
Abstract
The microstructural features present in titanium alloys not only vary over a wide range of length scale but are also highly interdependent. It is not possible to experimentally study the variation effect of only one microstructural feature while maintaining others at a constant value. Due to this complexity, there are no physical models available to relate the microstructural features to the mechanical properties. This limitation can be overcome by using artificial neural networks (ANN) which are capable of establishing highly nonlinear and complex relationship that exists between input and output variables. A variety of architectural and training parameters affect the performance of a neural network. Currently, there are no guidelines available to select an appropriate neural network that can be used to solve a particular class of problem. An attempt is made here to circumvent this problem by using Taguchi based design of experiments (DOE) approach. A total of 8 neural network architectural and training parameters have been identified to study (1) their effect on ANN performance and (2) establish a suitable neural network that can be used to establish the complex relationship that exists between various microstructural features—mechanical properties in a near-α titanium alloy. Results obtained indicate that architectural parameters contribute 58 % while the training parameters contribute 35 % to the network performance and the network so identified can establish the complex non-linear relationship between the microstructural features and mechanical properties.




Similar content being viewed by others

References
Nair A, Artificial Neural Computing in “Neuro fuzzy Control Systems”, Narosa, New Delhi (1997).
Haykin S, Neural Networks—A comprehensive foundation, 3rd reprint, Pearson Education, Singapore, (2002).
Rajesekaran S, and Pai G A V, Neural Networks, Fuzzy logic and genetic algorithms–Synthesis and applications, Prentice Hall of India, New Delhi (2003).
Bhadesia H K D H, ISIJ Int 39 (1989) 966.
Sha W, and Edwards K L, Mat Desig 28 (2007) 1747.
Gweon D G, and Lin D C, Proc Inst Mech Eng Part B J Eng Manuf 213 (1999) 51.
Brown J D, and Rodd M C, J Iron Mak Steel Mak 25 (1998) 199.
Bhadeshia H K D H, MacKay D J C, and Svensson L E, Mat Sci Technol 11 (1995) 1046.
Chan B, Bibby M, and Holtz N, Can Metall Q 34 (1995) 353.
Nam S H, and Oh S Y, Appl Intell 10 (1999) 53.
Buffa G, Fratini L, and Micari F, J Manuf Process 14 (2012) 289.
Jones J, and MacKay D J C, 8th International Symposium on Superalloys, Seven Springs, Pennsylvania, USA, September’96, eds R. D. Kissinger et al., published by TMS, (1996) 417.
Jones J, MacKay D J C, and Bhadeshia H K D H, Proceeding 4th International Symposium on Advanced Materials, eds Anwar ul Haq et al., A. Q. Kahn Research Laboratories, Pakistan (1995) 659.
Schooling J M, Brown M, and Reed P A S, Mat Sci Eng A 260 (1999) 222.
Egorov-Yegorov I N, and Dulikravich G S, Mat Manuf Process 20 (2005) 569.
Ravi R, Prasad Y V R K, Sharma V V S, and Raidu R S, Mater Manuf Process 21 (2006) 756.
Lin Y C, Zhang J, and Zhong J, Comput Mater Sci 43 (2008) 752.
Ping L, Kemin X, Yan L, and Jianrong T, J Mat Process Technol 148 (2004) 235.
Serajzadeh S, MSEA 472 (2008) 140.
Li M Q, and Xiong A M, Mater Sci Technol 18 (2002) 212.
Lin Y C, Liu G, Chen M S, and Zhong J, J Mater Process Technol 209 (2009) 4611.
Ramesh S, Karunamurthy L, and Palanikumar K, Measurement 45 (2012) 1266.
McBride J, Malinov S, and Sha W, MSEA 384 (2004) 129.
Malinov S, and Sha W, MSEA 365 (2004) 202.
Guo Z, Malinov S, and Sha W, Comput Mater Sci 32 (2005) 1.
Collins P C, Connors S, Banerjee R, and Fraser H L, A combitorial approach to the development of neural networks for the prediction of composition-microstructure-property relationships in alpha/beta Ti-alloys (2003) 1389.
Roy R K, A Primer on the Taguchi method, NY (1990).
Taguchi G, Chowdhury S, and Wu Y, Taguchi’s Quality Engineering Handbook, Wiley, New Jersey (2005).
Phadke M S, Quality Engineering using robust design, Prentice Hall, Upper Saddle River (1989).
Montgomery D C, Design and Analysis of Experiments, Wiley, New York (1997).
Ross P J, Taguchi Method for quality engineering, Asian Productivity Organisation, Tokyo (1986).
Madić M J, and Radovanović M R, FME Trans 39 (2011) 79.
Chester D L, Proc IJCNN 1 (1990) 265.
Users guide, Neural Networks tool box, The Mathworks Inc, USA.
Raj K H, Sharma R S, Srivastava S, and Patvardhan C, Int J Mach Tools Manuf 40 (2000) 851.
MacKay D J C, Neural Comput 4 (1992) 415.
Bailer Jones C A L, Sabin T J, Mackay D J C, and Withers P J, Prediction of deformed and annealed microstructures using Bayesian neural network and Gaussian Process, Proceedings of Intelligent Processing and Manufacturing of Materials (1997).
Balasundar I, Modelling the high temperature flow behaviour and study of structure-property correlation in near-α titanium alloy, Ph D Thesis, Indian Institute of Technology, Bombay (2013).
Collins P C, Welk B, Searles T, Tiley J, Russ J C, and Fraser H L, MSEA (2009) doi:10.1016/j.msea.2008.12.038.
Tiley J, Searles T, Lee E, Kar S, Banerjee R, Russ J C, and Fraser H L, MSEA 372 (2004) 191.
Precision and Reproducibility of Quantitative Measurements, Quantitative Microscopy and Image Analysis, ASM International, Ohio (1994) p 21.
Brent Dove S, Dental Diagnostic Science, Image Tool V 3.1, User Manual, University of Texas Health Science Centre at San Antonio, USA, (2004).
User Manual, Adobe photo shop CS 6.0, Adobe systems Inc, (2012).
Image pro plus, User manual and application notes, Media cybernetics Inc, Texas (2012).
Vander Voort G E, Metallography principles and practice, McGraw-Hill, New York (1984).
Dehoff R T, Techniques of Materials Research, Wiley, New York (1968).
Balasundar I, Raghu T, and Kashyap B P, Mater Sci Eng A 609 (2014) 241.
Fullman R L, Trans AIME 197 (1953) 447.
Gundersen H J G, Jenson E B, and Osterby R, J Microsc 113 (1978) 27.
Acknowledgments
The authors express their gratitude to Dr. S. V. Kamat, Director, Defence Metallurgical Research Laboratory (DMRL) for encouraging us to publish this work. The authors thank Dr. A. K. Mukhopadhyay, Division Head, Aeronautical Materials Division, DMRL for his support and valuable suggestions. The support rendered by Aeronautical Materials Testing Laboratory (AMTL), Hyderabad in carrying out mechanical testing is acknowledged. Authors acknowledge the funding provided by Defence Research and Development Organisation (DRDO) to carry out the work.
Author information
Authors and Affiliations
Corresponding author
Appendix: Quantification of Microstructural Features
Appendix: Quantification of Microstructural Features
1.1 Volume Fraction of Primary α
Volume fraction of a particular phase or constituent in a microstructure can be estimated using areal analysis (AA), lineal analysis (LL) or point counting (PP) [26]. Point count is the most common method (ASTM E562) in which the volume fraction (Vv) is measured by point fraction (PP). A regular grid of points is overlaid onto the image and points that fall onto the feature of interest are marked as shown in Fig. 5. Volume fraction (Vv) of that particular feature is then indicated by the ratio of number of points which lie on the specific feature of interest (Vi) to the total number of grid points used (V) as provided below.

