
Abstract
Despite the current demand for shale gas development, there is no means to evaluate nanoscale microfracture plugging technologies for ultra-low permeability formations. In this paper, we expand upon previous research and develop new means to create artificial fractures in model mud cake. By controlling the mud cake quality and strength, we developed mud cake with permeability that approached that of real mud shale. Low-permeability mud cake was prepared from barite powder, calcium carbonate, polyacrylamide, sodium polyacrylate, water, silica, a polycarboxylate comb macromolecule, a double sparse inhibitor, a film-forming agent and a mud cake curing agent. The mud cake permeability reached 5.9 × 10–4 mD and increased with soaking time to 1.3 × 10–3 mD (240 h). The equivalent opening of a single fracture did not change greatly and remained in the range from 3.93 × 10–5 m to 4.93 × 10–5 m. Plugging performance was evaluated by simulating microfractures and low-permeability environment of the formation. This method provides very important guidelines for the selection and development of nanoscale and microscale plugging agents and the evaluation of the plugging effect. It is also applicable to the evaluation of plugging performance in other fractured formations.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
During the drilling and development of oil and gas wells, more than 90% of well wall destabilization problems occur in mud shale well sections (Liu et al. 2016). The main reason is due to the extensive development of microfractures in the mud shale and the hydrated swelling of clay by water (Gholami et al. 2018), which causes microcracks to develop and expand along the vertical and horizontal directions of fractures and finally cause macrocracks to form in the well wall, leading to instability or even collapse (Wang et al. 2020). To solve this technical problem, it is necessary to use effective drilling fluid plugging materials to seal microfractures and prevent the intrusion of drilling fluid filtrate, which can stabilize the well wall and protect the reservoir (Liu et al. 2019). Experts at home and abroad have researched many aspects of this subject and developed new treatment agents, such as polymeric alcohol, microscale and nanoscale plugging agents that can enter microfractures in shale (Qiu et al. 2015). However, there is no unified standard for a method to evaluate drilling fluid plugging agents, especially for fracture plugging at home and abroad (Ramandi et al. 2016). At present, the main experimental methods used to simulate fracture sealing in mud shale are fracture steel sheet sealing experiments, artificial fracture simulation sealing experiments in split rock samples, and split rock samples combined with the steel block sleeve method (Ahmadi and Zenner 2005). In 2008, Fan and Zhang (2008) designed an experimental leak prevention and plugging method for deep fracture-type reservoir characteristics. The experiment used a full-size plugging device, a seam plate to simulate formation fractures and a gravel bed to simulate pores. In 2009, Zhang et al. (2009) used artificially fractured cores made by pressing standard cores out of the fractures, copper wire as filler and epoxy resin to bond the fracture sections, with a final artificial fracture opening from 0.06 to 0.87 mm. In 2012, Xiang and Pu (Hou 2017) evaluated the sealing performance of a new sealant, FDJ-EF, using a high-temperature, high-pressure water loss instrument with a metal seam plate to simulate microfractures. Their metal seam plates simulated cracks with a width of 20 μm and a depth of 5 mm. In 2014, Contreras et al. (2014a, b) tested the ability of ceramic plugging materials to reduce filtration loss of nanomaterials at high temperature and pressure; drilling fluids incorporating nanomaterials successfully plugged porous media, resulting in a 76% reduction in filtration loss. In 2014, Shi and Hu (Singh, 2016) developed an instrument to visualize and evaluate microfracture plugging ability and applied it in a combination of simple and quantitative studies. Its visualization capability facilitated macroscopic and microscopic studies of the sealing mechanism of drilling fluid sealers, and the seam making method used high-precision laser etching to carve cracks of micrometer width in the middle of a transparent, flat and smooth tempered glass surface. The instrument simulated fractures of 10–100 μm width, and the fracture surface was rough and uneven at the microscopic level, which reflected the real situation of the fracture surface of mud shale. In 2015, Luo and Ai (Wang et al. 2019) used sand core funnels to simulate microfractures in shale and investigated the sealing performance of nanomaterials by measuring the degree of drilling fluid intrusion on the filter plate of the funnels. They found that the sand core funnel effectively simulated the microfractures in the formation, and the sealing effect of the sealer was analyzed visually on a macroscopic scale. In 2016, Liu et al. (2016) poured a gel material into a core mold and inserted a metal foil into the gel. The mold was heated in a water bath, and the foil was removed before the gel solidified; eventually, cracks formed in the middle of the model with microfracture openings ranging from 1 to 50 μm. All of these methods directly simulated rock fracture and were used to make a basic evaluation of the sealing performance of drilling fluid sealer. However, these experimental methods had the disadvantages of complicated operation, poor reproducibility, and high cost (Hou, 2017). After summarizing the advantages and disadvantages of various methods, we improved upon previous research methods and developed a new approach and a simple, efficient and reproducible method to simulate and evaluate mud shale microfracture blocking by using mud cake.
The preparation steps and experimental procedure
To simulate actual microfractures in shale formations, it is necessary to establish the physical environment of shale. From the perspective of plugging, the first step is to simulate the low-permeability environment, that is, to produce a low-permeability mud cake with a permeability of 10–3 ~ 10–5 mD, which is close to the real permeability range of shale. In filtration experiments with drilling fluid, we formed mud cake on filter paper by the accumulation of solid-phase particles in the drilling fluid (Lichinga et al. 2019). In the process of water loss experiments, according to the water loss time of 30 min, the average water loss per min decreased with increasing time, which was mainly due to the accumulation of mud cake with time. According to Darcy's law, the filtration medium changes from the mass of filter paper to the strength of mud cake. Therefore, in the later stage of a permeability measurement, the main influence on permeability changes from the quality of the filter paper to the strength of the mud cake, and the quality of mud cake controls its permeability.
Experimental materials Sodium bentonite, barite powder for drilling fluid, nano-scale barite powder, 1250 mesh calcium carbonate, 2200 mesh calcium carbonate, polyacrylamide (PAM), sodium polyacrylate (PAAS), double phobic inhibitor XZ-SSJ, water, and silicon dioxide, polycarboxylic acid-like comb macromolecule MF-508, film-forming agent XZ-CMJ, activator QX-III, mud cake curing agent LGE-1.
Experimental instruments Electronic balance, 42 types of high-pressure high-temperature filter tester, JC101 type electric heating blast drying oven, X-ray diffractometer, and an interface parameter integrated measuring instrument.
Preparation of low-permeability mud cake
Production steps
-
1.
First, to prepare the maintenance base slurry, place the appropriate amount of tap water in the container, add the appropriate amount of bentonite and calcium carbonate, mix thoroughly and then let stand 24 h to cure.
-
2.
Second, place 300 mL of 8% base slurry in a container and add 75% of the desired amount of barite powder for drilling fluid. Then, add 50% nanoscale barite powder, 20% 1250 mesh and 5% 2200 mesh calcium carbonates, 1% PAM and 5% PAAS, 5% water and silicon dioxide, 6% MF-508, 5%QX-III, 3% XZ-SSJ, 3% XZ-CMJ and 6% LGE-1 and stir for 25 min with a high-speed stirrer at 13,000 r/min. Then, stir again for 2 h in an ordinary low-speed fan blade stirrer at 600 r/min to obtain uniform dispersion.
-
3.
Third, pour the slurry into the high-pressure high-temperature filter tester, perform filter loss for 30 min under a pressure of 3.5 MPa, turn on the filter tester to pour out the supernatant liquid and then put the remaining part of the mixture into the electric blast oven to air dry.
Preparation of cracks
Laboratory supplies
Low-permeability mud cake after drying and standing, metal needle (diameter 0.25 mm).
Preparation steps
-
1.
Remove the mud cake made in the high-pressure high-temperature filter tester and put it into the electric blast oven for the drying operation.
-
2.
After a while, remove the mud cake from the electric blast drying oven and let it stand at room temperature. After the mud cakes form and dry, pucture them with a metal silver needle at a predetermined insertion angle.
-
3.
Let the punctured mud cake stand at room temperature for 1.5 ~ 3 h, and then remove the metal silver needle to make the mud cake with cracks.
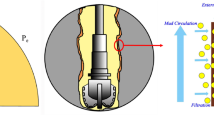
The schematic diagram of the preparation of low-permeability mud cake is shown in Fig. 1.

