
Abstract
Last two decades have brought commendable respect for biofilm processes in wastewater treatment. Preeminent components from both the biofilter processes and activated sludge are utilized in evolving the moving bed process which eliminates major pollutants, organic matter and nutrients from municipal as well as industrial wastewater. The present review work is an endeavor to focus on the moving bed biofilm process for wastewater treatment applied in different aspects. An overview of MBBR development along with the factors affecting the operational performance of the system is discussed. It also analyses and investigates the state of the art of MBBR process for organic matter and nutrient removal. The review further assesses the MBBR technology as a hybrid system with current findings. Furthermore, the scope for future research prospects and challenges of the moving bed process has been discussed.
Similar content being viewed by others


Need for a hybrid system
The conventional systems for wastewater treatment prior to the development of moving bed biofilm reactors were trickling filters, rotating biological reactors, fixed-film reactors, aerated submerged reactors, and membrane bioreactors (Rittmann 1982). These systems portray several demerits like large area requirement, mechanical failure and maintenance in case of rotating biological reactor; high capital and operational cost and malodor problem in trickling filters. Submerged reactors often face the issue of hydraulic instability and fixed film faces the problem of uneven distribution of biofilm and clogging of the biofilm growth media (Odegaard 2006). Biofilm treatment systems already in operation faced some operational difficulties such as improper development of biofilm and reduced transfer of mass leading to system inefficiency. Also, due to stringent discharge standards and pressure on the existing wastewater treatment plants, new technologies and modifications to the existing ones were realized. Hence, low-cost innovative technologies such as the addition of freely floating plastic media in the activated sludge for higher biomass concentration appeared. The main drivers behind the development of a system with free moving biofilm carriers were upgradation of existing wastewater treatment facilities and an increase in volume treatment capacity. Hence, an alternative of free-moving biocarriers was proposed to overcome the problems of other biofilm systems. The hybrid systems such as the LINPOR process and the moving bed biofilm reactor (MBBR) were developed in the late 80 s and early 90 s (Morper 1994; Gilligan and Morper 1999; Odegaard et al. 1994; Odegaard et al. 1999; Bassin and Dezotti 2018). The objective of continuously operating system without clogged media, a high specific biofilm area, and a low head loss led to the development of MBBR system (Odegaard et al. 1994).
Overview of MBBR process
In the late 80 s, a Norwegian corporation AnoxKaldnes collaborated with NTNU–Norwegian University of Science and Technology, a Water Treatment Research Group and invented the MBBR process. This new technology got patented and came to be known as Kaldnes Moving Bed™ Biofilm process (U.S. Patent No. 5,458,779; European Patent No. 0575314; Odegaard 1999; Rodgers and Zhan 2003). In 1990 in Lardnal, Norway the first MBBR facility became operational (Weiss et al. 2005). The Norwegian Dairies Association carried out some pilot-scale studies and suggested this new moving bed biofilm reactor is appropriateness to treat dairy effluents (Rusten et al. 1992). The technological advancements and economical design made moving bed biofilm reactors more attractive and popular. In 2006, around 400 real-scale wastewater treatment plants in 22 different countries using MBBR technology were in operation (Rusten et al. 2006; Kermani et al. 2008; Zafarzadeh et al. 2010; Koupaie et al. 2011). In 2007, Veolia acquired the AnoxKaldnes and continued with the original names for the developed biocarriers. In 2014, the number of functional MBBR plants increased to 1200 in around 50 countries (Biswas et al. 2014).
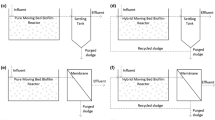
Moving bed biofilm process happens to be a modified version of the combination of a biofilter and the activated sludge process by utilizing the best from both without integrating the worst. The biomass is developed on freely moving carriers called biocarriers placed within the reactor using a suitable sieve system at the reactor outlet. The biocarriers come in different configurations, the most common being small plastic hollow cylinders. The biofilm in the reactor develops on these small polyethylene biocarriers having a high density of 0.95–0.98 g/cm3. In aerobic processes, the agitation caused during aeration process helps in the movement of biofilm carrier while in anoxic and anaerobic processes the movement of biofilm carrier is carried out by the agitator mechanically as shown in Fig. 1. The MBBR technology offers some advantages such as; increased volumetric treatment capacity, less clogging of carrier media and a low head loss. The reactor of the moving bed biofilm system encompasses the full working tank volume, like activated sludge, for the development of biomass. In contrast to the activated sludge and other biofilm reactors, there is no requirement for sludge recycling which saves from the hassle of removal of excess biomass. Another major benefit of using a moving bed biofilm reactor reveals that the volume of the biofilm media carrier to be used can be assessed as per the requirement and quantum of treatment. Thus, the specific biofilm area can be altered accordingly. However, the criteria for the volume of carriers to be used are recommended to be 67% of the total reactor volume and in any case, should not be more than 70%. For instance, the 70% filling criteria is applied with potential growth area of the film of 500m2/m3 and the specific surface for the biofilm growth will be around 350m2/m3 as biofilm development is inside the carrier (Odegaard 2006). The concentration of biomass in MBBR approximately lies within a range of 3–4 kg SS/m3 which is analogous to that of activated sludge, while the fixed biomass can go up to 10,000–12,000 mg/L. Due to such a high biomass concentration, the volumetric removal rate in a moving bed process is high well enough as compared to other such systems and therefore considered as a much more feasible process (Odegaard 1999). Figure 1 shows the working principle of moving bed biofilm reactor in aerobic and anoxic processes.

Working principle of moving bed biofilm reactor in aerobic and anoxic process
The past two decades led to the establishment of MBBR technology which gained recognition due to its simplicity, robustness, flexibility, and compactness for the treatment of wastewater (Weiss et al. 2005; Jenkins and Sanders 2012). The system proves to be a step ahead of the surface aeration system revealing an enormous potential in reducing the contamination and pollution load (Das and Naga 2011). The MBBRs establish to be one of the best alternatives and are an astonishing alternative involved in the treatment of numerous types of wastewaters due to the consistency of the system and ease of operation. Also, advancements in the design and operation result in decreased footprints, considerably lowering the suspended solids generation, generation of better quality, and reusable water that ultimately minimizes the disposal of effluents. Investigation by various researchers revealed the fact that MBBR technology has proved to be successful in treatment of municipal and industrial wastewater such as pharmaceutical wastewater, pulp and paper, laundry, and dairy wastewater (Brinkley et al. 2007; Vaidhegi 2013; Biswas et al. 2014; Bering et al. 2018; Singh et al. 2018; Santos et al. 2020). The system is also advantageous in aquaculture, denitrification of drinking water and other surface water operations (Kermani et al. 2008; McQuarrie and Boltz 2011). Several investigations revealed that MBBR proves to be an improved treatment technology for industrial and municipal wastewater. The MBBR system has a removal efficiency of 90% for COD when compared to an activated sludge process for tannery effluent (Goswami and Mazumdar 2016). When it comes to textile wastewater, efficiency as high as 98.5% was achieved (Erkan et al. 2020).
