
Abstract
Liquid loading occurs in gas wells after a period of production, and the vortex drainage gas recovery technology can alleviate this problem by removing liquid. To substantially enhance the efficiency of this technology, a novel tool combining jetting and helical mechanisms has been introduced. To validate its effectiveness, a laboratory system for detailed analysis of pressure drops by using various tools at multiple gas flow rates has been set up. The analysis approach encompasses both single-factor and orthogonal analyses of tool structure parameters to find out the optimal tool structural parameters under different operating conditions. Consequently, a correlation between the gas flow rates observed in controlled laboratory environments and those in actual gas wells has been established. The study indicates that the tool’s main structural parameters significantly impact pressure drops along the wellbore. Furthermore, it is evident that distinct well profiles require unique tool setups to minimize such pressure drop. Field tests of the optimized tool have shown notable enhancements: The average gas flow rate increased by 25.9%, reaching 5.39 × 104 m3/d (1.90 × 106 scf/d), while the average liquid flow rate increased by 20.1%, reaching 1.46 m3/d (9.18 bbl/d). These results highlight the superior drainage stimulation effect of the new jetting and helical combination tool, presenting novel insights and methodologies for enhancing gas recovery in liquid-loaded gas wells.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
As a type of unconventional resource in line with growing demands of energy as well as the de-carbonization process, shale gas is increasingly capturing interest. Its efficient development is emerging as a pivotal trajectory in the global energy sector’s development (Hasan 2010; Hbla et al. 2021). In the initial development stage of a shale gas well, both reservoir pressure and gas production rate are typically high, lifting all the liquid from the bottom of the well through the wellhead (Peng et al. 2021). However, the continuous production of shale gas inevitably causes the formation pressure to decline as well as the gas flow rate, which eventually hinders the lifting process(Chen et al. 2021) and results in a backflow and accumulation of droplets at the bottom of the well. The cumulated droplets in the wellbore then starts to form a liquid column that streams toward the near-well-bore formation, leading to a reaction force directly proportional to the column’s height and inversely proportional to the gas flow rate. When the liquid column reaches a critical height, the well is watered out and has to be shut down (Zhang et al. 2018). Addressing the prevalent issue of liquid loading necessitates the implementation of diverse gas recovery strategies(Moreby et al. 2012; Ye et al. 2015) including velocity string drainage gas recovery(Yun et al. 2015; Marozzini et al. 2020), foam drainage gas recovery(Wang et al. 2020), gas lift drainage gas recovery(Khishvand et al. 2012; Visser et al. 2020), plunger drainage gas recovery (Han et al. 2016)and vortex drainage gas recovery (Ball 2009; Hbla et al. 2021), etc.
Compared to other drainage gas recovery technologies, the novel vortex drainage gas recovery technology is favored due to its independence from external energy sources, its simplistic structure without moving parts, and economic feasibility (Huera et al. 2012). Central to this innovation are vortex tools strategically situated within the well. Given the density difference between the liquid and gas phase, these instruments facilitate a spiraling upward motion of the denser liquid phase along the tubing wall due to centrifugal and inertial forces, while the lighter gas phase ascends centrally through the wellbore. This process transforms the flow pattern from gas–liquid mixed flow to split-phase vortex flow, substantially reducing interference and frictional resistance. Thus, the liquid unloading efficiency and gas production rate can be improved, illustrating its potential applicability in mitigating liquid loading in gas wells. This technology has been widely researched in recent years, with its efficiency validated in enhancing production rates of actual liquid loaded gas wells (Choi et al. 2013; Hussein et al. 2019; Zaker et al. 2020; Zhang and Wang 2022).
The first vortex tools applied in the liquid-loaded gas wells was in Carthage gas field, the USA in 2003 (Ali et al. 2003), which marks a starting point of relevant studies focusing on the appraisal of the application efficiency and the optimization of the tool’s structural parameters. Bose et al. (2007) presented the working principle of the vortex tool and conducted laboratory experimental results reveal its effectiveness. Milliken et al. (2008) constructed a field test that underscored the vortex tool’s capacity to create two separated flows in a laminar flow. The boundary layer between flows provided a cushioning effect that reduced pressure drop as compared to the turbulent flow. This understanding was furthered by Veeken et al. (2010), who observed that the vortex tool could promote the upward movement of liquid film and reduce wellbore pressure drop, which facilitated the discharge of liquid loading from the bottom hole. Zohir et al. (2011) studied the pressure drop of propeller-type vortex tool and found a pressure drop in the tubing equipped with vortex tool 0.66 times lower than that in the tubing without vortex tool due to the existence of strong spiral flow. The landscape of applications widened with Singh et al. (2016) introducing an approach that combined vortex drainage gas recovery technology with gas lift drainage gas recovery, delivering a cost-effective solution for improving gas flow rates as corroborated through simulation and field tests. Zhou et al. (2019) took a droplet in the wellbore spiral flow field as the research object, assumed that the droplet helix moved upward at a uniform speed in the wellbore, formulated a force balance equation grounded on the momentum theorem, and henceforth determined the optimal helix angles of the vortex tool at different gas flow rates. Lan et al. (2021) proposed the gas–liquid separation efficiency model and pressure model of a vortex tool, establishing a multi-objective genetic algorithm to obtain the optimal configuration of tool structural parameters.
Despite expansive research landscape, existing vortex tools have yet to achieve their optimum drainage efficiency hindered by inadequate tools’ structural parameters combination and low gas flow rates at a point where the gas–liquid mixture enters the vortex tools. Therefore, to surmount these limitations, the author develops a jetting and helical combination tool designed to increase the flow rate of the gas–liquid mixed fluid. This innovation incorporates a jet structure added on the existing vortex tool to facilitate fluid acceleration. Then, the influence of main structural parameters of the tool on simulated pressure drops is analyzed using the self-designed experimental system and scheme. With the objective of minimizing wellbore pressure drop, the optimal structural parameter combination at different gas flows is obtained by a multivariate analytical approach including value level decision, orthogonal test and range analysis. This groundwork facilitates the conversion relationship between experimental gas flow rate and real gas well scenarios, thereby underpinning the practical implementation of this technology in actual gas wells and offering a theoretically grounded and optimized methodology for employing jetting and helical combination tools in liquid loaded gas wells.
Tool development
To further improve the gas drainage effect of the vortex tool, a jetting and helical combination tool is developed based on the existing vortex tools. Figure 1 shows the tool's fundamental composition, comprising a fishing head, sealing strips, a helix, a guide pipe, a jet pipe, a suction hole, and a collar clamp sleeve.

