter am Beispiel von Fernsprech-Endgeräten. Springer, Berlin
Krämer F (2019) Bewertung von Einflussfaktoren auf das Montage- und Ermüdungsverhalten gewindefurchender und metrischer Schraubenverbindungen. Darmstadt
Li J (2016) Robotic disassembly of electronic components to support end-of-life recycling of electric vehicles. Loughborough University, Loughborough
Li R, et al. (2020) Unfastening of hexagonal headed screws by a collaborative robot. IEEE Trans Automat Sci Eng 17:1455–1468. https://doi.org/10.1109/TASE.2019.2958712
Nassar S, Yang X (2017) Novel formulation of the tightening and breakaway torque components in threaded fasteners. J Press Vessel Technol 129:653–663. https://doi.org/10.1115/1.2767354
Nave M (2003) Beitrag zur automatisierten Demontage durch Optimierung des Trennprozesses von Schraubenverbindungen. Logisitk für die Praxis, Dortmund
Thomala W, Kloos K (2007) Schraubenverbindungen. Springer, Berlin
Nijgh M (2016) Loss of preload in pretensioned bolts. Delft University of Technology, Delft
Sundin E, Backman B, Johansen K, Hochwallner M, Landscheidt S, Shahbazi S (2020) Automation Potential in the Remanufacturing of Electric and Electronic Equipment (EEE). Proceedings of the Swedish Production Symposium (SPS-20) vol 13. https://doi.org/10.3233/ATDE200166
VDI Zentrum Ressourceneffizienz (2017) VDI ZRE Kurzanalyse 18: Ressourceneffizienz durch Remanufacturing – Industrielle Aufarbeitung von Altteilen. Online available at www.ressource-deutschland.de/fileadmin/user_upload/downloads/kurzanalysen/VDI_ZRE_Kurzanalyse_18_Remanufacturing_bf.pdf. Accessed 02 Dec 2021
Vongbunyong S, Hua Chen W (2015) Disassembly automation. Springer, Cham
Wang S (2017) Application of industrial robots in automatic disassembly line of waste LCD displays. LIDAR Imaging Detection and Target Recognition https://doi.org/10.1117/12.2287583
Wegener K, Wei Hua C, Dietrich F, Dröder K, Sami K (2015) Robot assisted disassembly for the recycling of electric vehicle batteries. Procedia CIRP 29:716–721. https://doi.org/10.1016/j.procir.2015.02.051
Wittel H, Jannasch D, Voßiek J, Spura C (2019) Roloff/Matek Maschinenelemente. Springer Fachmedien, Wiesbaden
Zampieri P, et al. (2017) Influence of corrosion morphology on the fatigue strength of Bolted joints. Procedia Struct Integr 5:409–415. https://doi.org/10.1016/j.prostr.2017.07.189
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mangold, S., Gerlitz, E., Zimprich, S. et al. Systematic quantitative investigation of the unscrewing process with regard to breakaway torque. Jnl Remanufactur 13, 53–66 (2023). https://doi.org/10.1007/s13243-022-00120-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13243-022-00120-x