
Abstract
Sand production in oil and gas wells is a significant concern, leading to equipment erosion, reduced well productivity, and safety hazards. Researchers have developed an eco-friendly solution to consolidate sand via an Enzyme-induced Carbonate Precipitation (EICP) process. It fortifies loose sand in wells, preventing it from resurfacing. This study addresses this challenge by developing a novel EICP solution effective at high temperatures (120 °C). This advancement goes beyond previous formulations, which often exhibited low strength at elevated temperatures. In this study, we developed six different solutions to consolidate sand at different temperatures with various bio- and synthetic polymers, the resulted sand consolidation has been tested by obtaining the precipitation composition after consolidation, visualizing consolidated sand structures, assessing strength and measuring permeability of the consolidated sand. AN 125, a synthetic copolymer based on Acrylamide and 2-Acrylamido-2-Methylpropane Sulfonic Acid (AM-AMPS), emerged as the most effective additive. It fostered the strongest consolidated sand at both temperatures (2,175 psi at 70 °C and 2,155 psi at 120 °C). It also exhibited superior thermal stability compared to bio-polymers like xanthan gum, which degraded at 120 °C. The EICP solution with AN 125 led to a moderate permeability decrease of around 30% during simulated sand pack flooding, indicating minimal impact on well flow. The developed formulation offers a robust and environmentally friendly approach to sand consolidation in oil and gas wells, enhancing well integrity and production efficiency. Furthermore, this work emphasizes the significance of a proper methodology towards evaluating the suitability of bio-polymers and synthetic copolymers for sand consolidation using EICP formulations.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In the petroleum industry, numerous wells face the issue of sand flowing into the wellbore alongside the reservoir fluids during production (Alarifi et al. 2022; Song et al. 2020, 2021), this can cause various problems, like blocking up liners and leading erosion in valves and pipelines (Khamehchi et al. 2015). Given these challenges regarding sand production in oil and gas operations, various approaches have been adopted to control the sand. Such approaches involve utilizing chemical interventions, mechanical adjustments, controlling production rates, and introducing emerging methods such as utilizing the Enzyme-Induced Carbonate Precipitation (EICP) method to consolidate the loose sand.
Mechanical methods and well completions
Mechanical management of sand production in well completion comprise of a number of methods like downhole tools as well as Frac & Pack technique designed to decrease velocities around the sand face or stop sand from entering towards the wellbore. These include slotted liners, screens, gravel packs, etc., either separately or combined (Ma et al. 2020; Miri et al. 2021; Wang et al. 2020; Zhang et al. 2021). However, while effective, such measures, especially wetting, can increase skin as well as reduce oil production rates (Khamehchi et al. 2014). An example of such filters is slotted liners or screens that are placed opposite the sand-producing interval and allow formation fluids to flow but prevent sand. The second type of completion involves installing a gravel pack; whereby the formation is first packed with gravel and then a screen is installed in direct contact with it. Using frac and pack technique, productivity and sand control are improved simultaneously (Weirich et al. 2013).
Controlling production rate
By controlling the production rate, reaching maximum sand-free production could entail limiting the well’s production at an optimum flow rate that affects both productivity as well as revenue. The rate is found out through trial and error, with parameters like reservoir pressure or water cut dictating the optimum rate. This can be seen by reviewing some previous research which also highlighted potential downsides of using such an approach (Ben Mahmud et al. 2020; Mishra 2015).
Chemical methods
Chemical consolidation as a sand control method involves injecting liquid chemicals, such as plastic resins, polymers, and nanoparticles, into loose formations to bind sand grains together. One advantage of this technique is that it can be applied in small-diameter wellbores without the need for a rig. Additionally, it does not require the installation of downhole tools, making it a cost-effective option for sand control in primary and remedial completions (Osisanya 2010). It’s important to note that using chemical methods can be tricky, especially when it comes to figuring out key operational details like the injection rate and the best concentration of the chemicals used (Prempeh et al. 2020). Commercially available polymers, such as epoxy, furan, and phenolic resins, are commonly used for sand consolidation. Typically, these resins are in liquid form when injected into the formation, and a catalyst or curing agent is needed for hardening (Economides et al. 1998). Resins are commonly used for controlling sand production, but they come with considerable risks, particularly the potential for formation damage and reduced permeability. Other factors also need careful consideration, uneven distribution of chemicals in downhole conditions, limited chemical penetration into the wellbore, the temperature sensitivity and stability of the chemicals, and the interactions between the chemicals, the rock, and the formation fluids (Ben Mahmud et al. 2020).
Additionally, there are several challenges associated with their use, such as the need for multistage injections, requiring special high-viscosity pumps, ensuring the resin is correctly placed before it hardens, as well as high costs and toxicity concerns (Zhang et al. 2013). There are two types of resin systems: in essence, internally activated and externally activated (over-flush system). Internally activated systems entail application of resin solution by mixing it with catalyst over the surface where the resins begin to harden. However, it takes time and may be rapid in case of very high temperature wells or high clay formations hence limiting the success of that system. However, it is necessary to mention that, externally activated systems consist of injecting the resin into the formation and then pouring the catalyst after the resin has been placed (Economides et al. 1998).
Other chemical consolidation systems have been formulated for reservoirs that are prone to high temperatures in order to overcome the shortcomings associated with resins such as epoxies, furans, and phenolics. For example, water-soluble organosilane could be used as a chemical sand control system. Organosilane reacts with water molecules trapped in formation pores and the hydroxyl groups on the sand grain surface, forming a network between sand grains (Morkved et al. 2014). Another method is the Zeta potential system, which alters the surface charge on sand particles, creating an ionic attraction and inducing their agglomeration (Mishra 2015).
The use of resins, organosilicons and gels or different types of polymers to control sand production is thoroughly investigated in the literature with promising outcomes. The main challenge for many of the chemical sand consolidation methods is not being able to meet the industrial needs generally due to the severe permeability reduction caused when these sand consolidation techniques are applied (Saghandali et al. 2022). Several recent efforts are conducted to improve the performance of chemical sand consolidation using emerging technologies such as nanoparticles (Saghandali et al. 2023).
Enzyme-induced carbonate precipitation method
Enzyme-Induced Carbonate Precipitation (EICP) stands as a groundbreaking method for enhancing the quality of the ground. This technique involves the formation of calcium carbonate (CaCO3) through the hydrolysis of urea (CO(NH2)2) with the aid of the urease enzyme, resulting in the production of ammonium (NH4+) and carbonate (CO32-) ions. The EICP process holds immense promise for addressing a variety of challenges in environmental, construction, geotechnical, civil engineering and petroleum engineering domains. It can serve as an eco-friendly solution for challenges such as strengthening soil, mitigating soil liquefaction risks, controlling surface erosion, reducing permeability, and remediating heavy metal contaminants. A chemical technique that is proposed for sand consolidation by in-situ precipitation of calcium carbonate between loose sand grains in the reservoir uses enzymes to help calcium carbonate (CaCO3) precipitation for grain cementation (Larsen et al. 2008). The concept behind the theory is that calcium carbonate (CaCO3) precipitates in the gaps between sand grains. This is achieved by introducing sufficient calcium and carbonate into the water solution, allowing for controlled precipitation. To ensure a more controlled and delayed reaction, carbonate is introduced through a more intricate chemical process, in addition to calcium, which is provided in the form of a salt in the mixing solution. The breakdown of urea, a component in the solution, involves several steps (as shown in Eqs. 1 and 2 ). With the help of a bio-catalyst enzyme called urease, urea undergoes hydrolysis, resulting in the production of ammonia and carbonic acid. The hydrogen carbonate and carbonate ions then reach equilibrium with the carbonic acid (as shown in Eq. 3). Once a critical concentration is achieved, the produced carbonate reacts with calcium, leading to the precipitation of calcium carbonate (CaCO3) as depicted in Eq. 4 (Larsen et al. 2008):