The MBBR has many variants established in different parts of the world as a result of diverse carriers used for biofilm development with the same underlying principle. Some of the prominent are LINPOR, Captor, PEGASUS, and others. The LINPOR process (Morper 1994; Gilligan and Morper 1999) developed in Germany makes use of highly porous plastic foam cubes that act as biofilm carriers and occupy 10–30% of the liquid volume. This suspended porous media along with the freely suspended biomass gives a much higher total biomass concentration allowing the system to operate at higher loading rates. The LINPOR process can be configured according to the objective of carbon-ammonia reduction (LINPOR-CN) and total nitrogen (LINPOR-N) removal. The suspended biomass varies from 4000 to 6000 mg/L whereas the fixed biomass can be as high as 12,000–16,000 mg/L. PEGASUS, a Japan registered trademark of Hitachi is an advanced technique favouring nitrification which involves immobilization of microorganisms on nitrifying pellets known as Bio-N-cubes made of polyethylene glycol. It has a low residence time of 6–8 h and can be easily applied to the existing tank size (Pegasus, Japan; Benakova et al. 2018).
Regardless of the huge number of MBBR plants worldwide, the literature owing to MBBR, especially on organic matter, nutrients removal and MBBR as hybrid systems is limited in comparison to other traditional systems (Dezotti et al. 2018). In times like today, it is the need of the hour to upgrade the existing treatment plants with stumpy additional costs to escalate the volumetric treatment capacity burdened due to increasing population. Furthermore, it is crucial to look for treatments that lessen the burden on the environmental resources owing to easy installation and function by occupying limited space.
Factors affecting formation of biofilm
Biofilms are complex heterogeneous microbial aggregates interacting in a self-produced system of extracellular polymeric systems. The extracellular framework contains polysaccharides, nucleic acids, proteins, lipids and some other biopolymers and humic substances. The formation of biofilm on the surface of biocarriers takes place through the process of cell attachment and growth leading to a mature biofilm (Flemming et al. 2016). The physicochemical characteristics of the biofilm which incorporate configuration, surface charge, settling and dewatering properties, flocculation, and adsorption ability are profoundly affected by the EPS (Flemming and Wingender 2010). The factors that proselytize the process of formation of biofilm are nutrients, pH, temperature, surface topography, velocity, turbulence, and hydrodynamics.
Effect of pH, nutrients and temperature
Biofilm development is at the control of the availability of nutrients and hence it flourishes when nutrient availability is high. The bacteria derive nutrients by purging traces of organic compounds in the form of extracellular polymers and by accumulating biochemical resources through different enzymes for breaking down food. pH fluctuations vastly affect the growth of biofilm as it overpowers several mechanisms and casts detrimental effects on microorganisms (Ells and Hansen 2006). During major pH fluctuations, bacteria modify protein activity and synthesis related to various cellular processes. The ideal pH of polysaccharide production differs among a variety of species, but for most bacteria, it is neutral at around 7 (Oliveira et al. 1994). Activities of microbes are extremely receptive to temperature changes. Optimum temperature leads to abundant healthy bacterial population growth whereas a small change could scale back the efficiency of bacterial growth (Ells and Hansen 2006).
Hydrodynamics, turbulence and velocity
This parameter governs the bacterial potential to bind to a surface. During the colonization process, the surfaces ruggedness increases the bacteria's adhesion to substrates, with increased surface area for cell immobilization. Additional factors like hydrophobicity, charge and elasticity also impact microbial attachment (Prakash et al. 2003). A boundary layer is a film where turbulent flow is not experienced. The region outside of this layer has elevated turbulent flow and influences cell attachment to the surface. When exposed to a high turbulence boundary layer reduces in size. The structure, formation, EPS production, biofilm’s metabolic activities, and thickness are greatly influenced by hydrodynamic conditions (Simoes et al. 2007). In MBBR, the role of biofilm is of utmost significance as without a functional biofilm the system would fail. It has been shown that an effective thickness of less than 100 µm facilitates substrate diffusion (Dezotti et al. 2011). Moreover, for maximum substrate diffusion, even thin biofilms are preferred which can be achieved through sufficient turbulence by homogeneous mixing.
Factors affecting MBBR operational performance
Biofilm carriers
The biofilm carriers act as the soul of the system and the efficiency of the MBBR systems is primarily dependent on them apart from other parameters. Effective or specific surface area is the portion of the biomedia which is inside the biocarrier on which the biofilm grows and directly affects the efficiency of the process. The biocarriers to be used can be modified according to the process be it aerobic or anoxic/anaerobic which also is a huge and prime advantage of the MBBR technology. Such as, for rapid growing heterotrophic biofilm in aerobic systems a suitable biocarrier would contain wider openings to minimize specific surface area loss. Whereas, media with small openings and large effective surface area benefit the slow-growing autotrophic microbial biofilm (nitrification and annamox processes). Odegaard et al. (2000) in an investigation suggested that the configuration of the biomedia carrier must also rely on OLR in terms of g COD/m2.d for organic matter removal. The hydrolysis of particulate and slowly biodegradable organic matter can be affected by long residence time (> 2–3 h) in a bioreactor. Also, the settleability of the biomass leaving the bioreactor diminishes with rising organic loading rate. Therefore, the high-rate systems should be equipped with enhanced settling systems such as coagulation or other separation techniques to minimize clogging of biomedia (Odegaard 2000; Al-Amshawee and Yunus 2021). Chu and Wang (2011) conducted an investigation and compared two different biofilm carriers, polymer polycaprolactone (PCL) and inert polyurethane foam (PUF) for organic matter and nitrogen exclusion from wastewater with low C/N ratio. The outcomes indicated that TOC and ammonium removal efficiency was 90% and 65% and observed to be higher in case of using PUF as carriers. By using PCL carriers, removal efficiency of TOC and ammonium was 72% and 56% with 14 h HRT. The study inferred that with biodegradable PCL carriers MBBR was capable of proficiently treating the wastewater with low C/N ratio in terms of TN removal. Ashkanani et al. (2019) investigated the effect of biocarrier shape and surface area on ammonia removal from secondary wastewater using MBBR with three AnoxKaldnes media (K3 (500 m2/m3), K5 (800 m2/m3) and M (1200 m2/m3) with 30% media filling capacity. The ammonia removal percentage found at 20 °C was 87.3%, 71.8% and 47.2% for the biocarrier K3, K5 and M, respectively. They concluded that biocarriers with higher specific areas have a higher tendency to become clogged and hence K3 media performed the best among the three. Comparison between sponge biocarriers and K5 plastic carrier at HRT of 6 h revealed that 86.67% and 91.65% ammonia removal was achieved from aquaculture wastewater (Shitu et al. 2020). Mazioti et al. 2021 used AnoxKaldnes K3 and Mutag BioChip media in lab-scale aerobic MBBR for saline bilge water treatment at 40% fill. Here also, K3 media performed better with 86% COD removal as compared to Mutag BioChip with 76% COD removal. Hence it is of utmost importance to choose a biofilm carrier as it greatly impacts the system’s cost-effectiveness, development of biofilm and treatment efficiency. It is essential to maintain the requisite biofilm thickness for pollutant removal (Luo 2001; Zhao 2019a, b). A superior biocarrier should possess the following qualities; non-biodegradability, insolubility, low density, high mechanical resistance, high effective specific surface area with an inert, and non-toxic environment for microbial growth (Chaudhary 2003; Dias et al. 2018).