The jetting and helical combination tool
Various integral components are designed and functioned as follows:
-
1.
Fishing head: Integrated with the wireline tool, it facilitates both the run-in and run-out of the tool.
-
2.
Helix: Dictates a spiral motion of the gas–liquid mixed fluid, ensuring the stream maintains this pathway upon exiting the helix; this process is fundamentally driven by density difference between the two phases as the denser liquid phase subjects to greater inertial and centrifugal forces, allowing liquid to move upward along the inner wall of the wellbore while gas to ascend spirally along the wellbore’s central region.
-
3.
Sealing strip: Installed within the helix, a sealing strip is designed to maintain the spiral trajectory of the gas–liquid mixed fluid.
-
4.
Guide pipe: Guides a seamless transfer of fluid from the jet pipe to the helix, fostering necessary conditions to form a spiral motion.
-
5.
Jet pipe: Accelerates the gas–liquid mixture progressively, increasing its kinetic energy at the expense of potential energy due to varying inlet and outlet dimensions.
-
6.
Suction hole: Facilitates the re-ingestion of returned liquid, leveraging the pressure difference due to the velocity difference of the fluid inside and outside the hole.
-
7.
Collar clamp sleeve: Secures the tool to the tubing collar, assuring stable placement within the wellbore with minimized friction during installation, attributed to its retractable nature.
Upon installation at the predetermined position on the tubing collar in the wellbore, the apparatus governs the motion of the entering gas–liquid mixture via the jet pipe. Given the difference between the inlet and outlet areas of the jet pipe, there is a notable conversion of potential energy into kinetic energy. In addition, the fluid external to the tool is siphoned via the suction hole, thereby forming a homogeneous mixture in the jet pipe’s main channel and stabilizes flow rates through momentum exchange. The liquid, owing to its higher density, follows a wall-adjacent spiral flow, while the less dense gas ascends centrally. As a result, the flow of the gas–liquid mixed fluid transitions from turbulent flow to a split-phase vortex flow.
Installing the jetting and helical combination tool into a liquid-loading gas well extends the gas–liquid mixed fluid's flow path, potentially increasing its local resistance relative to configurations without a vortex tool. After its passage, the fine mixture transforms into split-phase vortex flow with significantly reduced mutual interference as well as the friction resistance. As a whole, the pressure drop may increase or decrease throughout the entire wellbore. The key to realizing a net reduction in wellbore pressure drop lies in optimizing the tool structure parameters to minimize both the friction resistance and slippage loss. Another notable advantage of this tool is its independence from external energy sources, aligning with the objectives of cost-efficient gas drainage recovery.
Indoor experiments design and methodology
The laboratory evaluation system of the jetting and helical combination tool is established as per the precise specifications necessary for accurate evaluation. This system is proficient in recording pressure dynamics at various critical points—the tool’s inlet, the tool’s outlet, and the well simulator’s outlet—under different experimental conditions.
Experimental system
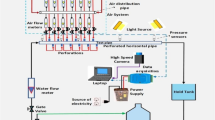
Figure 2 indicates the comprehensive setup located at Yangtze University in China.
The assembly encompasses the following core components:

Schematic diagram of tool performance test system
-
1.
Air Compressor: Supplies the requisite gas for the experiments.
-
2.
Surge Tank: Ensures consistent gas pressure throughout the experiment.
-
3.
Water Storage Tank: Allocates the necessary water for the procedure.
-
4.
Flow Control Valves: Facilitate timely modifications to the gas and water flow rates.
-
5.
Gas and Liquid Flow Meters: Precisely measure flows, accommodating gas flow meters ranging 15 m3/h (529.72 scf/h), 25 m3/h (882.87 scf/h), and 50 m3/h (1765.74 scf/h), and a liquid flow meter 2 m3/h (12.58 bbl/h).
-
6.
Air and Liquid Mixer: Guarantees a uniform mixture of air and liquid.
-
7.
Check Valves: Prevent the backward flow of the gas and liquid.
-
8.
Ball Valve: Adjusts pressure values within the well simulator.
-
9.
Gas–Liquid Separator: Separates gas and liquid phases while collecting residual liquid.
-
10.
Pressure Sensors: Positioned strategically for detailed pressure recording at specified locations including experiment tools inlet, experiment tools outlet and the simulator outlet.
The well simulator maintains an internal diameter of 60 mm and stands 15 m tall, utilizing air as the injected gas and water as the liquid.
Figures 3 and 4 illustrate the jetting and helical combination tool is fixed within the main pipe by a special gripper that is composed of a retaining ring and a flange.

The retaining ring

The flange
The threaded end of the experimental tool connect to the retaining ring and is affixed to the flange, which ensures the tool’s stable placement within the well simulator.
Experimental procedures
Experimental procedures #1: tool material and pressure drop analysis
This segment is developed to study the impact of using different materials in the jetting and helical combination tool on the pressure drops. Herein, a comparative assessment between metal and 3D printed PLA (Polylactic acid, a biodegradable polymer suitable for 3D printing) tools is carried out given the difference in their fabrication processes and performance in a controlled experimental setting. Therefore, the experimental procedures are briefly described as follows:
-
1.
Tool Fabrication: Craft two jetting and helical combination tools with distinct materials: one using metal and the other using PLA (refer to Figs. 5 and 6 for visuals).
-
2.
Setup Verification: Fig. 2 illustrates the layout arrangement of the equipment. Subsequently, validate the calibration of pressure sensors and gas flow meters, replacing if necessary.
-
3.
Metal Tool Installation: Secure the metal fabricated tool within the well simulator.
-
4.
Initial Flow Setting: Set the gas and liquid flow rates at 34m3/h (1200.70scf/h) and 0.1m3/h (0.63bbl/h), respectively.
-
5.
Data Collection—Stage 1: Document the stable pressure readings from the well simulator, allowing a stabilization period of approximately 10 min per test point.
-
6.
Flow Variation and Data Collection: Iteratively increase the liquid flow rate in increments of 0.1–1.0 m3/h (6.29 bbl/h), repeating step (4) and (5) at each increment to gather comprehensive data.
-
7.
PLA Tool Installation and Testing: Replace the metal tool with its PLA counterpart and repeat step (4) through (6) to acquire comparable data.
-
8.
Data Compilation: Organize the collected data, comprising variations in gas flow rate, liquid flow rate, and pressure readings at different points, for further analysis.

The jetting and helical combination tool of different materials. (The white tool on the bottom is made of PLA by a 3D printer shown in Fig. 6, while the black tool on the top is made of metal)

The 3D printer crafting the tool
Experimental procedures #2: analyzing the effect of structural parameters on pressure drop
This procedure is developed to evaluate how alterations in the main structural parameters affect the pressure drop in the well simulator and therefore identify the optimal configuration that minimizes the wellbore pressure drop at a given gas flow rate. The experimental procedures are briefly described as follows:
-
1.
Tool Fabrication: Fig. 7 illustrates the fabricate tools with varied structural parameters using PLA.
-
2.
Tool Installation: Install the tool in the well simulator.
-
3.
Initial Settings: Set the gas and liquid flow rates at 60 m3/h (2118.90 scf/h) and 0.1 m3/h (0.63 bbl/h), respectively.
-
4.
Primary Data Logging: Once values stabilizes, record the pressures in the well simulator.
-
5.
Gas Flow Rate Adjustments and Data Collection: Adjust the gas flow rates to 70 m3/h (2472.00 scf/h) and 80 m3/h (2825.20 scf/h) in separate runs, repeating step (3) and (4) each time to collate data at each setting.
-
6.
Parameter Variation: Replace with tools of different structural parameters tool in the well simulator and repeat step (3)–(5) to ensure a wide range of dataset with various scenarios.
-
7.
Data Consolidation: Collate the obtained datasets that include distinct gas flow rate, liquid flow rate and respective pressures.