When calcite forms in the soil, it acts like nature’s glue, sticking soil particles together. This not only stops them from moving around too much but also makes the soil stronger and better for construction (Harkes et al. 2010; Yasuhara et al. 2012). calcite as a handy filler that plugs up the gaps in the soil, making it less porous and permeable (Harkes et al. 2010; Yasuhara et al. 2012). However, using microorganisms in this method comes with its share of challenges. It requires careful control of how bacteria are grown (Neupane et al. 2013; Putra et al. 2016). Also, the large amount of materials used could get in the way of the bacteria doing their job of breaking down urea (Nemati et al. 2005), This could possibly make the bacteria less effective in the soil (van Paassen et al. 2010; Yasuhara et al. 2011). When there are magnesium ions (Mg2+) and calcium carbonate around, the expected steps to create dolomite are shown in Eqs. (5–6).
In this work, we’ll be using a technique that involves enzymes to make calcium carbonate and address the issue of sand production. This in-place formation of calcite is a cutting-edge biotechnology with practical uses in various scientific and engineering areas, like enhancing soil quality (DeJong et al. 2010; Neupane et al. 2015a, 2015b; Putra et al. 2016; van Paassen et al. 2010; Whiffin et al. 2007), boosting the strength of concrete (Achal and Pan 2011; De Muynck et al. 2008) and for consolidating producible sand in oil and gas wells (Alarifi et al. 2022; Omarov et al. 2023).
Previous studies on EICP formulations have generally focused on low-temperature applications, typically at room temperature or up to 70 °C. Research efforts to develop and test these formulations at higher temperatures often resulted in low strength, and they did not examine the impact on permeability (Albenayyan et al. 2023; Baig et al. 2024; Neupane et al. 2015a; Oliveira et al. 2017; Putra et al. 2016, 2017; Xu et al. 2020; Yasuhara et al. 2012). In our study, we successfully created an EICP formulation that works effectively at high temperatures (120 °C), providing strong results with minimal reduction in permeability. AM-AMPS copolymers were used with EICP solution to get better strength.
Material and methodology
Modified enzyme-induced carbonate precipitation solution preparation
The experimental protocol involves the meticulous preparation of a multi-component solution. Initially, a precise quantity of urea (> 99.5% purity) is weighed and dissolved in deionized water using a magnetic stirrer to create a uniform urea solution. Subsequently, calcium chloride dihydrate (> 99% purity) and magnesium chloride hexahydrate are added in their stoichiometric amounts to the urea solution, with continuous stirring to ensure complete dissolution and homogeneity. The biocatalytic component, urease enzyme extracted from jack beans, is then carefully introduced to the mixture, followed by the addition of xanthan gum and carboxymethyl cellulose (CMC) as stabilizing agents, which are thoroughly mixed into the solution. Finally, a synthetic copolymer of acrylamide and 2-acrylamido-2-methylpropane sulfonic acid (AM-AMPS) is incorporated to enhance the solution’s properties. Each step is conducted under controlled conditions, with the solution being stirred continuously to ensure the complete dissolution and uniform distribution of all components. The final solution is then ready for its intended application, whether it be for soil amendment, industrial processes, or other specialized uses. To improve the heat resistance of a water-soluble anionic polymer, we used a thermally stable monomer called 2-acrylamido-2-methylpropane sulfonic acid (AMPS) with acrylamide (AM) through copolymerization. This process produces a copolymer known as AM-AMPS, and you can see its structure in Fig. 1. Difference between these AM-AMPS is the molecular weight and anionicity as shown in Table 1. The copolymers are provided by the manufacturer (SNF company). Figure 2. summarizes the different experiments and conditions followed in this study.