Preparation of low-permeability mud cake
Determination of mud cake permeability
-
1.
Add distilled water to the upper scale of the filter tester with a glass rod to the above mud cake, which was formed but not yet solidified in the high-pressure high-temperature filter tester. At room temperature and a pressure of 3.5 MPa, measure the filtration loss of the mud cake at 10 min, 20 min, and 30 min during water injection in the apparatus and record V1, V2, and V3, respectively.
-
2.
Measure the thickness of the mud cake after 30 min and record it as h. Then, calculate the mud cake permeability K according to the equation below.
Calculation equation of the mud cake permeability K.
Equation (4) can be obtained from Darcy's infiltration Eq. (1) and the relationship between solid and liquid phase volumes in the drilled well (2) and (3):
where \(h_{{{\text{mc}}}}\) is the mud cake thickness, cm; \(V_{{\text{f}}}\) is the total volume of drilling fluid, cm3; \(K\) is the mud cake permeability, μm2; \(A\) is the percolation pressure area, cm2; \(\Delta P\) is the percolation pressure, kg cm−2; \(\mu\) is the filtrate fluid viscosity, mPa s.
where \(V_{{\text{m}}}\) is the total volume of drilling fluid, cm3; \(V_{{\text{c}}}\) is the mud cake volume, cm3
where \(R\) is a constant of proportionality, unitless.
can be obtained from (4):
where \(t\) is the percolation time, s; \(h\) is the mud cake thickness, cm; \(\overline{Q}\) is the average flow per second, cm3 s−1.
Replace Eq. (5) with common laboratory units.
Substitute \(h_{{{\text{mc}}}} = \frac{{V_{{\text{c}}} }}{A}\), change k (μm2) to 103 k (mD), and change h (cm) to 0.1 h (mm) to obtain:
The water loss conditions at high temperature and high pressure are:
A = 25.3 cm2, \(\Delta p\) = 35 kg·cm−2, t = 1800s, μ(25 °C) = 0.89 mPa·s, and μ(90 °C) = 0.31 mPa s.
Many experiments were performed by using the above equation. The mud cake permeability ranged from 5.90 × 10–4 mD to 1.16 × 10–3 mD, and the thickness of the mud cake was controlled at 3.2–3.7 mm.
Low permeability mud cake characterization of shale
Comparison of model low-permeability mud cakes and natural shale cores
The model low-permeability mud cakes prepared by the above method were compared with natural shale cores from the Silurian Longmaxi Formation in the Changning area. The permeability of the mud cake prepared in the laboratory was measured to be as low as 5.90 × 10–4 mD, while the permeability of the Longmaxi Formation shale core was measured to be 3.853 × 10–4 mD. The surfaces of the prepared mud cake and the natural core were scanned by a scanning electron microscope (SEM). As we can see through Figs. 2 and 3, the maximum crack width of the mud cake surface prepared in the laboratory was 1.09 μm, while that of the natural core surface was 1.05 μm. The maximum crack widths were similar, but the number of pore slits in the laboratory mud cake was greater than in the natural core, which is one of the reasons that the prepared mud cake was more permeable than the natural core.