Different types of biocarriers including high-density polyethylene (HDPE), polypropylene (PP) or polyethylene (PE) are available in various shapes and sizes having a density less than water. Of the various brands of media available, the original AnoxKaldnes K1 media is the most dominating for the treatment of various categories of wastewater, while the K3 and K5 carriers are more suitable and often preferred for new systems. However, for slow-growing microorganisms including nitrifiers and Annamox the patent name biofilm Chip M is explicitly considered due to its enormously high-specific area (Haandel et al. 2012). The plastic carriers used has a long-life span of 10–30 years, while in operation as the media do not disintegrate and degrade easily and also do not require frequent replacement or replenishment. The physical properties of numerous biofilm carriers available in the market and in use have been composed and summarized in Table 1.
Filling fraction
The quantity of biofilm media carriers added to the reactor is referred to as the filling fraction. One of the main advantages that the MBBR system offers is that the filling fraction can be altered according to the requirements. The efficacy of MBBR generally relies on the volume percentage filling of the biocarrier which is around 60 to 70% of the empty volume of the reactor (Odegaard 1999; Leiknes and Ødegaard 2001). However, this high percentage of carrier filling is reported to decrease the mixing efficiency in the reactor which might happen due to the constant collision of carriers. This shearing action prevents significant biofilm development on the exterior surface of biofilm carriers leading to the importance of the inner specific surface area to be a vital design component (Weiss et al. 2005). However, the biomass growth can be affected by the shape and size availability of various types of carrier media that depend on the effective specific surface area per unit reactor volume. Di Trapani et al. (2008) carried out various studies related to diverse fill-fractions used for MBBR and depicted that the COD and TSS removal efficiency of a reactor decreases with respect to adequate fill-fraction. This ultimately results in competitiveness between the biomass suspended and attached to the media carrier in the reactor. It was evaluated that the COD removal efficiency at a fill fraction of 35% was higher as compared to 66% of fill-fraction. On the other hand, with a 66% fill fraction, the nitrification efficiency was observed to be higher due to the high amount of slowly growing nitrifiers preserved in the tank. Gu et al. (2014) studied the consequences of media filling ratio on MBBR’s efficacy in terms of thiocyanate, COD, phenol, and ammonia removal at 20 h HRT from coking wastewater. The experimental investigations were carried out under diverse media filling ratios variation from 20 to 60%. The highest COD, phenol and thiocyanate removal efficiency of 89%, 99% and 99% were obtained at carrier filling ratio of 50%. Pascual et al. (2016) carried out a pilot-scale study with MBBR-MBR system in Spain to treat urban wastewater. They used K1 AnoxKaldnes media at 20%, 35% and 50% fill with 24 h HRT. They reported that 86% COD and 91% BOD5 were removed at filling ratio of 35%. Zhao et al. 2019a, b studied organic matter and nitrate from municipal wastewater in China at filling ratios of 20%, 30%, 40%, and 50%. Maximum COD removal of 55% was achieved at filling ratio of 50% while nitrate removal of 94% was achieved at both 20% and 50%. Bakar et al. (2020) studied the performance of lab-scale MBBR for palm oil effluent treatment and used two media, namely black plastic filter and hexafilter with 25%, 50% and 70% filling fractions. They concluded that both the media showed 59.4% COD and 94.4% NH3-N removal at 50% filling fraction. Hence, it is evitable to determine the objective of MBBR and accordingly adjust the filling ratio as organic matter is removed at a higher filling fraction of 50% and 60% while nutrient removal is more effective at 30% and 40%.
Dissolved oxygen
In an examination by Wang et al. (2006) to facilitate viable COD removal it was recommended that dissolved oxygen concentration be kept to more than 2 mg/L. It was also reported that as the concentration of DO decreased from 2 to 1 mg/L COD removal efficiency in a reactor decreased by 13% thus indicating DO to be a limiting factor. Erstwhile, COD removal efficiency increases by 5.8% as DO level in the tank increases from 2 to 6 mg/L. Also, DO diffusion through the biofilm is presumed to be a rate-determining step for the media during nitrification. It is pertinent to mention that nitrification is a DO-dependent process. It was put down that a maximum N-removal efficiency of 89.1% was obtained at a DO concentration of 2 mg/L. However, at DO concentrations of ˂1 mg/L, the anoxic conditions in the system ultimately result in the enrichment of ammonia in the effluent. The oxygen supply is responsible for providing air as well as sustaining the carriers in suspension. Hence, the reactor should be designed in ways that ensure a uniform air supply that keeps the carriers moving and does not shear off the prime biofilm from the media (Bassin and Dezotti 2018).
Hydrodynamics and biofilm development
The mass transfer of compounds in and out of the biofilm is a rapid process and determines the transfer of solutes from liquid to the biofilm. In a thick biofilm, the diffusion of compounds from the liquid to the microbial cells is slow to the interior of the biofilm on the media. Hence, thin and uniformly distributed smooth biofilm is required to be developed on the carrier media for smooth functioning of the system which should be around 100 µm for penetration of substrate to the interior of the biofilm. For such a biofilm, the nature of the carrier media and sufficient turbulence is necessary for the maintenance of a thin biofilm and efficient performance of the reactor. The turbulence shears off the excessive biomass from the carrier retaining the adequate thickness of the biofilm creating space for the growth of new cells. Hence, maintaining an appropriate level of turbulence additionally sustains flow velocity which makes the reactor efficient in terms of performance and stability. However, too high turbulence causes collision and abrasion of media and is prohibited as it tends to detach the biomass from the carrier media decreasing the system’s performance. So, the carrier media is supplied with external fins to protect the established biofilm and to encourage the development of biofilms in the reactor (Leiknes and Odegaard 2001; Bassin and Dezotti 2018).