Structure of the AM-AMPS copolymer

Methodology for modified EICP experiments
Solutions preparation
To examine the impact of the urease enzyme, CaCl2, MgCl2, xanthan gum, cellulose and synthetic copolymer of AM-AMPS CaCO3 precipitation, seven distinct solution samples were made in plastic tubes. Solution 1 (Baseline EICP solution) is prepared by adding 3 g/L enzyme, 0.67M calcium chloride, 0.67M Magnesium chloride, and 1.0M urea dissolved in Deionized water (DW), solution 2 is prepared by adding 3 g/L enzymes, 0.67 M calcium chloride, 0.67 M Magnesium chloride, 1.0 M urea and 3 g/L xanthan gum dissolved in DW, solution 3 is prepared by adding 3 g/L enzymes, 0.67 M calcium chloride, 0.67 M Magnesium chloride, 1.0M urea and 3 g/L cellulose dissolved in DW, solution 4 is prepared by adding 3 g/L enzymes, 0.67 M calcium chloride, 0.67 M Magnesium chloride, 1.0M urea and 3 g/L AN 113 polymer dissolved in DW, solution 5 is prepared by adding 3 g/L enzymes, 0.67 M calcium chloride, 0.67 M Magnesium chloride, 1.0M urea and 3 g/L AN 113 SH polymer dissolved in DW, solution 6 is prepared by adding 3 g/L enzymes, 0.67 M calcium chloride, 0.67 M Magnesium chloride, 1.0M urea and 3 g/L AN 125 polymer dissolved in DW and solution 7 is prepared by adding 3 g/L enzymes, 0.67 M calcium chloride, 0.67 M Magnesium chloride, 1.0M urea and 3 g/L AN 125 SH polymer dissolved in DW. Table 2 summarizes formulation of all the solutions.
Test tube preparation
Fourteen test tubes were prepared with the solution mentioned in Table 2. These tubes, made of high pressure high temperature (HPHT) glass, were each filled with 40 ml of the solution. To prevent the solution from evaporating, we sealed them using plastic caps. All of the tubes, containing the solutions listed in Table 2, were then allowed to cure at temperatures of 70 °C and 120 °C for a total of 72 h. Afterward, we dried the tubes for 72 h at the same temperature they were cured for initially. However, for tubes prepared with solution 2–7, we extended the drying time by an additional 168 h, as these tubes contained polymers, which required more time to dry completely. Following the curing and drying process, we filtered the precipitation from each test tube and dried it in an oven. Subsequently, the dried samples were subjected to XRD examination and SEM analysis.
Sand column experiment
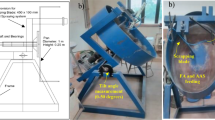
To investigate how EICP solution affects various types of precipitation, we set up experiments at different temperatures. For the specimens cured at 70 °C, we used plastic containers (Fig. 3a), while for those cured at 120 °C, we opted for Teflon containers (Fig. 3b), both of which were filled with sand. Our test samples were created by mixing 150 g of sand with 40 ml of EICP solution, roughly equivalent to one pore volume. We combined the sand and solution within these containers, tapping them carefully until the solution slightly rose above the soil’s surface, indicating that the packed soil was nearly saturated. To prevent excessive fluid evaporation, we covered the plastic containers with plastic caps. The containers prepared with solutions 1–7 were allowed to cure for 72 h at either 70 °C or 120 °C. Subsequently, we dried these containers for an additional 72 h at the same curing temperature they were initially subjected to. However, for containers prepared with solutions 2–7, we extended the drying time by an additional 168 h. This was necessary because these containers contained polymers, which required more time to dry completely. It can be seen in the illustration of the sand column experiments in Fig. 4.

a Plastic containers for 70 °C. b Teflon containers for 120 °C

Steps for compacting loose sand
Once the samples had dried, we carefully tapped the containers from the back to make it easier to take the consolidated samples out. Figure 5 displays the appearance of all the samples after the drying process.