The surface of the artificial mud cake

The surface of the natural shale core
Since the permeability of the laboratory-prepared mud cake was close to that of the natural core and the fracture width was on the same order of magnitude, the model mud cake was used as an alternative to the natural cores for the simulation of microfractures and blocking evaluation experiments.
X-ray diffraction (XRD) analysis of model low-permeability mud cake
The results of the physical phase analysis in Fig. 4 show that after activator QX-III activated the mud cake, C–S–H gels (2\(\theta \hspace{0.17em}\)= 23°, 27°, 29°, 31°, 32°, 35°, etc.) formed, and Ca(OH)2 (2\(\theta \hspace{0.17em}\)= 29°, 43°, 47°, 49°, etc.) and CaCO3 (2\(\theta \hspace{0.17em}\)= 26°, 30°, 36°, 43°, etc.) had significantly larger peaks. This was mainly because QX-III caused OH– to enter the mud cake in the process of activating the mud cake, breaking the Si–O–Si, Al–O–Al and Si–O–Al bonds in the clay so that the clay particles disintegrated and formed many dissolution pore channels. Then, Ca2+, OH−, CO32− and SiO32− in the filtrate and QX-III entered the pore channels and participated in the reagglomeration of depolymerized clay, forming colloidal C–S–H gels. A portion of Ca2+ combined with OH– and CO32− to form Ca(OH)2 and CaCO3. Formation of C–S–H gel and Ca(OH)2 effectively improved the strength of the mud cake, and the greater the amount that formed, the more obvious the enhancement effect of the mud cake. C–S–H gel and Ca(OH)2 were the main sources of the high strength of the mud cake. Both formed in the mud cake, which provided a hardening body for the mud cake and certainly contributed to greatly improving the strength of the mud cake.