Biofilm development may be defined as the difference between attachment and detachment of the total biofilm growth in the system. This process of biofilm development is based on a phenomenon that depends on microorganisms’ ability of adsorption and desorption on the solid surface along with biofilm thickness, attachment and detachment of the biofilm from the biofilm carrier (Characklis 1990). One of the most favorable environments for microorganisms to adhere and develop on the carrier media is the solid–liquid interface in between the biofilm and medium. The physico-chemical characteristics of the water such as temperature, nutrient concentration, pH, and ions carry out a significant role in developing the biofilm on the solid surface (Donlan 2002). During the startup of the reactor, the formation of biofilm is slow, especially with high turbulence which prevents the biofilm to develop on the media. Hence, inoculation of mixed culture of microorganisms from an activated sludge system is a necessary and crucial step to ensure the stable performance of the reactor. After some time the biomass adapts to the conditions of the reactor and the nature of wastewater leading to a uniform growth of biofilm on the media (Morgan-Sagastume 2018).
State of the art
Organic matter removal
The MBBR technology is excessively used for COD and BOD removal with the design of the system depending on the characteristics of wastewater, biodegradability of effluent, available surface area for biofilm growth, and prescribed effluent discharge standards. Table 2 shows the application of MBBR for different categories of wastewater. Odegaard (2006) reported that the total organic loading should not surpass 65–85 g CODtotal/m2/d or 15–20 g BOD5/m2/d for wastewater comprising of high rate systems.
The premier investigations incorporating pilot MBBR plants were conducted for dairy wastewater (Rusten et al. 1992), municipal wastewater (Odegaard et al. 1994), and mill effluent (Broch-Due et al. 1994). Aygun et al. (2008) in lab-scale study examined the consequences of high OLR on removal efficiency of COD using MBBR with Kaldnes biomedia K1 at filling percentage of 50%. The system was operated under different OLRs of 6, 12, 24, 48, and 96 g COD/m2d. With increase in OLR from 6 to 96 g COD/m2.d, COD removal efficiency diminished from 95.1 to 45.2%. The average biofilm concentration of 3.28 kg TSS/m3 was observed in the reactor with the highest OLR. However, at an influent CODtotal concentration of 500 mg/L, the TSS production and total COD removal ratio was found to be 0.12 kg TSS/kg CODtotal. Chen et al. (2008) conducted a leachate treatment examination using MBBR with sequencing anaerobic–aerobic configuration and investigated the reactor’s performance for concurrent COD and ammonia removal. The COD removal efficiency of 91% at an OLR of 4.08 kg COD was observed in the anaerobic MBBR. However, with an increase in OLR to 15.70 kg COD/m3d total COD removal of 86% was reported. The total COD removal efficiency of the system diminished slightly to 92% from 94% as OLR was amplified from 4.08 to 15.70 kg COD/m3d concluding that removal efficiency can marginally decline with increase in OLR. So, it can be confirmed that due to high biomass accumulation in a biofilm process MBBR reactor can be operated under high OLR conditions along with ensuring elevated treatment capacity and operational constancy making MBBR a prospective option for treatment of high strength wastewater. Javid et al. (2013) conducted a study by upgrading aerobic pilot-scale MBBR process with 60% of media filling for municipal wastewater treatment with a specific biofilm surface area of 500m2/m3. Removal efficiency of BOD5 and COD was assessed at different HRT of 1, 1.5, 2, 2.5, 3, and 4 h. It was reported that at low HRT values the system produced better quality effluents with average BOD5 removal efficiency of 88%. Gulhane and Ingale (2016) in a lab scale study used three different MBBRs with an amalgamation of attached and attached-suspended growth processes. The maximum BOD, COD and TS removal efficiency of 86%, 84%, and 83% were reported at 10 rpm rotational speed while the minimum removal efficiency of COD, BOD, TS was 72%, 75%, 64% at rotational speed of 20 rpm. Pal Shailesh et al. (2016) conducted a study using MBBR and assessed the BOD and COD removal from dairy wastewater. The reactor was quite successful in the removal of 85% of BOD and 55% of COD with 12 h HRT. The filling ratios for the MBBR tanks in between 30 to 50% indicated that MBBR with polypropylene media as biofilm carrier proves as a very successful method for organic matter removal from dairy wastewater. Pratiwi et al. (2018) investigated the elimination of COD and azo dye (Remazol Black 5/RB 5) by MBBR along with ozonation as a pre-treatment process. In MBBR with 1 h detention time, the efficiency of color removal was 86.74% along with pre-treatment using ozonation. The color removal efficiency of 68.6% was achieved without ozone pre-treatment. It was observed that a higher detention time led to a higher removal efficiency of COD and color. The optimum COD and color removal efficiency of 96.9% and 89.13% was achieved in 24-h detention time respectively. Patel et al. (2018) and di Biase et al. (2019) have given extensive reviews about the applicability of MBBR for removal of a wide variety of pollutants from municipal and industrial effluents. Zkeri et al. (2021) studied methanogenic MBBR combined with aerobic MBBR for dairy wastewater treatment. The COD removal efficiency was 93% and TKN removal was 99%. Thus, the MBBR can be configured as per requirement keeping in view the purpose of wastewater treatment as shown in Fig. 2. Step 1 can be configured when phosphorus removal is required with chemical coagulation and flocculation as post treatment. Whereas Step 2 is for high rate MBBRs. Step 3 is for upgrading the activated sludge plants with MBBR as pretreatment.

Configurations of Moving Bed Biofilm Process for different applications
Nutrient removal
Nitrogen can be exceedingly eliminated by nitrification and denitrification. Denitrification is an anoxic process in which denitrifying microbes consume biodegradable carbon and solubilize nitrates and nitrites to nitrogen gas. Aerobic autotrophic bacteria, mainly Nitrosomonas and Nitrobacter are responsible for nitrification. Nitrosomonas oxidizes ammonia to nitrite whereas Nitrobacter oxidizes nitrite to nitrate. Phosphorus and nitrogen both can be readily removed using different MBBR configurations as shown in Fig. 2. Removal of nitrogen can be achieved by different combinations where nitrification process can be configured depending on the pre-treatment used and water characteristics (Step 4). For improved nitrification, MBBR can be placed after a conventional activated sludge (Step 5). This enhances the performance of the reactor and enables it to meet stricter ammonia standards. Activated sludge and MBBR can also be combined as shown in Step 6 for decreased retention time. Step 5 and 6 both are efficient in the removal of ammonia as well. For removal of phosphorus, pre-denitrification is configured where coagulants are added in the last stage (Step 7). In the post-denitrification process, carbon can be added after which chemicals are added for phosphorus removal (Step 8). Another feasible option is pre and post denitrification which significantly lowers the reactor volume and carbon requirements (Step 9) (Odegaard 2006).