Consolidated samples after drying
The injection of the modified EICP formulation into petroleum wells will be carried out in two distinct phases. Initially, a solution containing all the components of EICP minus the urease enzyme will be introduced into the well. Subsequently, the urease enzyme itself will be injected. Upon contact with the first solution, the urease will initiate the hydrolysis of urea, prompting the onset of precipitation. This sequential injection method allows for precise control over the consolidation process within the targeted formation, thereby preventing any potential damage to the well.
Scratch test
We can also assess the strength of consolidated sand samples through a scratch test. This test involves intentionally scratching or creating grooves on the surface of the consolidated sand sample while measuring the force required using a scratch test machine. By doing this, we can calculate the ISE strength of the consolidated sand, which essentially tells us how well it can withstand the pressures and forces encountered in oil and gas production. Utilizing a scratch test apparatus allows researchers to evaluate the effectiveness of sand consolidation methods, such as Modified EICP, in enhancing the overall strength and resilience of sand formations.
Sand pack flooding test
A sand pack was set up in a plastic container filled with loose sand. The container has an inlet and outlet connected to a pressure transducer. Water is pumped in, and we monitor the pressure drop on a software (Fig. 6). For our EICP solution, we chose two polymers: cellulose and AN 125. Cellulose is known for its strength among biopolymers, and AN 125 is the strongest among copolymers of AM-AMSH. We tested three injection rates (4 cc/minute, 8 cc/minute, and 12 cc/minute) for both cellulose and AN 125. Initially, we injected DI water into loose sand samples to calculate their initial permeability. After that, we injected cellulose solution and AN125 solution into separate containers. These containers were sealed and placed in an oven for curing at 70 °C for 72 hours. After three days, we injected DI water again at three different rates to calculate the permeability after the treatment. To determine permeability, we used Darcy’s law (Eq. 7):
Here: q = cc/sec, ΔP = atm, A = cm2, L = cm and μ = cP

Sand-pack schematic diagram
Results and discussions
Thermogravimetric analysis
Thermogravimetric analysis (TGA), which is widely used in chemistry, helps to understand what happens with the mass of a material when the temperature varies. In simple terms, there is a loss or gain of mass with respect to time as the sample is heated. TGA is easy to apply where we are looking at why materials break down, disintegrate, or burnout.
TGA was used to examine the thermal stability of the both Bio and synthetic polyacrylamide polymers. The TGA curves for six samples are displayed in Fig. 7. In each case, we have conducted TGA tests by heating a set amount of the polymer material to 1000 °C at a rate of 20 °C per minute. What we observed was that the synthetic copolymer of AM-AMPS has better thermal stability when compared to the Bio-Polymers. TGA measures how the weight of a sample changes as the temperature changes. In Fig. 7, between temperatures of 60 °C to 200 °C, the weight loss characteristics varied across different materials: xanthan gum exhibited a significant 15% weight reduction, cellulose showed a 10% decrease, AM-AMPS copolymers displayed a gradual 10% weight loss, and AN113 SH exhibited the least amount of weight loss. Overall, when we looked at xanthan gum, it began losing mass noticeably around 250 °C, while cellulose showed significant mass loss after reaching 300 °C. In contrast, for all the synthetic polyacrylamide polymers, mass degradation became significant only after they exceeded 400 °C. Fig. 7 illustrates that the loss of weight with increasing temperature is more pronounced for Bio-polymers than for synthetic copolymers, making synthetic copolymer of AM-AMPS a more suitable choice for high-temperature applications. For xanthan gum weight loss was highest and for AN 125 weight loss was lowest.

Thermogravimetric analysis of bio and synthetic polyacrylamide polymers
Mass of precipitation
With the exception of the xanthan gum solution, all the other solutions produced a white precipitate when exposed to a high temperature of 120 °C (Fig. 8a). In contrast, the xanthan gum solution underwent degradation at this temperature, resulting in the formation of a dark precipitate, as depicted in Fig. 8b. Figure 9 and provides a summary of the mass of precipitation for all seven solutions after the curing and drying stages.

a White precipitation of baseline, cellulose and AM-AMPS. b Dark precipitate of degraded xanthan gum

Mass of precipitation at 70 °C (top figure) and at 120 °C (bottom figure)
The composition of ions in formation water significantly influences the efficacy and stability of EICP solutions. Sodium, potassium, sulfate, carbonate, and bicarbonate ions compete with calcium and magnesium ions for binding sites, affecting the complexation of urea with calcium and magnesium essential for precipitate formation. These ions also interact with stabilizing agents like xanthan gum and carboxymethyl cellulose (CMC), as well as with synthetic copolymers such as AM-AMPS, potentially altering solution viscosity and stability. Furthermore, ions may impact the activity of the urease enzyme, crucial for catalyzing urea hydrolysis within the EICP solution.
In all the EICP solutions prepared using AM-AMPS polymers, there’s a substantial amount of solid material that precipitates out. Cellulose solutions also exhibit a significant amount of solid precipitation, while Baseline EICP and xanthan gum solutions have the least amount of solid material settling out compared to the other solutions. Since AM-AMPS polymers break down at high temperatures, as indicated in Fig. 7, the EICP solutions prepared with them maintain their mass of solid precipitation even at elevated temperatures. In contrast, EICP solutions made with cellulose experience a slight reduction in the amount of solid material at 120 °C. Xanthan gum solutions, on the other hand, undergo a significant reduction in the mass of solid precipitation, nearly halving at 120 °C.
X-ray diffraction analysis
Ray Diffraction (XRD) Analysis is a nondestructive technique that can provide detailed information about the crystallographic structure, chemical composition and physical properties of a material. By employing XRD analysis as a laboratory technique, we can determine the mineral components present in the precipitated materials. Table 3 provides a summary of the chemical composition for all seven solutions.
In the baseline EICP solution, we observe a substantial presence of calcite and dolomite in the precipitated materials, both at 70 °C and 120 °C. When it comes to the EICP solution prepared with xanthan gum, we find a notable amount of carnallite at a temperature 70 °C, but at 120 °C, there’s a notable presence of calcite and dolomite. For the EICP solution made with cellulose, noteworthy amounts of calcite and carnallite appear at a temperature 70 °C, while at 120 °C, Salammoniac becomes a significant component. Similarly, the EICP solution prepared with AN 113 shows significant levels of calcite and dolomite at a temperature 70 °C, but at 120 °C, it displays a noteworthy presence of carnallite. In the case of EICP solution using AN 113 SH, calcite is notable at a temperature 70 °C, but at 120 °C, carnallite becomes prominent. For the EICP solution prepared with AN 125, both salammoniac and calcite are significant at 70 °C, and at 120 °C, salammoniac and carnallite are prevalent. Finally, the EICP solution prepared with AN 125 SH exhibits a substantial amount of salammoniac at 70 °C, and at 120 °C, it displays significant amounts of both salammoniac and carnallite. Table 3 further indicates that these solutions contained significant levels of Salammoniac and Carnallite. From this data, we can infer that higher concentrations of Salammoniac and Carnallite contribute to better strength in the consolidated samples.
Scanning electron microscopy analysis
The Scanning electron microscopy (SEM) Analysis is used to obtain high-resolution surface information of the samples. A focused beam of electrons is used to scan surface of a sample and create images with great resolution to enable further analysis of the formed precipitations in these samples. SEM results reveal that solution 1 exhibits the precipitation of calcite and dolomite at both 70 °C and 120 °C. When we look at solution 2, the SEM image at 70 °C displays flat surfaces of carnallite, while at 120 °C, it exhibits the formation of calcite and dolomite crystals. Similarly, in the case of solution 3, at 70 °C, we observe calcite, and at 120 °C, we can see both calcite and salammoniac in the SEM images. For Solution 4, SEM images at 70 °C show the presence of calcite and dolomite, while at 120 °C, they primarily display calcite. In solution 5, the SEM images reveal calcite at 70 °C and carnallite at 120 °C. Solution 6, under SEM analysis, displays calcite and salammoniac at 70 °C, and at 120 °C, it shows both carnallite and salammoniac. Finally, when examining solution 7, SEM images show salammoniac at 70 °C, and at 120 °C, they reveal the presence of both carnallite and salammoniac (Fig. 10).