XRD pattern of mud cake for a uncultured mud cake and b mud cake after adding materials to culturize
Laboratory simulation of microfractures in shale
There is currently no unified method for core simulation. Direct coring and laboratory preparation of cores are generally used in the laboratory to simulate pores and fracture experiments, but there is no unified laboratory simulation method for mud shale with microfracture development (Xu et al. 2016). In this study, considering the characteristics of the mud shale itself, metal silver pins were inserted in model mud cakes to simulate fractures in mud shale under low-permeability environmental conditions. If the fracture width and pore space are controlled by this means, then the cakes are very similar to the real mud shale low-permeability environment.
The permeability measured during the preparation of the low-permeability mud cake was recorded as K1. Then an ultra-fine silver needle was inserted in the newly formed but unconsolidated mud cake from one side of the filter paper. The needle completely penetrated the mud cake, and there was no other secondary damage from the standard piercing seam making operation. After the seam formation was completed, the filter paper was replaced, and the amount of loss of water from the mud cake was measured again as above. Then, the permeability of the mud cake was calculated and recorded as K2.
Accurate determination of crack opening
When using metal silver needles to puncture the seam, the width of the model fracture was affected by a variety of factors, causing it to change during the process of forming the mud cake. Therefore, the width of the model fracture was further studied and determined.
As shown in Fig. 5, the area of the prepared mud cake was A, the opening of the artificial fracture was d, and the thickness of the mud cake (the depth of the artificial fracture) was h. It was assumed that the length and width of the fracture did not change with the fracture, the liquid flowed through the fracture as a stable seepage, and the increased value of the permeability of the mud cake after the artificial fracture of the mud cake was provided by the fracture, i.e., the mud cake seepage was pore-fracture dual-medium seepage. The total flow rate was Qt, the pore flow rate was Qm the fracture flow rate was Qf, and:

Schematic diagram of the microscopic enlargement of cracks
where \(Q_{{\text{f}}}\) is the fracture seepage flow, m3 s−1; \(Q_{{\text{t}}}\) is the total seepage flow of the mud cake, m3 s−1; \(Q_{{\text{m}}}\) is the pore flow, m3 s−1.
According to the Boussinesq equation (Mi et al. 2014) (assuming that the fracture section is a square with side length d), the liquid flow rate through the fracture of unit length is:
where \(q\) is the seepage flow per unit length of fracture, m3 s−1; \(d\) is the crack opening, m; \(\mu\) is the filtrate fluid viscosity, Pa s; \(p\) is the pressure filtration, Pa.
The flow rate of liquid flowing through n slits with length c is:
where \(n\) is the number of cracks:
where \(A\) is the cake filtration area, m2; \(K_{{\text{f}}}\) is the mud cake fracture permeability, μm2.
Then, the fracture permeability is:
According to Darcy’s law, the fracture permeability of mud cake is as follows:
where \(\Delta P\) is the pressure filtration, Pa.; \(h\) is the fracture depth, m.
Thus
The equation for the crack opening is obtained as follows:
where \(V_{{\text{f}}}\) is the volume of liquid penetrating through cracks, m3; \(t\) is percolation time, s.
In this paper, Eq. (13) is replaced by the common units used in the laboratory; \(\mu\)(Pa·s) is replaced by 103 \(\mu\)(mPa·s); and \(\Delta P\)(Pa) is replaced by 10–5(MPa). Substituting.
\(A\) = 25.3 cm2, \(\Delta P\) = 3.5 MPa, \(t\) = 1800s, \(\mu\)(25 °C) = 0.89 mPa s, \(\mu\)(90 °C) = 0.31 mPa s.
gives
Research on the simulated penetration of microcracks
In the process of using a silver needle to puncture the mud cake made in the laboratory, whether the mud cake is formed affects the success of a crack simulation. If the mud cake is not completely dry and the surface is wet, then the strength and toughness of the mud cake are insufficient, which causes the mud cake to reclose the punctured part after the penetration of the silver needle. Therefore, the prepared mud cake was heated and dried in an electric blast drying oven. To prevent damage and influence on the structure and properties of the prepared mud cake due to the long-term high-temperature conditions, the temperature should not exceed 50 °C. Here, the heating temperature was 50 °C. The diameter of the metal silver needle was 0.25 mm, the number of cracks was 9, and the jack arrangement was linear vertical cracks. The results of the effect of drying time on cracks are shown in Fig. 6.

The effect of drying time on cracks
As we can see by Fig. 6, the lowest water loss and permeability of the mud cake were observed when the heating time was 2 h. Figure 7a, b show that when the mud cake was heated and air-dried, the mud cake formation was influenced by the heating time. If the heating time was too short, the mud cake failed to dry and form, and if the heating time was too long, the mud cake solidified and cracked. From the above data, we know that under the condition of 50 °C, the heating time was controlled at 1–2 h.

a Mud cake with a heating time of 0.5 h. b Mud cake with a heating time of 10 h
Research on the influence of microcracks on mud cake permeability
Based on the above experiments, we simulated the mud shale mud cake with microfracture properties, and the preparation method was simple and mature, which effectively controlled the mud cake permeability from 9 × 10–4 to 1 × 10–3 mD. The thickness of the mud cake was controlled from 4 to 6 mm, and we also controlled the heating time to master the best time of mud cake formation, which was conducive to making interpenetrating seams with a metal silver needle.
To study the effect of cracks on the permeability of mud cake in more detail, we investigated the number of cracks, the insertion angle of metal silver needles, and the arrangement of metal silver needles in three directions.
The influence of the number of cracks on the permeability of mud cake
A 0.25 mm diameter metal silver needle was selected to perform the manual seam making operation, and the arrangement was linear, with the center of the filter paper as the starting point for seam making. Then, the seam making operation was performed at 5 mm intervals along each side of the line, and the insertion direction was 90° vertical. The number of seams made was 5–20, and then the clear water permeability of the mud cake was measured. The results are shown in Fig. 8. In this figure, the average thickness of the foundation mud cake was 4.5 mm, the diameter of the needle was 0.25 mm, all of the needles were inserted vertically at 90°, and the arrangement of the sockets was linear.