Zafarzadeh et al. (2010) came out with a study using MBBR based on anoxic and aerobic reactors for the treatment of synthetic wastewater containing glucose and ammonium filled with 40 and 50% (v/v) with K1 biofilm carriers, respectively. The aerobic reactor was shown to have a high and average typical nitrification rate of 49.4 and 16.6 g NOx-N/kg VSS per day. The anoxic reactor has however reported high and average specific denitrification rates of 156.8 and 40.1 g NOx-N/kg VSS/day. The findings demonstrated that in the aerobic reactor a steady partial nitrification with high ratio of 80% to 85% of NO2-N/NOx-N can be achieved during high ammonium concentration and DO concentration less than 1.5 mg/L. The average removal efficiencies of ammonia, total nitrogen, and CODsoluble were 99.75%, 98.23%, and 99.4% under optimum conditions respectively. Shore et al. (2012) conducted a lab scale study using MBBR as a tertiary treatment stage for removal of ammonia in effluents with 35–45 °C temperature. At these temperature conditions, the reactors effectively removed more than 90% of influent ammonia at concentration of 19 mg/L NH3–N in both industrial and synthetic wastewater. However, biodegradation was not observed at 45 °C, even though nitrification was found to be improved rapidly at 30 °C. Hence, the temperature is a crucial parameter that affects biofilm formation as microorganisms carry out metabolic activities within a specific temperature range. Poojashri et al. (2016) in a study examined the nutrient removal using polyurethane foam in MBBR from synthetic wastewater. The COD, phosphate, ammonia nitrogen, and nitrate removal efficiency of 97.74%, 94.16%, 95.48%, and 95.23% were observed in MBBR with 10% polyurethane foam (PUF) by volume respectively. However, phosphate, ammonical nitrogen and nitrate removal of 75.52%, 97.32% and 97.18% were reported with PUF of 20% volume, respectively. The MBBR with PUF of 30% volume efficiently removed 98.2%, 87.02%, 87.02%, of ammonia nitrogen, nitrate and phosphate, respectively. Rudi et al. (2019) studied the microbial process in the biofilm of moving bed reactor for removal of biological phosphorus for a year. The average removal efficiency of phosphorus was 94 ± 0.5% and CODsoluble was 66 ± 0.07%. It was reported that temperature was the main element affecting the microbial processes and phosphorus removal. Thus, MBBR configurations are capable of treating industrial and municipal wastewater, denitrification for potable water, and can be efficiently applied at secondary or tertiary stages (McQuarrie and Boltz 2011; Dash and Mallikarjuna 2022).
MBBR as hybrid systems
MBBRs not only work exceptionally well as a single unit with pre-treatment but also portray escalating efficiency when combined with other treatment systems. Rusten et al. (1997) compared operating conditions of three converted and two new MBBR plants with chemical precipitation using Al3+ as coagulant. For the three converted plants, removal efficiency of phosphorus was more than 90% and that of BOD was 94%. Whereas for the new plants, COD removal efficiency was 94%, 96% for BOD and 97% for phosphorus. They also included the conversion costs to MBBR plant which was US$ 7,000. This included aeration system, biofilm carriers, sieves etc. However, if the original RBC had to be replaced, it would have cost US$ 16,700 proving that MBBR significantly reduces capital and operational costs. Wang et al. (2006) used chemical precipitation and MBBR as a combined system for sewage treatment. The MBBR system was employed for removal of nitrogen with simultaneous nitrification and denitrification (SND). The Iron(II) sulphate heptahydrate solution was added to MBBR at different ratios of total phosphorus to iron(II). The SND successfully removed around 89.9% of total nitrogen when DO concentration was 2 mg/L. The TP and TN removal efficiency of 90.6% and 89.1% respectively was found thus indicating that a combination of chemical precipitation and MBBR proves to be a very successful route for comprehensive removal of nutrients from wastewater. Shin et al. (2006) carried out investigations using MBBR and chemical coagulation as a combined process for textile wastewater treatment. The pilot plant system comprising of 3MBBRs including anaerobic, aerobic and aerobic connected in sequence and packed with 20% (v/v) of polyurethane-activated carbon (PU-AC) as a biofilm carrier were used for treatment. The effluent from these reactors was treated by using chemical coagulation process with FeCl2 as coagulant. MBBR had HRT of 44 h and 70% of color with 85% of COD removal was observed along with relatively low MLSS concentration. The outlet from MBBR was fed to chemical coagulation process with FeCl2 as coagulant which eradicated 97% of color with 95% of COD. Therefore, MBBR and chemical coagulation as a combined system also is highly efficient in treating the dyeing wastewater.
Tawfik et al. (2010) examined the effectiveness of a lab-based sewage treatment plant constituting of UASB followed by MBBR at a temperature range of 22–35 °C under different HRT conditions of 13.3, 10 and 5.0 h. At 5–10 h HRT condition the COD reduction of 80–86% along with CODcolloidal removal of 51–73% and CODsoluble removal of 20–55% was recorded. When HRT was increased from 10 to 13.3 h, CODtot, CODcolloidal and CODsoluble removal efficiency was found to be 92%, 89% and 80%, respectively. The UASB-MBBR combined system achieved 92% and 99% removal of CODtotal and BOD7. Goncalves et al. (2019) conducted a study on biodiesel industry effluent treatment using MBBR as first stage and advanced oxidation process as the second stage. It was found that MBBR was able to reduce 69% COD and 68% TOC with enhanced biomass growth conditions. The advanced oxidation process chosen was Fenton oxidation which was able to further decrease the impurities. Hybrid MBBR and Fenton oxidation both reduced the COD content by 95% removing the toxicity from the effluent. Wan et al. (2019) conducted a study by integrating MBBR-MFC technologies for treatment of pulp-paper effluent and generation of bioelectricity. At a HRT of 72 h, the maximum power density was 94.5 mW/m2 and COD removal was 65.6%. Thus, by integrating other technologies as pre or post treatment, MBBR has shown excellent results and can prove itself as a sustainable wastewater treatment technology. However, this is just the beginning and there always remains room for more.