SEM analysis of precipitation inside each tube
Strength of baseline enzyme-induced carbonate precipitation solution
We conducted a scratch test on all the samples to assess their strength. Notably, the sample prepared with xanthan gum at 120 °C exhibited no strength at all and was completely damaged during the scratch test. Following the scratch test, we observed the presence of white precipitation within the sample at both 90 °C and 120 °C, as illustrated in Fig. 11a, b. The degraded strength with the increase of temperature in the presence of xanthan gum can be attributed partially to the weight loss characteristics of xanthan gum which, based on the TGA findings (Fig. 7), exhibited a significant 15% weight reduction between 60 °C to 200 °C. Furthermore, we conducted a scratch test on the samples prepared with solution 1 (no polymers), which were cured at both 70 °C and 120 °C. The results showed that at 70 °C, the samples exhibited a strength of 273 Psi, while at 120 °C, their strength decreased to 21.7 Psi (Fig. 12). The reason for the decrease in sample strength at high temperatures can be attributed to the lower mass of precipitation at 120 °C when compared to 70 °C, as indicated in Fig. 9. Interestingly, at high temperatures, the strength remained consistent throughout the core length. In contrast, at lower temperatures, the strength distribution along the core was not uniform, as depicted in Fig. 12.

a Scratched sample after 70 °C.b Scratched sample after 120 °C

ISE strength versus length of core (baseline EICP)
Effect of bio-polymers on enzyme-induced carbonate precipitation solution performance
We conducted a scratch test on specimens prepared with solution 2, containing xanthan gum, and solution 3, which consists of cellulose. These specimens were cured at both 70 °C and 120 °C. At 70 °C, the solution with xanthan gum displayed a substantial strength of 475 Psi. However, at the higher temperature of 120 °C, it exhibited no strength at all. On the other hand, the specimen prepared with solution 3 (cellulose) showed a strength of 1100 Psi at 70 °C, which slightly decreased to 918 Psi when tested at 120 °C (Fig. 13).

ISE strength versus length of core (baseline EICP)
The drop-in sample strength at higher temperatures can be linked to the fact that there’s less solid precipitation at 120 °C, as illustrated in Fig. 5, compared to what we see at 70 °C. It’s noteworthy that all the specimens exhibit uneven distribution of strength along the length of the core. The impressive strength observed in the cellulose specimen is attributed to the precipitation of carnallite at 70 °C and salammoniac at 120 °C (Table 3). These mineral formations significantly contribute to the sample’s overall strength.
Effect of the synthetic copolymers on enzyme-induced carbonate precipitation solution performance
We conducted a scratch test on specimens prepared with AM-AMPS copolymers that had been cured at both 70 °C and 120 °C. The results showed some interesting findings. For the specimens prepared with AN 113, we observed a strength of 1607 psi at 70 °C, and remarkably, the strength at 120 °C remained almost the same at 1597 psi. Similarly, for the specimens prepared with AN 113 SH, the strength was 1030 psi at 70 °C, and it showed minimal change at 120 °C, registering at 1025 psi. Moving on to the specimens prepared with AN 125, they exhibited a strength of 2175 psi at 70 °C, and at 120 °C, the strength slightly decreased to 2155 psi. The specimens prepared with AN 125 SH displayed a strength of 1800 psi at 70 °C, with a minimal drop to 1790 psi at 120 °C, specimen prepared with AN 125 shows the maximum strength on both temperatures as depicted in Fig. 14.