Influence of fracture number on mud cake permeability
Figure 8 shows that the number of crack seams was positively correlated with mud cake permeability; the higher the number of cracks was, the greater the water loss. This shows that the degree of crack development had a great influence on the permeability of the mud cake, and the fine cracks caused the drilling fluid to intrude into the formation when drilling into the mud cake formation system. According to the experimental results, when the number of crack seams created with silver needles increased from 5 to 20, the equivalent fracture width ranged from 8.76 × 10–5 to 4.28 × 10–5 m, and when the number of cracks was 9, the water loss after seam construction reached 4.0 mL. The width of each fracture was approximately 4.39 × 10–5 m. With the increase in the number of cracks created, the equivalent fracture width changed. The variation in the equivalent crack width with the increase in the number of cracks was not large and concentrated at approximately 45 μm, so we chose the optimal number of cracks to be 9. In addition, the diameter of the silver needle also affected the mud cake permeability, so we further investigated the effect of needle diameter on making seams in the mud cake.
The influence of crack width on mud cake permeability
During actual mud shale drilling, very small microfractures can cause drilling fluid to intrude into the surrounding formation. This indicates that the width of the fracture can have a great impact on the mud shale permeability, so we studied the effect of fracture diameter on mud cake permeability. We achieved different diameter fractures by choosing different metal silver needle diameters. Next, we jacked in a vertical direction with 9 cracks and measured the clear water permeability of the mud cake under various conditions. The results are shown in Fig. 9.

The effect of crack width on mud cake permeability
Figure 9 shows that the water loss of the mud cake increases with increasing diameter of the metal silver needle. That is, the permeability of the mud cake increased with increasing crack diameter, which was consistent with the conclusions obtained in the related literature (Fan et al. 2016).
The influence of crack inclination angle on mud cake permeability
When clear water penetrates through mud cake cracks, different inclination angles of the cracks result in different distances for clear water to flow, and the frictional resistance of the clear water in the cracks is also different. We changed the inclination angle by controlling the angle of metal pin insertion, and we used a linear seam made with 6 seams at 90°, 75°, 60°, 45°, 30°, and 15° to study the effect on mud cake permeability. The schematic diagram of inserting mud cakes at different angles is shown in Fig. 10.

Schematic diagram of inserting mud cake at different angles
In experiments where we used the above method to effectively control the inclination angle of each model seam, we controlled the thickness of the mud cake at approximately 4 mm. The experimental results are shown in Table 1. Where the diameter of every silver needles was 0.25 mm, and the number of stitches was 9.
The data in Table 1 show that the water loss of mud cake was greatest when the crack was 90° and least when the crack was 15°. The smaller the crack inclination was, the longer the channel of water flowing through the crack, the greater the duration of the frictional resistance between water and the crack, and, due to the adsorption of water by clay, the greater the specific surface area of clay in contact with water in the flowing channel. As a result, the surface free energy and water adsorption ability of the clay surface increased, which narrowed the fracture channel to prevent the further passage of water and caused residual water in the fracture to have a smaller effect on water loss.
The effect of fracture arrangement on mud cake permeability
In the above experiments, we studied linear fractures. Next, we investigated whether different arrangements of fractures affected mud cake permeability. Therefore, four types of arrangements were designed: linear, matrix, circular, and cross. The arrangements of the cracks are shown in Fig. 11. Where the direction of each crack is vertical:
-
Linear: take the center of the filter paper as the initial seam point and then seam every 5 mm along the same linear direction;
-
Matrix: take the center of the filter paper as the initial seam point and then perform the seam operation every 5 mm along the edge of the filter paper in the diagonal direction of the matrix;
-
Circular: take the center of the filter paper as the center of the circle and select the distance along the circle with a radius of 15 mm for seam operation;
-
Cross: take the center of the filter paper as the initial seam point and conduct the seam operation every 5 mm along the edge of the filter paper in the direction of a cross.