Conclusion
The moving bed biofilm process is robust, compact and self-driven established technology in the area of advanced wastewater treatment. There is successful implementation of MBBRs in treatment of sewage as well as the wastewater emanating from pulp and paper industries, slaughter houses, poultry processing, phenol industries, dairies, pharmaceuticals, refineries and as well as aquaculture and for potable water. The MBBRs can efficiently be used under high volumetric loading conditions ranging from 25 to 30 kg COD/m3d. The advantages of MBBR over other biofilm systems include its flexibility with respect to reactor shape and choice of carrier filling with minimum specific surface area of 200–250m2/m3and at carrier filling of 30–70%. The maximum BOD, COD, total phosphorus and total nitrogen removal efficiency of 97%, 96%, 99% and 99% can be achieved both for municipal and industrial wastewater at HRT of 2–6 h. The biomass concentration as high as 6900–7200 mg/L adhered on surface of bio-carriers with elevated biofilm activeness insures a higher COD reduction. This steady operation thus conforms the use of MBBR to admirable advantages including flexibility, ease in operation, smaller carbon footprint and strong resistance against loading impact. The MBBR technology offers unrivalled efficiency in municipal and industrial wastewater treatment with smaller carbon footprint. It also proves to be very cost effective cutting down capital and operational expenditures while maintaining superior efficiency. This system can be easily blended with other technologies such as activated sludge, oxidation ponds and even microbial fuel cells to increase the overall efficiency. MBBR lays down various process configurations and options for organic matter and nutrient removal. A further step in taking this technology forward would be additional nitrifying, denitrifying and annamox variations for proficient removal of nitrogen and biological phosphorus. High rate MBBRs with more SRT and low HRT can integrate with IFAS for future applications. More focus on the research in overcoming the challenges of each can surely make ways for their increased practical application at pilot scales.
References
Al-Amshawee S, Yunus MYBM (2021) Geometry of biofilm carriers: a systematic review deciding the best shape and pore size. Groundw Sustain Dev 12:100520
Andreottola G, Foladori P, Ragazzi M, Tatàno F (2000) Experimental comparison between MBBR and activated sludge system for the treatment of municipal wastewater. Water Sci Technol 41(4–5):375–382
Andreottola G, Foladori P, Ragazzi M, Villa R (2002) Dairy wastewater treatment in a moving bed biofilm reactor. Water Sci Technol 45(12):321–328
Ashkanani A, Almomani F, Khraisheh M, Bhosale R, Tawalbeh M, AlJaml K (2019) Bio-carrier and operating temperature effect on ammonia removal from secondary wastewater effluents using moving bed biofilm reactor (MBBR). Sci Total Environ 693:133425
Aygun A, Nas B, Berktay A (2008) Influence of high organic loading rates on COD removal and sludge production in moving bed biofilm reactor. Environ Eng Sci 25(9):1311–1316
Bakar SNHA, Hasan HA, Mohammad AW, Abdullah SRS, Ngteni R, Yusof KMM (2020) Performance of a laboratory-scale moving bed biofilm reactor (MBBR) and its microbial diversity in palm oil mill effluent (POME) treatment. Process Saf Environ Prot 142:325–335
Bassin JP, Dezotti M (2018) Moving bed biofilm reactor (MBBR). In Advanced biological processes for wastewater treatment, Springer, Cham pp. 37–74.
Benakova A, Johanidesova I, Kelbich P, Pospisil V, Wanner J (2018) The increase of process stability in removing ammonia nitrogen from wastewater. Water Sci Technol 77(9):2213–2219
Bering S, Mazur J, Tarnowski K, Janus M, Mozia S, Morawski AW (2018) The application of moving bed bio-reactor (MBBR) in commercial laundry wastewater treatment. Sci Total Environ 627:1638–1643
Biswas K, Taylor MW, Turner SJ (2014) Successional development of biofilms in moving bed biofilm reactor (MBBR) systems treating municipal wastewater. Appl Microbiol Biotechnol 98(3):1429–1440
Borghei SM, Hosseini SH (2004) The treatment of phenolic wastewater using a moving bed biofilm reactor. Process Biochem 39(10):1177–1181
Brinkley J, Johnson CH, Souza R (2007) Moving bed biofilm reactor technology—a full scale installation for treatment of pharmaceutical wastewater, North Carolina American water works association-water environment federation (NC AWWA-WEA). In: Annual Conference Technical Program
Broch-Due A, Andersen R, Kristoffersen O (1994) Pilot plant experience with an aerobic moving bed biofilm reactor for treatment of NSSC wastewater. Water Sci Technol 29(5–6):283–294
Characklis WG (1990). Biofilm processes. Biofilms. 195–231
Chaudhary DS, Vigneswaran S, Ngo HH, Shim WG, Moon H (2003) Biofilter in water and wastewater treatment. Korean J Chem Eng 20(6):1054–1065
Chen S, Sun D, Chung JS (2007) Treatment of pesticide wastewater by moving-bed biofilm reactor combined with Fenton-coagulation pretreatment. J Hazard Mater 144(1–2):577–584
Chen S, Sun D, Chung JS (2008) Simultaneous removal of COD and ammonium from landfill leachate using an anaerobic–aerobic moving-bed biofilm reactor system. Waste Manage 28(2):339–346
Chu L, Wang J (2011) Comparison of polyurethane foam and biodegradable polymer as carriers in moving bed biofilm reactor for treating wastewater with a low C/N ratio. Chemosphere 83(1):63–68
Das A, Naga RN (2011) Activated sludge process with MBBR technology at ETP. Ippta J 23(2):135–137
Dash RR, Mallikarjuna C (2022) Removal of nitrogen and phosphorus from wastewater through the moving bed biofilm reactor. Clean energy and resource recovery. Elsevier, pp 285–300. https://doi.org/10.1016/B978-0-323-90178-9.00022-6
Dezotti M, Lippel G, Bassin JP (2018) Advanced Biological Processes for Wastewater Treatment. Springer
Dezotti, M, Geraldo L, Bassin, JP (2011) Advanced Biological Processes for Wastewater Treatment
Di Biase A, Kowalski MS, Devlin TR, Oleszkiewicz JA (2019) Moving bed biofilm reactor technology in municipal wastewater treatment: a review. J Environ Manage 247:849–866