Back Scattered SEM image of IMI 834 heat treated at 1030 °C/2 h/air cooled and aged at 700 °C/2 h/air cooled superimposed with regular grid points (yellow circle) using Fovea pro plugin for Adobe photoshop to estimate the volume fraction of primary α (red diamond)
In most works, the volume fraction is expressed as percentage by multiplying AA, LL or PP by 100. It has frequently been shown that all the three methods yield equivalent results within the limits of statistical accuracy i.e.
where AA is the ratio between sum of the areas of the phase or constituent of interest to the total measurement area, LL is the ratio of total length of randomly placed lines within the phase of interest to the total length of line [42–45].
1.2 Size of Primary α
The mean size of primary α is quantified following ASTM E 112. Manual and semi-automatic methods have been used to measure the size of the globular α phase. In the manual method, the volume fraction of globular α phase (Vfα) is first measured using the procedure stated earlier in section “Volume Fraction of Primary α”. Next, a three-circle test grid (circles with diameter ratio of 3:2:1) is placed on the image as shown in Fig. 6. Number of primary α grains (Nα) that are intercepted by the test lines are counted [45]. The mean linear intercept of the globular α phase is then estimated according to

Microstructure of the material solution treated at 1030 °C/2 h/polymer quenched and aged at 700 °C/2 h/air cooled super imposed with three concentric circles to calculate size of globular primary α phase
where LT is total line length calculated at 1X.
In the semi-automatic method [42–44], the globular α phase is first extracted or the transformed β phase is removed from the original image as shown Fig. 7. If α particles are found to be clustered together, they are delineated using the Fovea pro plugin for Adobe Photoshop [43, 47]. This sets the stage for measuring the size of primary α phase. Using an automated procedure in the Fovea pro plugin, a grid of parallel lines are first drawn over the copy of the threshold image as shown in Fig. 7c. A simple Boolean operation between the threshold image and its copy produces series of line segments as shown in Fig. 7d. The length of these line segments are then measured to provide the mean intercept length. This procedure is repeated by rotating the line grid in a series of 10 degree steps.