Schematic diagram of the arrangement of cracks
The clear water permeability of the respective mud cakes was then measured, and the results are shown in Table 2. Where the number of holes in the mud cake was 9, the diameter of the metal silver needle was 0.25 mm, and the average thickness of the foundation mud cake was 3.5 mm, which was 90° vertical insertion.
The data in Table 2 reveal that the difference in water loss of the mud cake was not significant under the four arrangements. The possible reason for this result is that with proper fracture length, the fracture fluids did not interfere much with one other in the same plane and the same flow direction, so there was no behavior similar to interwell seepage interference.
Research on the influence of soaking time on mud cake permeability
Meng et al. (2015) and Zhou et al. (2016) investigated the effect of imbibition on the permeability of the matrix, natural fractures, and microfractures. Figure 12 shows a schematic that summarizes the general effect of water imbibition on the change in permeability for the matrix, natural fractures, and microfractures based on short-term and long-term imbibition tests by Meng et al. (2015) and Zhou et al. (2016), respectively. To investigate the relationship between the permeability and soaking time of mud cake prepared in this paper, water was added to the autoclave body to observe the permeability changes in mud cake soaked in water for 0.5 h, 1–24 h, 48 h, 72 h, 96 h, 144 h, 192 h, and 240 h. A schematic diagram of the experimental operation is shown in Fig. 13. The experimental results are shown in Fig. 14.

Schematic summarizing the general effect of water imbibition on the change in permeability for a the matrix and natural fractures, b microfractures, and c the sample (Singh 2016)

Schematic diagram of mud cake soaking

Variation in mud cake permeability with soaking time
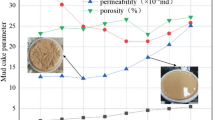
Figure 14 shows that the mud cake permeability underwent a small increase within 24 h of immersion and then does not change much. When the immersion time was 48–96 h, the mud cake permeability did not change greatly, remaining in the range of 9.49–9.82 × 10–4 mD. But when the immersion time reached 144 h, the mud cake permeability reached the order of 10–3 mD, and with the extension of the immersion time, the mud cake permeability rose more obviously. When the soaking time was 240 h, the mud cake permeability reached 1.3 × 10–3 mD. The figures shows that the single fracture equivalent opening did not change much, remaining at 3.93–4.93 × 10–5 m. The reasons that the mud cake maintained its permeability in a more stable fluctuation interval after a long soaking time are as follows.
To maximize the elimination of clay swelling in the mud cake during soaking, contact between clay particles in the cake and the liquid phase should be minimized while increasing the strength of the cake from perspectives.
-
1.
The film-forming agent XZ-CMJ is capable of spontaneous oxidative cross-linking, so XZ-CMJ can not only adsorb on the clay surface to inhibit its hydration but also adsorb on the rock surface to spontaneously polymerize and form a polymer film, which can seal the micropores and microfractures of the mud shale and reduce the development of secondary fractures and the pressure transfer of drilling fluid (Jiang et al. 2018). XZ-SSJ has a nanoscale and microscale multi-stage rough physical structure (see Fig. 15b). The surface modification with perfluorooctyltriethoxysilane further reduces its surface free energy and realizes the super double sparse performance on the solid surface. The double sparse inhibitor XZ-SSJ forms a rough physical structure on the solid surface, which significantly reduces the number of pores on the core surface and increases the surface roughness. It makes the filter cake denser, which helps to reduce the amount of filtration loss and prevent the drilling fluid from invading the mud cake. In addition, as shown in Fig. 16, the double sparse inhibitor changes the wettability of solid surfaces from hydrophilic and oleophilic to super double sparse (Ni et al. 2018).

Schematic illustration of the amphiphobic core surface treated by ANS (a), the surface microstructure (b), and the chemical compositions (c) (Ni et al. 2018)