ISE strength versus length of core (effect of AM-AMPS)
It’s noteworthy that we observed no significant change in strength for both 70 °C and 120 °C in the case of these synthetic AM-AMPS co-polymers. This lack of change can be attributed to their high degradation temperature, as shown in Fig. 3. Among all the specimens, AN 125 consistently demonstrated the highest strength, whether at 70 °C or 120 °C. Conversely, AM 113 SH exhibiting the weakest strength at both temperatures. Furthermore, it’s important to note that all the specimens displayed an uneven distribution of stress along the core sample. The impressive strength observed in AN 125 is primarily due to the presence of a significant amount of salammoniac at 70 °C and a substantial amount of carnallite at 120 °C. These minerals play a crucial role in contributing to the overall strength of the specimen.
In Fig. 15, we can observe the strength of all the specimens, with AM-AMPS copolymers displaying greater strength compared to the bio-polymers. Among the bio-polymers, cellulose stands out as it exhibits the highest strength at both temperatures, while xanthan gum, on the other hand, demonstrates no strength at higher temperatures. Within the category of synthetic AM-AMPS copolymers, AN 125 consistently displays the highest strength at both 70 °C and 120 °C. Conversely, AN 113 SH consistently shows the weakest strength at both of these temperatures. Fig. 15 clearly demonstrates that EICP solutions containing AM-AMPS copolymers exhibited strong performance.

ISE strength of all the solutions (bio and synthetic copolymers)
Permeability from sand pack flooding
Permeability was calculated from the sand pack experiment. All experiments were performed three times to ensure reliable results. After repeating each test three times, the variation was within ± 5%, particularly for permeability calculations, where the reduction percentage remained nearly consistent. For the cellulose solution (solution 3), the permeability before the EICP treatment was roughly 16 darcy. After treating it with the EICP solution containing cellulose, the permeability dropped to 8.2 darcy, marking about a 50% reduction in permeability. These calculations were based on the pressure drop observed during sand flooding (Fig. 16). As for the AN 125 solution (solution 6), the initial permeability was around 20 darcy. After the EICP treatment with the AN 125 solution, the permeability decreased to 14.2 darcy, indicating a roughly 30% reduction. These permeability values were determined from the pressure drop observed in the sand flooding experiments (Fig. 17). These results were obtained at 70 °C, but it’s anticipated that similar outcomes would be observed at higher temperatures, such as 120 °C. This expectation is based on the fact that both polymers are not significantly affected by temperatures up to 120 °C (Fig. 3). Additionally, the precipitation mass is consistent for both polymers at 120 °C (Fig. 5). In practical terms, AN 125 seems to be more suitable for petroleum field applications due to its maximum strength and minimal reduction in permeability compared to cellulose. Furthermore, it’s noted that AN 125 causes less reduction in permeability compared to cellulose (Fig. 18).

Pressure drop profile versus time before and after treatment with modified EICP solution with cellulose

Pressure drop profile versus time before and after treatment with modified EICP solution with AN 125

Permeability before and after EICP treatment (cellulose and AN 125)
Sand consolidation from sand pack flooding
To assess sand consolidation, after calculating the pressure drop, one side of the container was opened, and injection was done from the other side at a rate of 12 cc/minute (Fig. 11). Certainly, when injecting deionized water into the container, water emerges from the opposite side along with sand particles. This outflow is gathered in a container. The injection continues until the water comes out clean without any sand particles. After collecting the water mixed with sand particles, the container is placed in an oven at a high temperature to evaporate the water, leaving the sand particles behind. The weight of this sand is then measured to determine the amount of produced sand and remaining sand inside the container. The results showed that around 60% of sand was consolidated for cellulose, while for AN 125, it was 75% (Fig. 19).