Di Trapani D, Mannina G, Torregrossa M, Viviani G (2008) Hybrid moving bed biofilm reactors: a pilot plant experiment. Water Sci Technol 57(10):1539–1545
Di Trapani D, Mannina G, Torregrossa M, Viviani G (2010) Comparison between hybrid moving bed biofilm reactor and activated sludge system: a pilot plant experiment. Water Sci Technol 61(4):891–902
Dias J, Bellingham M, Hassan J, Barrett M, Stephenson T, Soares A (2018) Impact of carrier media on oxygen transfer and wastewater hydrodynamics on a moving attached growth system. Chem Eng J 351:399–408
Donlan RM (2002) Biofilms: microbial life on surfaces. Emerg Infect Dis 8(9):881
Ells TC, Hansen LT (2006) Strain and growth temperature influence Listeria spp. attachment to intact and cut cabbage. Int J Food Microbiol 111(1):34–42
Erkan HS, Çağlak A, Soysaloglu A, Takatas B, Engin GO (2020) Performance evaluation of conventional membrane bioreactor and moving bed membrane bioreactor for synthetic textile wastewater treatment. J Water Process Eng 38:101631
Flemming HC, Wingender J (2010) The biofilm matrix. Nat Rev Microbiol 8(9):623–633
Flemming HC, Wingender J, Szewzyk U, Steinberg P, Rice SA, Kjelleberg S (2016) Biofilms: an emergent form of bacterial life. Nat Rev Microbiol 14(9):563–575
Francis A, Sosamony KJ (2016) Treatment of pre-treated textile wastewater using moving bed bio-film reactor. Procedia Technol 24:248–255
Gilligan TP and Morper M (1999) A unique process for upgrading conventional activated sludge systems for nitrogen removal. In: Paper presented at NE WEA
Goswami S, Mazumder D (2016) Comparative study between activated sludge process (ASP) and moving bed bioreactor (MBBR) for treating composite chrome tannery wastewater. Mater Today Proc 3(10):3337–3342
Gu Q, Sun T, Wu G, Li M, Qiu W (2014) Influence of carrier filling ratio on the performance of moving bed biofilm reactor in treating coking wastewater. Biores Technol 166:72–78
Gulhane M, Ingale A (2016) Moving bed biofilm reactor: a best option for wastewater treatment. Int J Sci Res 3(1):1094–1096
Javid AH, Hassani AH, Ghanbari B, Yaghmaeian K (2013) Feasibility of utilizing moving bed biofilm reactor to upgrade and retrofit municipal wastewater treatment plants. Int J Environ Res 7(4):963–972
Jenkins AM, Sanders D (2012) Introduction to fixed-film bio-reactors for decentralized wastewater treatment. Contech, Engineered Solutions
Johnson CH, Page MW, Blaha L (2000) Full scale moving bed biofilm reactor results from refinery and slaughter house treatment facilities. Water Sci Technol 41(4–5):401–407
Kermani M, Bina B, Movahedian H, Amin MM, Nikaein M (2008) Application of moving bed biofilm process for biological organics and nutrients removal from municipal wastewater. Am J Environ Sci 4(6):675
Kermani M, Bina B, Movahedian H, Amin MM, Nikaeen M (2009) Biological phosphorus and nitrogen removal from wastewater using moving bed biofilm process. Iran J Biotechnol 7(1):19–27
Koupaie E, Alavimoghadam M (2011) Comparison of overall performance between “Moving-bed” and “Conventional” sequencing batch reactor. J Environ Health Sci Eng 8(3):235–244
Leiknes T, Degaard H (2001) Moving bed biofilm membrane reactor (MBB-MR): characteristics and potentials of a hybrid process design for compact wastewater treatment plants. In: Proceedings of engineering with membranes pp. 52–57
Luo J (2001) A pilot-scale study on biofilters for controlling animal rendering process odours. Water Sci Technol 44(9):277–285
Martín-Pascual J, Leyva-Díaz JC, Poyatos JM (2016) Treatment of urban wastewater with pure moving bed membrane bioreactor technology at different filling ratios, hydraulic retention times and temperatures. Ann Microbiol 66(2):607–613
Mazioti AA, Koutsokeras LE, Constantinides G, Vyrides I (2021) Untapped potential of moving bed biofilm reactors with different biocarrier types for bilge water treatment: a laboratory-scale study. Water 13(13):1810. https://doi.org/10.3390/w13131810
McQuarrie JP, Boltz JP (2011) Moving bed biofilm reactor technology: process applications, design, and performance. Water Environ Res 83(6):560–575
Morgan-Sagastume F (2018) Biofilm development, activity and the modification of carrier material surface properties in moving-bed biofilm reactors (MBBRs) for wastewater treatment. Crit Rev Environ Sci Technol 48(5):439–470
Morper MR (1994) Upgrading of activated sludge systems for nitrogen removal by application of the Linpor–CN process. Water Sci Techno 29:167–176
Ødegaard H (2006) Innovations in wastewater treatment:–the moving bed biofilm process. Water Sci Technol 53(9):17–33
Ødegaard H, Rusten B, Westrum T (1994) A new moving bed biofilm reactor-applications and results. Water Sci Technol 29(10–11):157
Ødegaard H, Gisvold B, Strickland J (2000) The influence of carrier size and shape in the moving bed biofilm process. Water Sci Technol 41(4–5):383–391
Odegaard H (1999) The moving bed biofilm reactor. Water Environ Eng Reuse Water 575314:205–305
Odegaard H, Rusten B, Siljudalen J (1999) The development of the moving bed biofilm process: from idea to commercial product. Eur Water Manag 2(3):36–43
Oliveira R, Melo L, Oliveira A, Salgueiro R (1994) Polysaccharide production and biofilm formation by pseudomonas fluoresces: effects of pH and surface material. Colloids Surf B 2(1):41–46
Pal SR, Vyas DS, Arti NP (2016) Study the efficiency of moving bed biofilm process for dairy wastewater treatment. Int J Adv Res Innov Ideas Educ 2(3):899–905
Park HO, Oh S, Bade R, Shin WS (2010) Application of A2O moving-bed biofilm reactors for textile dyeing wastewater treatment. Korean J Chem Eng 27(3):893–899
Patel Vaibhavi G, Rajput Raju P, Kher Saalvee H, Prajapati MR, Nair AS (2018) Removal of COD from industrial effluent by MBBR: a review. Int J Sci Res Dev 5(11):636–638
European Patent No. 0575314. Munich, Germany, European Patent Office
U.S. Patent No. 5,458,779. Washington, DC: U.S. Patent and trademark office
Pegasus–Advanced nitrogen treatment microbial immobilization technology. Available from: http:// www.hitachi.com/businesses/infrastructure/product_site/ water_environment/pegasus/index.html