Tools with different structural parameters
During the experimental phase, it is noted that the denser liquid exhibits a helical flow along the wall, translating to a liquid film due to significant inertia force. Refer to Fig. 8 for a graphic representation depicting the gas, characterized by lesser density and inertia force, ascending centrally as an air column.

The experiment phenomenon in a well simulator
Results and discussion
Effect of tool material on well simulator’s pressure drop
Figure 9 shows the experimental test results that indicated the behavior of wellbore pressure drops at different liquid flow rates when using tools fabricated from two distinct materials.

Comparative analysis of simulated pressure drops for different materials’ tools
As concluded from the data, there is a direct proportionality between the liquid flow rate and the resultant wellbore pressure drop in the well simulator. This phenomenon is attributed to the occurrence of escalated liquid holdup due to increasing liquid volume. Furthermore, irrespective of the material, tools sharing identical structural parameters exhibited akin trends in wellbore pressure drops. This similarity in trends substantiates the viability of employing 3D printed tools for performance evaluation, thus presenting a practical method for experimental study with a considerable reduction in material constraints and process cycle.
Effect of main structural parameters of tools on well simulator’s pressure drop
To obtain the optimal structural parameters combination of the jetting and helical combination tool, experiments considering different gas flow rates were conducted through single factor experimental analysis and orthogonal experimental analysis.
Single-factor analysis
The main structural parameters of jetting and helical combination tool include the helix angle, helix length, shaft diameter of the helix, spiral groove width, jet pipe inner diameter, jet pipe length, and suction hole diameter. Single-factor analysis is conducted to examine the effects of 7 main structural parameters on the simulated well’s pressure drop, those analysis results can provide a basis for the values of each factor level in the orthogonal experiment.
-
(1)
Helix angle
Within the established set of base structural parameters—helix length of 300 mm (11.81 in), a shaft diameter of 35 mm (1.38 in), a spiral groove width of 30 mm (1.18 in), a jet pipe inner diameter of 25 mm (0.98 in), a jet pipe length of 150 mm (5.91 in), and a suction hole diameter of 8 mm (0.31 in)—the helix angles were systematically varied through 25°, 35°, 45°, 55°, 65° and 75° to monitor changes in the well simulator’s pressure drop at differing gas flow rates.
Figure 10 shows the pressure drop decreased initially with an increase in helix angle, attributable to the diminished resistance of the gas–liquid mixture passing through the tool with an increased helix angle. However, beyond a critical angle, further increases led to a weakened centrifugal force from vortex action, hindering the phase separation and increasing the pressure drop, indicating an optimal angle influenced by the gas flow rate.
-
(2)
Helix length

Well simulator’s pressure drops vs. helix angles at different gas flow rates
Adjusting the helix length in an increment of 50 mm from 200 to 450 mm (from 7.87 to 17.72 in) at a fixed helix angle of 45° (while other parameters remained at base values) mirrored the trend seen in helix angle variation, indicating a relationship between the vortex motion energy and the resistance encountered by the fluid mixture.
Figure 11 shows the well simulator’s pressure drop experienced a decline at first and then rebounded after the helix length reaching a critical point. This phenomenon is attributed to the increasing vortex motion energy with an increasing helix length, and the growing resistance encountered by the passing fluid mixture. Notably, the optimal helix length that minimizes well simulator’s pressure drop varies at different gas flow rates, indicating that different gas flow rates dictate the optimal helix length.
-
(3)
Shaft diameter of the helix

Well simulator’s pressure drops vs. helix lengths at different gas flow rates
The shaft diameter of the helix was set across a range from 25 to 50 mm (0.98 to 1.97 in) in an increment of 5 mm while retaining other structural parameters at their base levels. Figure 12 illustrates the simulated pressure drop resulting from changing shaft diameter of the helix at varying gas flow rates.

Well simulator’s pressure drops vs. shaft diameters of the helix at different gas flow rates
The experiment findings suggest three distinct gas flow rates exhibited a similar trend in well simulator’s pressure drop in which pressure drop declined at first at short diameters scenarios, but rebounded once the shaft diameter exceeded a certain value. The main reason for this phenomenon is that an initial increase in the diameter led to enhanced gas–liquid separation, reducing the pressure drop. However, an oversized diameter hampered the helical motion generation, eventually raising the pressure drop, thereby denoting a gas flow rate-specific optimum diameter.
-
(4)
Spiral groove width
The spiral groove width was adjusted through 5 mm, 10 mm, 20 mm, 30 mm, 40 mm, and 50 mm (0.19 in, 0.39 in, 0.79 in, 1.18 in, 1.57 in and 1.97 in), respectively, while other parameters remained at base values. Figure 13 shows the test results.