Image of deionized water and hexadecane droplets on cores (Ni et al. 2018)
With the synergistic effect of the two, the mud cake achieved a superhydrophobic effect, and its hydrophobic mechanism is shown in Fig. 17.
-
2.
Semi-rigid fibers in water and silicon dioxide seal and plug the pores in the mud cake to contribute to the formation of a dense mud cake and prevent the destruction of the mud cake and loss of filtrate. MF-508, a polycarboxylate comb-like macromolecule, chelates with the calcium ions in the mud to produce a stable chelate, which makes the mud cake particles have an affinity for one other and thus enhances the cementation strength of the internal structure of the mud cake. LGE-1 is a high molecular long-chain material and is mainly an alkaline inorganic salt material. The polymeric long-chain substances provide skeletal support for the clay particles, while the small inorganic salt molecules fill the skeletal voids and promote the entry of molecules in the cement filtrate. QX-III promotes the formation of active silicate mud cake activators between the clay particles of the mud cake, thus providing favorable conditions for the mud cake curing agent LGE-1 to promote the formation of effective hardening bodies inside the mud cake, generating Ca(OH)2 and silicate. Gels such as Ca(OH)2 and silicate are also cementing hydration products, and thus they improve the compatibility of the mud cake with cement. While silicate gel fills the spaces between the clay particles to glue the dispersed clay particles together and improve the denseness of the mud cake, Ca(OH)2 covers the surface of the clay particles to hinder the hydration of the clay particles and improve the hardness of the mud cake, thus increasing the strength of the mud cake and enhancing the interfacial cementation strength. The mud cake curing agent LGE-1 added to the mud cake adsorbs between the clay particles and forms C–S–H gel and Ca(OH)2 hardener inside the mud cake. The C–S–H gel improves the density of the mud cake, acts as a cross-linker in the mud cake, improves the integrity of the mud cake, and Ca(OH)2 covering the surface of the clay particles hinders the hydration of the clay, increasing the resistance to water intrusion. The ability to improve the strength and quality of the mud cake improve the structural integrity and longevity of the mud cake simulated cracks in the experiment.

Schematic diagram of the hydrophobic mechanism
Figure 18a shows that the surface and internal structure of the mud cake were loose, and the strength and hardness were low when the mud cake curing agent was not used. (The white part is the loose structure void in the mud cake.) Fig. 18b shows that after the use of a mud cake curing agent, the solidification reaction took place inside the mud cake to form a dense solidified layer, which effectively filled the loose structure inside the mud cake, thus solving the problems of low strength and hardness. (The blue part is the state after the mud cake curing agent is filled and cured.)