Poojashri RN, Thanushree M, Manojkumar B (2016) Studies on nutrient removal using polyurethane foam (PUF) in moving bed bio reactor (MBBR). Int Res J Eng Technol 3(8):1854–1872
Prakash B, Veeregowda BM, Krishnappa G (2003) Biofilms: a survival strategy of bacteria. Curr Sci 10:1299–307
Pratiwi R, Notodarmojo S, Helmy Q (2018) Decolourization of remazol black-5 textile dyes using moving bed bio-film reactor. IOP Conf Ser Earth Environ Sci 106:012089. https://doi.org/10.1088/1755-1315/106/1/012089
Rittmann BE (1982) Comparative performance of biofilm reactor types. Biotechnol Bioeng 24(6):1341–1370
Rodgers M, Zhan XM (2003) Moving-medium biofilm reactors. Rev Environ Sci Biotechnol 2(2):213–224
Rouse JD, Burica O, Stražar M, Levstek M (2007) A pilot-plant study of a moving-bed biofilm reactor system using PVA gel as a biocarrier for removals of organic carbon and nitrogen. Water Sci Technol 55(8–9):135–141
Rudi K, Goa IA, Saltnes T, Sørensen G, Angell IL, Eikås S (2019) Microbial ecological processes in MBBR biofilms for biological phosphorus removal from wastewater. Water Sci Technol 79(8):1467–1473
Rusten B, Ødegaard H, Lundar A (1992) Treatment of dairy wastewater in a novel moving bed biofilm reactor. Water Sci Technol 26(3–4):703–711
Rusten B, Kolkinn O, Odegaard H (1997) Moving bed biofilm reactors and chemical precipitation for high efficiency treatment of wastewater from small communities. Water Sci Technol 35(6):71–79
Rusten B, Eikebrokk B, Ulgenes Y, Lygren E (2006) Design and operations of the Kaldnes moving bed biofilm reactors. Aquacult Eng 34(3):322–331
Santos AD, Martins RC, Quinta-Ferreira RM, Castro LM (2020) Moving bed biofilm reactor (MBBR) for dairy wastewater treatment. Energy Rep 6:340–344
Shin DH, Shin WS, Kim YH, Ho Han M, Choi SJ (2006) Application of a combined process of moving-bed biofilm reactor (MBBR) and chemical coagulation for dyeing wastewater treatment. Water Sci Technol 54(9):181–189
Shitu A, Zhu S, Qi W, Tadda MA, Liu D, Ye Z (2020) Performance of novel sponge biocarrier in MBBR treating recirculating aquaculture systems wastewater: microbial community and kinetic study. J Environ Manag 275:111264
Shore JL, M’Coy WS, Gunsch CK, Deshusses MA (2012) Application of a moving bed biofilm reactor for tertiary ammonia treatment in high temperature industrial wastewater. Biores Technol 112:51–60
Simoes M, Pereira MO, Sillankorva S, Azeredo J, Vieira MJ (2007) The effect of hydrodynamic conditions on the phenotype of Pseudomonas fluorescens biofilms. Biofouling 23(4):249–258
Singh A, Kamble SJ, Sawant M, Chakravarthy Y, Kazmi A, Aymerich E, Starkl M, Ghangrekar M, Philip L (2018) Technical, hygiene, economic, and life cycle assessment of full-scale moving bed biofilm reactors for wastewater treatment in India. Environ Sci Pollut Res 25(3):2552–2569
Tawfik A, El-Gohary F, Temmink H (2010) Treatment of domestic wastewater in an up-flow anaerobic sludge blanket reactor followed by moving bed biofilm reactor. Bioprocess Biosyst Eng 33(2):267–276
Vaidhegi K (2013) Treatment of bagasse based pulp and paper industry effluent using moving bed biofilm reactor. Int J ChemTech Res 5(3):1313–1319
van Haandel AC (2012) Handbook of biological wastewater treatment: design and optimisation of activated sludge systems. Water Intell Online. https://doi.org/10.2166/9781780400808
Wan D, Li Q, Chen J, Niu Z, Liu Y, Li H, Xiao S (2019) Simultaneous bio-electrochemical reduction of perchlorate and electro-disinfection in a novel moving-bed biofilm reactor (MBBR) based on proton-exchange membrane electrolysis. Sci Total Environ 679:288–297
Wang XJ, Xia SQ, Chen L, Zhao JF, Renault NJ, Chovelon JM (2006) Nutrients removal from municipal wastewater by chemical precipitation in a moving bed biofilm reactor. Process Biochem 41(4):824–828
Wang S, Rao NC, Qiu R, Moletta R (2009) Performance and kinetic evaluation of anaerobic moving bed biofilm reactor for treating milk permeate from dairy industry. Biores Technol 100(23):5641–5647
Weiss JS, Alvarez M, Tang CC, Horvath RW (2005) Evaluation of moving bed biofilm reactor technology for enhancing nitrogen removal in a stabilization pond treatment plant. Proc Water Environ Fed 14:2085–2102
Yang X, López-Grimau V, Vilaseca M, Crespi M (2020) Treatment of textile wastewater by CAS, MBR, and MBBR: a comparative study from technical, economic, and environmental perspectives. Water 12(5):1306
Zafarzadeh A, Bina B, Nikaeen M, Attar HM, Nejad MH (2010) Performance of moving bed biofilm reactors for biological nitrogen compounds removal from wastewater by partial nitrification-denitrification process. Iran J Environ Health Sci Eng 7(4):353
Zhao Y, Liu D, Huang W, Yang Y, Ji M, Nghiem LD, Trinh QT, Tran NH (2019) Insights into biofilm carriers for biological wastewater treatment processes: Current state-of-the-art, challenges, and opportunities. Biores Technol 288:121619
Zhao Y, Yuan Q, He Z, Wang H, Yan G, Chang Y, Wang H (2019b) Influence of carrier filling ratio on the advanced nitrogen removal from wastewater treatment plant effluent by denitrifying MBBR. Int J Environ Res Public Health 16(18):3244
Zkeri E, Iliopoulou A, Katsara A, Korda A, Aloupi M, Gatidou G, Fountoulakis MS, Stasinakis AS (2021) Comparing the use of a two-stage MBBR system with a methanogenic MBBR coupled with a microalgae reactor for medium-strength dairy wastewater treatment. Biores Technol 323:124629
Funding
The author received no specific funding for this work.
Author information
Authors and Affiliations
Contributions
All the authors have contributed equally to the completion of the manuscript.
Corresponding author
Ethics declarations
Conflicts of interest
The authors declare that they have no conflicts of interest.
Consent for publication
The corresponding author gives consent for publication.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Madan, S., Madan, R. & Hussain, A. Advancement in biological wastewater treatment using hybrid moving bed biofilm reactor (MBBR): a review. Appl Water Sci 12, 141 (2022). https://doi.org/10.1007/s13201-022-01662-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13201-022-01662-y