Well simulator’s pressure drops vs. spiral groove widths at different gas flow rates
The analysis portrayed a behavior where an initial increase in width reduced the pressure drop because of the decreased fluid resistance. Yet, at larger widths, the resultant weaker gas-separation effect reversed this trend, bringing a rebounding pressure drop. Given that different gas flow rates, different spiral groove widths correspond to distinct minimum well simulator’s pressure drop, implying a specific optimal width contingent on the gas flow rate.
-
(5)
Inner diameter of jet pipe
Figure 14 shows the jet pipe inner diameter is changed in an increment of 5 mm from 10 to 35 mm (0.39–1.38 in) to obtain a total of 6 datasets, while other structural parameters retained at the base values.

Well simulator’s pressure drops vs. Inner diameter of jet pipe at different gas flow rates
At the same gas flow rate, initial reductions in pressure drops were reversed with further increases in the jet pipe diameter. This observation is attributed to the decreased resistance of mixture fluid passing through the tool with an increased jet pipe inner diameter. However, an oversized inner diameter significantly enlarges fluid’s flow area, resulting in a lower flow rate and weaker gas–liquid separation effect, which in turns raises pressure drop again. These results underlined the critical role of fluid resistance and separation effects in determining the optimal jet pipe inner diameter, which is also influenced by the gas flow rate.
-
(6)
Jet pipe length
In experiments, the jet pipe length ranged from 50 to 300 mm (1.97–11.81 in) in an increment of 50 mm, while other structural parameters remained at the base values. Figure 15 shows the resulting pressure drops.

Well simulator’s pressure drops for tools vs. jet pipe lengths at different gas flow rates
The results demonstrate an optimal length with minimized pressure drops, where longer pipes create greater accelerations for mixture but overlong pipes causes a greater resistance that brings up pressure drop. This finding denotes a balance between enhanced fluid acceleration and increased flow resistance, which varies at different gas flow rates.
-
(7)
Suction hole diameter
In experiments, the final parameter, suction hole diameter, ranged from 4 to 14 mm (0.157–0.551 in) in an increment of 2 mm, while other structural parameters maintained at the base values. Figure 16 shows the behaviors of simulated pressure drops related to suction hole diameters and gas flow rates.

Well simulator’s pressure drops for tools vs. suction hole diameters at different gas flow rates
At a constant gas flow rate, a broader diameter facilitated better fluid absorption of the tool, generally reducing the pressure drop until reaching a plateau where further diameter expansion ceased to affect the drop, as the capacity of tool to absorb fluid accumulated at its bottom remains unchanged once reaching the plateau. This finding suggests an optimal value of suction hole diameter, beyond which benefits may plateau.
In conclusion, single-factor analysis clarifies the intricate relationships between different structural parameters and their impact on the simulated pressure drops, underlining the pivotal role of gas flow rates in determining the optimal tool configurations. Table 1 shows the analysis results for a comprehensive view.
Orthogonal experiment and range analysis study
The study on single-factor analysis results has highlighted that the well simulator’s pressure drop is influenced by a variety of factors including the helix angle, helix length, shaft diameter of the helix, spiral groove width, jet pipe inner diameter, jet pipe length, and suction hole diameter. Furthermore, it was observed that varying combinations of these structural parameters could result in different pressure drops. In light of this, it became imperative to undertake an orthogonal experiment to determine the optimal structural parameters combinations of the jetting and helical combination tool.
-
(1)
Orthogonal experiment scheme
According to the single-factor analysis results and the structural parameters of existing vortex tools, Table 2 illustrates the value levels pertinent to the structural parameters of jetting and helical combination tools are established.
Given the primary structural parameters and value levels of the tool at hand, it was possible to create 47 = 16,384 distinctive tools, each representing different structural parameter combinations. However, such a venture would result in a substantial experimental workload during the performance evaluation phase. A more efficient approach, employed through the orthogonal experiment method, necessitated just 32 tools for a robust comparison, the details of which are given in Appendix 1. By using 3D printing, 32 distinct jetting and helical combination tools were crafted for the performance experiments.
-
(2)
Well simulator’s pressure drop test
Figure 17 shows the well simulator’s pressure drop test involved examining jetting and helical combination tools with differing structural parameters under diverse gas flow rates, as shown in Fig. 17.