Semi-automated procedure to calculate globular alpha size (a) original image of material heat treated at 1030 °C/2 h/polymer quenched and aged at 700 °C/2 h/air cooled (b) globular alpha extracted from the original image (c) parallel random lines imposed on the image (d) image after Boolean operation showing the line segments
1.3 Thickness of Lamellar α
The grey image (Fig. 8a) of the microstructure is first converted into a binary image as shown in Fig. 8b using a suitable threshold procedure [41–43]. A copy of this binary image is made and superimposed with parallel line grids (red colour lines in Fig. 8c, as explained in section B). A simple Boolean operation between the binary image and its copy provides a series of broken line segments corresponding to the width of the α-lamellae as shown in Fig. 8d. The length of these broken lines are measured using Fovea pro plugin for Adobe photoshop. By inverting the length and calculating the mean value, the mean thickness of the α lamellae is calculated using the Fullman [48] and Gunderson correction [49] factor shown in Eq. 17

Quantifying α lamellae thickness (a) microstructure of the material heat treated at 1060 °C/2 h/furnace cooled and aged at 700 °C/2 h/air cooled (b) binary image (c) copy of binary image superimposed with parallel lines (d) broken line segments used to measure thickness of α lamellae
where λ represents the measured intercept length.
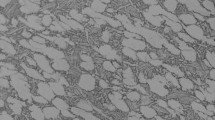
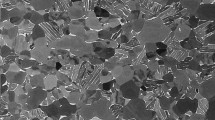
When the cooling rate is high, the resulting α lamellae are finer. Hence, higher magnification SEM images as shown in Fig. 9 are used to estimate the lamellae thickness. In case of bimodal microstructures, the primary α and grain boundary α phases if present are selectively removed from the image before measuring the lamellae thickness. The above mentioned procedure is repeated after rotating the angle of the super imposed parallel lines in order to obtain statistically reliable data.

SEM images of isothermally forged material solution treated at 1045 °C for 2 h and quenched in a oil and b air, followed by ageing at 700 °C/2 h/air cooled
1.4 Colony Size Factor
Colonies are clusters of α lamellae belonging to the same crystallographic variant. It is very difficult to determine the size of colonies without making assumptions about their shape and morphology [17]. Further, three-dimensional (3D) imaging of titanium alloys has shown a very complicated shape which is not easy to characterize or generalize [39, 40]. Hence, the colony size is estimated as a factor using the conventional mean intercept length method as reported by Collins et al. [26]. A set of random lines are drawn on the image of appropriate magnification, All the intersections of such lines with the colony boundaries are marked as shown in Fig. 10. Colony size factor is then obtained by dividing the total line-length by the total number of marks. Colony size factor has a dimension of length that represents the colony size. It is named as size factor because it does not provide any information on the shape of the colonies [39, 40]. Different fields of view or images of the sample have been used to ensure the accuracy and reliability of the measured values.

Random lines superimposed on the SEM image of material heat treated at 1060 °C/2 h/air cooled and aged at 700 °C/2 h/air cooled. The intersections of the superimposed random lines with colony boundaries are marked by circular dots
1.5 Transformed β Grain Size
Transformed β grain size is difficult to measure without assumptions on the actual 3- dimensional shape of the grains. This parameter is difficult to measure on fully lamellar or transformed microstructures unless the grains are delineated by grain boundary α. It is important to use images showing more than few grains to get accurate estimates of the true value. For this study, low magnification optical images have been used to provide adequate number of grains. The images are overlaid with set random lines of known length as shown in Fig. 10. The number of grain boundary intercepts are counted [45]. The intercept length (PL) is calculated as
In case of samples having duplex or bimodal microstructure, the procedure described to measure the primary α size (section B) is used. Instead of primary α size, the transformed β grain size is measured.
1.6 Volume Fraction of Grain Boundary α Phase
The volume fraction of grain boundary α phase is measured using the procedure described for measuring the primary α volume fraction (section “Volume Fraction of Primary α”). Here the feature of interest is the grain boundary α phase.
1.7 Thickness of Grain Boundary α Phase
The procedure followed to determine the lamellar α thickness (section “Thickness of Lamellar α”) is used to measure the width or thickness of grain boundary α as well. Random lines are first drawn on the micrograph; the intersections of lines with the grain boundary α layer are marked with a particular colour. Then the image is threshold with the colour used to mark the grain boundary α layers. After threshold, the image is reduced to line segments indicating only the grain boundary α layers. The thickness of grain boundary α layer is then determined by measuring the lengths of the line segments as described in section “Thickness of Lamellar α”.
Rights and permissions
About this article

Cite this article
Balasundar, I., Raghu, T. & Kashyap, B.P. Taguchi Based Optimisation of Artificial Neural Network to Establish a Direct Microstructure: Mechanical Property Correlation in a near-α Titanium Alloy. Trans Indian Inst Met 69, 1929–1941 (2016). https://doi.org/10.1007/s12666-016-0852-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-016-0852-5