Sand production after modified EICP treatment (cellulose and AN 125)
The sand pack flooding experiment made it evident that using the modified EICP solution with AN 125 copolymer as an additive yielded the most favorable outcomes. In this case, there was only 30% decrease in permeability, and the amount of sand consolidated was maximum. On the flip side, when the modified EICP solution with cellulose as an additive was employed, a significant reduction in permeability was observed, accompanied by a lower level of sand consolidation.
Conclusions
Enzyme-Induced Carbonate Precipitation (EICP) solutions using different Bio and synthetic Acrylamide and 2-Acrylamido-2-Methylpropane Sulfonic Acid (AM-AMPS) copolymers were developed and tested at two temperatures, 70 °C and 120 °C. Through various experiments, we uncovered several significant findings:
-
Cellulose resulted when incorporated into the newly formulated EICP solution, cellulose contributed to a more robustly consolidated sand, exhibiting higher strength at both 70 °C and 120 °C (1100 psi and 918 psi, respectively). This strength surpassed that achieved with xanthan gum.
-
Xanthan gum is not suitable for the developed EICP solutions at 120 °C as it degrades and doesn’t provide any strength.
-
Synthetic copolymers of AM-AMPS are all stable at 120 °C with the developed EICP solution.
-
Among different artificial copolymers, AN 125 stands out as it delivers the highest strength for the compacted sand at both temperatures, 70 °C and 120 °C, measuring at 2175 psi and 2155 psi, respectively.
-
Experiments simulating sand pack flooding unveiled that when loose sand was treated with an EICP solution containing AN 125, there was a reduced permeability drop of approximately 30% and a decreased sand production of around 25%. This positions AN 125 as the optimal additive for EICP solutions, supporting its application in oil and gas wells to effectively prevent sand production.
Abbreviations
- AM-AMPS:
-
Acrylamide and 2-Acrylamido-2-Methylpropane sulfonic acid
- EICP:
-
Enzyme-induced carbonate precipitation
- SEM:
-
Scanning electron microscopy
- XRD:
-
X-ray diffraction
References
Abubakar A, Al-Hashmi AR, Al-Wahaibi T, Al-Wahaibi Y, Al-Ajmi A, Eshrati M (2014) Parameters of drag reducing polymers and drag reduction performance in single-phase water flow. Adv Mech Eng. https://doi.org/10.1155/2014/202073
Achal V, Pan X (2011) Characterization of urease and carbonic anhydrase producing bacteria and their role in calcite precipitation. Curr Microbiol 62(3):894–902. https://doi.org/10.1007/s00284-010-9801-4
Alarifi SA, Mustafa A, Omarov K, Baig AR, Tariq Z, Mahmoud M (2022) A review of enzyme-induced calcium carbonate precipitation applicability in the oil and gas industry. Front Bioeng Biotechnol 10:1–20. https://doi.org/10.3389/fbioe.2022.900881
Albenayyan N, Murtaza M, Alarifi S, Kamal MS, Humam A, Alahmari M, Khalil A, Mahmoud M (2023) Optimization of calcium carbonate precipitation during alpha-amylase enzyme-induced calcite precipitation (EICP). Front Bioeng Biotechnol 11:1118993. https://doi.org/10.3389/fbioe.2023.1118993
Baig AR, Alarifi SA, Mahmoud M, Kamal MS, Murtaza M, Alahmari MM, Alhumam A (2024) Experimental investigation of a modified enzyme-induced carbonate precipitation solution for sand production control applications. SPE J 29(05):2463–2475. https://doi.org/10.2118/219447-PA
Ben Mahmud H, Leong VH, Lestariono Y (2020) Sand production: a smart control framework for risk mitigation. Petroleum 6(1):1–13. https://doi.org/10.1016/j.petlm.2019.04.002
De Muynck W, Debrouwer D, De Belie N, Verstraete W (2008) Bacterial carbonate precipitation improves the durability of cementitious materials. Cem Concr Res 38(7):1005–1014. https://doi.org/10.1016/j.cemconres.2008.03.005
Dejong JT, Mortensen BM, Martinez BC, Nelson DC (2010) Bio-mediated soil improvement. Ecol Eng 36(2):197–210. https://doi.org/10.1016/j.ecoleng.2008.12.029
Economides MJ, Watters LT, Dunn-Norman S (1998) Petroleum well construction. Wiley-Blackwell. (ISBN-10:0471969389)
Harkes MP, Van Paassen LA, Booster JL, Whiffin VS, Van Loosdrecht MCM (2010) Fixation and distribution of bacterial activity in sand to induce carbonate precipitation for ground reinforcement. Ecol Eng 36(2):112–117. https://doi.org/10.1016/j.ecoleng.2009.01.004
Khamehchi E, Rahimzadeh Kivi I, Akbari M (2014) A novel approach to sand production prediction using artificial intelligence. J Petrol Sci Eng 123:147–154. https://doi.org/10.1016/j.petrol.2014.07.033
Khamehchi E, Ameri O, Alizadeh A (2015) Choosing an optimum sand control method. Egypt J Pet 24(2):193–202. https://doi.org/10.1016/j.ejpe.2015.05.009
Larsen J, Poulsen M, Lundgaard T, Agerbæk M (2008) Plugging of fractures in chalk reservoirs by enzyme-induced calcium carbonate precipitation. SPE Prod Oper 23(04):478–483. https://doi.org/10.2118/108589-PA
Ma C, Deng J, Dong X, Sun D, Feng Z, Luo C, Xiao Q, Chen J (2020) A new laboratory protocol to study the plugging and sand control performance of sand control screens. J Petrol Sci Eng 184:106548. https://doi.org/10.1016/j.petrol.2019.106548
Miri R, Haftani M, Nouri A (2021) A review of fines migration around Steam Assisted Gravity Drainage wellbores. J Petrol Sci Eng 205:108868. https://doi.org/10.1016/j.petrol.2021.108868
Mishra S (2015) Chemical sand consolidation an overview. J Pet Eng Technol 45:567
Morkved ML, Knight C, Bhagwan B, Algora AG, Zhuang W, Rohde HC, Nelson AC (2014). Chemical consolidation of sand propped fractures in a chalk reservoir offshore denmark with enzymatic calcium carbonate scale. IPTC 2014: International petroleum technology conference. https://doi.org/10.3997/2214-4609-pdb.395.IPTC-17456-MS