Test results for total wellbore pressure drop
Figure 17 illustrates the majority of tested tools witnessed a reduction in the total wellbore pressure drop compared to scenarios where no tool was installed, which indicates the tool’s efficiency in decreasing the total wellbore pressure drop. Despite this finding, it was clear that different tools created varying levels of pressure drops, highlighting the necessity for further optimization to minimize the simulated pressure drop.
-
(3)
Optimal structural parameters of tool with different gas flow rates
Table 3 compiles range analysis results, with seven parameters retained: the helix angle, helix length, shaft diameter of the helix, spiral groove width, jet pipe inner diameter, jet pipe length, and suction hole diameter. The well simulator’s pressure drop was considered as the dependent variable at a gas flow rate of 60 m3/hr (2118.90 scf/h).
The data showed a distinct order of influence on the pressure drop, sequentially listed as: helix angle > helix length > shaft diameter of the helix > jet pipe length > spiral groove width > jet pipe inner diameter > suction hole diameter. Consequently, the emphasis during real gas well optimizations should be on the factors that exert a more substantial impact on the pressure drop. This range analysis came to the optimum structural parameter combinations in the following specifications: a helix length of 300 mm (11.81 in), a helix angle measuring 45°, a shaft diameter of the helix recorded at 35 mm (1.8 in), spiral groove width of 30 mm (1.18 in), jet pipe inner diameter of 25 mm (0.98 in), jet pipe length of 150 mm (5.91 in), and a suction hole diameter of 8 mm(0.31 in).
Table 4 depicts the respective optimal value combinations obtained by utilizing the same methodology for gas flow rates of 70 or 80 m3/h (2472.00 or 2825.20 scf/h).
It is vital to note that distinct gas flow rates demand different optimal structural parameter combinations. Thus, the imperative remains to conduct performance tests rooted in the production data of gas wells to foster more refined outcomes.
Field application
Generally, a gas mass flow rate may have distinct volumetric flow rates dependent on whether it is calculated in-situ or at stock-tank conditions. The gas phase in this study is assumed to approximately satisfy the ideal gas equation of state at stock-tank conditions:
The gas phase is also assumed to satisfy the compression equation of state at bottom-hole conditions:
At a stable gas flow rate, produced gas is assumed to satisfy following relations:
Solving Eq. (1)–(4) simultaneously can derive the relation connecting the gas volume flow rates at the stock-tank and bottom-hole conditions as given in Eq. (5):
where Psg is the pressure at stock-tank conditions, MPa; Pbg is the pressure at bottom-hole conditions, MPa; Vsg is the volume at stock-tank conditions, m3; Vbg is the volume at bottom-hole conditions, m3; Qsg is the gas flow rate at stock-tank conditions, m3/d; Qbg is the gas flow rate at bottom-hole conditions, m3/d; Tsg is the gas temperature at stock-tank conditions, K; Tbg is the gas temperature at bottom-hole conditions, K; Z is gas compressive coefficient; R is the universal gas constant; n is gas molecular number; t is gas production time, d.
For practical application of this study, a field test was conducted on well Y, a liquid-loaded gas well in southwest China. The well has a measured depth of 4200 m (13780 ft) and a vertical depth of 3200 m (10499 ft), characterized by a bottom-hole temperature of 378 K (220.73°F) and a bottom hole pressure of 3.8 MPa (551.14 psi). Surface conditions include a gas compression coefficient of 0.96, a temperature of 288 K (58.73 F) at stock tank conditions, and a pressure of 0.1 MPa (14.5 psi) at stock tank conditions. Before the application of the jetting and helical combination tool, it was observed that the average gas and liquid flow rates over a span of 6 months were recorded to be 4.28 × 104 m3/d (1.51 × 106 scf/d) and 1.21 m3/d (7.61 bbl/d), respectively.
Using the derived formula in Eq. (5), the bottom-hole gas flow rate was found to be 1420 m3/d (50147 scf/d). This value implied the choice of a jetting and helical combination tool with a gas flow rate of 1440 m3/d (50853 scf/d) to be suitable for well Y. The tool was designed with precise structural parameter combinations including a 300 mm (11.81 in) helix length, a 45°helix angle, a 35 mm (1.38 in) shaft diameter, a 30 mm (1.18 in) spiral groove width, a 25 mm (0.98 in) jet pipe inner diameter, a 150 mm (5.91 in) jet pipe length, and a 8 mm (0.31 in) suction hole diameter. This tool was run into a depth of about 3000 m (9842.5 ft) with a well inclination angle of about 50° by wireline operation.