Solidification mechanism of the mud cake curing agent: a before using the mud cake curing agent and b after using the mud cake curing agent
Conclusions
-
1.
Low-permeability mud cake was prepared in the laboratory to simulate the real environment of a low-permeability formation. The effective permeability was controlled between 5.9 × 10–4 and 1.1 × 10–3 mD, and the thickness of the mud cake was controlled between 3.2 and 3.7 mm.
-
2.
Based on the prepared low-permeability mud cake, the crack width was controlled by model seam formation with metal silver needles to simulate real cracks. In this paper, the recommended number of cracks was 9, the heating time was 2 h, the crack inclination angle was 90° and the arrangement of cracks was matrix type for the evaluation criteria of crack simulation.
-
3.
The addition of mud cake curing agent LGE-1 and activator QX-III greatly improved the strength and quality of the mud cake, and under the synergistic effect of the dual sparse inhibitor XZ-SSJ and film-forming agent XZ-CMJ, the mud cake achieved the super hydrophobic effect based on two mechanisms that improved the structural integrity and longevity of the mud cake with simulated fractures.
References
Ahmadi A, Zenner H (2005) Simulation of microcrack growth for different load sequences and comparison with experimental results. Int J Fatigue 27(8):853–861. https://doi.org/10.1016/j.ijfatigue.2005.02.005
Contreras O, Hareland G, Husein M, Nygaard R, Alsaba M (2014a). Application of inhouse prepared nanoparticles as filtration control additive to reduce formation damage. In: SPE international symposium and exhibition on formation damage control, Lafayette, Louisiana, USA. https://doi.org/10.2118/168116-MS
Contreras O, Hareland G, Husein M, Nygaard R, Alsaba M (2014b) Wellbore strengthening in sandstones by means of nanoparticle-based drilling fluids. In: SPE deepwater drilling and completions conference, Galveston, Texas, USA. https://doi.org/10.2118/170263-MS
Fan G, Zhang H (2008) Evaluation studies on the leakage proof and blocking experiment of the deep fractured reservoir. Explor Eng Rock Soil Drill Tunnel 35(7):80–83
Fan J, Qu X, Wang C, Lei Q, Cheng L, Yang Z (2016) Natural fracture distribution and a new method predicting effective fractures in tight oil reservoirs in Ordos Basin. NW China Pet Explor Dev 43(5):806–814. https://doi.org/10.1016/S1876-3804(16)30096-9
Gholami R, Elochukwu H, Fakhari N, Sarmadivaleh M (2018) A review on borehole instability in active shale formations: interactions, mechanisms and inhibitors. Earth-Sci Rev 177:2–13. https://doi.org/10.1016/j.earscirev.2017.11.002
Hou J (2017) A new method of plugging micro/nano meter cracks in hard, brittle shale. Pet Drill Tech 45(3):32–37
Jiang G, Dong T, Zhang X, Li Y, Zhao L, Liu P (2018) Study and application of a new high performance water base drilling fluid XZ. Drill Fluid Complet Fluid 35:49–55. https://doi.org/10.3969/j.issn.1001-5620.2018.02.008
Lichinga KN, Maagi MT, Wang Q, Hao H, Gu J (2019) Experimental study on oil based mudcake removal and enhancement of shear bond strength at cement-formation interface. J Pet Sci Eng 176:754–761. https://doi.org/10.1016/j.petrol.2019.01.066
Liu Y, Song T, Xu Y (2016) A new evaluation method for micro-fracture plugging in high-temperature deep wells and its application: a case study of the Xushen Gas Field, Songliao Basin. Nat Gas Ind B 3(2):158–164. https://doi.org/10.1016/j.ngib.2016.03.012
Liu J, Guo B, Qiu Z (2019) Experimental investigation on wellbore strengthening mechanism and tight fracture plugging drilling fluid based on granular matter mechanics. In: International petroleum technology conference, Beijing, China. https://doi.org/10.2523/IPTC-19144-MS
Meng M, Ge H, Ji W, Wang X, Chen L (2015) Investigation on the variation of shale permeability with spontaneous imbibition time: sandstones and volcanic rocks as comparative study. J Nat Gas Sci Eng 27:1546–1554. https://doi.org/10.1016/j.jngse.2015.10.019
Mi L, Jiang H, Li J (2014) The impact of diffusion type on multiscale discrete fracture model numerical simulation for shale gas. J Nat Gas Sci Eng 20:74–81. https://doi.org/10.1016/j.jngse.2014.06.013
Ni X, Jiang G, Liu F, Deng Z (2018) Synthesis of an amphiphobic nanofluid with a novel structure and its wettability alteration on low-permeability sandstone reservoirs. Energy Fuels 32(4):4747–4753. https://doi.org/10.1021/acs.energyfuels.7b03931
Qiu Z, Wang W, Dong Q, Wang H, Bao D (2015) Study and application of micro-nano plugging technology. Drill Fluid Complet Fluid 32(2):6–10. https://doi.org/10.3969/j.issn.1001-5620.2015.02.002
Ramandi HL, Armstrong RT, Mostaghimi P (2016) Micro-CT image calibration to improve fracture aperture measurement. Case Stud in Nondestr Test Eval 6:4–13. https://doi.org/10.1016/j.csndt.2016.03.001
Singh H (2016) A critical review of water uptake by shales. J Nat Gas Sci Eng 34:751–766. https://doi.org/10.1016/j.jngse.2016.07.003
Wang W, Zhao C, Luo J, Li C, Liu G, Geng T (2019) Development and application of the high temperature plugging agent PF-MOSHIELD for oil base drilling fluids. Drill Fluids Complet Fluids 36(2):153–159. https://doi.org/10.3969/j.issn.1001-5620.2019.02.004
Wang B, Sun J, Shen F, Li W, Zhang W (2020) Mechanism of wellbore instability in continental shale gas horizontal sections and its water-based drilling fluid countermeasures. Nat Gas Ind B 7(6):680–688. https://doi.org/10.1016/j.ngib.2020.04.008
Xu C, Kang Y, You Z, Chen M (2016) Review on formation damage mechanisms and processes in shale gas reservoir: known and to be known. J Nat Gas Sci Eng 36:1208–1219. https://doi.org/10.1016/j.jngse.2016.03.096
Zhang Q, Wang X, Wei J, Yang J, Xu Y, Zhang X (2009) The evaluation of fracturing cores and reservoir protection technology. Drill Fluid Complet Fluid 26(3):16–19
Zhou Z, Abass H, Li X, Teklu T (2016) Experimental investigation of the effect of imbibition on shale permeability during hydraulic fracturing. J Nat Gas Sci Eng 29:413–430. https://doi.org/10.1016/j.jngse.2016.01.023
Funding
This study was funded by the Young Scientific, Technological Innovation Team of Rock Physics in Unconventional Strata of Southwest Petroleum University (No. 2018CXTD13) and the National Natural Science Foundation of China (41772151), and the Chinese national science and technology special subject, "Shale gas horizontal well water drilling fluid research and experiment" (2016ZX05022001-002).
Author information
Authors and Affiliations
Contributions
XL was mainly responsible for the concept and design of the research and the critical revision of the important knowledge content of this paper. In this paper; YT contributed to obtaining data, analyzing and interpreting data, and submitting this article.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflicts of interest.
Ethical approval
The authors certify that this work is original, has not been published and will not be submitted elsewhere for publication.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Tian, Y., Liu, X., Luo, P. et al. Testing of drilling mud filter cake for low permeability micro-fracture plugging performance in shale rocks. J Petrol Explor Prod Technol 12, 3289–3302 (2022). https://doi.org/10.1007/s13202-022-01521-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13202-022-01521-1