Nemati M, Greene EA, Voordouw G (2005) Permeability profile modification using bacterially formed calcium carbonate: comparison with enzymic option. Process Biochem 40(2):925–933. https://doi.org/10.1016/j.procbio.2004.02.019
Neupane D, Yasuhara H, Kinoshita N, Unno T (2013) Applicability of enzymatic calcium carbonate precipitation as a soil-strengthening technique. J Geotech Geoenviron Eng 139(12):2201–2211. https://doi.org/10.1061/(ASCE)GT.1943-5606.0000959
Neupane D, Yasuhara H, Kinoshita N, Ando Y (2015) Distribution of mineralized carbonate and its quantification method in enzyme mediated calcite precipitation technique. Soils Found 55(2):447–457. https://doi.org/10.1016/j.sandf.2015.02.018
Neupane D, Yasuhara H, Kinoshita N, Putra H (2015) Distribution of grout material within 1-m sand column in insitu calcite precipitation technique. Soils Found 55(6):1512–1518. https://doi.org/10.1016/j.sandf.2015.10.015
Oliveira PJV, Freitas LD, Carmona JPSF (2017) Effect of soil type on the enzymatic calcium carbonate precipitation process used for soil improvement. J Mater Civ Eng. https://doi.org/10.1061/(ASCE)MT.1943-5533.0001804
Omarov K, Alarifi SA, Mahmoud M, Kamal MS, Murtaza M, Humam A, AlAhmari MM (2023) Sand consolidation using enzyme-induced carbonate precipitation: new insights on temperature and particle size effects. Sci Rep 13(1):1–12. https://doi.org/10.1038/s41598-023-42792-w
Osisanya SO (2010) Practical guidelines for predicting sand production. All Days 1:284–291. https://doi.org/10.2118/136980-MS
Prempeh K, Chequer L, Badalyan A, Bedrikovetsky P. (2020). Effects of kaolinite on fines migration and formation damage. Day 1 Wed, February 19, https://doi.org/10.2118/199293-MS
Putra H, Yasuhara H, Kinoshita N, Neupane D, Lu C-W (2016) Effect of magnesium as substitute material in enzyme-mediated calcite precipitation for soil-improvement technique. Front Bioeng Biotechnol. https://doi.org/10.3389/fbioe.2016.00037
Putra H, Yasuhara H, Kinoshita N (2017) Applicability of natural zeolite for nh-forms removal in enzyme-mediated calcite precipitation technique. Geosciences 7(3):61. https://doi.org/10.3390/geosciences7030061
Rashidi M, Blokhus AM, Skauge A (2010) Viscosity study of salt tolerant polymers. J Appl Polym Sci 117(3):1551–1557
Saghandali F, Baghban Salehi M, Hosseinzadehsemnani R, Moghanloo RG, Taghikhani V (2022) A review on chemical sand production control techniques in oil reservoirs. Energy Fuels 36:5185–5208. https://doi.org/10.1021/acs.energyfuels.2c00700
Saghandali F, Salehi MB, Taghikhani V (2023) Design and fabrication of a preformed thixotropic-viscoelastic Nanocomposite hydrogel system (PNCH) for controlling sand production in reservoirs. Results in Engineering 18:101089
Song Y, Ranjith PG, Wu B (2020) Development and experimental validation of a computational fluid dynamics-discrete element method sand production model. J Nat Gas Sci Eng 73:103052. https://doi.org/10.1016/j.jngse.2019.103052
Song Y, Ranjith PG, Wu B, Song Z (2021) A microscopic study of sand arches and sand skeletons under hydrodynamic force based on the CFD-DEM model. J Nat Gas Sci Eng 92:104017
van Paassen LA, Ghose R, van der Linden TJM, van der Star WRL, van Loosdrecht MCM (2010) Quantifying biomediated ground improvement by ureolysis: large-scale biogrout experiment. J Geotech Geoenviron Eng 136(12):1721–1728. https://doi.org/10.1061/(ASCE)GT.1943-5606.0000382
Wang C, Montero Pallares JD, Haftani M, Nouri A (2020) Developing a methodology to characterize formation damage (pore plugging) due to fines migration in sand control tests. J Petrol Sci Eng 186:106793. https://doi.org/10.1016/j.petrol.2019.106793
Weirich J, Li J, Abdelfattah T, Pedroso C (2013) Frac packing: best practices and lessons learned from more than 600 operations. SPE Drill Complet 28(02):119–134. https://doi.org/10.2118/147419-PA
Whiffin VS, Van Paassen LA, Harkes MP (2007) Microbial carbonate precipitation as a soil improvement technique. Geomicrobiol J 24(5):417–423. https://doi.org/10.1080/01490450701436505
Xu X, Guo H, Cheng X, Li M (2020) The promotion of magnesium ions on aragonite precipitation in MICP process. Constr Build Mater 263:120057. https://doi.org/10.1016/j.conbuildmat.2020.120057
Yasuhara H, Hayashi K, Okamura M (2011) Evolution in mechanical and hydraulic properties of calcite-cemented sand mediated by biocatalyst. Geo Front 2011:3984–3992. https://doi.org/10.1061/41165(397)407
Yasuhara H, Neupane D, Hayashi K, Okamura M (2012) Experiments and predictions of physical properties of sand cemented by enzymatically-induced carbonate precipitation. Soils Found 52(3):539–549. https://doi.org/10.1016/j.sandf.2012.05.011
Zhang FS, Ouyang J, Ma XT, Feng XF (2013) Synthesis of phenolic resin and its sand consolidation. Adv Mater Res 647:774–776. https://doi.org/10.4028/www.scientific.net/AMR.647.774
Zhang R, Wang J, Liu S, Zhang Z, Ma L, Meng W, Wang Z, Huang Y, Liu H, Xu F (2021) Modeling and durability behavior of erosion-corrosion of sand control screens in deepwater gas wells. ACS Omega 6(37):23943–23951. https://doi.org/10.1021/acsomega.1c02960
Acknowledgements
The authors would like to acknowledge the support of King Fahd University of Petroleum & Minerals, the College of Petroleum Engineering & Geosciences and Saudi Aramco.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all the co-authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Baig, A.R., Alarifi, S.A., Murtaza, M. et al. Assessing the viability of different bio-polymers and synthetic-copolymers with modified enzyme-induced carbonate precipitation solutions for sand consolidation applications. J Petrol Explor Prod Technol (2024). https://doi.org/10.1007/s13202-024-01862-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13202-024-01862-z