After deployment, a significant increase in the average gas and liquid flow rates was noted over a period of six months, recording an upsurge by 25.9% and 20.1%, reaching 5.39 × 104 m3/d (1.90 × 106 scf/d) and 1.46 m3/d (9.18 bbl/d) respectively, thus attesting to the tool’s efficacy in enhancing liquid discharge and gas production in the liquid-loading gas well.
Conclusions
Following the tool development, laboratory assessment, and field application, the study concludes the subsequent points:
-
1.
The devised jetting and helical combination tool, conceptualized from the working principles and noted limitations of the existing vortex tools, demonstrates an improved performance in enhancing the drainage efficiency of liquid-loaded gas wells.
-
2.
A comparative assessment of tools fabricated from metal and PLA materials, under the same structural parameters, exhibited analogous wellbore pressure drop trends. This observation establishes the viability of utilizing 3D printed tools, irrespective of the material used, for undertaking single-factor and orthogonal experimental analyses.
-
3.
Employing orthogonal experimentation and range analysis facilitates the determination of the tool’s optimum structural parameter combinations. It is evident that these optimal combinations vary with the gas flow rates, necessitating an adaptation based on the specific production data of the gas wells.
-
4.
The field application of the jetting and helical combination tool in a liquid-loaded gas well situated in southwest China recorded a substantial increase in both gas and liquid flow rates, marking an increase of 25.9% and 20.1%, reaching 5.39 × 104 m3/d (1.90 × 106 scf/d) and 1.46 m3/d (9.18 bbl/d) respectively, thereby affirming the tool's efficacy in enhancing well productivity compared to scenarios without this tool.
In conclusion, the study attests to the tool's potential in advancing the operational efficiency of gas wells, grounded in scientific experimentation and validated through practical application.
Future work
-
1.
The theoretical pressure drops model of jetting and helical combination tools with different structural parameters combination needs to be built to describe the pressure drop produced by the fluid in the actual gas wells more accurately.
-
2.
The operating distance about the jetting and helical combination tool needs to be studied to determine the installation location and numbers of the jetting and helical combination tools used.
Abbreviations
- 3D :
-
Three dimensions
- n :
-
Gas mole number
- P bg :
-
Pressure at bottom hole condition
- PLA:
-
Polylactic acid
- P sg :
-
Pressure at stock-tank condition
- Q sg :
-
Gas flow rate at bottom hole condition
- Q sg :
-
Gas flow rate at stock-tank condition
- R :
-
Universal gas constant
- t :
-
Gas production time
- T bg :
-
Gas temperature at bottom hole condition
- T sg :
-
Gas temperature at stock-tank condition
- V bg :
-
Volume at bottom hole condition
- V sg :
-
Volume at stock-tank condition
- Z :
-
Gas compressive coefficient
References
Ali AJ (2003) Investigation of flow modifying tools for the continuous unloading of wet-gas wells. Texas A&M University, Texas
Ball A (2009) Thermal and electrical considerations for the design of highly-integrated point-of-load converters. Virginia tech
Bose R (2007) Unloading using auger tool and foam and experimental identification of liquid loading of low rate natural gas wells. Texas A&M University, Texas
Chen M, Sun J, Gao E, Tian H (2021) A summary of wellbore fluid accumulation and drainage gas production technology in gas wells. IOP Conf Ser Earth Environ Sci 621(1):012113. https://doi.org/10.1088/1755-1315/621/1/012113
Choi J, Pereyra E, Sarica C, Lee H, Jang IS, Kang JM (2013) Development of a fast transient simulator for gas-liquid two-phase flow in pipes. J Petrol Sci Eng 102:27–35. https://doi.org/10.1016/j.petrol.2013.01.006
Han Q (2016) Design and application of a new self-buffered plunger gas-lift drainage device for horizontal wells: a case study of the changqing gas province, ordos basin. Nat Gas Ind 36(12):67–71. https://doi.org/10.3787/j.issn.1000-0976.2016.12.009
Hasan AR, Kabir CS, Sayarpour M (2010) Simplified two-phase flow modeling in wellbores. J Petrol Sci Eng 72:42–49. https://doi.org/10.1016/j.petrol.2010.02.007
Hbla B, Lhz A, Ylz A, Xiao H, Jfw D, Jing ZD et al (2021) Techno-economic and sensitivity analysis of shale gas development based on life cycle assessment. J Nat Gas Sci Eng. https://doi.org/10.1016/j.jngse.2021.104183
Huera-Huarte FJ (2012) An optical tool for measuring vortex-induced vibrations of long flexible cylinders. Asme Int Conf Ocean. https://doi.org/10.1115/OMAE2012-83327
Hussein MM, Al-Sarkhi A, Badr HM, Habib MA (2019) CFD modeling of liquid film reversal of two-phase flow in vertical pipes. J Pet Explor Prod Technol 9(24):1–32. https://doi.org/10.1007/s13202-019-0702-1
Khishvand M, Khamehchi E (2012) Nonlinear risk optimization approach to gas lift allocation optimization. Ind Eng Chem Res 51(6):2637–2643. https://doi.org/10.1021/ie201336a
Lan RA, Dt A, Jz A, Mu LB, Wg C (2021) Optimizing the structural parameters of downhole vortex tool in gas well using a genetic algorithm. J Pet Sci Eng. https://doi.org/10.1016/j.petrol.2021.108357
Marozzini DA, Arroyo JP, Alric F, Raverta M (2020) Lessons learned after velocity string campaign using different CT hanger system with out well head modifications. SPE/ICoTA Well Interv Conf Exhib. https://doi.org/10.2118/199834-MS
Milliken M (2008) Rmotc tests vortex flow surface tools. World Oil 1:95–97. https://doi.org/10.1109/TAP.2012.2233858
Packham R, Connell L, Cinar Y, Moreby R (2012) Observations from an enhanced gas recovery field trial for coal mine gas management. Int J Coal Geol 100:82–92. https://doi.org/10.1016/j.coal.2012.06.011
Peng Z, Li C, Grossmann IE et al (2021) Multi-period design and planning model of shale gas field development. AIChE J. https://doi.org/10.1002/aic.17195
Singh KA, Sarkar P, Praleya P et al. (2016) Unconventional cyclone gas lift completion for offshore wells of cambay basin: a smart completion to optimize production and well intervention. In: Paper 181574 presented at the SPE annual technical conference and exhibition held in Dubai, UAE, 26–28 Sep. https://doi.org/10.2118/181574-MS
Veeken CAM, Belfroid S (2010) New perspective on gas-well liquid loading and unloading. SPE Annual Technical Conference and Exhibition 2010, ATCE 2010, 20 Sep 2010 through 22 Sep 2010, Florence. Conference code: 83373, 4, 2624-2643. Society of Petroleum Engineers. https://doi.org/10.2118/134483-ms
Visser J, Basic T (2020) Pilot application of remotely operated gas lift valves in permian basin unconventional wells. SPE Artif Lift Conf Exhib-Am. https://doi.org/10.2118/201140-MS
Wang H, Liu J, Yang Q, Wang Y, Hu S (2020) Study on the influence of the external conditions and internal components on foam performance in gas recovery. Chem Eng Sci 231:116279. https://doi.org/10.1016/j.ces.2020.116279
Ye C, Xiong J, Kang L, Peng Y, Chen J (2015) New progress in the r & d of water drainage gas recovery tools in sichuan and chongqing gas zones. Nat Gas Ind 35(2):5–6. https://doi.org/10.3787/j.issn.1000-0976.2015.02.008
Yun T, Wang Z, Li Y, Bai H, Li K (2015) Evaluation and optimization of wellbore pressure drop model for drainage and gas recovery by velocity string. Fault-Block Oil & Gas Field 22(1):130–133. https://doi.org/10.6056/dkyqt201501029
Zaker S, Sarafzadeh P, Ahmadi A et al (2020) Experimental investigation on barite sag under flowing condition and drill pipe rotation. J Petrol Explor Prod Technol 10:3497–3503. https://doi.org/10.1007/s13202-020-00988-0
Zhang Y, Wang J (2022) Review of metering and gas measurements in high-volume shale gas wells. J Pet Explor Prod Technol 12(6):1561–1594. https://doi.org/10.1007/s13202-021-01395-9
Zhang L, Jiang C, University XS (2018) Judgement method of well bore fluid accumulation in water producing gas well. Petrochem Ind Technol 25(10):1–3
Zhou C, Wu X, Zhang T et al (2019) Dynamic analysis for two-phase vortex flow and optimization of vortex tools to unload liquid from gas wells. J Petrol Sci Eng 173:965–974. https://doi.org/10.1016/j.petrol.2018.10.091
Zohir AE, Aziz A, Habib MA (2011) Heat transfer characteristics in a sudden expansion pipe equipped with swirl generators. Int J Heat Fluid Flow 32(1):352–361. https://doi.org/10.1016/j.ijheatfluidflow.2010.06.009
Acknowledgements
This work was supported by SINOPEC Science and Technology Department (Grant No.p19025-3). The authors would like to acknowledge them for financial support. The authors also would like to appreciate editors and reviewers for their constructive comments.
Funding
There is no external funding used.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all the co-authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix A
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Huanle, L.I.U., Shifeng, X.U.E., Zhiyang, S.U.N. et al. Development and field application of a jetting and helical combination tool. J Petrol Explor Prod Technol 14, 1283–1296 (2024). https://doi.org/10.1007/s13202-024-01757-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13202-024-01757-z